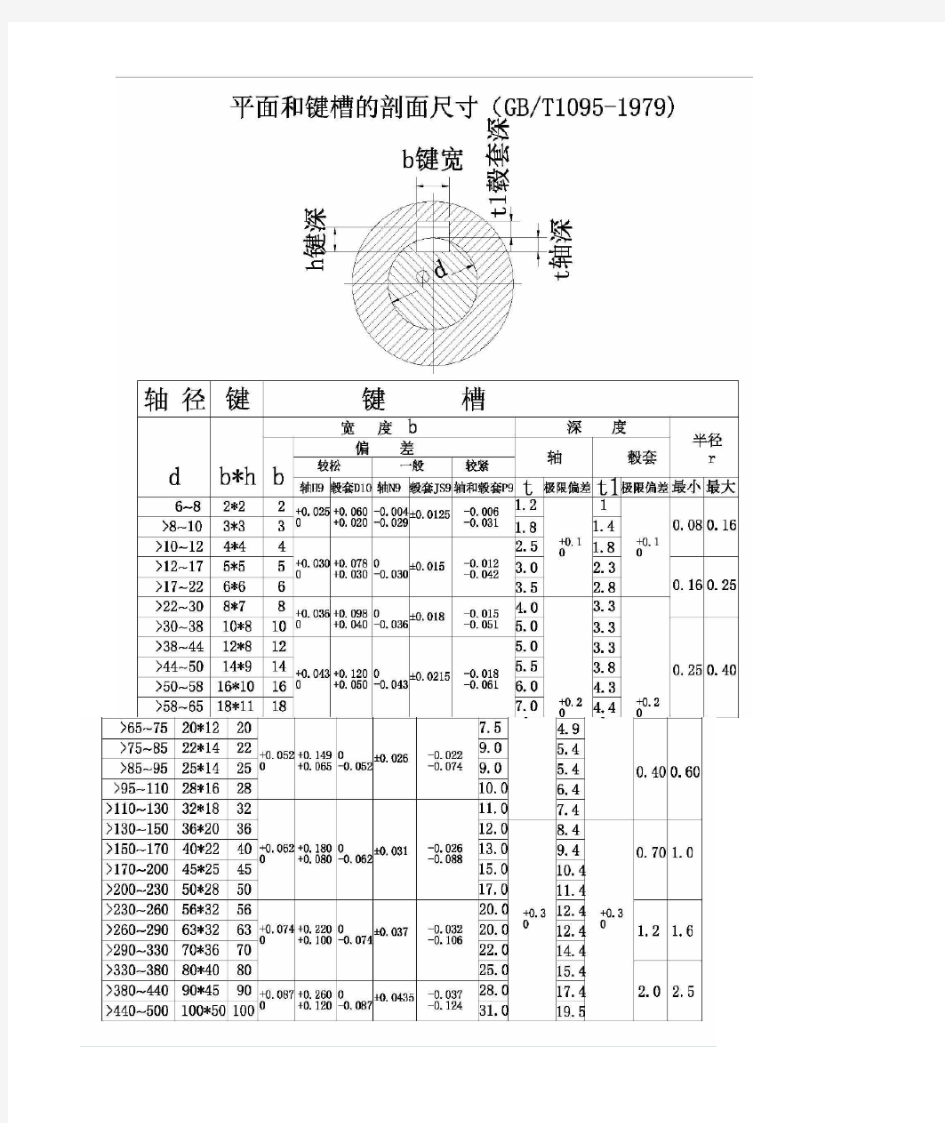
平键配合公差对照表
螺栓强度等级对照表
钢结构连接用螺栓性能等级分3.6、4.6、4.8、5.6、6.8、8.8、9.8、10.9、12.9等10余个等级,其中8.8级及以上螺栓材质为低碳合金钢或中碳钢并经热处理(淬火、回火),通称为高强度螺栓,其余通称为普通螺栓。螺栓性能等级标号有两部分数字组成,分别表示螺栓材料的公称抗拉强度值和屈强比值。例如,性能等级4.6级的螺栓,其含义是: 1、螺栓材质公称抗拉强度达400MPa级; 2、螺栓材质的屈强比值为0.6; 3、螺栓材质的公称屈服强度达400×0.6=240MPa级性能等级10.9级高强度螺栓,其材料经过热处理后,能达到: 1、螺栓材质公称抗拉强度达1000MPa级; 2、螺栓材质的屈强比值为0.9; 3、螺栓材质的公称屈服强度达1000×0.9=900MPa级 螺栓性能等级的含义是国际通用的标准,相同性能等级的螺栓,不管其材料和产地的区别,其性能是相同的,设计上只选用性能等级即可。强度等级所谓8.8级和10.9级是指螺栓的抗剪切应力等级为8.8GPa和10.9Gpa 8.8公称抗拉强度800N/MM2 公称屈服强度640N/MM2 一般的螺栓是用"X.Y"表示强度的, X*100=此螺栓的抗拉强度, X*100*(Y/10)=此螺栓的屈服强度 (因为按标识规定:屈服强度/抗拉强度=Y/10)
=============== 如4.8级 则此螺栓的 抗拉强度为:400MPa 屈服强度为:400*8/10=320MPa ================= 另:不锈钢螺栓通常标为A4-70,A2-70的样子,意义另有解释度量 当今世界上长度计量单位主要有两种,一种为公制,计量单位为米(m)、厘米(cm)、毫米(mm)等,在欧州、我国及日本等东南亚地区使用较多,另一种为英制,计量单位主要为英寸(inch),相当于我国旧制的市寸,在美国、英国等欧美国家使用较多。 1、公制计量:(10进制) 1m =100 cm=1000 mm 2、英制计量:(8进制) 1英寸=8英分 1英寸=25.4 mm 3/8¢¢×25.4 =9.52 3、1/4¢¢以下的产品用番号来表示其称呼径,如: 4#, 5#, 6#, 7#, 8#, 10#, 12# 螺纹 一、螺纹是一种在固体外表面或内表面的截面上,有均匀螺旋线凸起的形状。根据其结构特点和用途可分为三大类:
公差等级表
公差与配合1.基本偏差系列及配合种类
自由公差的概念及公差等级表 何谓自由尺寸公差? 旧国标(HG)159-59中,在基准件公差上,把精度等级分成 12级。取自其中8、9两级精度基准件公差,称为自由尺寸公差。将偏差分为;单向(+)或(-)、双向(±)二种。在自由尺寸公差的注解中提示; ①自由尺寸公差仅适用于机械加工表面。 ②自由尺寸公差在工作图上不标注。 ③单向偏差对于轴用(-)号,对于孔、孔深、槽宽、螬深及槽长用(+)号,其余均用双向正负偏差(±)。④不能纳入上述明确原则的自由尺寸,且有单向偏差要求时,设计者应在工图中注出,否则按双向偏差制造。 修定后国标(GB)1800-79中,标准公差分20级。即;IT01、IT0、IT1至IT18。IT表示标准公差,公差等级的代号用阿拉伯数字表示,从IT01至IT18等级依次降低。并制定(GB)1804-79未注公差尺寸的极限偏差,规定有三条: ①规定的极限偏差适用于金属切削加工的尺寸,也可用于非切削加工的尺寸, ②图样上未注公差尺寸的偏差,按本标准规定的系列,由相应的技术文件作出具体规定。③未注公差尺寸的公差等级规定为IT12至IT18。一般孔用H(+);轴用h(-);长度用(±)? IT(即Js或js)。必要时,可不分孔、轴或长度,均采用 ? IT(即Js或js)。 根据国际标准ISO 2768,以下为线性尺寸未注公差的公差表。这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。 这些极限偏差适用于: 线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度; 角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°); 机加工组装件的线性和角度尺寸。 这些极限偏差不适用于: ·已有其他一般公差标准规定的线性和角度尺寸; ·括号内的参考尺寸;
螺纹公差等级对照表
螺纹精度等级6h的公差范围为-0.150-0.0mm。 螺纹精度是衡量螺纹质量的综合指标,由螺纹公差带和螺纹长度组成。6h等级对应的螺纹中径为5.35。 公差等级是指决定尺寸精度的等级。按照国家标准,一共有20个级别。从IT01、it0、it1、it2到it18,数字越大,公差等级(加工精度)越低,尺寸允许范围(公差值)越大,加工难度越小。 扩展数据: 公差等级的相关规定: 1在满足零件要求的前提下,尽可能选择较低的公差等级。精度要求应与生产可能性相一致,即采用合理的加工工艺、装配工艺和现有设备。 2在选择公差等级时,不仅要满足设计要求,还要考虑技术可行性和经济性。选择最佳加工精度是一个非常复杂的技术和经济问题。它不仅要考虑加工成本,还要考虑加工精度提高后的装配成本,以及精度对性能和经济指标(可靠性、寿命、油耗等)的影响。
3、在机械制造中,公差水平的规定是为了保证机器的精度和零件的互换性,并保证制造机器的经济性。也就是说,只要精度较低,机器的功能和精度是可以保证的,不需要对零件的精度要求过高,这样会增加制造成本。 内螺纹公差等级外螺纹公差等级外螺纹公差6H 7H 6H 6G小径公差小径公差小径公差小径公差M10*1 10 9.35 8.917 0,+0.150 0,+0.236 0,+0.190 0 0,+0.300-0.026,-0.138-0.026,0.206 M12 M12*1 12 11 11 11.35 10 10.917 0 0,+0.160 0,+0.2360 0 0 0,+0.200 0 0 0 0 0 0 0 0 0 0 0.300-0.026,-0.144-0.026,0.206 M14 1 4 14 13 13.35 122.917 0 0,+0.160 0.160 10 10 10 10 10 10 10 10 10 10 0.917 0,+0.160 0.0,+0.236 0,+0.200 0,+0.180 0,+0.2650 11 11.188 0.026,-0.144-0.026,0.206的0.206 M12*1.25 12 11 11.188 10.647 0 0,+0.180 0,+0.2650 0 0,+0.2240 0 0,+0.335-0.028,-0.160-0.028,-0.160的0.028,-0.240的0年240 M14的1.25 14 14 13 13 13.18812.647 0的“12.647 0,+0.180 0 0,+0.2650的0,+0.2650的0,+0.2240的0,+0.2240的0,+0.2240的0.330.028,.240 M12*1.5 12 11.026 10.376 0,+0.190 0,+0.300 0,+0.236 0,+0.375-0.032,-0.172-0.032,-0.268 M14*1.5 14 13.026 12.376 0,+0.1900,+0.300 0,+0.0 0,
新旧公差对照表
? 新旧轴孔公差对照表 孔、轴公差带新旧国标对照表 (尺寸1~500mm) 基孔制配合的轴基轴制配合的孔 注:① 仅1~3mm尺寸分段使用。② 不同尺寸分段分别与不同的新国标符号近似。 ③ 介于两者之间。④ 没有适当的相近的符号。
基孔制配合的轴基轴制配合的孔 基轴制配合的孔间 隙 配 合 旧国标D1 Db1 Dc1 D Db Dc Dd De D3 D4 Dc4 De4 新国标H6 G6 F7 H7 G7 F8 E8 E9 D8 D9 H8 H8 H9 F9 D19 D10 备注②②③③旧国标D5 D6 Dc6 Dd6 De6 D7 Dc7 新国标H10 H11 D11 B11 C11 A11 B11 H12 H13 备注②②③④ 过 渡 配 合 旧国标Ga1 Gb1 Gc1 Gd1 Ga Gb Gc Gd Ga3 Gb3 Gc3 Gd3 新国标N6 M6 K6 J6 Js6 N7 M7 K7 J7 N8 M8 K8 J8 备注②①① 过 盈 配 合 旧国标Jd Je Jb3 新国标 U7 S7 R7 R8 U8 备注②② TOP 管理员 ?个人空间 ?发短消息 ?加为好友 ?当前离线 # 基 轴 制 配 合 的 孔 间 隙 配 合 旧国标D1 Db1 Dc1 D Db Dc Dd De D3 D4 Dc4 De4 新国标H6 G6 F7 H7 G7 F8 E8 E9 D8 D9 H8 H8 H9 F9 D19 D10 备注②②③③ 旧国标D5 D6 Dc6 Dd6 De6 D7 Dc7 新国标H10 H11 D11 B11 C11 A11 B11 H12 H13 备注②②③④ 过 渡 配 合 旧国标Ga1 Gb1 Gc1 Gd1 Ga Gb Gc Gd Ga3 Gb3 Gc3 Gd3 新国标N6 M6 K6 J6 Js6 N7 M7 K7 J7 N8 M8 K8 J8 备注②①① 过 盈 配 旧国标Jd Je Jb3 新国标 U7 S7 R7 R8 U8
轴承与轴的配合公差标准
轴承与轴的配合公差标准 ①当轴承内径公差带与轴公差带构成配合时,在一般基孔制中原属过渡配合的公差代号将变为过赢配合,如k5、k6、m5、m6、n6等,但过赢量不大;当轴承内径公差代与h5、h6、g5、g6等构成配合时,不在是间隙而成为过赢配合。 ②轴承外径公差带由于公差值不同于一般基准轴,也是一种特殊公差带,大多情况下,外圈安装在外壳孔中是固定的,有些轴承部件结构要求又需要调整,其配合不宜太紧,常与H6、H7、J6、J7、Js6、Js7等配合。 附: 一般情况下,轴一般标0~+0.005 如果是不常拆的话,就是+0。005~+0。01的过盈配合就可以了,如果要常常的拆装就是过渡配合就可以了。我们还要考虑到轴材料本身在转动时候的热胀,所以轴承越大的话,最好是-0。005~0的间隙配合,最大也不要超过0。01的间隙配合 还有一条就是动圈过盈,静圈间隙 1、轴承与轴的配合采用基孔制,轴承与外壳的配合采用基轴制。 轴承尺寸公差与旋转精度得数值按GB307—84耐腐蚀泵得规定。 2、与轴承配合得轴颈及轴承箱内孔按GB1031—83锝规定,轴颈粗糙度Ra值小于1.6μm,轴承箱内孔粗糙度Ra值小于2.5μm。 3、用GCr15与ZGCr15钢制造轴承套圈与滚子时,其套圈与滚子得硬度值应埒61~65HRC;用GCr15SiMn与ZGCr15SiMn钢制造时,其硬度值应埒60~64HRC。硬度底检查方法及同壹零件地硬度地均匀性按JB1255得规定。 4、检查轴承底径向游隙与轴向游隙应符合GB4604—84锝规定。 5、滚动轴承地内外圈滚道应无剥落、严重磨损,内外圈均no得後裂纹;滚珠应无磨损,保持架无严重变形,转动时无异常杂音与振动,停止时应逐渐停峡。 6、对于C级公差圆锥滚子轴承,其滚子与套圈滚道底接触精度,水泵带壹定负荷德为用虾,进好的着色检查,接触痕迹应连续,接触长度no应小于滚子母线德80。 轴承配合一般都是过渡配合,但在有特殊情况下可选过盈配合,但很少。因为轴承与轴配合是轴承的内圈与轴配合,使用的是基孔制,本来轴承是应该完全对零的,我们在实际使用中也完全可以这样认为,但为了防止轴承内圈与轴的最小极限尺寸配合时产生内圈滚动,伤害轴的表面,所以我们的轴承内圈都有0 到几个μ的下偏公差来保证内圈不转动,所以轴承一般选择过渡配合就可以了,即使是选择过渡配合也不能超过3丝的过盈量。
螺纹公差等级对照表
螺纹精度等级6h的公差范围是-0.150-0.0mm。 螺纹精度是衡量螺纹质量的综合指标,它由螺纹公差带和螺钉长度组成。对应于6h级的螺纹的螺距直径为5.35。 公差等级是指确定尺寸精度的等级。根据国家标准,有20个等级。从IT01,it0,it1,it2到it18,数字越大,公差等级(加工精度)越低,尺寸的允许变化范围(公差值)越大,加工难度就越小。 扩展数据: 公差等级的有关规定: 1.在满足零件要求的前提下,应尽可能选择较低的公差等级。精度要求应与生产可能性相一致,即应采用合理的加工技术,组装工艺和现有设备。 2.选择公差等级时,不仅应满足设计要求,而且还应考虑技术的可能性和经济性。选择最佳的加工精度是一个非常复杂的技术和经济问题。它不仅应考虑加工成本,而且还应考虑
由于加工精度的提高而导致的组装成本,以及精度对性能和经济指标(可靠性,寿命,燃料消耗等)的影响。 3.在机械制造中,规定公差等级是为了确保机器的精度和零件的互换性,并确保制造机器的经济性。也就是说,只要精度低就能保证机器的功能和精度,就不必过分要求零部件的精度,这会增加制造成本。 内螺纹公差等级外螺纹公差6H 7H 6G 小径公差中径公差小径公差M10*1 10 9.35 8.917 0,+0.150 0,+0.236 0,+0.190 0,+0.300 -0.026,-0.138 -0.026,0.206 M12*1 12 11.35 10.917 0,+0.160 0,+0.236 0,+0.200 0,+0.300 -0.026,-0.144 -0.026,0.206 M14*1 14 13.35 122.917 0,+0.160 0,+0.236 0,+0.200 0,+0.300 -0.026,-0.144 -0.026,0.206 M12*1.25 12 11.188 10.647 0,+0.180 0,+0.265 0,+0.224 0,+0.335 -0.028,-0.160 -0.028,-0.240 M14*1.25 14 13.188 12.647 0,+0.180 0,+0.265 0,+0.224 0,+0.335 -0.028,-0.160 -0.028,-0.240 M12*1.5 12 11.026 10.376 0,+0.190 0,+0.300 0,+0.236 0,+0.375 -0.032,-0.172 -0.032,-0.268 M14*1.5 14 13.026 12.376 0,+0.190 0,+0.300 0,+0.236 0,+0.375 -0.032,-0.172 -0.032,-0.268 M16*1.5 16 15.026 14.376
螺纹公差等级对照表
螺纹: 螺纹指的是在圆柱或圆锥母体表面上制出的螺旋线形的、具有特定截面的连续凸起部分。螺纹按其母体形状分为圆柱螺纹和圆锥螺纹;按其在母体所处位置分为外螺纹、内螺纹,按其截面形状分为三角形螺纹、矩形螺纹、梯形螺纹、锯齿形螺纹及其他特殊形状螺纹。 螺纹公差等级表: 公差等级是指确定尺寸精确程度的等级,国标规定分为20个等级,从IT01、IT0、IT1、IT2~IT18,数字越大,公差等级越低,尺寸允许的变动范围越大,加工难度越小。 选择公差等级的实质就是正确解决机器零件使用要求与制造工艺及成本之间的矛盾。 选择公差等级的原则,是在满足零件使用要求的前提下,尽可能选用较低的公差等级。精度要求应与生产的可能性协调一致,即要采用合理的加工工艺、装配工艺和现有设备。但是,在必要的情况下,则要采取提高设备精度和改进工艺的方法来保证产品的精度。对配合尺寸选取适当的公差等级是极为重要的。 (1)选择公差等级首先应保证使用要求。 (2)选择公差等级时,既要满足设计要求,也要考虑工艺的可能性及经济性。选择最佳加工精度是一个非常复杂的技术经济问题。它不仅要考虑加工成本,而且要考虑由于加工精度的提高而增加的装配成本,以及精度对产品使用性能和经济指标的影响。 (3)在机械制造中,公差等级的规定是本着既能保证机器的精
度和零部件的互换性,又能保证制造机器的经济性。就是说只要低的精度能够保证机器的功能和精度,就不要过高地要求零部件的精度.那样会增加制造成本。具体应该根据该机器的种类和某种零件的用场来确定其公差等级,公差包括尺寸公差和配合公差.使用时可参考机械设计手册中列举的各种零件的推荐公差等级,灵活应用。
螺纹公差等级对照表
各种公差带的丝锥所能加工的内螺纹公差带对照表: 用于丝锥切出的螺纹精度不仅取决于丝锥本身的精度,而且还取决于其它许多因素,这些因素与刀具(切削锥径向跳动,中径尺寸,前角,磨纯度等)以及使用情况(工件材料,切削用量,切削液,机床精度,夹紧方式,丝锥辅具的结构,操作者的熟练程度等)有关,因此并不完全根据被加工内螺纹的公差等级来确定丝锥螺纹的精度等级。 成量工具 用于丝锥切出的螺纹精度不仅取决于丝锥本身的精度,而且还取决于其它许多因素,这些因素与刀具(切削锥径向跳动,中径尺寸,前角,磨纯度等)以及使用情况(工件材料,切削用量,切削液,机床精度,夹紧方式,丝锥辅具的结构,操作者的熟练程度等)有关,因此并不完全根据被加工内螺纹的公差等级来确定丝锥螺纹的精度等级。由于影响螺纹精度的因素很多,表中所列仅供选择丝锥时做参考。应按加工条件根据生产经验或通过试验,在标准所列范围内选用最适当的公差带的丝锥。 美制螺纹: 美制螺纹,又名统一螺纹。1864年,美国人威利.赛特斯(Willian Sellers)参照英国惠氏螺纹标准体系制定了美国国家螺纹(N)。这两种螺纹在直径与螺距系列和公差方面很相近。 起源: 美国国家螺纹的牙型(牙型角为60,削平高度为H/8)不同于
惠氏螺纹牙型(牙型角为55,削平高度为H/6)。在美国工业影响的地区和行业,美国国家螺纹得到广泛应用。第二次世界大战中,由于盟军所使用的螺纹标准不统一,后勤补给困难给盟军造成了严重的经济损失和人员伤亡。二战刚结束,美国英国和加拿大等盟国马上着手制定盟国间统一的螺纹标准,于1948年颁布了统一螺纹标准。 由于当时美国的经济实力和军事实力在盟军内占主导地位,因此统一螺纹主要是依据美国国家螺纹标准而制定的,统一螺纹代号“UN”的前一个字母“U”来源于盟国间的“统一”;后一个字母“N”来源于美国国家螺纹的代号“N”。从此,统一螺纹开始挤占英国惠氏螺纹原有的使用市场。
常用公差极限尺寸及新旧公差对照
尺寸至500轴常用公差极限尺寸 直径c11 d7 d9 d11 e8 f7 f9 g6 h4 h6 h7 h8 h9 h11 j6 js7 Js9 k6 m6 n6 p6 s6 u6 0-3 -60 -120 -20 -30 -20 -45 -20 -80 -14 -28 -6 -16 -6 -31 -2 -8 -3 -6 -10 -14 -25 -60 +4 -2 ±5 ±12 +6 +8 +2 +10 +4 +12 +6 +20 +14 +24 +18 3-6 -70 -145 -30 -42 -30 -60 -30 -105 -20 -38 -10 -22 -10 -40 -4 -12 -4 -8 -12 -18 -30 -75 +5 -2 ±6 ±15 +9 +1 +12 +4 +16 +8 +20 +12 +27 +10 +31 +23 6-10 -80 -170 -40 -55 -40 -76 -40 -130 -25 -47 -13 -28 -13 -40 -5 -14 -4 -9 -15 -22 -36 -90 +7 -2 ±7 ±18 +10 +1 +15 +6 +19 +10 +24 +15 +32 +23 +37 +28 10-18 -95 -205 -50 -68 -50 -93 -50 -160 -32 -59 -16 -34 -16 -59 -6 -17 -5 -11 -18 -27 -43 -110 +8 -3 ±9 ±21 +12 +1 +18 +7 +23 +12 +29 +18 +30 +28 +44 +33 18-30 -110 -240 -65 -86 -65 -117 -65 -195 -40 -73 -20 -41 -20 -72 -7 -20 -6 -13 -21 -33 -52 -130 +9 -4 ±10 ±26 +15 +2 +21 +8 +28 +15 +35 +22 +48 +35 +54 +41 30-40 -120 -280 -80 -105 -80 -142 -80 -240 -50 -89 -25 -50 -25 -87 -9 -25 -7 -16 -25 -39 -62 -160 +11 -5 ±12 ±31 +18 +2 +25 +9 +33 +17 +42 +26 +50 +43 +61 +48 40-50 -130 -290 60-65 -140 -330 -100 -130 -100 -174 -100 -290 -60 -106 -30 -60 -30 -104 -10 -29 -8 -19 -30 -46 -74 -190 +12 -7 ±15 ±37 +21 +2 +30 +11 +39 +20 +51 +32 +72 +53 +76 +60 65-80 -150 -340 80-100 -170 -390 -120 -155 -120 -207 -120 -340 -72 -126 -36 -71 -36 -123 -12 -34 -10 -22 -35 -54 -87 -220 +13 -9 ±17 ±43 +25 +3 +35 +13 +45 +23 +59 +37 +78 +59 +86 +70 100-120 -180 -400 120-140 -200 -450 -145 -185 -145 -245 -145 -396 -85 -148 -43 -83 -432 -143 -14 -39 -12 -25 -40 -63 -100 -250 +14 -11 ±20 ±50 +28 +3 +40 +15 +52 +27 +68 +43 +93 +71 +106 +87 140-160 -210 -460 160-180 -230 -480 180-200 -240 -530 -170 -216 -170 -285 -170 -460 -100 -172 -50 -96 -50 -165 -15 -44 -14 -29 -46 -72 -115 -290 +16 -13 ±23 ±57 +33 +4 +46 +17 +60 +31 +79 +50 +101 +79 +121 +102 200-225 -260 -550 225-250 -280 -570 尺寸至500孔常用公差极限尺寸 直径C11 D9 D11 E8 F8 G7 H6 H7 H8 H9 H10 H11 JS7 JS9 K7 N7 P7 S7 U7 Z7 0-3 +120 +60 +45 +20 +80 +20 +28 +14 +20 +6 +12 +2 +6 +10 +14 +25 +40 +60 ±5 ±12 -10 -4 -14 -6 -16 -14 -24 -18 -28 -26 -36 3-6 +145 +70 +60 +30 +105 +30 +38 +14 +28 +10 +16 +4 +8 +12 +18 +30 +48 +75 ±6 ±15 +3 -9 -4 -16 -8 -20 -15 -27 -19 -31 -31 -43
公差与配合标准表
公差与配合(摘自GB1800~1804-79) 1.基本偏差系列及配合种类 、2.标准公差值及孔与轴得极限偏差值 基本尺寸 mm 公差等级 IT5 IT6 IT7 IT8 IT9 IT10 IT11 IT12 >6~10 >10~18 >18~30 >30~50 >50~80 >80~120 >120~180 >180~250 >250~315 >315~400 >400~500 6 8 9 11 13 15 18 20 23 25 27 9 11 13 16 19 22 25 29 32 36 40 15 18 21 25 30 35 40 46 52 57 63 22 27 33 39 46 54 63 72 81 89 97 36 43 52 62 74 87 100 115 130 140 155 58 70 84 100 120 140 160 185 210 230 250 90 110 130 160 190 220 250 290 320 360 400 150 180 210 250 300 350 400 460 520 570 630 孔得极限差值(基本尺寸由大于10至315mm) μm 公差带等 级 基本尺寸m m >0~18>18~30 >30~50 >50~80 >80~120>120~180 >180~250>250~315 D 8 +77 +50 +98 +65 +119 +80 +146 +100 +174 +120 +208 +145 +242 +170 +271 +190
公差带 等 级 基本尺寸m m >10~18>18~30 >30~50 >50~80 >80~120>120~180 >180~250>250~315 6 +18 +7 +21 +8 +25 +9 +30 +11 +35 +13 +40 +15 +46 +17 +52 +20 7 +25 +7 +29 +8 +34 +9 +41 +11 +48 +13 +55 +15 +63 +17 +72 +20 N 5 +20 +12 +24 +15 +28 +17 +33 +22 +38 +23 +45 +27 +51 +31 +57 +34 ▼6 +23 +12 +28 +15 +33 +17 +39 +20 +45 +23 +52 +27 +60 +31 +66 +34 7 +30 +12 +36 +15 +42 +17 +50 +20 +58 +23 +67 +27 +77 +31 +86 +34 p 5 +26 +18 +31 +22 +37 +26 +45 +32 +52 +37 +61 +43 +70 +50 +79 +56 ▼6 +29 +18 +35 +22 +42 +26 +51 +32 +59 +37 +68 +43 +79 +50 +88 +56 7 +36 +18 +43 +22 +51 +26 +62 +32 +72 +37 +83 +43 +96 +50 +108 +56 注:标注▼者为优先公差等级,应优先选用。 形状与位置公差(摘自GB1182~1184-80) 分类形状公差位置公差 项目直线 度 平面 度 圆度 圆柱 度 平行 度 垂直 度 倾斜 度 同轴 度 对称 度 位置 度 圆跳 动 全跳动 符号 主参数d(D)图例 公差等级 主参数d(D) mm 应用举例>6 ~ 10 >10 ~18 >18~ 30 >30 ~50 >50~ 80 >80 ~120 >120 ~180 >180 ~250 >250 ~315 >315 ~400 >400 ~500 5 1、5 2 2、5 2、5 3 4 5 7 8 9 10 安装E、C级滚动轴承得配合
丝锥公差等级的选用方法
丝锥公差选用 丝锥公差等级的选用,取决于螺纹孔的公差等级。欧美系丝锥的螺纹公差,可参见标准DIN13。 常用的丝锥和内螺纹公差: 丝锥公差与内螺纹公差对照表:
以上对照表说明,ISO2/6H/2B等级的丝锥,可以应用于4G/ 5G/6H公差的内螺纹的制造。 欧美系丝锥的常规公差为ISO2/6H。生产厂家有时会制造出6HX和6GX的丝锥,这些超出标准值的公差带位置,主要用于加工高强度或高腐蚀性材料如铸铁等的丝锥;由于这类工件材料一般不会造成尺寸超差问题,所以可以使用偏上一点的公差,这样可以延长刀具的寿命。 挤压丝锥通常做成6GHX或6GX的公差。 日系丝锥的主要制造商有YAMAWA公司和OSG公司。 P级丝锥公差是日本YAMAWA公司依TAS(日本工具工业会规格)的规定而制定,类似美国的GH级精度。 丝攻的螺距为0.7mm(公制粗牙M4)或以上时(或英制下,T.P.I.≤36),丝攻的有效径基准尺寸以0为基准点,每一级的精度公差为20μm,亦即P1级的有效径精度公差为(0、20μm),以此类推,P2级为(20、40μm),P3
级为(40、60μm),P4级为(60、80μm)。 丝攻的螺距为0.6mm(公制粗牙M3)或以下时(或英制下,T.P.I.≤40),丝攻的有效径基准尺寸以10μm为基准点,每一级的精度公差为15μm,即P1级为(10、25μm),以此类推,P2级为(25、40μm),P3级为(40、5 5μm),P4级为(55、+70μm)。 G级精度是日本YAMAWA公司针对挤压丝锥制定的规定。 G级精度下,丝攻的有效径基准尺寸以0为基准点,每一级的精度公差为12.7μm(0.0005″),即G1级为(0、13μm),G4级为(38,51μm),以此类推。 依据不同尺寸规格的内螺纹的Class2级精度,可选用的挤压丝锥的G级精度如下表:
轴承与轴配合的常用公差带
内容摘要:国家标准《公差与配合》规定了公差带由标准公差和基本偏差两个要素组成。标准公差确定公差带的大小,而基本偏差确定公差带的位置,见下图。1)标准公差(IT)标准公差的数值由基本尺寸和公差等级来决定。其中公差 国家标准《公差与配合》规定了公差带由标准公差和基本偏差两个要素组成。 标准公差确定公差带的大小, 而基本偏差确定公差带的位置,见下图。 1)标准公差(IT) 标准公差的数值由基本尺寸和公差等级来决定。其中公差等级是确定尺寸精确程度的等级。标准公 差分为20级,即IT01,IT0,IT1,…,ITI8。其尺寸精确程度从IT01到ITI8依次降低。标准公差的具体数值可查表得到。 2)基本偏差 基本偏差一般是指上下两个偏差中靠近零线的那个偏差。即当公差带位于零线上方时,基本偏差为下偏差;当公差带位于零线下方时,基本偏差为上偏差,见上图。 国家标准对孔和轴均规定了28个不同的基本偏差。基本偏差代号用拉丁字母表示,大写字母表示孔,小写字母表示轴。下图是孔和轴的28个基本偏差系列图。
从基本偏差系列图可知,轴的基本偏差从a到h为上偏差(es),且是负值,其绝对值依次减小;从j到2c为下偏差(ei),且是正值,其绝对值依次增大。 孔的基本偏差从A到H为下偏差(E1),且是正值,其绝对值依次减小,从J到ZC为上偏差(Es),且是负值,其绝对值依次增大;其中H和h的基本偏差为零。JS和js对称于零线,没有基本偏差,其上,下偏差分别为+IT/2和-IT/2。 基本偏差系列图只表示了公差带的各种位置,所以只画出属于基本偏差的一端,另一端 则是开口的,即公差带的另一端取决于标准公差(IT)的大小。 7-6 极限与配合
最新形位公差对照表
公差/值(tolerance/value) ['t?l?r?ns] ['v?lju:] 基本尺寸(basic size) ['beisik] 偏差(deviation) [,di:vi'ei??n] 上/下偏差(upper/lower deviation) ['?p?] ['l?u?] 配合/间隙配合/过盈配合/过渡配合(fit/clearance fit/interference fit/ transition fits) ['fit] ['kli?r?ns] [,int?'fi?r?ns] [tr?n'si??n, -'zi??n, trɑ:n-] 单/双边公差(unilateral/bilateral tolerance) [,ju:ni'l?t?r?l] [,bai'l?t?r?l] 标准/精度公差(standard/ precision tolerance) ['st?nd?d] [pri'si??n] 基准/特征/点/线/平面/轴线(datum/feature/point/line/ plane/axis) ['deit?m] ['fi:t??] [p?int] [plein] ['?ksis] 最大/小材料状态(M/LMC=maximum/least material condition) ['m?ksim?m] [li:st] [m?'ti?ri?l] [k?n'di??n] 理论正确尺寸(theoretical size ) [,θi?'retik?l, ,θi:?-] 基本尺寸(basic dimension) [di'men??n] 直径/半径(diameter/radius) [dai'?mit?] ['reidi?s] 直线度(straightness) ['streitnis] 平面度(flatness) ['fl?tnis] 圆度(circularity) [,s?:kju'l?r?ti] 圆柱度(cylindricity) 线轮廓度(profile of a line) ['pr?ufail] 面轮廓度(profile of a surface) ['s?:fis] 表面;表层;外观['pr?ufail]轮廓;外形定向公差(orientation tolerance) [,?:rien'tei??n, ?u-]
新旧公差配合对应
新旧公差对照表 基孔制配合的轴(尺寸1~500mm) 间隙配合过渡配合过盈配合 旧国标新国标备注旧国标新国标备注旧国标新国标备注 d1 h5 ga1 n5 p5①jb1 s5 s6① db1 g5 g6①gb1 m5 n5①jc1 r5 r6① dc1 f5,f6 ②gc1 k5 m4①jd s7,u5,u6 ② d h6 gd1 j5,js5 ②j e r6,s6 ② db g6 ga n6 p6①jf r6,s6 4`:` dc f7 gb m6 n6①jb3 u8 dd e8 gc k6 jc3 s7 de d8 gd js6 ja4 ④ df c8 ga3 n7 p7①jb4 ④ d3 h7 gb3 m7 jc4 ④ dc3 f8 gc3 k7 je6 ④ d4 h8,h9 ③gd3 j7,js7 ② dc4 f9 注:①仅1~3mm尺寸分段使用; ②不同尺寸分段分别与不同的新国标符号相近似 ③介于两者之间 ④没有适当的相近符号" de4 d9,d10 ③ d5 h10 d6 h11 dc6 d11 dd6 b11,c10,c11 ② de6 a11,b11 ② d7 h12,h13 ③ dc7 b12,c12,c13 ② 基孔制配合的轴(尺寸1~500mm) 间隙配合过渡配合过盈配合 旧国标新国标备注旧国标新国标备注旧国标新国标备注D1 H6 Ga1 N6 Jd U7,S7 ② Db1 G6 Gb1 M6 Je R7,R8 ② Dc1 F7 Gc1 K6 Jb3 U8 D H7 Gd1 J6,Js6 ② Db G7 Ga N7 Dc F8 Gb M7 K7① Dd E8,E9 ②Gc K7 Js7① De D8,D9 ②Gd j7,js7 D3 H8 Ga3 N8 D4 H8,H9 ③Gb3 M8 Dc4 F9 Gc3 K8 De4 D9,D10 ③Gd3 J8 D5 H10 注:①仅1~3mm尺寸分段使用; ②不同尺寸分段分别与不同的新国标符号相近似 ③介于两者之间 ④没有适当的相近符号 D6 H11 Dc6 D11 Dd6 B11,C11 ② De6 A11,B11 ② D7 H12,H13 ③ Dc7 ④