紫外线固化性膜状粘接剂

紫外线固化性膜状粘接剂
前言
三键公司自创业以来,开发上市了各类液态粘接剂。
近年来,我们致力于新概念产品的开发,即结合现有液态粘接剂技术和双面胶带等的薄膜类商品的新型功能性膜状粘接剂。
本文将对三键公司开发的功能性膜状粘接剂中具有紫外线固化性功能的ThreeBond1630商品进行介绍。
前 言
(1)
1.背景 .............................................2 2.紫外线固化性膜状粘接剂的定义 (2)
3.ThreeBond 1630 (3)
3-1 特长.............................................3 3-2性状.............................................3 3-3特性值..........................................4 3-4 信赖性数据....................................4 4. ThreeBond 1630使用方法 (5)
4-1 ThreeBond 1630贴合工艺..................5 4-2 推荐贴合装置 (5)
5.用途例.......................................6 6.应用实例 (7)
结语 (7)
目 录
1.背景
近年来,以液晶面板为代表的显示设备正在不断的薄型化。我们正在研究液晶面板和触摸屏、显示器件表面的设计面版等光学部品的粘接技巧,提高显示器件薄型化及视觉清晰度、耐冲击性,并将该技术进行了实用化。
这些应用所用的粘接剂需要具备以下的效果及特性:
·提高视觉清晰度
·辅助提高器件的刚性
·对油墨印刷所产生的凹凸面的追从性
·高信赖性(耐热性、耐湿性、耐候性)
以前,这些粘接中较多使用液态UV固化性树脂和光学用双面胶带,液态粘接剂易出现气泡混入、端部粘接剂溢出、膜厚不均等问题;而光学用双面胶带虽然膜厚均一性较高,但对油墨印刷造成的凹凸面的追从性较差,且信赖性方面也存在问题。
三键公司针对此类液态UV固化性树脂和光学用双面胶带的问题,开发了无气泡无溢出、油墨高度差的追从性好、膜厚均一的紫外线固化性膜状粘接剂ThreeBond 1630(以下ThreeBond略写为TB)。
2.紫外线固化性膜状粘接剂的定义
紫外线固化性膜状粘接剂在常温下为固体膜状、加热·加压后能够液化流动、紫外线照射后秒单位内可完全固化的一类粘接剂。
由于常温下为固体膜状,可像双面胶带一样使用,膜厚均一性较高;而加热·加压后可液化流动,可像液态粘接剂一样有优良的凹凸面追从性,因此这类粘接剂是兼具双面胶带和液态粘接剂优点的一类新型粘接剂。
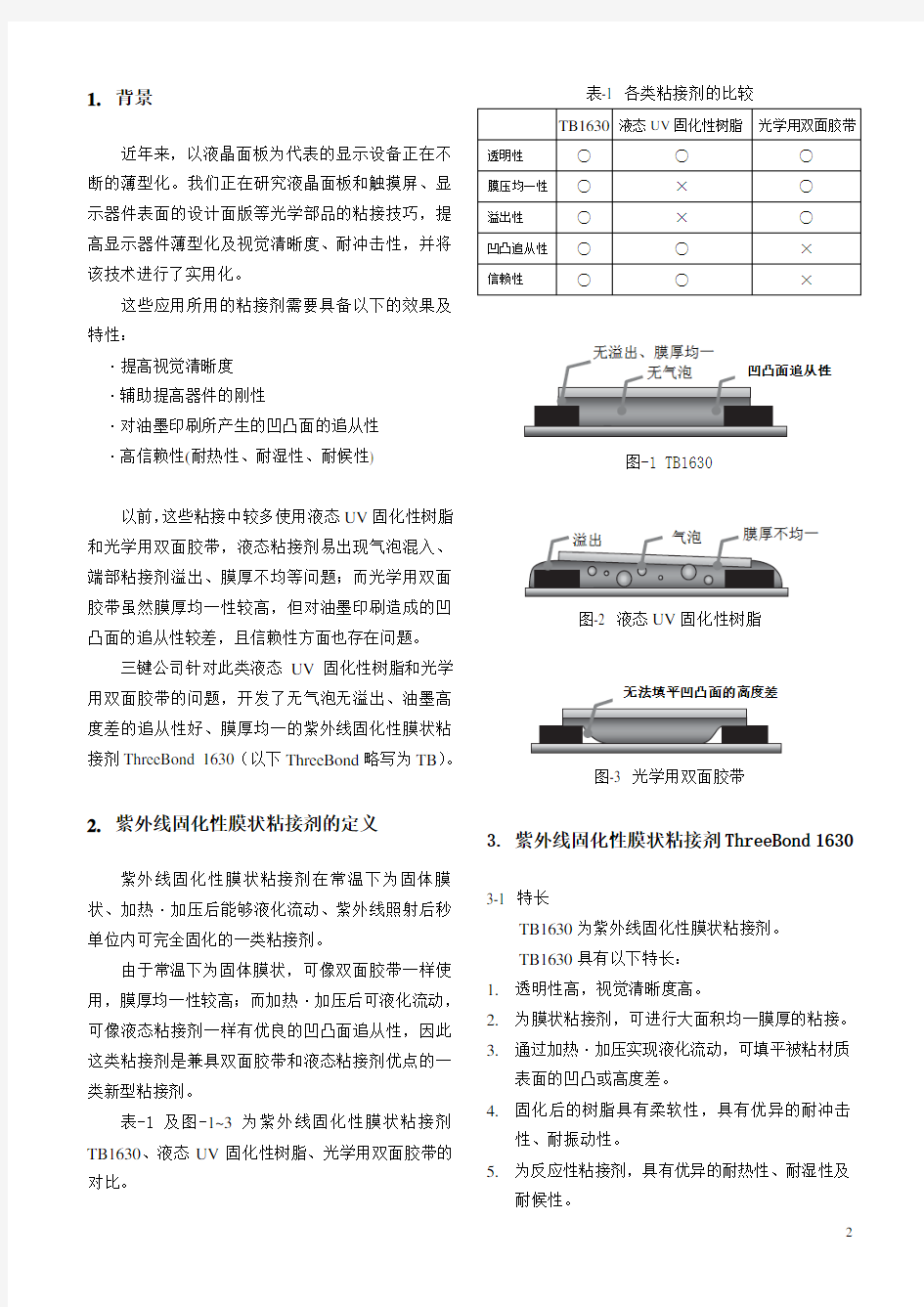
表-1及图-1~3为紫外线固化性膜状粘接剂TB1630、液态UV固化性树脂、光学用双面胶带的对比。
表-1 各类粘接剂的比较
TB1630液态UV固化性树脂
光学用双面胶带透明性○○○
膜压均一性○×○
溢出性○×○
凹凸追从性○○×
信赖性○○×
图-1 TB1630
图-2 液态UV固化性树脂
图-3 光学用双面胶带
3.紫外线固化性膜状粘接剂ThreeBond 1630
3-1 特长
TB1630为紫外线固化性膜状粘接剂。
TB1630具有以下特长:
1.透明性高,视觉清晰度高。
2.为膜状粘接剂,可进行大面积均一膜厚的粘接。
3.通过加热·加压实现液化流动,可填平被粘材质
表面的凹凸或高度差。
4.固化后的树脂具有柔软性,具有优异的耐冲击
性、耐振动性。
5.为反应性粘接剂,具有优异的耐热性、耐湿性及
耐候性。
凹凸面追从性
无法填平凹凸面的高度差
3-2 性状
TB1630的形状如表-2、产品结构如图-4所示。
表-2 TB1630 性状
单位
TB1630 试验方法
备注
外观 — 无色透明
3TS-201-1
膜厚 μm 30 3TS-261-01
流动开始温度 ℃ 65 3TS-209-01 流变仪 tan δ=1 热失重
%
3.0 以下
3TS-216-1
120℃×30min
图-4 产品结构
3-3 特性值
表-3为TB1630的特性值。
设计时将折射率设定同玻璃一样,与玻璃贴合后的可视光透过率可达99%以上,适用于光学级别的贴合。
表-3 TB1630特性值
试验项目 单位 TB1630
试验方法
备注
折射率
—
1.51 3TS-536-01
玻璃/玻璃
5.1 丙烯酸酯/玻璃 4.0 拉伸剪切粘接强度
PC/玻璃
MPa 3.5 3TS-301-11
弹性模量(25℃) Pa 1.9×106
3TS-501-04
DMA 拉伸模式(1Hz)
可视光透过率
% 99.94~99.74500~800nm 紫外可视光 分光光度计
玻璃/TB1630/玻璃夹层构造 对比物:玻璃(1片)
固化条件:积算光量 30kJ/m 2 (365nm 波长测定)
3-4 信赖性数据
图-5~8为信赖性试验结果。
对与粘接强度相关的高温试验、高温高湿试验具较高信赖性,且1000小时模拟户外照射试验后分光透过率几乎没有变化,由此可知其具有优异的耐候性。
图-5 60℃×95%RH放置剪切粘接强度变化
图-6 85℃×85%RH放置剪切粘接强度变化
图-7 100℃放置剪切粘接强度变化
图-8 模拟户外照射试验前后分光透过率的变化
4. TB1630的使用方法
4-1 TB1630的贴合工艺
TB1630的贴合方法可大致分为转写工序、贴合工序、固化工序三个步骤。图-9为贴合工艺的流程。
1.转写工序(图-9 ①②③)
TB1630的转写方法为,工程①剥除TB1630较易剥除面的保护薄膜;工程②中使用加热加压的滚轴进行转写,以提高对被粘材质的密着性、充分实现转写。
2. 贴合工序(图-9 ④⑤)
转写后,工程④剥除TB1630另一侧保护薄膜,将被粘材质进行贴合。
工序⑤将被粘材质进行贴合并热压。此时,为防止贴合时气泡进入,推荐在真空状态下进行贴合。
贴合装置推荐使用下述的真空压力机及真空辊压机。
3. 固化工序(图-9 ⑥)
通过紫外线照射使之实现固化。固化条件采用30kJ/m2(365nm波长测定)。
图-9 TB1630贴合工艺流程
4-2 推荐贴合装置
为了完成上述贴合工艺,以下对推荐装置进行介绍。
1. 辊压机
从两个上下装配的橡胶挤压辊通过,实现压着的一类装置。
适用于薄膜、薄平板,可用于TB1630的被粘材质的转写、薄膜的贴合等。可实现连续生产,提高生产性。
为了提高被粘材质的密着性,推荐使用可加热的辊压机。
图-10为辊压机的示意图。
加热辊压
2. 真空压合机
该设备是在真空状态下用空气压缩机进行加热·加压的一类装置。图-11为真空压合机的模式图。
真空压合机可实现真空状态下的高压压着。适用于平行度较高的刚体间及薄膜的贴合等。
3.真空贴合机
真空贴合机为橡胶隔膜将上空腔和下空腔进行间隔的构造。该装置的上下空腔抽真空后,再对上空腔释放空气,使上下空腔间存在一定的压差,让橡胶隔膜鼓起进行压合。图-12为真空贴合机的工作原理图。下腔体中设有加热板,可同时进行加热和压着。
由于真空贴合机通过橡胶隔膜进行压着,可实现对工件凹凸的追从及全面均一地施加压力。由于采用橡胶及低压条件下进行压着,可适用于易破损工件等的贴合。图-13为装置实物图。
图-10 辊压机
图-11 真空压合机
图-12 真空贴合机工作原理
图-13 真空贴合机
5. 用途例
采用TB1630进行贴合可提高视觉清晰度,同时实现了以往液态UV固化性树脂、光学用双面胶带无法同时实现的凹凸面追从性、无气泡·溢出的贴合效果。
TB1630适用于对显示面清晰度要求较高的显示面的粘结等。
【主要用途】
①液晶模组和外饰板※的贴合
②液晶模组和触摸屏的贴合
③触摸屏和外饰板的贴合
④玻璃和玻璃间的贴合
⑤光学薄膜的贴合⑥其他光学用途的贴合※外饰板如以下图-14所示某型号的液晶等显示面
板的保护屏,材质有玻璃、塑料(丙烯酸树脂、PC 等)。
图-14 用途例液晶模组/触摸屏及触摸屏/外饰板
6. 应用实例
不同热膨胀率材质的贴合
最近,手机的外饰板所使用的玻璃材质逐渐被丙烯酸树脂或PC等塑料材质取代。但采用塑料用于装饰面板时会出现以下的问题。
·加热后,塑料产生的气体会形成气泡,造成外观不良。
·由于液晶模组的玻璃和塑料面板的热膨胀率不同,加热时易变形导致画面不良。并且,塑料会反翘造成装饰面板剥离。
为了解决以上问题,本公司对以下工艺进行了提案。图-15为相关流程图。
1. 前工序
塑料内部所含的微量气体是造成塑料贴合时产生气泡的主要原因。因此,在开始加工前,预先进行烘烤(对塑料进行加热)脱气,贴合时就能抑制气泡的产生。
2. 转写工序
请按之前提到的标准的转写方法进行。3. 贴合工序
贴合受热时,塑料由于热膨胀率差异而产生变形。变形状态下的压着容易导致显示不良等情况。
因此,贴合时最好在常温真空状态下进行。常温贴合可避免热膨胀差异导致的变形。
4.后工序
由于贴合工序在常温下进行,粘接剂难以充分发挥对被粘材质的密着性。因此,贴合后进行热处理,可发挥粘接剂对被粘材质的润湿性。
剩余的微量气泡可用热压器加热?加压去除,可提高成品率。
即便是塑料制面板,只要按上述工艺条件使用TB1630,就能实现贴合后无气泡、无显示不良。
图-15 贴合工序图
外饰板
结语
机能性膜状粘接剂是一类兼具UV固化性树脂和光学用双面胶带优点的新型粘接剂。除本次所介绍的紫外固化性膜状粘接剂外,三键公司正在开发具有不同功能(如热固化性等)的膜状粘接剂产品。
今后也将继续致力于具有新功能的膜状粘接剂开发,扩充产品系列。
三键株式会社研究开发本部
开发部机能材料开发课根本 崇
古贺敬朗