文档库 最新最全的文档下载
当前位置:文档库 › 工序卡5
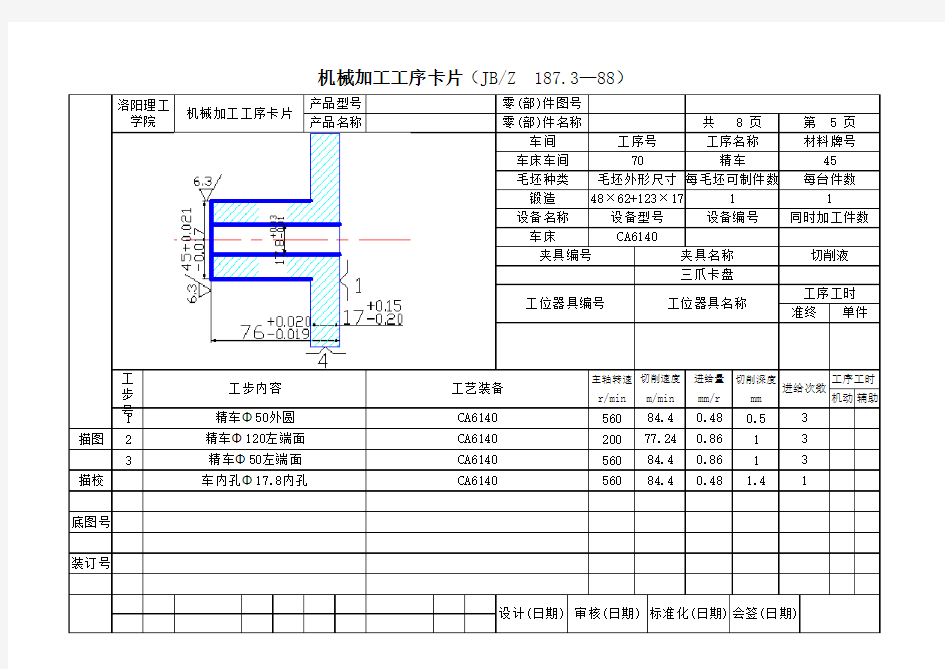
工序卡5

主轴转速切削深度
r/min mm
机动辅助
1
5600.5描图220013
5601描校560
1.4
底图号装订号
机械加工工序卡片(JB/Z 187.3—88)
会签(日期)
审核(日期)标准化(日期)工步内容工艺装备机械加工工序卡片
洛阳理工学院
工
步号设计(日期)进给次数
车内孔Φ17.8内孔
CA6140
84.4
0.48
1
精车Φ120左端面CA614077.240.863精车Φ50左端面CA614084.40.863切削速度进给量工序工时m/min mm/r 精车Φ50外圆CA614084.40.483工序工时
准终单件
工位器具编号工位器具名称
夹具编号夹具名称切削液
三爪卡盘
设备名称设备型号设备编号同时加工件数车床CA6140毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻造48×62+123×1711第 5 页
车间工序号工序名称材料牌号车床车间70精车45产品型号零(部)件图号产品名称
零(部)件名称共 8 页
相关文档