齿轮滚刀使用及检验标准

齿轮滚刀(直槽)使用及检验标准
一、齿轮滚刀使用标准 1、滚刀的轴向窜刀
滚刀使用过程中,除进行正确的安装、调整外,还应进行轴向窜动,以延长滚刀的使用寿命。 1.1滚刀的起始安装位置
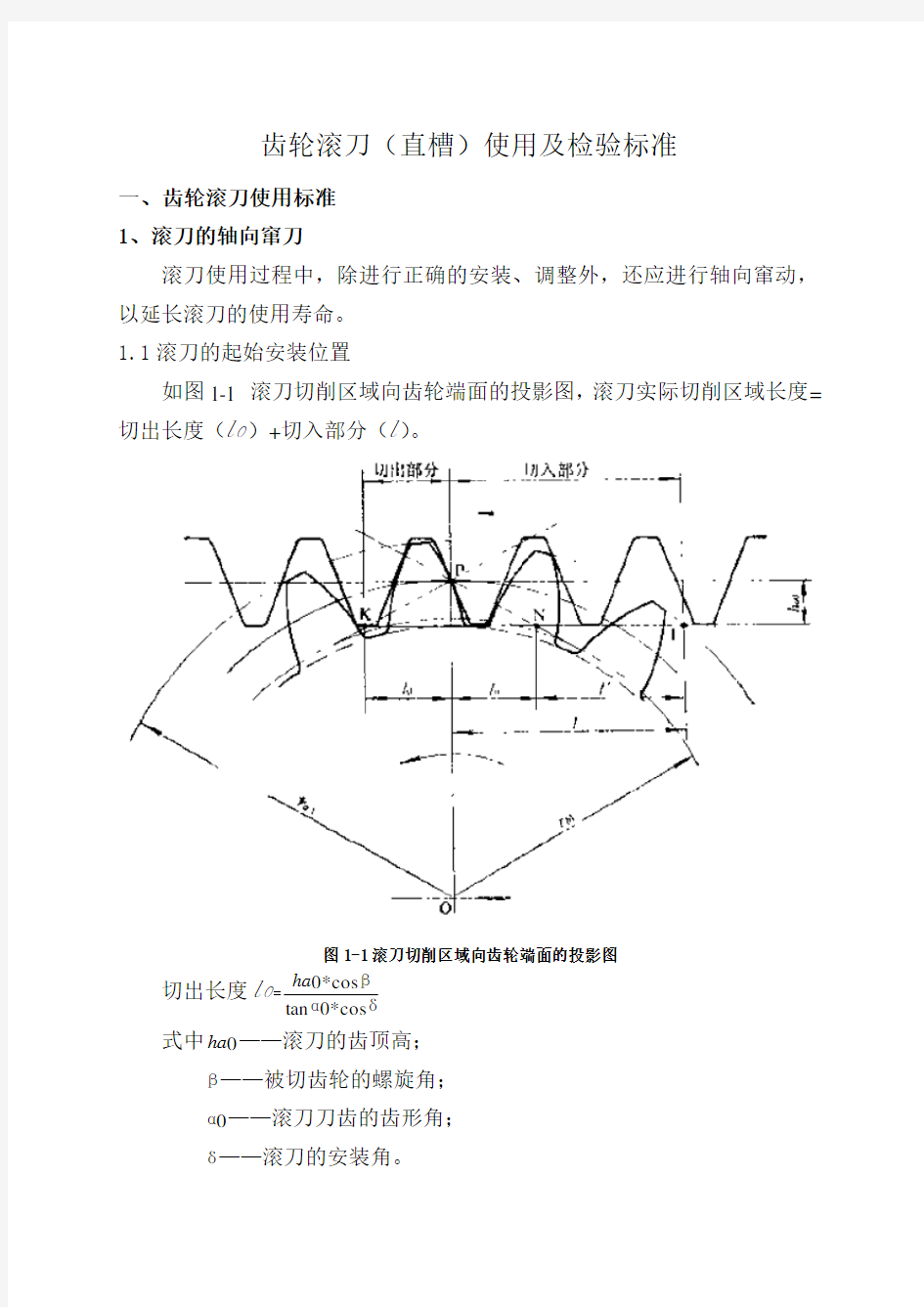
如图1-1 滚刀切削区域向齿轮端面的投影图,滚刀实际切削区域长度=切出长度(l 0)+切入部分(l )。
图1-1滚刀切削区域向齿轮端面的投影图
切出长度l 0=
0*cos tan 0*cos ha β
αδ
式中0ha ——滚刀的齿顶高; β——被切齿轮的螺旋角; 0α——滚刀刀齿的齿形角; δ——滚刀的安装角。
切入长度l
式中1ra ——被切齿轮齿顶圆半径; 1h ——滚齿时的切入深度; δ——滚刀的安装角。
安装滚刀的初始位置时,应使展成中心位于距切入端端面为l 的位置上,检验计算展成中心与切出端端面距离不小于l 0。 1.2 轴向窜刀的方向
滚刀的轴向窜刀,通常应在与被加工齿轮旋转方向相反的方向上进行,如图1-2轴向窜刀的方向。
图1-2 轴向窜刀的方向
1.3 轴向窜刀的窜刀量
直槽滚刀的窜刀量S 可用下式确定: S=*
d *cos d
nm c Z π
γ
式中n ——滚刀头数; m ——滚刀模数;
Zd——滚刀圆周齿数;
γ——滚刀螺旋升角;
d
c——(确定窜刀量大小的系数,为4、5、6、7、8、9等整数值)。
推荐轴向窜刀的窜刀量S等于滚刀的轴向齿距Px。
1.4轴向窜刀的时机
滚刀轴向窜刀的时机推荐为后刀面磨损约为磨钝标准的25%~30%时,即进行窜刀(单工步未加工完除外)。
在不同的切削条件下,滚刀窜刀量和窜刀时间间隔的最佳数值还要根据实际磨损情况,试验分析后确定。
1.5轴向窜刀的方法
我车间滚齿机的轴向窜刀需靠手动完成,基本方法有两种,推荐方法为方法一。
方法一:按照确定窜刀量的各种倍数值,制作垫刀垫圈,通过变换滚刀心轴上垫圈的厚度,使滚刀沿其轴线移动,以改变滚刀对被加工齿轮轴线的位置。
方法二:切削一定数量的齿轮后,将分齿挂轮脱开,并转动滚刀,以达到轴向窜刀的目的。
2
注:初次磨钝至标准下限即进行刃磨,逐步摸索加工不同材质工件的磨损带宽度理想值。
二、齿轮滚刀检验项目及检验标准
1、容屑槽周节的最大累积误差
容屑槽周节的最大累积误差用于表示滚刀前刀面在圆周上分布的不均
匀性。按照GB/T6084-85 齿轮滚刀通用技术条件,制定检验标准见附表1:齿轮滚刀测量检验项目。
2、滚刀前刀面的导程误差
滚刀前刀面的导程误差,对容屑槽为直槽的齿轮滚刀,由于其前刀面的导程为无穷大,因此这一误差表现为滚刀前刀面对内孔轴线的不平行度。按照GB/T6084-85 齿轮滚刀通用技术条件,制定检验标准见附表1:齿轮滚刀测量检验项目。
3、滚刀前刀面径向性误差
滚刀前刀面的径向性误差会减小或增大刀齿的齿形角,还会导致齿形不对称。按照GB/T6084-85 齿轮滚刀通用技术条件,制定检验标准见附表1:齿轮滚刀测量检验项目。
4、表面粗糙度
滚刀刃磨后,表面粗糙度应达到表1-1要求:
表1-1 滚刀刃磨后粗糙度要求
5、其他缺陷
目测检查,滚刀各表面不得有烧伤、崩刃、裂纹等缺陷。
6、记录
齿轮滚刀各项目检验后,将检验数据填写到附表2:齿轮滚刀检验记录。
附表1:齿轮滚刀测量检验项目
附表2:齿轮滚刀检验记录
齿轮滚刀检验记录表
滚刀刀号:模数:精度等级:
检查员签字:日期:
齿轮滚刀刀具简介
齿轮滚刀刀具简介 (一)齿轮滚刀的形成 齿轮滚刀是依照螺旋齿轮副啮合原理,用展成法切削齿轮的刀具,齿轮滚刀相当于小齿轮,被切齿轮相当于一个大齿轮,如图9-24所示。齿轮滚刀是一个螺旋角β0很大而螺纹头数很少(1~3个齿),齿很长,并能绕滚刀分度圆柱很多圈的螺旋齿轮,这样就象螺旋升角γz很小的蜗杆了。为了形成刀刃,在蜗杆端面沿着轴线铣出几条容屑槽,以形成前面及前角;经铲齿和铲磨,形成后刀面及后角,如图9-25所示。 (二)齿轮滚刀的基本蜗杆 齿轮滚刀的两侧刀刃是前面与侧铲表 面的交线,它应当分布在蜗杆螺旋表面上,这个蜗杆称为滚刀的基本蜗杆。基本蜗杆有以下三种:
1.渐开线蜗杆渐开线蜗杆的螺纹齿侧面是渐开螺旋面,在与基圆柱相切的任意平面和渐开螺旋面的交线是一条直线,其端剖面是渐开线。渐开线蜗杆轴向剖面与渐开螺旋面的交线是曲线。用这种基本螺杆制造的滚刀,没有齿形设计误差,切削的齿轮精度高。然而制造滚刀困难。 2.阿基米德蜗杆阿基米德蜗杆的螺旋齿侧面是阿基米德螺旋面。通过蜗杆轴线剖面与阿基米德蜗螺旋面的交线是直线,其它剖面都是曲线,其端剖面是阿基米德螺旋线。用这种基本蜗杆制成的滚刀,制造与检验滚刀齿形均比渐开线蜗杆简单和方便。但有微量的齿形误差。不过这种误差是在允许的范围之内,为此,生产中大多数精加工滚刀的基本蜗杆均用阿基米德蜗杆代替渐开线蜗杆。 3.法向直廓蜗杆法向直廓蜗杆法剖面内的齿形是直线,端剖面为延长渐开线。用这种基本蜗杆代替渐开线基本蜗杆作
滚刀,其齿形设计误差大,故一般作为大模数、多头和粗加工滚刀用。 (三)滚刀的齿形误差 用阿基米德蜗杆代替渐开线基本蜗杆作滚刀,切制的齿轮齿形存在着一定误差,这种误差称为齿形误差。由基本蜗杆的性质可知,渐开线基本蜗杆轴向剖面是曲线齿形,而阿基米德基本蜗杆轴向剖面是直线齿形。为了减少造型误差,应使基本蜗杆的轴向剖面直线齿形与渐开线基本蜗杆轴向剖面的理论齿形在分度圆处相切。阿基米德滚刀基本蜗杆轴向剖面齿形角αx0,应等于渐开线蜗杆轴向剖面齿形的分度圆压力角,如图9-26所示。由斜齿轮法向剖面与轴向剖面齿形角换算关系可得 αx0=αn/cosγz 式中αx0-轴向剖面齿形角 αn-渐开线蜗杆法向剖面分度圆压力角;
表面加工检验标准
Q/XXX A A A A A企业内控标准 Q/XXX XX-20XX 表面加工检验规范 20XX-XX-XX 发布20XX-XX-XX
实施 XXXXXXX有限公司技术部发布
目次 目次................................................................................................................................................................ I 前言............................................................................................................................................................... I I 1 范围 (1) 2 引用标准 (1) 3 尺寸 (1) 4 外观 (2) 5 附着力测试 (4) 6 耐醇(酒精)性测试 (5) 7 耐磨性测试 (6) 8 硬度测试 (6) 9 耐水性测试 (7) 10 耐中性溶剂测试 (7) 11 耐汗性测试 (8) 12 抗紫外线(UV)性能测试 (9) 13 高低温冲击测试 (9) 14 高温高湿测试 (10) 15 油墨、烫印箔等原材料要求 (11) 16 包装、运输和贮存 (11) 附录A (12)
前言 为了有效的控制产品或零部件表面加工(丝印、烫印、刻印、喷涂等)的质量,完善其检验依据,根据产品的技术要求和供应商提供的技术资料制定本规范,作为本公司各种产品或零部件表面加工处理的检验依据。 本规范适用范围:XX有限公司。 本规范起草单位:XXX有限公司。 本规范主要起草人: 本规范履历: ——20XX年X月首次发布试行版。 规范发布审批:
齿轮滚刀使用及检验标准
齿轮滚刀(直槽)使用及检验标准 一、齿轮滚刀使用标准 1、滚刀的轴向窜刀 滚刀使用过程中,除进行正确的安装、调整外,还应进行轴向窜动,以延长滚刀的使用寿命。 1.1滚刀的起始安装位置 如图1-1 滚刀切削区域向齿轮端面的投影图,滚刀实际切削区域长度=切出长度(l 0)+切入部分(l )。 图1-1滚刀切削区域向齿轮端面的投影图 切出长度l 0= 0*cos tan 0*cos ha β αδ 式中0ha ——滚刀的齿顶高; β——被切齿轮的螺旋角; 0α——滚刀刀齿的齿形角; δ——滚刀的安装角。
切入长度l 式中1ra ——被切齿轮齿顶圆半径; 1h ——滚齿时的切入深度; δ——滚刀的安装角。 安装滚刀的初始位置时,应使展成中心位于距切入端端面为l 的位置上,检验计算展成中心与切出端端面距离不小于l 0。 1.2 轴向窜刀的方向 滚刀的轴向窜刀,通常应在与被加工齿轮旋转方向相反的方向上进行,如图1-2轴向窜刀的方向。 图1-2 轴向窜刀的方向 1.3 轴向窜刀的窜刀量 直槽滚刀的窜刀量S 可用下式确定: S=* d *cos d nm c Z π γ 式中n ——滚刀头数; m ——滚刀模数;
Zd——滚刀圆周齿数; γ——滚刀螺旋升角; d c——(确定窜刀量大小的系数,为4、5、6、7、8、9等整数值)。 推荐轴向窜刀的窜刀量S等于滚刀的轴向齿距Px。 1.4轴向窜刀的时机 滚刀轴向窜刀的时机推荐为后刀面磨损约为磨钝标准的25%~30%时,即进行窜刀(单工步未加工完除外)。 在不同的切削条件下,滚刀窜刀量和窜刀时间间隔的最佳数值还要根据实际磨损情况,试验分析后确定。 1.5轴向窜刀的方法 我车间滚齿机的轴向窜刀需靠手动完成,基本方法有两种,推荐方法为方法一。 方法一:按照确定窜刀量的各种倍数值,制作垫刀垫圈,通过变换滚刀心轴上垫圈的厚度,使滚刀沿其轴线移动,以改变滚刀对被加工齿轮轴线的位置。 方法二:切削一定数量的齿轮后,将分齿挂轮脱开,并转动滚刀,以达到轴向窜刀的目的。 2 注:初次磨钝至标准下限即进行刃磨,逐步摸索加工不同材质工件的磨损带宽度理想值。 二、齿轮滚刀检验项目及检验标准 1、容屑槽周节的最大累积误差 容屑槽周节的最大累积误差用于表示滚刀前刀面在圆周上分布的不均
加工件验收标准
机加工自制件验收标准 1、定义 A级表面:自制件非常重要的装饰表面,即使用时始终可以看到的表面。 B级表面:自制件的内表面或不翻动时不能看到的表面。 C级表面:仅在自制件翻动时才可见的表面或内部部件。 2、机加工的要求 1)、机加工件材料要符合图纸,选用的材料的符合国家标准。 2)、机加工件图纸未注尺寸公差参考国家标准线性尺寸的未注公差GB/T1804-f 要求进行检验。 3)、机加工件图纸未注角度公差参考国家标准角度的未注公差GB/T11335-m要求进行检验。 4)、机加工件图纸未注形位公差参考国家标准形位的未注公差GB/T1184-H要求进行检验。 5)、图纸中尺寸标注为配合形式加工的,采用间隙配合,具体要求为:外配合为配作对象最大尺寸+0.01~+0.10mm :内配合为配作对象最小尺寸-0.10~-0.01。 3、机加工质量的控制 1)、零件加工按照图纸加工,对图纸有标示不清、模糊、错误和对图纸产生疑问的与上级领导联系。 2)、零件加工按照工艺流程去做。 3)、零件加工过程中遇到加工错误或尺寸超出公差范围要与使用单位技术人员联系,使用单位技术人员将会确认零件可以采用或不可采用。 4)、需要划线加工的零件,加工后不允许有划线的痕迹。 5)、所有机加工的零件要去毛刺、钻孔后要倒角、棱角要倒钝(特殊要求除外)。 6)、碰到零件加工错误不应该善做主张对零件进行修改,应与使用单位技术人员联系获得技术支持。 4、机加工外观的控制
1)、机加工中由于控制不力和操作不当造成机械碰伤、表面划伤的不允许存在 A级表面,允许存在B,C 级表面.。2)、变形、裂纹不允许存在 A,B,C级表面。 3)、需要表面处理的零件表面不允许有氧化层、铁锈、凹凸不平的缺陷。 5、机加工质量检验 1)、外观检验:不允许有翘曲、变形、裂纹、划伤、碰伤、凹凸不平及表面粗糙度符合要求。 2)、材料的检验:材料厚度符合国家标准。 3)、尺寸及公差的检验:零件的尺寸和公差符合图纸的要求。 4)、螺纹、孔的检验:采用牙规、塞规检验或用螺钉检验,螺纹的底孔不大于标准底孔的0.1mm。 5)、零件的检验要全面到位防止不良的产品流出使用,造成不必要的损失。
齿轮滚刀变模数设计
齿轮滚刀变模数设计 前言 ** 看到论坛上有人问起,再想想自己好久没有总结经验了。于是发帖。 ** 这些东西可是在书上找不到的。 ** 因为该经验为个人经验,不涉及公司机密,且无专利限制,可以拿来和同仁共享。 ** 版权所有。转载注明出处。 1, 原理 1.1 变模数设计在原理上的可行性上非常简单。齿轮配对啮合和齿轮齿条啮合的基本条件之一,就是基节相等,即m1*cos(a1)=m2*cos(a2),所以从理论上来说,对于被加工齿轮参数(m1, a1),有无数个滚刀参数(m2, a2)与之配合。 1.2 滚刀在滚切过程中可近似看作齿条。齿轮齿形为滚刀刀刃包络线。 1.3 TIF为滚齿工序所要求有效渐开线起始点。如果后续工序有剃齿或磨齿需要留余量,则TIF指去除余量后有效渐开线的起始点。滚刀的设计基本要求之一,就是能够得到TIF。 2, 设计的好处 2.1 TIF 得到所要求的TIF是变模数设计的主要目的。很多情况下,客户图纸要求的TIF非常低,而滚刀干涉所得到的过渡曲线部分非常大,你已经采取了所有其他的办法,都不行。于是,减小压力角吧。 小压力角的齿条,在啮合中啮合系数更大,得到的起始点能够大幅下移。形象地说,能够往齿底方向更伸得下去。如果你有齿轮齿条模拟软件,能够看得很清楚,对比很鲜明。汉江以前没有模拟软件,现在可能已经有了。 如果通过变模数,已经把压力角压到不能接受的地步,还是离TIF很远,OK, 联系客户吧。 有时候客户希望能用一把刀切削几个规格的齿轮。往往同时满足所有的TIF要求是很困难的。这种情况下变模数无疑是你最好的帮手。 2.2 优化齿形参数 既然减小压力角能够将TIF的压力大幅降低,那么齿形参数的设计就不用捉襟见肘,那就尽情发挥你的设计才能吧。 2.3 使用原有设计 汽车变速器齿轮和所用齿轮刀具,绝大部分是非标。但是接到一份齿轮图纸,请不要急着设计新刀。你可以找你以前模数相近的设计,然后通过变模数设计,来校核是否能够使用原有设计。 2.4 部分标准化 甚至,对大客户或者系统解决方案,你可以进行一些部份的标准化。将能够滚刀规格的数量大幅下降。 2.5 优化侧后角和顶后角的组合 设计时可以通过改变压力角,变大或者变小,来调节侧后角,从而达到优化其与顶刃后角的组合。 3, 应用的好处 3.1 成本 减少滚刀规格,意味着滚刀制造成本降低。滚刀供应商会报给你更低的价格。 减少滚刀规格,也意味着降低了在滚刀采购上的资金运转量,降低了库存,降低了管理成本。 齿轮经常有试验项目或者不正常中断项目。这时会有一批滚刀成为闲置。2.3中所述能够帮上一部分忙。如果是客户愿意,还可以将旧滚刀重新磨齿形,投入使用。这时候变模数设计就能够提供更多的可能性。 3.2 切削性能 优化的参数,如2.2和2.5中所述,能够改善切削条件,提高滚刀的切削性能。 还有一个容易被忽略的好处是,模数变小(虽然幅度很小),能够增加每排牙齿的数量,从而增加窜刀次数,提高滚刀寿命。这个好处不是很明显。 4, 生产的好处 4.1 成本 滚刀的生产成本对批量非常敏感,特别是3件以内(含)。而汽车齿轮滚刀的批量,大部分是这个范围。所以降
加工、检验标准规范
四、加工、检验标准规范 一、保证材料质量的技术组织措施 目前,公司已建立一整套科学规范的质量管理体系文件,包括质量手册2份,程序文件35份,工作文件108份,质量记录156份。通过全员参与,严格管理和有效激励,所有的质量保证和质量控制文件,都能得到有效执行,保证了从设计、采购、生产、检验、包装、运输到售后服务的所有环节,都得到有效控制。 在异形石材产品尚无国家和行业标准的情况下,我们就拟订了严格的企业内控标准,目前共有各类质量标准20多项,多数技术指标的要求均高于国家或行业标准。检验人员的素质更是公司关注的重点,所有检验员都具备中专以上学历,在企业内部经过严格培训,熟悉石材知识和生产工艺,准确掌握石材质量标准。目前已拥有一支技术过硬、高效负责的检验员队伍。 在产品稳定性和产品供应方面,要从采购、生产和工艺排版三个方面来考虑:在采购方面,由于石材的天然性,采购到质量稳定、颜色花纹调和的材料,是极为重要的一环。而采购方面,正是我们公司的强项,我们专业化的验货采购员,长期驻扎世界主要石材出产国和国内各地主要的石材基地,严格控制采购石材的质量。 在生产方面,我们一流的设备和先进的工艺,有严谨科学的质量保证体系,更有高效专业的生产和检验人员,几年来我们的生产产品质量合格率,都能保持在98%以上,去年合格率更是达到了99.5%。 为了保证本工程所选石材质量达到业主、监理、总包的质量要求,更
加符合设计意图,确保工程质量。首先我公司将汇同各职能部门制定周密、细致的方案,并成立以总工程师为领导的项目专案组,负责该项目石材采购、加工、制作、包装配送等工作。 我公司所供石材全部按照国家技术标准要求进行,各项标准如下:原材料技术标准: JC/T 202-2001(JC202-92)天然大理石荒料标准; JC/T 204-2001(JC204-92)天然花岗岩荒料标准; JC/T 79-2001(JC79-92)天然大理石建筑板材标准; GB/T 18601-2001(JC205-92)天然花岗岩建筑板材标准; 技术基础标准: QG/ II SO5.05-89 营销技术标准; QG/ II SO8.03-89 采购技术标准; QG/ II SO9.07-89 工艺技术标准; QG/ II SO12.01-89 设备技术标准; QG/LIS13.01-89 安全生产和环境保护技术标准;QG/LIS14.01-89 检验方法技术标准;半成品标准: QZ/LIS3.1-1-90 半头自动磨光机板材质量标准;QZ/LIS3.1-2-90 双向切机板材质量标准;QZ/LIS3.1-3-90 切断机板材质量标准;QZ/LIS3.1-4-90 二十四头自动磨光机板材质量标准;QZ/LIS3.1-6-90 粗磨机粗磨板质量标准;异型装饰石材技术标准:JC/T 847.1-1999 异型装饰石材弧面板; JC/T 847.2-1999 异型装饰石材花线;
五金产品检验标准书
五金产品检验标准书 一.目的 为规范五金件的检验作业,明确检验内容和要求,有效管控材料品质,确保满足顾客和生产需要。 二.范围 适用于公司所有五金件的进料检验。 三.抽样方案 采用GB/T2828.1-2003单次抽样,检查水平(IL)和接收质量(AQL)遵循如下规定: 四.定义 4.1 A面:指组装成整机后的正前面、上表面(在使用过程能直接看到的表面); 4.2 B面:指组装成整机后的侧面(需将视线偏转45°~90°才能看到的四周边)。 4.3C面:指组装成整机后的背面及底面(正常使用时看不到的背面及底面)。 4.4△E(DELTA-E):在均匀颜色感觉空间中,人眼感觉色差的测试单位。当△E为1.0时,人眼就可以感觉到色彩的变化了。这种测试方法用于当顾客指定或接受某种颜色时,用以保证色彩一致性的量度。 4.5毛边:由于机械冲压或切割后未处理好,导致加工件边缘或分型面处所产生的金属毛刺。 4.6划伤:由于在加工或包装、运输过程中防护不当导致产品表面出现的划痕、削伤。 4.7裁切不齐:由于产品在加工过程中定位或设备固定不当,导致产品边缘切割不齐。 4.8变形:因加工设备调校不当或材料因内应力而造成的产品平面形变。 4.9氧化生锈:因产品加工后未进行相应防锈处理或处理措施不当,而导致产品表面出现锈斑。 4.10尺寸偏差:因加工设备的精度不够,导致产品尺寸偏差超过设计允许水平。 4.11“R角”过大:产品因折弯或冲压设备精度不够,导致折弯处弧度过大。 4.12表面凹痕:由于材料热处理不好或材料生锈,其内部杂质导致金属表面形成的凹痕。 4.13倒圆角不够:产品裁切边缘因切割或冲压原因产生的锐边未处理成圆弧状,易导致割手。
齿轮滚刀全参数化计算机辅助设计
齿轮滚刀全参数化计算机辅助设计 摘要:介绍了齿轮滚刀全参数化计算机辅助设计软件中有关滚刀各部分尺寸计算、自动生成零件图、切齿仿真、被切齿轮对啮合仿真的实现方法,并介绍了三维啮合仿真的动画制作过程。 关键词:齿轮滚刀计算机辅助设计切齿仿真啮合仿真 Whole Parameter Computer Aided Design for Gear Hobs Qu Baiqing et al Abstract:The practical methods about dimension calculation,auto-drafing for spare parts pattem,tooth cutting emulation and engaging emulation for a pair of gears being cutted in the software of the whole parameter CAD for gear hobs are introduced.The procedure of the animation of the three dimensional gear engaging emulation is also presented. Keywords:gear hob CAD tooth cutting emulation gear engaging emulation 一、引言 齿轮滚刀是加工直齿和斜齿圆柱齿轮最常用的刀具。用传统方法对齿轮滚刀进行设计时,由于参数太多,计算复杂,绘图繁琐,不仅设计效率低,而且容易发生错误。更重要的是,在齿轮加工完毕之前,一般没有把握确定滚刀设计是否合理,用其加工的齿轮齿廓曲线是否准确,也无法证实被切削的一对啮合齿轮在运行过程中是否会发生干涉现象等。 目前,AutoCAD软件在机械制造业中的使用已日益广泛。因此,在
罐体加工检验标准
1.目的 规范钣金结构件的检验标准,以使各过程的产品质量得以控制。 2.适用范围 本标准适用于各种钣金结构件的检验,图纸和技术文件并同使用。当有冲突时,以技术规范和客户要求为准。 3.引用标准 本标准的尺寸未注单位皆为mm,未注公差按以下国标IT13级执行 GB/T1800.3-1998 极限与配合标准公差和基本偏差数值表 GB/T1800.4 -1998 极限与配合标准公差等级和孔、轴的极限偏差表 GB/1804-2000 一般公差未注公差的线性和角度尺寸的公差 未注形位公差按GB/T1184 –1996 形状和位置公差未注公差值执行。 4.原材料检验标准 4.1金属材料 4.1.1钣材厚度及质量应符合国标,采用的钣材需出示性能测试报告及厂商证明。 4.1.2材料外观:平整无锈迹,无开裂与变形。 4.1.3 尺寸:按图纸或技术要求执行,本司未有的按现行国标执行。 4.2油漆 4.2.1有出厂证明与检验报告,包色号以及各项检验参数。 4.2.2试用后符合产品要求(包括颜色、光泽、流平性、附着力等)。 4.3通用五金件、紧固件 4.3.1外观:表面无绣迹、无毛刺批锋,整批来料外观一致性良好。 4.3.2尺寸:按图纸与国标要求,重要尺寸零缺陷。 4.3.2性能:试装配与使用性能符合产品要求。
5.工序质量检验标准 5.1罐体检验标准 ●严格按照图纸尺寸要求加工。 ●对有可能造成伤害的尖角、棱边、粗糙要做去除毛刺处理。 ●图纸中未明确标明之尖角(除特别注明外)均为R1.5。 ●冲压加工所产生的毛刺,对于门板、面板等外露可见面应无明显凸起、凹 陷、粗糙不平、划伤、锈蚀等缺陷。 ●毛刺:冲裁后毛刺高L≤5%t(t为板厚)。 ●划伤、刀痕:以用手触摸不刮手为合格,应≤0.3。 ●平面公差度要求见表一。 附表一、平面度公差要求 5.2 折弯检验标准 5.2.1 毛刺:折弯后挤出毛刺高L≤10%t(t为板厚)。除特别注明外,折弯内圆角为R1。 5.2.2 压印:看得到有折痕,但用手触摸感觉不到(可与限度样板相比较)。 5.2.3 折弯变形标准按照照《表二》及《表三》。
外观检验标准作业指导书Rev.B
外观检验标准作业指导书 1. 目的和范围 为来料、半成品及成品外观检验标准检查提供工作指引。 2. 定义: 2.1 AQL: 可接收的质量水平 2.2 Plan C=0: 零缺陷(样本经检验后是零缺陷方可接收) 2.3 异常通知单: 用于记录和判定、处理不合格品的单据 2.4 特采通知单: 此表格用于裁定那些不符合特定规范的产品 2.5 MRB: 物料评审委员会 2.6 SCAR: 外部供应商纠正措施要求 2.7 ICAR: 内纠正措施要求 3. 职责 3.1 检验员: 负责抽样和检验,标识和记录。 3.2 质量工程师: 负责确定外观检验标准,并对不合格品进行判断及提供处理结论。 4. 授权 4.1 质量工程师 4.2 质保经理 5.程序 5.1 检验员在接到检验通知后,确认产品名、数量、及材质正确后执行抽样检验。 5.2 外观检查首先参照相应部件的图纸或签样检查产品结构与要求是否一致,然后按 以下5.3外观要求允收标准进行检验。
外观检验标准作业指导书
外观检验标准作业指导书Array 6. 参考程序 6.1 进料检验指导书WI-5001 6.2 巡检作业指导书WI-5003 6.3 终检作业指导书WI-5002 6.4 驻供应商检查员出货检验及品质稽查指导书WI-5004 7. 表格/记录 7.1 来料检验记录FM-0013-XXXX 7.2 巡检记录FM-0012-XXXX 7.3 成品检验记录FM-0014-XXXX
文档从网络中收集,已重新整理排版.word版本可编辑.欢迎下载支持. 8. 记录保存 所有记录保存期参考《质量记录控制程序》中规定
齿轮滚刀安装角的调整方法计算口诀
齿轮滚刀安装角的调整方法计算口诀 摘要:本文主要介绍了一种在滚齿机上加工斜齿圆柱齿轮时,滚刀安装角的调整方法及计算口诀,借助于该口诀,能够方便地进行滚刀安装角大小计算及偏转方向确定,从而迅速进行滚刀安装。 关键词:滚刀;安装角;方法;口诀 在Y3150E型滚齿机上加工斜齿圆柱齿轮时,为了切出准确的齿形,应使滚刀和工件处于正确的“啮合”位置,即保证滚刀刀齿的排列方向与齿轮齿槽方向一致,从而加工出一定螺旋角的齿轮齿槽。为此,在加工齿轮前须将滚刀轴线相对于齿轮顶面偏转一定的角度进行安装,该偏转角称为滚刀安装角,用δ表示。滚刀安装角δ的大小和方向不仅与滚刀螺旋升角ω大小和方向有关,还与被加工齿轮的螺旋角β的大小和方向有关,这就给滚刀的实际调整安装带来了不便。本人总结出“八字口诀”,来帮助滚刀的调整安装。 如图所示为滚切斜齿圆柱齿轮时滚刀轴线偏转情况,其安装角大小为:δ=β±ω(β>ω) (a)右旋滚刀滚切右旋齿轮 (b)左旋滚刀滚切右旋齿轮 右旋滚刀滚切左旋齿轮 (d)左旋滚刀滚切左旋齿轮 滚切斜齿圆柱齿轮时滚刀的安装角 从图中不难看出,当滚刀的螺旋升角ω的旋向与齿轮螺旋角β的旋向相同时,滚刀安装角δ的大小为β-ω;当滚刀的螺旋升角ω的旋向与齿轮螺旋角β的旋向不同时,滚刀安装角δ的大小为β+ω。滚刀安装角δ的偏转方向与被加工齿轮的旋向有关,当加工右旋齿轮时,滚刀逆时针偏转;当加工左旋齿轮时,滚刀顺时针偏转。根据以上分析,可总结出如下口诀:“同减异加,右逆左顺。” 同减异加:是指当滚刀的螺旋升角ω的旋向与齿轮的螺旋角β的旋向相同时,滚刀安装角计算公式取“-”号;当滚刀的螺旋升角ω的旋向与齿轮的螺旋角β的旋向不同时,滚刀安装角计算公式取“+”号。 右逆左顺:是指当加工右旋齿轮时,滚刀逆时针偏转安装角δ;加工左旋齿轮时,滚刀顺时针偏转安装角δ。 例如:用ω=2°的左旋滚刀加工β=20°的左旋齿轮时,则对照口诀用“同减”和“左顺”来确定。即:滚刀的安装角大小为δ=β-ω=20°-2°=18°,方向为顺时针偏转。 又如:用ω=2°的左旋滚刀加工β=20°的右旋齿轮时,则对照口诀用:“异加”和“右逆”来计算和偏转。即:滚刀的安装角大小为δ=β+ω=20°+2°=22°,方向为逆时针偏转。 加工直齿轮时,因β=0°,则滚刀安装角δ为: δ=±ω 其偏转方向决定于滚刀的螺旋升角ω的旋向,即左旋时逆时针偏转ω,右旋时顺时针偏转ω,此时不必用以上口诀。
机械加工检验标准及方法
机械加工检验标准及方法 一. 目的: 二. 范围: 三. 规范性引用文件 四. 尺寸检验原则 1.基本原则: 2.最小变形原则: 3.最短尺寸链原则: 4.封闭原则: 5.基准统一原则: 6.其他规定 五. 检验对环境的要求 1.温度 2.湿度 3.清洁度 4.振动 5.电压 六. 外观检验 1.检验方法 2.检验目距 3.检测光源 4.检测时间 5.倒角、倒圆 6.批锋、毛刺 7.伤痕 8.刀纹、振纹 9.凹坑、凸起、缺料、多料、台阶 10.污渍 11.砂孔、杂物、裂纹 12.防护包装
七. 表面粗糙度的检验 1.基本要求 2.检验方法: 3.测量方向 4.测量部位 5.取样长度 八. 线性尺寸和角度尺寸公差要求1.基本要求 2 线性尺寸未注公差 九.形状和位置公差的检验 1.基本要求 3.检测方法 十.螺纹的检验 1.使用螺纹量规检验螺纹制件2.单项检验 十一.外协加工件的检验规定 1.来料检验 2. 成品检验计划 十二.判定规则 附注: 1.泰勒原则
一. 目的: 为了明确公司金属切削加工检验标准,使检验作业有所遵循,特制定本标准。 二. 范围: 本标准适用于切削加工(包括外协、制程、出货过程)各检验特性的检验。在本标准中,切削加工指的是:车削加工、铣削加工、磨削加工、镗削加工、刨削加工、孔加工、拉削加工和钳工作业等。本标准规定了尺寸检验的基本原则、对环境的要求、外观检验标准、线性尺寸公差要求、形位公差要求、表面粗糙度的检验、螺纹的检验和判定准则。 注:本标准不适用于铸造、锻造、钣金、冲压、焊接加工后的检验,其检验标准另行制定。本标准不拟对长度、角度、锥度的测量方法进行描述,可参看相关技术手册;形位公差的测量可参看GB/T1958-1980;齿轮、蜗杆的检验可参看相关技术手册。 三. 规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准 GB/T 2828.1-2003 (ISO 2859-1:1989)计数抽样程序第1部分:按接收质量限(AQL)检索的逐批检验抽样计划 GB/T 1804- 2000 (ISO2768-1:104989) 一般公差未注公差的线性和角度尺寸的公差 GB/T 1184 - 1996(ISO2768-2:1989) 形状和位置公差未注公差值 GB/T 1958-1980 形状和位置公差检测规定 GB/T 1957-1981 光滑极限量规 Q/HXB 3000.1抽样检查作业指导书 Q/HXB 2005.1产品的监视和测量控制程序 Q/HXB 2005.15不合格品控制程序
进料检验标准书
xxxxxx 电子科技有限公司 进料检验规范 编号: 版本:A 制定部门:品质部 制定日期: 1.目的
为保证进料的的质量、数量、规格等符合本公司的要求,提供良好的物料,满足生产和服务之所需。 2.范围 本检验标准适用于所有原材料、半成品、辅料等进入公司的所有物料。 3.职责 仓管员收到物料后将物料放置于指定待检区域并填写《进料检验通 知单》通知IQC检验。 IQC 接到《进料检验通知单》后到待检区抽取物料。按照来料检 验标准书和相关工程图纸,对来料进行检验与判定,并填写 《IQC进料检验记录》对检验结果的正确性负责。 4.作业内容检验检验方式:抽样检验.抽样标准: 元器件类:按照GB2828-87正常检查一次抽样方案一般检查水平H 进行。 非元器件类按照GB2828-87正常检查一次抽样方案特殊检查水平 合格质量水平:A类不合格AQL二B类不合格AQL二定义: 主要原材料:指对本公司产品性能、安全、起主要作用的材料。
辅助材料:包装材料等。 5.检验仪器,仪表,量具的要求所有的检验仪器、仪表、量具必须在校正计量 期内。 6.检验结果6. 1检验合格后,IQC贴绿色合格标签于物料包装上,将物料放入 检 验合格区,并填写《物料合格入库单》通知仓管。 6. 2对于公司没有能力检验的物料,可要求供应商提供检验报告, IQC可依供应商提供之合格检验报告视同合格处理。 6. 3检验为不合格物料时,IQC贴红色不合格标签于物料包装上,将 不合格物料放入不合格品区。不合格品的处理依《不合格品管制程序》 执行。 7. 将检验结果记录在《IQC来料检验报告》中. 相关表单 ?进料检验通知单》?IQC进料检验记录》《不合格品管制程序》《品质异常处理单》
齿轮工艺员必备的滚刀知识
齿轮工艺员必备的滚刀知识 一、齿轮滚刀概念 △齿软滚刀实质上是一个渐开线圆柱斜齿轮,其齿数很少(常见的为一齿),而螺旋角很大(接近90度),故外型不象齿轮而呈蝸杆状(该蝸杆称之为滚刀的基本蝸杆)。 △常见的大部份滚刀的基本蝸杆为阿基米德蝸杆。 △齿轮滚刀端面上标志m α 是为mn αn HSS为高工钢 D+F为切深。 △滚齿时滚刀转一圈,齿轮转n齿(n为滚刀头数常为1)。 △滚刀常用精度为AA A B 可加工7至9级齿轮。精度有GB JB 企标之分,以GB精度最高(与ISO等效)。 △加工齿数较多的齿轮时,滚刀应长些,否则刀子易磨损,若用较短的滚刀则应增加切削锥,以减轻负荷。 △标谁齿轮滚刀是用来加工ha*=1 C*=0.25 αn=20度的渐开线圆柱外齿轮。齿轮可以是变位的或不变位的,可以是斜齿或直齿。 △只要滚刀的基节和工件的基节相等,且滚刀齿深足够,且该滚刀就可加工该工件,不必拘宜于非要m α 对应相等。 二、普通齿轮滚刀的结构尺寸 表一国内工具厂常用的小结构尺寸 mm 模数 Module 外径 Oustside Dia 长度 Overall Length 孔径 Hole Dia 1 50 40 22 1.25 1.5 55 45 1.75 2 50 2.25 60 2.5 65 55 2.75 3 70 60 27 3.25 75 65 3.5 70 3.75 80 70 4 75 4.25 85 80 4.5 85 5 90 90 5.5 100 95 32 6 105 100 6.5 110 7 115 105 8 125 115
9 140 130 40 10 150 135 表二GB6084规定的结构尺寸(普通型) mm 模数 Module 外径 Outside Dia. 长度 Overall Length 孔径 Hole Dia. 1 50 3 2 22 1.25 1.5 40 1.75 63 50 27 2 2.25 71 55 2.5 2.75 63 3 3.25 80 71 32 3.5 3.75 90 80 4 4.5 90 5 100 100 5.5 112 112 40 6 6.5 118 118 7 125 8 125 132 9 140 150 10 150 170 50 三、滚刀常用材料 1. 钨钢(硬质合金) 2、普通高速钢(M2) 3. 钴高速钢(M35 M42)(SKH55) 4. 粉末冶金高速钢: 1) ASP 2030(ASP30) 2) ASP 2052(ASP52) 3) ASP 2060(ASP60) 四、涂层种类
减速机标准汇总
GB/T 10062.1-2003锥齿轮承载能力计算方法第1部分:概述和通用影响系数 GB/T 10062.2-2003锥齿轮承载能力计算方法第2部分:齿面接触疲劳(点蚀)强度计算 GB/T 10062.3-2003锥齿轮承载能力计算方法第3部分:齿根弯曲强度计算 GB/T 10063-1988通用机械渐开线圆柱齿轮承载能力简化计算方法 GB/T 11365-1989锥齿轮和准双曲面齿轮精度 GB/T 11366-1989行星传动基本术语 GB/T 10085-1988圆柱蜗杆传动基本参数 GB/T 10086-1988圆柱蜗杆、蜗轮术语及代号 GB/T 12368-1990锥齿轮模数 GB/T 12369-1990直齿及斜齿锥齿轮基本齿廓 GB/T 10087-1988圆柱蜗杆基本齿廓 GB/T 10088-1988圆柱蜗杆模数和直径 GB/T 10089-1988圆柱蜗杆、蜗轮精度 GB/T 10090-1988圆柱齿轮减速器基本参数 GB/T 12370-1990锥齿轮和准双曲面齿轮术语 GB/T 12371-1990锥齿轮图样上应注明的尺寸数据 GB/T 10095.1-2001渐开线圆柱齿轮精度第1部分:轮齿同侧齿面偏差的定义和允许值 GB/T 10095.2-2001渐开线圆柱齿轮精度第2部分:径向综合偏差与径向跳动的定义和允许值GB/T 10096-1988齿条精度 GB/T 10107.1-1988摆线针轮行星传动基本术语 GB/T 10107.2-1988摆线针轮行星传动图示方法 GB/T 10107.3-1988摆线针轮行星传动几何要素代号 GB/T 10224-1988小模数锥齿轮基本齿廓 GB/T 10225-1988小模数锥齿轮精度 GB/T 12601-1990谐波齿轮传动基本术语 GB/T 12759-1991双圆弧圆柱齿轮基本齿廓 GB/T 12760-1991圆柱蜗杆,蜗轮图样上应注明的尺寸数据 GB/T 1356-2001通用机械和重型机械用圆柱齿轮标准基本齿条齿廓 GB/T 1357-1987渐开线圆柱齿轮模数 GB/T 10226-1988小模数圆柱蜗杆基本齿廓 GB/T 10227-1988小模数圆柱蜗杆、蜗轮精度 GB/T 1357-2008通用机械和重型机械用圆柱齿轮模数 GB/T 13924-1992渐开线圆柱齿轮精度检验规范 GB/T 13672-1992齿轮胶合承载能力试验方法 GB/T 13799-1992双圆弧圆柱齿轮承载能力计算方法 GB/T 14229-1993齿轮接触疲劳强度试验方法 GB/T 14230-1993齿轮弯曲疲劳强度试验方法 GB/T 13924-2008 渐开线圆柱齿轮精度检验细则 GB/T 14231-1993齿轮装置效率测定方法 GB/T 16442-1996平面二次包络环面蜗杆传动术语 GB/T 16443-1996平面二次包络环面蜗杆传动几何要素代号 GB/T 16444-1996平面二次包络环面蜗杆减速器系列、润滑和承载能力 GB/T 16445-1996平面二次包络环面蜗杆传动精度 GB/T 16446-1996平面二次包络环面蜗杆减速器技术条件 GB/T 15752-1995圆弧圆柱齿轮基本术语 GB/T 15753-1995圆弧圆柱齿轮精度
渐开线齿轮滚刀设计
A NOVEL HO B DESIGN FOR PRECISION INVOLUTE GEARS: PART II The following paper outlines the development of a new precision gear hob design for machining involute gears on conventional gear-hobbing machines. By Stephen P. Radzevich, Ph.D. Abstract This pa per is a imed a t the development of a novel design of precision gea r hob for the ma chining of involute gea rs on a conventiona l gea r-hobbing ma chine. The reported resea rch is ba sed on the use of funda menta l results obta ined in a na lytica l mecha nics of gea ring. For solving the problem, both the descriptive-geometry-ba sed methods (further DGB-methods) together with pure a na lytica l methods ha ve been employed. The use of DGB-methods is insightful for solving most of the principa l problems, which consequently ha ve a n a na lytica l solution. These a na lytica l methods provide a n exa mple of the a pplica tion of the DG/K-method of surfa ce genera tion ea rlier developed by the a uthor. For interpreta tion of the results of resea rch, severa l computer codes in the commercia l softwa re Ma thCAD/Scientific were composed. Ultimately, a method of computation of parameters of design of a hob with straight-line lateral cutting edges for the machining of precision involute gears is developed in the paper. The coincidence of the stra ight-line la tera l cutting edges of the hob with the stra ight-line cha ra cteristics of its genera ting surfa ce elimina tes the ma jor source of devia tions of the hobbed involute gea rs. The rela tionship between ma jor principal design parameters that affect the gear hob performance are investigated with use of vector algebra, matrix calculus, and elements of differential geometry. Gear hobs of the proposed design yield elimination of the principal and major source of deviation of the desired hob tooth profile from the actual hob tooth profile. The reported results of research are ready to put in practice. This is the conclusion of a two-part series. Part I can be downloaded at [https://www.wendangku.net/doc/0a3776591.html,].
机械加工检验标准及规范
机械(金属切削)加工检验标准及规范
机械(金属切削)加工检验标准 1. 目的 2. 范围 3. 规范性引用文件 4. 尺寸检验原则 5. 检验对环境的要求 6. 外观的检验 7. 表面粗糙度的检验 8. 线性尺寸和角度尺寸公差要求 9. 形状和位置公差的检验 10.螺纹的检验 11.检验计划 12.判定规则
1.目的 为了明确公司金属切削加工检验标准,使检验作业有所遵循,特制定本标准。 2. 范围 本标准适用于切削加工(包括外协、制程、出货过程)各检验特性的检验。在本标准中,切削加工指的是:车削加工、铣削加工、磨削加工、镗削加工、刨削加工、孔加工、拉削加工和钳工作业等。 本标准不适用于锻造、钣金、焊接后的检验,其检验标准另行制定。 本标准规定了尺寸检验的基本原则、对环境的要求、外观检验标准、线性尺寸公差要求、形位公差要求、表面粗糙度的检验、螺纹的检验、检验计划和判定准则。 注:本标准不拟对长度、角度、锥度的测量方法进行描述,可参看相关技术手册;形位公差的测量可参看GB/T1958-1980; 3. 规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。 GB/T (ISO 2859-1:1989) 计数抽样检验程序第1部分: GB/T 1804- 2000 (ISO2768-1:104989) 一般公差未注公差的线性和角度尺寸的公差 GB/T 1184 - 1996(ISO2768-2:1989) 形状和位置公差未注公差值 GB/T 1958-1980 形状和位置公差检测规定 GB/T 1957-1981 光滑极限量规 4. 尺寸检验原则 基本原则 所用验收方法应只接收位于规定的尺寸验收极限的工件。 对于有配合要求的工件,其尺寸检验应符合泰勒原则,孔或轴的作用尺寸不允许超过最大实体尺寸。 阿贝原则 被测量线应处于被测量线或被测量线的延长线上。 最小变形原则 为了保证测量结果的准确可靠,应尽量使各种因素的影响而产生的变形为最小。 最短尺寸链原则 为保证一定的测量精度,测量链的环节应减到最少,即测量链应最短。 封闭原则 在测量中,如能满足封闭条件,则其间隔偏差的总和为零,即是封闭原则。 基准统一原则 测量基准应与设计基准、工艺基准保持一致。 其他规定 应与尺寸测量的结果和形状误差的测量结果综合考虑,确定工件是否合格。 一般只按一次测量结果判断合格与否。 5. 检验对环境的要求 温度
机械加工检验标准及方法
机械加工检验标准及方法 一.目的: 二.范围: 三.规范性引用文件 四.尺寸检验原则 1.基本原则: 2.最小变形原则: 3.最短尺寸链原则: 4.封闭原则: 5.基准统一原则: 6.其他规定 五.检验对环境的要求 1.温度 2.湿度 3.清洁度 4.振动 5.电压 六.外观检验 1.检验方法 2.检验目距 3.检测光源 4.检测时间 5.倒角、倒圆 6.批锋、毛刺 7.伤痕 8.刀纹、振纹 9.凹坑、凸起、缺料、多料、台阶 10.污渍 11.砂孔、杂物、裂纹 12.防护包装
七.表面粗糙度的检验 1.基本要求 2.检验方法: 3.测量方向 4.测量部位 5.取样长度 八.线性尺寸和角度尺寸公差要求1.基本要求 2线性尺寸未注公差 九.形状和位置公差的检验1.基本要求 3.检测方法 十.螺纹的检验 1.使用螺纹量规检验螺纹制件2.单项检验 十一.外协加工件的检验规定 1.来料检验 2.成品检验计划 十二.判定规则 附注: 1.泰勒原则
一.目的: 为了明确公司金属切削加工检验标准,使检验作业有所遵循,特制定本标准。 二.范围: 本标准适用于切削加工(包括外协、制程、出货过程)各检验特性的检验。在本标准中,切削加工指的是:车削加工、铣削加工、磨削加工、镗削加工、刨削加工、孔加工、拉削加工和钳工作业等。本标准规定了尺寸检验的基本原则、对环境的要求、外观检验标准、线性尺寸公差要求、形位公差要求、表面粗糙度的检验、螺纹的检验和判定准则。 注:本标准不适用于铸造、锻造、钣金、冲压、焊接加工后的检验,其检验标准另行制定。本标准不拟对长度、角度、锥度的测量方法进行描述,可参看相关技术手册;形位公差的测量可参看GB/T1958-1980;齿轮、蜗杆的检验可参看相关技术手册。 三.规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准 GB/(ISO2859-1:1989)计数抽样程序第1部分:按接收质量限(AQL)检索的逐批检验抽样计划GB/T1804-2000(ISO2768-1:104989)一般公差未注公差的线性和角度尺寸的公差 GB/T1184-1996(ISO2768-2:1989)形状和位置公差未注公差值 GB/T1958-1980形状和位置公差检测规定 GB/T1957-1981光滑极限量规 Q/抽样检查作业指导书 Q/产品的监视和测量控制程序 Q/不合格品控制程序