NcStudio雕刻机 V8常用参数设置
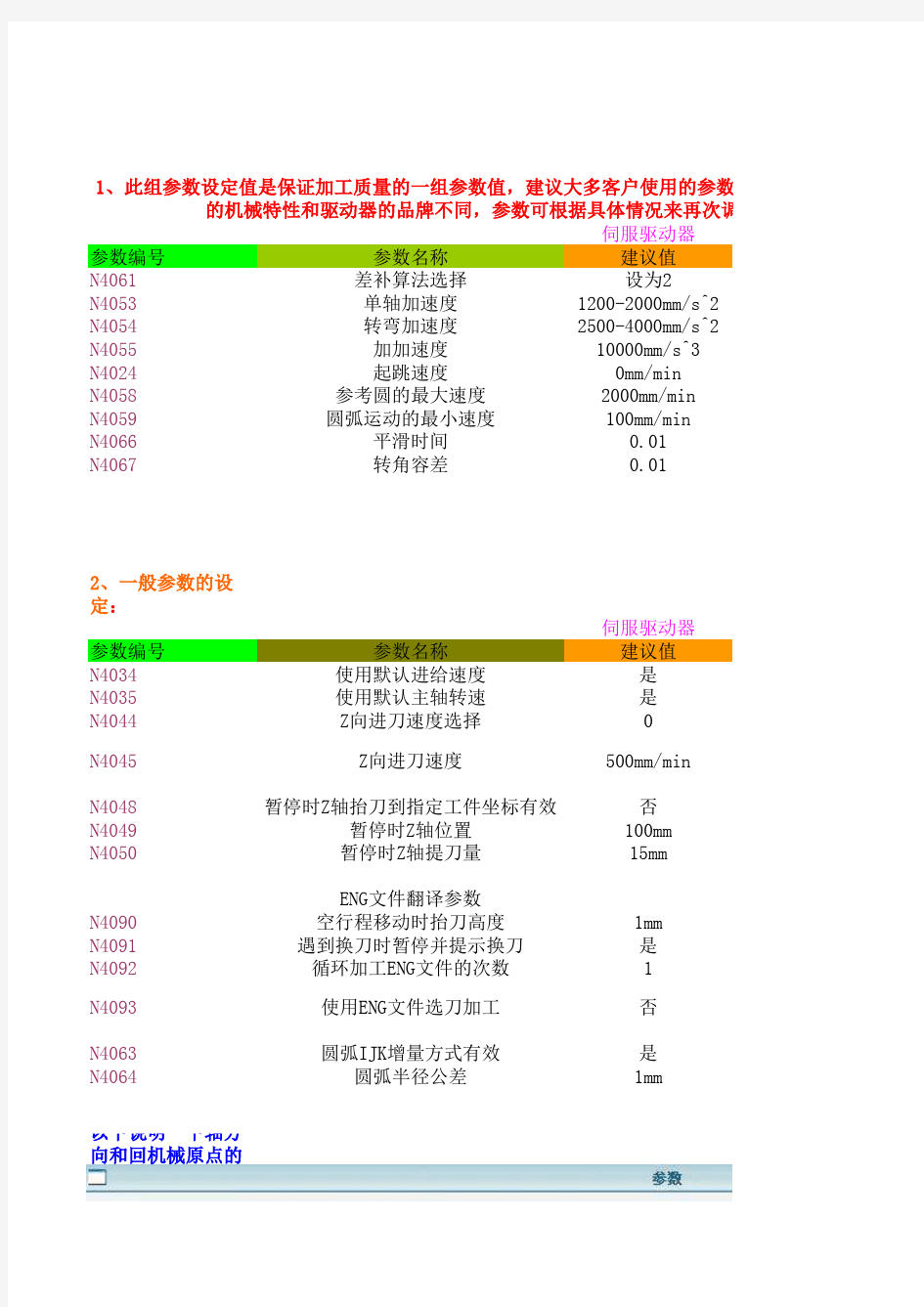

1、此组参数设定值是保证加工质量的一组参数值,建议大多客户使用的参数。
的机械特性和驱动器的品牌不同,参数可根据具体情况来再次调整)
伺服驱动器
参数编号参数名称建议值
N4061差补算法选择设为2
N4053单轴加速度1200-2000mm/s^2
N4054转弯加速度2500-4000mm/s^2
N4055加加速度 10000mm/s^3
N4024起跳速度0mm/min
N4058参考圆的最大速度2000mm/min
N4059圆弧运动的最小速度100mm/min
N4066平滑时间0.01
N4067转角容差0.01
2、一般参数的设定:
伺服驱动器
参数编号参数名称建议值
N4034使用默认进给速度是
N4035使用默认主轴转速是
N4044Z向进刀速度选择0
N4045Z向进刀速度 500mm/min
N4048暂停时Z轴抬刀到指定工件坐标有效否
N4049暂停时Z轴位置100mm
N4050暂停时Z轴提刀量15mm
ENG文件翻译参数
N4090空行程移动时抬刀高度1mm
N4091遇到换刀时暂停并提示换刀是
N4092循环加工ENG文件的次数1
N4093使用ENG文件选刀加工否
N4063圆弧IJK增量方式有效是
N4064圆弧半径公差1mm
以下说明一下轴方向和回机械原点的方向的设定
制作安装包:调节好参数后可重新制作一个安装软件以便更好的维修与维护!第一步:打开目录C:\Program Files\Naiky,并双击NCHelper.exe
第二步:点击“选择中文界面”
第三步:点击“制作安装包”,并选择路径
1
3第四步:开始制作
1 3
步进驱动器
建议值参数说明设为2
0: 梯形算法, 1: S型算法, 2: LEP算法;500mm/s^2
800~1500mm/s^2
10000mm/s^3
200~300mm/min
加工过程中的最小进给速度;2000mm/min
100mm/min
0.01
0.01步进驱动器
建议值
参数说明是
如果”使用默认进给速度”选择“是”,加工文件中指定的速度将无效,是
如果“使用默认主轴转速”选择“是”,加工文件中指定的转速将无效;0
500mm/min
否
100mm
15mm 1mm
空行程移动时抬刀高度;是
在加工Eng文件时遇到换刀暂停并提示换刀;1
在加工Eng文件时,需要循环加工的次数;否
当选择"是"时,可选择ENG文件的任何一把刀加工,注意:选择是后需要重新装载文件是
1mm 转弯加速度一般为单轴加速度的1.5-2倍.加速度越高,则进给轴启停越迅速,有利于提高加工效率。但是,更高的加速度对机床和驱动都有更高的要求,建议此处以“合适”为宜。 “参考圆最大速度”针对“参考圆半径”而言,需保证机床以“参考圆最大速度”跑“参考圆”时,不会发生抖动。“参考圆半径”默认为5参数。(因为每台机床
况来再次调整)
调节此处两个参数可进一步调高加工曲面的光洁度,但是注意:平滑时间设置的
过大时,加工的小的尖角时可能会被削平,建议不要超过0.02。
注意:在出现圆弧半径公差超限时,可增大“圆弧半径公差”的设定值,如果不起作用可将“圆弧IJK增量方式有效”选择“否”
0: 不处理; 1: 仅Z单独向下工进有效; 2: 含有Z轴向下工进分量有效。注意:只有“Z向进刀速度选择”选择了“1”或“2”来限制Z轴的下到速度时,“Z向进刀速度”的设定值才能起作用!当“暂停时Z轴抬刀到指定工件坐标有效”选择“否”时,那么在暂停/停止时Z轴的提刀高度为“暂停时Z轴提刀量”=15mm。当“暂停时Z轴抬刀到指定工件坐标有效”选择“是”时,那么在暂停/停止时Z轴的提刀高度为“暂停时Z轴位置”
=100mm(此处的100mm为Z轴抬到工件坐标为100的位置!)
护!
2
2
载文件