汽车用铝合金_钢扩散焊接试验研究_张传慧

收稿日期:2016-01-16
基金项目:吉林省重点科技攻关资助项目(122102210490)作者简介:张传慧(1963-),男,吉林吉林人,
工程师。DOI :10.13979/j.1007-7235.2016.05.009
汽车用铝合金/钢扩散焊接试验研究
张传慧
(长春职业技术学院,吉林长春130033)
摘要:用真空扩散焊接方法焊接铝合金和不锈钢。采用物相分析仪、描电镜、显微硬度计和万能试验机等对焊接接头结构和性能进行了分析。结果表明,通过扩散焊接能实现铝合金和不锈钢的焊接,获得的焊接接头界面结合良好。随着焊接温度升高,扩散层厚度增加,焊接温度550?时扩散层出现裂纹。铝合金和钢界面处生成了高硬度相,主要为Fe 2Al 5和Fe 4Al 13金属间化合物。铝/钢焊接接头剪切强度随焊接温度增加呈先增加后减小的趋势,焊接温度500?,保温时间3h ,得到接头剪切强度最大值为54MPa ,断裂方式为解理断裂。关键词:铝合金;不锈钢;扩散焊接;显微组织;剪切强度中图分类号:TG441.8
文献标识码:A
文章编号:1007-7235(2016)05-0041-04
Study on diffusion bonding of Al alloy and stainless steel for automobile
ZHANG Chuan-hui
(Changchun Vocational Institute Of Technology ,Changchun 130033,China )
Abstract :The vacuum diffusion bonding was used to weld Al alloy and stainless steel.The
structure and properties of the bonding joints were studied by XRD ,SEM ,the microhardness
tester and the universal testing machine.The results show that the welding of aluminum alloy and stainless steel with good welding joints can be realized by diffusion welding.With weld-ing temperature going up ,the thickness of the diffusion layer increases.The cracks appear in the diffusion layer at 550?welding.At the interface of Al alloy and steel ,high hardness phase is generated ,which is mainly composed of Fe 2Al 5and Fe 4Al 13intermetallic com-pounds.The shear strength of Al /steel welded joints increases firstly and then decreases with the increase of the welding temperature.The maximum value of the shear strength (54MPa )is obtained after welding at 500?and holding for 3h.At this time ,cleavage fracture appears.
Key words :Al alloy ;stainless steel ;diffusion bonding ;microstructure ;shear strength
铝合金具有密度低、强度高、导热导电性能和加工性能好等特点,广泛应用于汽车、电子、化工等领域。近年来,随着环境污染和能源紧缺问题越来越突出,汽车工业正向轻量化方向发展,铝合金是构件轻量化首选的轻质结构材料。实现铝-钢结构的连
接,可以用铝合金代替部分钢铁结构,大幅减轻汽车
质量,降低能耗,产生巨大的经济和社会效益[1-3]
。铝和钢的焊接属于异种金属的连接,
由于铝和铁在熔点、热膨胀系数、导热导电性能、相互溶解度等物理化学性能方面存在差异,采用常规的熔焊方
法很难实现牢固的焊接,焊接接头极易形成裂纹,缩
孔等缺陷[4-5]
。扩散焊接属于压焊的一种,特别适用于异种材料的焊接。采用扩散焊接实现镁合金和
铝合金、铝合金和钛合金、镁合金和铜合金、钨合金和钽合金等异种金属焊接已有报道
[6-8]
。本试验采
用真空扩散焊接方法对铝合金和不锈钢进行焊接,主要研究铝合金和不锈钢扩散焊接界面组织、断口形貌及接头力学性能。
1试验材料与方法
试验材料为7075铝合金,
表1为试验材料的主要化学成分。焊接前将采用线切割将铝合金板加工成Φ25mm ?5mm 圆片,用砂纸抛光以除去焊接原料的表面氧化膜,并用酒精或丙酮超声清洗15mm 待用。试验用真空扩散炉加热功率30kW ,极限真
空度1?10-4
Pa ,采用0.15MN 液压加压,热电偶测温。焊接所用工艺为:焊接温度490? 540?,保温时间为100min ,焊接压力5MPa 。采用万能试验机(MTS-810)检测样品的剪切强度,剪切样品尺寸为8mm ?8mm ?8mm ;采用光学显微镜观察焊接接头显微组织,试样经切割、镶嵌、抛光后,用质量分数为5%硝酸酒精溶液腐蚀,制备金相试样,采用截线法在金相照片上计算晶粒的大小。
表17075铝合金的化学成分(质量分数/%)Table 1Chemical compositions of 7075aluminum
alloy (wt /%)
Si Mn Cu Zn Mg Ti Al 0.40
0.2 0.4
0.1 0.4
5.0 5.5
2.0 1.4
0.15
余量
2
试验结果及讨论
2.1
铝/钢扩散焊接头界面结构
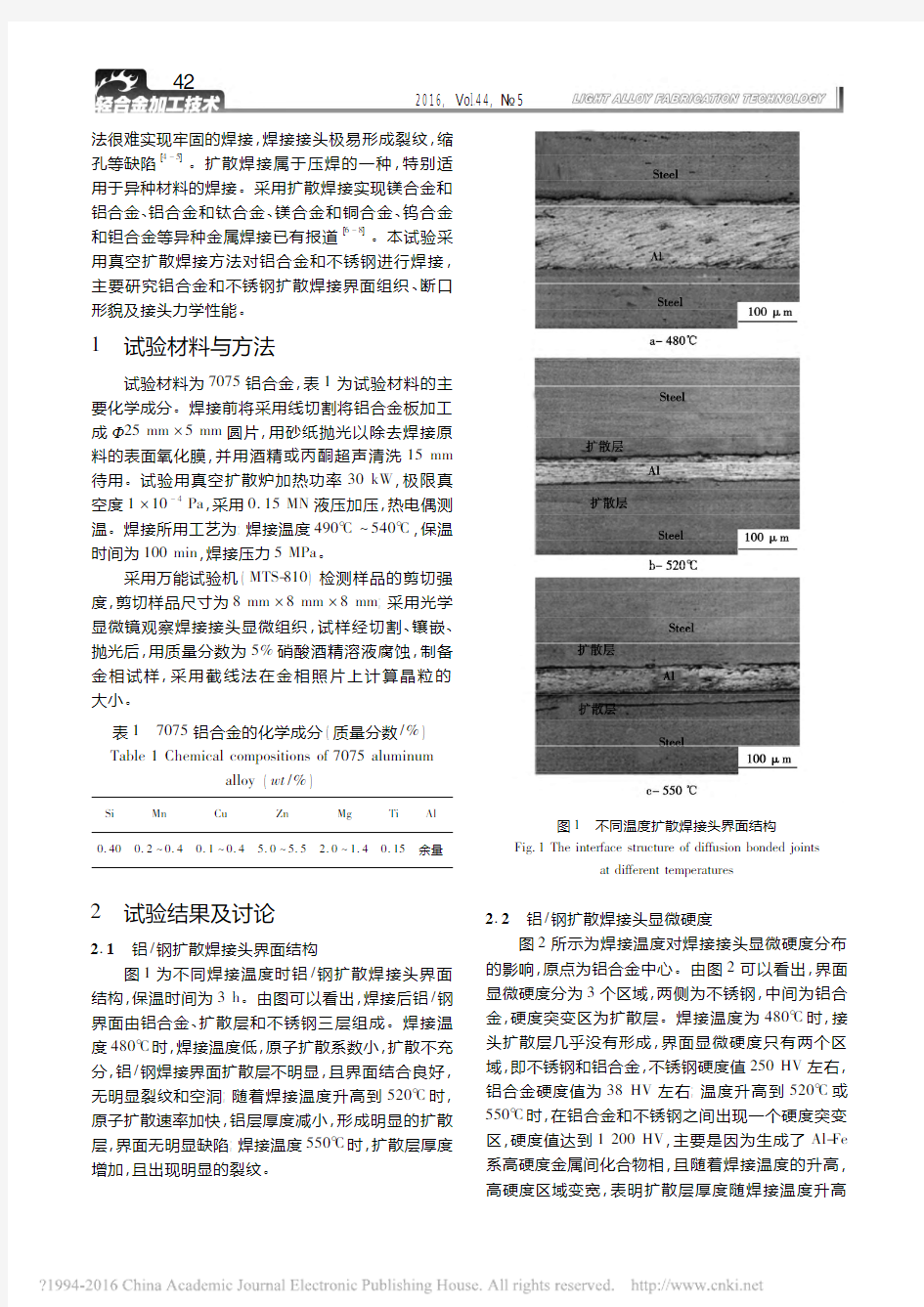
图1为不同焊接温度时铝/钢扩散焊接头界面
结构,保温时间为3h 。由图可以看出,焊接后铝/钢界面由铝合金、扩散层和不锈钢三层组成。焊接温度480?时,焊接温度低,原子扩散系数小,扩散不充分,铝/钢焊接界面扩散层不明显,且界面结合良好,无明显裂纹和空洞;随着焊接温度升高到520?时,原子扩散速率加快,铝层厚度减小,形成明显的扩散层,界面无明显缺陷;焊接温度550?时,扩散层厚度增加,且出现明显的裂纹
。
图1不同温度扩散焊接头界面结构Fig.1The interface structure of diffusion bonded joints
at different temperatures
2.2
铝/钢扩散焊接头显微硬度
图2所示为焊接温度对焊接接头显微硬度分布
的影响,原点为铝合金中心。由图2可以看出,界面
显微硬度分为3个区域,两侧为不锈钢,中间为铝合金,硬度突变区为扩散层。焊接温度为480?时,接头扩散层几乎没有形成,界面显微硬度只有两个区域,即不锈钢和铝合金,不锈钢硬度值250HV 左右,铝合金硬度值为38HV 左右;温度升高到520?或550?时,在铝合金和不锈钢之间出现一个硬度突变区,硬度值达到1200HV ,主要是因为生成了Al-Fe 系高硬度金属间化合物相,且随着焊接温度的升高,高硬度区域变宽,表明扩散层厚度随焊接温度升高
而变宽
。
图2焊接接头显微硬度
Fig.2Microhardness of diffusion bonded joints
2.3
铝/钢扩散焊接头剪切强度
图3为不同焊接温度时铝/钢扩散焊接头剪切
强度。由图可知,保温时间为3h 时,随着焊接温度的增加,焊接接头剪切强度先增加后减少。焊接温度较低时,铝-钢界面处无扩散层生成,接头主要为物理机械结合,界面强度较低;随着温度的升高(500?),Al 原子和Fe 原子相互扩散形成扩散层,界面结合力增强,接头剪切强度增加,达到54N /mm 2;焊接温度进一步升高520?甚至更高,界面处形成脆硬的金属间化合物相,接头剪切强度反而下降
。
图3
焊接接头剪切强度
Fig.3Shear strength of diffusion bonded joints
图4为焊接温度500?,保温时间3h 时剪切断
口形貌,图4a 为Al 侧断口,图4b 为不锈钢侧断口。由图4可以看出,铝/钢扩散焊接头剪切断口属于脆
性断裂,两侧断口上出现断层或台阶,经物相检测结
果显示,铝侧断口主要为Fe 2Al 5、Fe 4Al 13和Al 5FeNi 相,不锈钢侧断口主要为Fe 2Al 5、Fe 4Al 13,表明铝合
金和不锈钢扩散焊接时主要由Fe 元素和Al 元素相互扩散,形成Al-
Fe 系金属间化合物
。图4剪切断口形貌
Fig.4Fracture morphology of diffusion bonded joints
3结论
1)采用扩散焊接实现了铝合金和不锈钢的焊接,焊接接头界面结合良好。随着焊接温度升高,扩散层厚度增加,焊接温度550?时扩散层出现裂纹。
2)铝/钢焊接接头显微硬度分析表明,铝合金和
钢界面处生成了高硬度相,物相测试表明主要为Fe 2Al 5和Fe 4Al 13金属间化合物。
3)铝/钢焊接接头剪切强度随焊接温度增加呈先增加后减小的趋势,焊接温度500?,保温时间
3h ,得到接头剪切强度最大值54N /mm 2。断裂方
式为解理断裂。
参考文献:
[1]王祝堂,张新华.汽车用铝合金[J].轻合金加工技术,2011,39(2):1-14.
[2]蔡其刚.铝合金在汽车车体上的应用现状及发展趋势探讨[J].广西轻工业,2009(1):28-29.
[3]KIM Kee Joo,RHEE Meung Ho,CHOI Byung-lk,et al.Development of application technique of aluminum sandwich sheets for automotive hood[J].International Journal of Precision Engineering and Manufacturing,2009,10(4):71-75.
[4]刘红.汽车用铝合金/钢焊接接头组织与力学性能[J].铸造技术,2014,35(3):580-582.
[5]侯发臣,郭和平,5083铝合金与CCSB钢的爆炸焊接研究[J].材料开发与应用,2014(1):31-35.
[6]于前,林飞,李铁鹏,等.AZ91镁合金/7075铝合金异种金属扩散焊[J].焊接技术,2011,40(7):5-8.
[7]马志鹏,张旭昀,郭光伟.钛合金与铝合金异种金属焊接研究现状[J].兵器材料科学与工程,2014,37(5):128-132.
[8]朱坤亮,竺培显,周生刚,等.热压扩散焊接法制备钛-钢复合材料及性能研究[J].热加工工艺,2014,43(20):69-72.
南山铝业公司(1+5)式热连轧生产线
山东南山轻合金公司原计划建设1(5600mm)+1(4100mm)+5(3000mm)热连轧生产线,由于市场情况有较大变动,暂停5600mm热粗轧机建设,待市场好转后再建。(1+4)式热轧线已于2014年7月投产,(1+5)式生产线第一卷热轧卷已成功下线。该生产线的主导产品为舰船、轨道车辆、航天航空器板带材,是中国唯一的一条专业生产高端铝板带生产线,若5600mm热粗轧机建成后也是全球最宽的板带生产线,比美国铝业公司(Alcoa)的5588mm生产线还宽一点点。这条生产线的自动化装备是TMETC公司提供的。
肯联铝业公司与日本联合铝业公司建合资ABS企业
据国外媒体报道,美国肯联铝业公司(Constellium N.V)与日本联合铝业公司UASJ Corporation,株式会社日铝全综于2014年6月签署合作协议,决定成立一个专业生产车身板ABS(Auto body sheet或body-in-white)的企业,带坯卷由各自现有的轧制厂提供,以满足今后北美汽车市场对ABS的需求。合资厂将建在肯塔基州(KY)的鲍宁格林市(Bowling Green),初始设计生产能力100kt/a,总投资1.5亿美元,计划2016年上半年投产,2018年达产。
(王祝堂)
铝合金的表面处理实用工艺审批稿
铝合金的表面处理实用 工艺 YKK standardization office【 YKK5AB- YKK08- YKK2C- YKK18】
【工艺知识】铝材表面处理工艺大全介绍 总则 表面处理:它是通过机械和化学的方法处理后,能在产品的表面上形成一层保护机体的保护层。在自然界中能达到稳定状态,增加机体的抗蚀性和增加产品的美观,从而提升产品的价值。表面处理种类的选择首先要从使用环境,使用寿命,人为欣赏的角度出发,当然经济价值也是考虑的核心所在。 表面处理的流程包括前处理,成膜,膜后处理。包装,入库。出货等工序,其中前处理包括机械处理,化学处理。 机械处理包括喷吵,抛丸,打磨,抛光,打蜡等工序。机械处理目的使产品表面剔除凹凸不平,补救表面其它外观不良现象。化学处理使产品表面的油污锈迹去除,并且形成一层能使成膜物质更好的结合或和化成活性金属机体,确保镀层有一个稳定状态,增加保护层的结合力,从而达到保护机体的作用。 铝材表面处理 铝材常见的化学处理有铬化,喷漆,电镀,阳极氧化,电泳等工艺。其中机械处理有拉丝,抛光,喷吵,打磨等工艺。 —————— 第一节铬化 铬化会便产品表面形成一层化学转化膜,膜层厚度在,这层转化膜吸附性好,主要作为涂装底层。外观
有金黄色,铝本色,绿色等。这种转化膜导电性能好,是电子产品的最好选项,如手机电池内导电条,磁电设备等。该膜层适合所有铝及铝合金产品。但该转化膜质软,不耐磨,因此不利于做产品外部件利用。 铬化工艺流程: 脱脂—>铝酸脱—>铬化—>包装—>入库 铬化适合于铝及铝合金,镁及镁合金产品。 品质要求: 1)颜色均匀,膜层细致,不可有碰伤,刮伤,用手触摸,不能有粗糙,掉灰等现象。 2 )膜层厚度。 —————— 第二节,阳极氧化 阳极氧化:可以使产品表面形成一层均匀,致密的氧化层,(Al2O3 。6H2O 俗名钢玉)这种膜能使产品的表面硬度达到(200-300HV),如果特种产品可以做硬质阳极氧化,产品表面硬度可达 400-1200HV,因而硬质阳极氧化是油缸,传动,不可缺的表面处理工艺。 另外这种产品耐磨性非常好,可做航空,航天相关产品的必用工艺。阳极氧化和硬质阳极氧化不同之处:阳极氧化可以着色,装饰性比硬质氧化要好的多。施工要点:阳极氧化对材质要求很严格,不同的材质表面有不同的装饰效果,常用的材质有6061,6063,7075,2024 等,其中,2024 相对效果要差一些,由
6061铝合金焊接变形的数值分析
NO.6,2004 山东机械 引言 为解决能源短缺、环境污染等问题,在汽车制造中采用铝合金轻量化已成为世界汽车工业的发展趋势。在国内,经济成本、铝合金的焊接变形大等因素制约了汽车的铝合金化发展。6061强化铝可广泛应用于汽车车体,与钢材相比较,6061强化铝合金热传导率、线性膨胀系数大,焊后易于软化,焊接变形大,给铝合金薄板的焊接变形数值分析带来一些难点。因此应进一步铝合金的焊接工艺及变形模拟的研究工作。 当前焊接变形数值模拟的方法主要有热弹塑性法及固有应变法,在热弹塑性方法模拟时,6061铝合金特殊的焊后软化特点会给模型的准确建立带来很大的困难。本文采用了热弹塑性方法对6061铝合金的焊接变形进行分析。关于热弹塑性分析和6061的软化现象已经有文献报道,但是迄今尚无把6061的软化现象引入到有限元分析之中的报道。本文用简化的模型在有限元分析中考虑了6061铝合金的软化现象,提高了数值分析的精度。 16061铝的软化现象 6061属于Al-Mg-Si系列铝合金,是一种可热处理强化的铝合金,依靠合金元素(如Mg、Mn、Si、Cu及Zn等)在a固溶体中形成的强化相在基体中的弥散分布来获得较高的强度,有时在合金系中添加少量的Cr、Ni、Ti等元素以获提高机械性能和细化晶粒,焊前一般为固溶处理加人工时效处理状态,焊后必然会产生软化现象,故焊后在试板上 6061铝合金焊接变形的数值分析 王宗茂1 王建平1 吴飞2 (1.济南锅炉集团有限公司;2.上海交通大学) 摘 要:本课题是上海汽车工业基金汽车轻量化研究工作的一部分。汽车轻量化对于节省能源、保护环境、提高安全都 有着重要的现实意义,而铝合金材料的应用则是解决该问题的有效途径之一。目前,国内在这一方面尚与先进国家存在较大差距,主要是由于铝合金结构在焊接工艺上存在较大问题。国内外相关文献主要集中在焊后组织及性能的模拟,本课题旨在对铝合金结构的焊接变形进行数值分析,为制定和优化焊接工艺提供必要的参考。 关键词:6061铝合金焊接变形焊后软化热弹塑性方法固有应变法 NumericalAnalysisonWeldingDeformationof6061AluminumAlloy WangZongmao1WangJianping1WuFei 2 (1.JinanBoilerGroupCo.,Ltd.2.ShanghaiJiaoTongUniversity) :Aluminumalloysareidealmaterialstomaketheautomobilelightenedinordertosavetheenergy andimprovethesafety.ButsomefactorspreventAluminumalloysfrombeingusedmorewildlyintheautomobileanditisanimportantonethatthesuitableweldingtechniqueisdifficulttofind.Thealuminumalloy’srigidityissmallerthanthesteel’s,anditwillbesoftenedinthewelding.Somorefactorsshouldbeconsideredandsomeconstraintsshouldbemodifiedinthesimulationofthealuminumalloywelding. :6061AluminumalloyWeldingdeformationWeldedsofteningHeatelastic-plasticInherent strain SHE JI YU ZHI ZAO 设计与制造 36--
运输管理学·案例分析&简答
案例分析1 通用汽车公司(General Motors)的运输业务外包 通用汽车公司通过采用业务外包策略,把运输和物流业务外包给里斯维(Leaseway Logistics)公司。里斯维公司负责通用汽车的零部件到31个北美组装厂的运输工作,通用汽车则集中力量于核心业务制造轿车和载货汽车上,始于1991年的合作节约了大约10%的运输成本,缩短了18%的运输时间,裁减了一些不必要的物流职能部门,减少了整条供应链的库存,并且在供应链运作中保持了高效的反映能力。理斯维在克力夫兰(Cleveland)设有一个分销中心处理交叉复杂的跟踪装运情况,并且根据实际需求实现JIT方式运输。理斯维的卫星系统可以保证运输线路的柔性化,迅速的调整运输线路的组合。 请结合以上案例,回答下列三个问题: (1)结合案例,谈谈如何理解第三方物流的作用。 (2)从通用汽车公司的业务外包模式看,请问:业务外包为什么能提高企业的核心竞争力? (3)从通用汽车公司运输外包业务获得启发,你认为业务外包策略有那些作用? 案例分析1参考答案: (1)第三方物流系统(TPL)是一种实现物流供应链集成的有效方法和策略,它通过协调企业之间的物流运输和提供后期服务,把企业的物流业务外包给专门的物流管理部门来承担,特别是一些特殊运输业务。 面向协调中心的第三方物流系统使供应商与需求双方都取消了各自的独立的库存,增加了供应链的敏捷性和协调性,并且能够大大改善供应链的用户服务水平和运作效率。 (2)供应链管理注重的是企业的核心竞争力,强调根据企业的自身特点专门从事某一领域、某一专门任务,在某一点形成自己的核心竞争力,这必然要求企业将其他非核心竞争力业务外包给其他企业。业务外包的理念是,如果这种活动不至于与客户分开。那末我们可以把它外包给世界上最好的专业公司去做,也就是把企业内部职能和资源集中在那些有核心竞争优势的活动上。 (3)外包业务是供应链环境下资源配置决策的增值决策过程,选择业务外包可以使企业能以更低的成本获得比自制更高价的资源,帮助企业降低成本、提高业务能力、改善质量、提高利润率等。 案例分析2 甲公司要从位于S市的工厂直接装运500台电视机送往位于T市的一个批发中心。 这批货物价值为150万元。T市的批发中心确定这批货物的标准运输时间为2.5天,如果超出标准时间,每台电视机的每天的机会成本是30元。 评价下列两个物流方案优劣。 (1)A公司是一家长途货物运输企业,可以按照优惠费率每公里0.05元/台来运送,装卸费每台0.10元。已知S市到T市的公路运输里程为1100公里,估计需要三天的时间才可运到(因为货物装卸也需要时间)。 (2)B公司是一家水运企业,可提供水陆联运的服务,即先用汽车从甲公司的仓库将货物运至S市的码头(20公里),再用船运至T市的码头(1200公里),然后再用汽车从码头运至批发中心(17公里)。由于中转的过程中需要多次装卸,因此整个运输时间大约为5天。询价后得知,陆运运费每公里0.05元/台,装卸费为每台0.10元,水运运费为每公里每百台0.6元。 案例分析2参考答案: 对于方案一:
铝及铝合金焊接工艺的研究
哈尔滨理工大学荣成学院专科生毕业设计 题目:铝及铝合金焊接工艺研究专业年级: 09焊接技术及自动化 学生姓名:金杰 学号:0930150223 指导教师:杨丽丽 哈尔滨理工大学荣成学院 完成时间:2012年6月25日
专科生毕业设计(论文)评语 学院:荣成学院专业:焊接技术及自动化任务起止时间:2012年5月13日至2012年6月25日 毕业设计(论文)题目: 铝及铝合金焊接工艺研究 指导教师对毕业设计(论文)的评语: 指导教师签名:指导教师职称: 评阅教师对毕业设计(论文)的评语: 评阅教师签名:评阅教师职称: 答辩委员会对毕业设计的评语: 答辩委员会评定,该生毕业设计(论文)成绩为: 答辩委员会主席签名:职称: 年月日
专科生毕业设计(论文)任务书 学生姓名:金杰学号:0930150223 学院:荣成学院专业:焊接技术及自动化 任务起止时间:2012年5月13日至2012年6月25日 毕业设计(论文)题目: 铝及铝合金焊接工艺研究 毕业设计工作内容: 铸钢是生产中常用的材料,但是由于其成分中含有杂质较多,铸造过程中冷却缓慢,使其组织粗大偏析比较严重给焊接带来困难.本文通过对ZG270-500及其焊接接头的常见缺陷进行分析,选用适当的焊接工艺参数进行焊接,并对焊后裂纹进行探伤及修补。 1、了解毕业设计的内容,查阅资料(5月13日—5月17日) 2、对铸钢的焊接性及焊接工艺进行分析,总结ZG270-500的焊接工艺及修补措施.撰写题纲(5月17日-5月19日) 3、撰写论文(5月20日-5月21日) 资料: 1.中国机械工程学会焊接学会.焊接手册(第一卷)焊接方法与设备【M】.北京:机械工业出版社,2001 2.美国焊接学会黄静文等[译].焊接手册(第二卷)焊接方法【M】.北京:机械工艺出版社(第七版).1988 3.关桥.刘方君.董春林.高能束流焊接技术的应用与发展趋势【C】.第九次全国焊接会议论文集.1999 4.李亚江.王娟.有色金属焊接及应用.北京:化学工艺出版社.2006 指导教师意见: 签名: 年月日系主任意见: 签名: 年月日
铝铝合金的焊接特点
铝及铝合金的焊接特点 (1)铝在空气中及焊接时极易氧化,生成的氧化铝(Al2O3)熔点高、非常稳定,不易去除。阻碍母材的熔化和熔合,氧化膜的比重大,不易浮出表面,易生成夹渣、未熔合、未焊透等缺欠。铝材的表面氧化膜和吸附大量的水分,易使焊缝产生气孔。焊接前应采用化学或机械方法进行严格表面清理,清除其表面氧化膜。在焊接过程加强保护,防止其氧化。钨极氩弧焊时,选用交流电源,通过“阴极清理”作用,去除氧化膜。气焊时,采用去除氧化膜的焊剂。在厚板焊接时,可加大焊接热量,例如,氦弧热量大,利用氦气或氩氦混合气体保护,或者采用大规范的熔化极气体保护焊,在直流正接情况下,可不需要“阴极清理”。 (2)铝及铝合金的热导率和比热容均约为碳素钢和低合金钢的两倍多。铝的热导率则是奥氏体不锈钢的十几倍。在焊接过程中,大量的热量能被迅速传导到基体金属内部,因而焊接铝及铝合金时,能量除消耗于熔化金属熔池外,还要有更多的热量无谓消耗于金属其他部位,这种无用能量的消耗要比钢的焊接更为显著,为了获得高质量的焊接接头,应当尽量采用能量集中、功率大的能源,有时也可采用预热等工艺措施。 (3)铝及铝合金的线膨胀系数约为碳素钢和低合金钢的两倍。铝凝固时的体积收缩率较大,焊件的变形和应力较大,因此,需采取预防焊接变形的措施。铝焊接熔池凝固时容易产生缩孔、缩松、热裂纹及较高的内应力。生产中可采用调整焊丝成分与焊接工艺的措施防止热裂纹的产生。在耐蚀性允许的情况下,可采用铝硅合金焊丝焊接除铝镁合金之外的铝合金。在铝硅合金中含硅0.5%时热裂倾向较大,随着硅含量增加,合金结晶温度范围变小,流动性显著提高,收缩率下降,热裂倾向也相应减小。
通用汽车公司的全球战 《案例分析》
案例分析:通用汽车公司的全球战略 通用汽车公司是世界上资格最老的跨国公司之一。该公司成立于1908年,并在20世纪20年代建立了首家国际企业。现在通用汽车公司已是世界上最大的工业公司与全系列汽车制造商,其2002年收入为1 860亿美元。该公司每年销售汽车850辆,其中320万辆汽车的生产与销售在其北美的基地之外。2002年,通用汽车公司在世界汽车市场所占的份额为15%。 过去通用汽车公司绝大多数的外国运营点都集中在西欧,当地的品牌诸如欧宝(Opel)Vauxhall、saab及Holden等,帮助公司在2002年获得了12%的市扬份额,仅次于福特汽车公司。虽然通用汽车公司早已进入了拉丁美洲与亚洲,但是,直至最近其销售在公司全部国际业务中仍只占相对的一小块。然而,通用汽车公司打算在今后几年中迅速改变上诉状况。它意识到,亚洲、拉丁美洲和东欧在21世纪初可能成为汽车工业的发展市场,在1997年,通用汽车公司已着手雄心勃勃的计划。它计划投资22亿美元,分别在阿根廷、波兰、中国和泰国建立四家新的制造厂。这一扩张行动使通用汽车公司在国际经营管理哲学上也发生了显著的变化。 过去,通用汽车公司把发展中国家看作倾销过时技术和老式车型的场所.例如,就在几年前,通用公司在巴西分厂辛辛苦苦制造的由美国设计的Chevy Chevettes轿车实际上在北美数年前就不生产了。通用汽车公司总部底特律的管理者们认为,这是公司对已投资的旧技术榨取最大现金流的一种方法。然而,发展中国家的通用汽车公司的经理们却把它当作公司的一种暗示,即总部认为发展中国家的经营业务是无足轻重的。在发展中国家的绝大多数经营业务都是由底特律的公司总部制定制造与营销计划,然后指示分部去贯彻执行,总部对分部发展自身的计划并不信赖。这一事实更加剧了上述的那种感受相反,通用汽车公司的欧洲经营部门却一贯在管理上保持一定的独立性.公司在各国的运营点通常能自行设计汽车和制造设备,并制定它们自已的营销战略.这种区域和国家的自治使通用汽车公司的欧洲运营点能严格按照当地用户的需要来设计和生产汽车.可是,它也导致了设计和制造部门昂贵的重复设置,及宝贵的技术技能和实践没能在各个子公司间分享.这样,通用汽车公司一方面对发展中国家的子公司控制过严,另一方面对欧洲的子公司的控制却过于宽松.其结果造成了公司国际经营整体战略上缺少一致性。自1997年起,通用汽车公司设法改变这一状况,正把它的以底特律为中心的世界观转变为以优势为中心的哲学,无论该优势位于公司全球业务点的何处.公司正努力开发这些核心优势,向其全球的各业务点提供最新的技术.在发展中国家建造的四家新的制造厂即是这一新思路的具体表现.每家工厂都是同样的,它们都吸纳了当前最新的技术,而且都不是美国人设计的,而是由一组巴西和德国的工程师共同设计的.通过建造相同的工厂,通用汽车公司将能模仿丰田公司,该公司的工厂是如此雷同,以至于在日本汽车的每一项改变都能迅速到在其世界各地的分厂复制。这些通用汽车的新厂仿照了欧宝子公司管辖的德国Eisenach工厂,通用汽车公司正是在Eisenach厂构想如何实施由丰田公司倡导的精益生产系统的。 该厂现在是欧洲效率最高的汽车制造企业,也是通用汽车公司中首屈一指的,其生产率至少是多数北美装配厂的两倍。每一家新厂都将生产最先进的汽车供当地消费。为了实现规模经济,通用汽车公司也设法设计与制造能共享全球技术平台的汽车。在德国、底特律、南美与澳大利亚的工程小组正在设计这些共同的汽车标准。地方工厂被允许对这些车的某些特征作适当的修改,以迎合本土用户的审美与偏好。同时,坚持一个共同的全球技术平台,使公司能以更大的产量来摊薄其设计成本,以及在制造共同的部件上实现规模经济。从而有助于通用汽车公司降低其总成本构成。这一努力的最初成果包括1998型凯迪拉克Seville
工艺技术要求七-汽车焊接通用技术规范
汽车焊接通用技术规范 一、焊接方法的应用 1. 点焊 1) 实现点焊的空间要求: n 焊接面尽可能是平面; n 有足够的焊钳进出零件的空间; n 能够实现点焊面与焊钳极臂垂直; n 有电极焊接时的运动空间; n 有足够的可视空间,至少能看见一个极臂与板件的接触点; n 零件不能与焊钳钳身、悬挂钢缆、焊钳转盘相干涉。 2) 板厚的要求 在产品设计过程中,多使用两层板点焊,减少三层板焊接,杜绝三层以上板件搭接点焊,对于点焊搭接料厚要求如下: ≥440MPa 高强度钢板以双面镀锌钢板计,超出以上范围的钢板搭接,要求采用固定点焊或弧焊连接实现。 3) 三层板点焊搭接顺序要求: 考虑到三层板点焊过程中焊核偏移对焊接质量的影响,在设计中尽量采用搭接形式1。 当镀锌刚板或高强刚板与低碳钢板混合焊接时,尽可能使镀锌钢板或高强钢板夹在低碳钢板之间,以增强可焊性,减少锌层对电极的污损和粘连。 4) 搭接料厚一致性建议 在同道工序,能够使用同一型号焊钳焊接的焊点,焊接料厚尽可能接近,以便于参数的统一。 5) 搭接宽度要求 搭接边大小应大于12mm ;料厚大于等于3mm 情况下,搭接边宽度应达到16mm ;料厚大于等于5mm 情况下,搭接边宽度应达到20mm ,焊接料厚越大,搭接宽度越宽。 6) 焊点间距要求 长、直焊缝焊点间距要求一般在50~80mm 之间,局部强度要求较低的位置,如车门外板加强板与门外板的搭接点焊,距离可增大至100mm ;螺母板及部分小件需要在较小的平面内达到连接强度要求,焊点可依实际情况增加,点距相应缩短。 7) 焊点排布要求 相同位置第一道焊点与第二道叠加的焊点在位置上要求尽可能均匀交错,避免在同一位置、或距离较近位置第一道、第二道焊点叠加,影响焊接强度。弧焊亦如此。 搭接形式 材料 单层料厚要求 合计料厚要求 全为镀锌钢板 较薄板在1.8mm 以内 两层板搭接 全为低碳钢板 较薄板在2.0mm 以内 全为镀锌钢板 较厚板在2.0mm 以内 3.6mm 以内 三层板搭接 全为低碳钢板 较厚板在3.0mm 以内 5.4mm 以内 三层以上搭接 不允许
【CN109967869A】一种6061铝合金薄板脉冲激光叠焊工艺方法【专利】
(19)中华人民共和国国家知识产权局 (12)发明专利申请 (10)申请公布号 (43)申请公布日 (21)申请号 201910274668.8 (22)申请日 2019.04.08 (71)申请人 上海工程技术大学 地址 201620 上海市松江区龙腾路333号 (72)发明人 张培磊 吴希 何珊珊 李绍伟 卢庆华 闫华 于治水 (74)专利代理机构 上海伯瑞杰知识产权代理有 限公司 31227 代理人 王一琦 (51)Int.Cl. B23K 26/12(2014.01) B23K 26/21(2014.01) B23K 26/60(2014.01) B23K 26/70(2014.01) (54)发明名称 一种6061铝合金薄板脉冲激光叠焊工艺方 法 (57)摘要 本发明涉及铝合金薄板激光焊接技术领域 的一种6061铝合金薄板脉冲激光叠焊工艺方法, 在合适的工艺参数下能够实现薄板铝合金的叠 焊,避免了较大热影响区以及激光焊接时气孔的 产生,获得的叠焊工件强度较高。在采用脉冲激 光焊接同时在一定角度通入保护气体,保护气气 流方向与焊接方向相匹配,降低了铝合金熔池氧 化;通过调整工艺参数减少了焊接时熔池金属的 飞溅。权利要求书1页 说明书4页 附图3页CN 109967869 A 2019.07.05 C N 109967869 A
权 利 要 求 书1/1页CN 109967869 A 1.一种6061铝合金薄板脉冲激光叠焊工艺方法,其特征在于,包括如下步骤: 1)焊前准备步骤:取两块厚度均为1mm的铝合金板(1),将其中一块铝合金板(1)的上板面作为焊接面(2),采用砂纸打磨焊接面(2),使得焊接面(2)处于平整状态,打磨完成后清理焊接面(2)的待焊区域(3)以及两块铝合金板(1)的相对面,用丙酮或酒精将焊接面(2)上的待焊区域(3)彻底擦拭干净,然后等丙酮或酒精完全挥发使得上述的待焊区域(3)处于干燥状态,上述焊接面(2)上的待焊区域(3)为焊缝的覆盖区域,上述焊接面(2)上的待焊区域(3)是宽度为1mm的、焊接时被焊缝覆盖的长条状平面; 2)装夹步骤:将两块铝合金板(1)上下叠加放置并形成矩形的叠加区域,并用夹具同时夹住两块铝合金板(1),两块铝合金板(1)叠加区域的宽度控制在30-40mm,上述待焊区域(3)的长度方向平行于叠加区域的长度方向; 3)焊接步骤:调整激光焊接的工艺参数,使得功率2.6~2.8W,焊接速度5~8mm/s,激光脉冲持续时间10~13ms、频率9~16Hz,保护气喷气装置(5)输出的保护气体为99.9%的氩气,保护气体流量15~20L/min,其中,焊接方向以待焊区域(3)的长度方向为准,以焊接前进方向为准保护气喷气装置(5)的出气端在激光焊机(4)焊接端后面2~3mm的位置,保护气体的喷射方向线与焊接面(2)形成30度的夹角,调整完毕后用激光焊机(4)对装夹完成的两块铝合金板(1)进行焊接,焊接时激光束与焊接面(2)形成的夹角为90度; 4)焊后检测与分析步骤:焊后对焊缝的外观进行目测检验,对焊接接头进行力学性能检测,采用XRD对金属间化合物进行成分分析。 2.根据权利要求1所述的一种6061铝合金薄板脉冲激光叠焊工艺方法,其特征在于:两块铝合金板(1)的相对面之间的间隙不大于0.1mm。 3.根据权利要求1所述的一种6061铝合金薄板脉冲激光叠焊工艺方法,其特征在于:在焊接步骤中激光焊接的脉冲激光离焦量为0mm。 4.根据权利要求1所述的一种6061铝合金薄板脉冲激光叠焊工艺方法,其特征在于:在焊前准备步骤中打磨焊接面(2)时,先用粗砂纸打磨焊接面(2),然后再用细砂纸打磨焊接面(2)。 5.根据权利要求4所述的一种6061铝合金薄板脉冲激光叠焊工艺方法,其特征在于:上述粗砂纸选为800目的规格,细砂纸选为2000目的规格。 2
铝与铝合金的焊接方法
铝合金焊接的几种先进工艺:搅拌摩擦焊、激光焊、激光- 电弧复合焊、电子束焊。针对于焊接性不好和曾认为不可焊接的合金提出了有效的解决方法,几种工艺均具有优越性,并可对厚板铝合金进行焊接。 关键词:铝合金搅拌摩擦焊激光焊激光- 电弧复合焊电子束焊 1 铝合金焊接的特点 铝合金由于重量轻、比强度高、耐腐蚀性能好、无磁性、成形性好及低温性能好等特点而被广泛地应用于各种焊接结构产品中,采用铝合金代替钢板材料焊接,结构重量可减轻50 %以上。 铝合金焊接有几大难点: ①铝合金焊接接头软化严重,强度系数低,这也是阻碍铝合金应用的最大障碍; ②铝合金表面易产生难熔的氧化膜(Al2O3 其熔点为2060 ℃) ,这就需要采用大功率密度的焊接工艺; ③铝合金焊接容易产生气孔; ④铝合金焊接易产生热裂纹; ⑤线膨胀系数大,易产生焊接变形; ⑥铝合金热导率大(约为钢的4 倍) ,相同焊接速度下,热输入要比焊接钢材大2~4 倍。 因此,铝合金的焊接要求采用能量密度大、焊接热输入小、焊接速度高的高效焊接方法。 2 铝合金的先进焊接工艺 针对铝合金焊接的难点,近些年来提出了几种新工艺,在交通、航天、航空等行业得到了一定应用,几种新工艺可以很好地解决铝合金焊接的难点,焊后接头性能良好,并可以对以前焊接性不好或不可焊的铝合金进行焊接。 2. 1 铝合金的搅拌摩擦焊接 搅拌摩擦焊FSW( Friction Stir Welding) 是由英国焊接研究所TWI ( The Welding Institute) 1991 年提出的新的固态塑性连接工艺[1~2 ] 。图1为搅拌摩擦焊接示意图[3 ] 。其工作原理是用一种特殊形式的搅拌头插入工件待焊部位,通过搅拌头高速旋转与工件间的搅拌摩擦,摩擦产生热使该部位金属处于热塑性状态,并在搅拌头的压力作用下从其前端向后部塑性流动,从而使焊件压焊在一起。图2 为搅拌摩擦焊接过程[4 ] 。由于搅拌摩擦焊过程中不存在金属的熔化,是一种固态连接过程,故焊接时不存在熔焊的各种缺陷,可以焊接用熔焊方法难以焊接的有色金属材料,如铝及高强铝合金、铜合金、钛合金以及异种材料、复合材料焊接等。目前搅拌摩擦焊在铝合金的焊接方面研究应用较多。已经成功地进行了搅拌摩擦焊接的铝合金包括2000 系列(Al- Cu) 、5000 系列(Al - Mg) 、6000 系列(Al - Mg - Si) 、7000 系列(Al - Zn) 、8000 系列(Al - Li) 等。国外已经.进入工业化生产阶段,在挪威已经应用此技术焊接快艇上长为20 m 的结构件,美国洛克希德·马丁航空航天公司用该项技术焊接了铝合金储存液氧的低温容器火箭结构件。 铝合金搅拌摩擦焊焊缝是经过塑性变形和动态再结晶而形成,焊缝区晶粒细化,无熔焊的树枝晶,组织细密,热影响区较熔化焊时窄,无合金元素烧损、裂纹和气孔等缺陷,综合性能良好。与传统熔焊方法相比,它无飞溅、烟尘,不需要添加焊丝和保护气体,接头性能良好。由于是固相焊接工艺,加热温度低,焊接热影响区显微组织变化小,如亚稳定相基本保持不变,这对于热处理强化铝合金及沉淀强化铝合金非常有利。焊后的残余应力和变形非常小,对于薄板铝合金焊后基本不变形。与普通摩擦焊相比,它可不受轴类零件的限制,可焊接直焊缝、角焊缝。传统焊接工艺焊接铝合金要求对表面进行去除氧化膜,并在48 h 内进行加工,而搅拌摩擦焊工艺只要在焊前去除油污即可,并对装配要求不高。并且搅拌摩擦焊比熔化焊节省能源、污染小。 搅拌摩擦焊铝合金也存在一定的缺点:
通用汽车公司还能做出变革吗
11级软服3班姓名:林聪颖学号:1107132328 通用汽车公司还能做出变革吗? 通用汽车公司是世界上第五大企业,现在它深陷困境。几十年来,通用汽车公司一直是世界上最大的汽车企业。但2006年以后不再是了。通用汽车2006年的产量是880万辆,而丰田的产量可能达到900万辆。这是74年以来通用汽车第一次丢掉冠军的宝座。困境的背后是缺乏变革的能力。公司目前的困难包括: ●未能开发出创新的产品。通用汽车的战略是在多个品牌间 复制一项成功的设计,也称“反得贴牌”。这种做法可以降低成本,但也会压制创新。购买者会在通用自己的品牌间流动,造成自相残杀。 ●未能开发出具有便于性吸引力的产品。通用汽车的设计战 略是专注于美国消费者,而其他地区的消费可能有不同的要求。通过汽车通常会购买一家本地的汽车企业作为跳板进入外国市场。但是,新的品牌很快进入了复制模式,变得标准化。 ●未能保持独特的品牌。汽车购买者反复购买同一品牌是希 望降低购买大件时的风险。而通用的“反复贴牌”战略导致品牌间的相似,失去了独有的特性。2004年,因为销量太少,通用汽车不得不放弃奥尔兹莫比尔的生产,这是美国最老的汽车品牌。 ●未能预见消费者的偏好。通用汽车在20世纪70年代开发 省油车时动作缓慢。到了80年代,通用汽车的质量比不过日本车。今天,通用汽车在小型、便宜的车型开发方面落后,它的设计陈旧,而且在省油的混合动力车开发上同样落后。一位产业观察员说:“他们需要强有力的和脑筋能够转变的人才,但他们没有。” ●未能建立良好的劳工关系。通用汽车的工人在汽车工人联
合会的组织下反对关闭工厂、减少福利和增加自动化。罢工经常发生,从1993年至1998年间共发生了16次。过去为了满足工人而提供的高工资和高福利今天成为沉重的负担。通用汽车现在每年在医疗保健方面的开支是57亿美元,平均每辆车要分摊1300美元。 这些问题总是要解决的,但是,利益相关者对变革的抵制也是很明显的。消费者刚才外国汽车,他们认为通用汽车的产品外形过时、性能不佳、品质低劣。通用汽车近来改善了品质,而消费者已经形成了对进口品牌的忠诚。通用汽车为了促进销售而向购买产品的顾客提供的奖励在2005年高达每辆车4000美元,而丰田只有1000美元。奖励的代价高,效果却并不好。2005年,通用汽车的销售下降了5%,而丰田却上升了10%。 通用汽车公司的工人拒绝变革。到2008年,通用汽车将削减3万个工人岗位,关闭十几家工厂。留下来的工人必须接受低工资和福利降低。2006年5月,通用汽车的工人再次罢工。管理者也感受到变革的痛苦。CEO瓦格纳的报酬降低了一半,为510万美元。2005年所有的高层管理者都没有得到奖金。 经销商抵制变革。通用汽车销售的汽车数量是丰田的两倍,但经销商的数目却是丰田的5倍。公司关闭一些经销店以减少成本,但是许多由家庭经营的经销商拒绝出售。连董事也开始退出,2005年宝洁公司的CEO雷富礼辞去通用汽车公司的董事职务。 股东们低制通用汽车的变革。通用汽车公司提供将股利减少50%。这一举措能够满足汽车工人联合会的愿望,因为这表明所有的利益相关人都在做出牺牲。但是,这样做所节省的只有区区5亿美元,与通用汽车的费用相比只占很小一部分。 所有这些抵制的结果导致了士气低落、顾客不满和高昂的成本。各方面的变革进展迟缓,外部人士担心通用汽车公
汽车制造中的焊接工艺..
汽车制造中的焊接工艺 汽车制造四大工艺中,焊装尤其重要,而在焊装的前期规划中,车身焊接夹具的设计又是关键环节。工装夹具的设计是一门经验性很强的综合性技术,在设计时首先应考虑的是生产纲领,同时还必须熟悉产品结构,了解钣金件变形特点,把握零部件装配精度及容差分配,通晓工艺要求。只有做到这些,才能对焊接夹具进行全方位的设计,满足生产制造要求。汽车焊接生产线也是是汽车制造中的关键,焊接生产线中的各种工装夹具又是焊装线的重中之重,焊接夹具的设计则是前提和基础。设计工装夹具时,不仅要考虑生产纲领,还必须要熟悉产品结构,了解钣金件变形特点,通晓工艺要求等诸多内容。 生产纲领即合格产品的年产量,它决定了焊接夹具的自动化水平及焊接工位的配置,是通过生产节拍体现的,是焊接夹具设计首先应考虑的问题。生产节拍由夹具动作时间、装配时间、焊接时间、搬运时间等组成。夹具动作时间主要取决于夹具的自动化程度;装配时间主要取决于冲压件精度、工序件精度、操作者的熟练程度;焊接时间主要取决于焊接工艺水平、焊接设备的自动化程度、焊钳选型的合理化程度等;搬运时间主要取决于搬运的自动化程度、物流的合理化程度及生产现场管理水平等。只要把握以上几点,就能合理地解决焊接夹具的自动化水平与制造成本的矛盾。 汽车车身的结构特点与焊接的关系 汽车车身一般由外覆盖件、内覆盖件和骨架件组成,覆盖件的钢板厚度一般为0.8~1.2mm,有的车型外覆盖件钣金厚度仅有0.6mm、0.7mm,骨架件的钢板厚度多为1.2~2.5mm,也就是说它们大都为薄板件。对焊接夹具设计来说,应考虑如下特点: 1. 刚性差、易变形 经过成型的薄板冲压件有一定的刚性,但与机械加工件相比,刚性要差得多,而且单个大型冲压件容易变形,只有焊接成车身壳体后,才具有较强的刚性。以轿车车身大侧围外板为例,一
铝及铝合金焊接
铝及铝合金的焊接
铝及铝合金是工业中应用最广泛的一类有色金属结构材料,在航空、航天、汽车、机械制造、船舶及化学工业中已大量应用。随着近年来科学技术以及工业经济的飞速发展,对铝合金焊接结构件的需求日益增多,使铝合金的焊接性研究也随之深入。铝合金的广泛应用促进了铝合金焊接技术的发展,同时焊接技术的发展又拓展了铝合金的应用领域,因此铝合金的焊接技术正成为研究的热点之一。 有色金属non-ferrous metal,狭义的有色金属又称为非铁金属,是铁、锰、铬以外的所有金属的统称。广义的有色金属还包括有色合金。有色合金是以一种有色金属为基体(通常大于50%),加入一种或几种其他元素而构成的合金。随着科学技术的发展,有色金属的应用日趋广泛。虽然有色金属只占金属总量的5%左右,但有色金属在工程应用中的重要作用确实钢铁或其他材料无法代替的。有色金属具有特殊的性能,比常规钢铁材料的焊接更复杂,这给焊接工作带来很大的困难。 铝合金是工业中应用最广泛的一类有色金属结构材料,在航空、航天、汽车、机械制造、船舶及化学工业中已大量应用。随着近年来科学技术以及工业经济的飞速发展,对铝合金焊接结构件的需求日益增多,使铝合金的焊接性研究也随之深入。铝合金的广泛应用促进了铝合金焊接技术的发展,同时焊接技术的发展又拓展了铝合金的应用领域,因此铝合金的焊接技术正成为研究的热点之一。 什么是金属盒非金属,什么是黑色金属和有色金属,什么事合什么是金属盒非金属,什么是黑色金属和有色金属,金?目前,已知的的化学元素有118 种,其中自然界只存在92 种,科学家成功研制出并已经得到承认和命名的元素有18 种,有8 种元素没有得到承认和命名。人们通常把这些元素分成金属和非金属两大类。从物理性能上来看,具有导电性、导热性、可塑性以及特殊光泽的元素叫金属,反之是非金属。常见的金属有铁、铝、铜、镁、锌等。在非金属中,常温下呈气态的有氢、氧、氩等;常温下呈液态的有溴;常温下呈固态的有碳、硼等。 金属又可分为黑色金属和有色金属两大类。黑色金属通常是指铁、铬、锰和铁基合金,其他的金属合金称为有色金属。 合金是有两种或两种以上的金属元素与非金属元素所组合成的具有合金性质的物质。3A21 就是由铝和锰组成的以铝为基的合金。 有色金属的分类有色金属按其性质、用途、产量及其在地壳中的储量状况一般分为有色轻金属、有色重金属、贵金属、稀有金属和半金属五大类。在稀有金属中,根据其物理化学性质、原料的共生关系、生产工艺流程等特点,又分稀有轻金属、稀有重金属、稀有难熔金属、稀散金属、稀土金属、稀有放射性金属。
案例:通用汽车公司收购费雪车身制造公司p
通用汽车公司收购费雪车身制造公司的案例分析 罗纳尔多 H. 科斯 一、流行观点 关于导致费雪车身制造公司被通用汽车公司收购事件的流行观点认为,曾与通用签订向其提供车身的十年有效期合同的费雪公司通过采用低效率的生产安排(这种安排通过高于成本定价使得费雪公司利润增加)、并拒绝将其工厂迁至通用公司的装配工厂附近等方式而向通用汽车公司索要高价(hold up)。如此让通用公司“忍无可忍”的局面最终导致了通用公司收购费雪的结局。这个一致同意的观点源于大家都普遍接受一个的理由。这个理由曾在由Benjamin Klein、Robert G. Crawford及Armen A. Alchian合着的一篇文章中谈到过,并在Klein的随后几篇文章中得以详细阐述。1最终,费雪-通用收购案例一直被 ?在1997年召开的新制度经济学国际学会的一次会议上,我宣称我认为人们通常接受的对于通用收购费雪事件的原因分析是错误的,为此我还专门写了一篇论文。这使得我才知道Robert Freeland也已经写过一篇关于通用收购费雪案例的论文了。Freeland讨论的范围比我要广。我仅仅局限于讨论为什么费雪在被收购之前就向通用索要高价。如果在我们的论文中有什么重叠的地方,则说明我们对这件事情的看法没有什么实质性的差别。这个方法对于由Ramon Casadesus-Masanell和Daniel F. Spulber单独写就的论文来说同样适用,他们在论文中详细分析了通用汽车公司与费雪车身制造公司之间的关系。 1见Benjamin Klein, Robert G. Crawford, Armen A. Alchian,纵向专业化,适当租金,以及竞争的订约过程(“Vertical Integration, Appropriable Rents, and the Competitive contracting Process”),《法律与经济》,1978,,;Benjamin Klein,作为组
汽车电工常用工具及焊接技术
汽车电工常用工具及焊接技术 一、汽车常用检测设备与基本测量技术 1.汽车专用试电笔 汽车专用试电笔是专为汽车维修电 工设计的一种检测仪,利用它不仅可以测 试汽车电路,而且可以直接从电笔的灯光 指示上判断发电机及调节器的工作是否正 常。 汽车专用试电笔分A型和B型两 种,A型适用于12V汽车,B型适用于 24V汽车,使用时,将电笔负极用鳄鱼夹 与搭铁可靠的相接,而将电笔头逐次碰触 被测点,这时电笔上的两只双色发光二极 管V1和可组合指示6种颜色,分别对应6 种不同的电压。各种颜色对应的电压值不同。 汽车专用试电笔 2.测试灯 测试灯主要用于汽车线路故障的检查,根据灯的亮熄及明暗程度可判断线路有无断路、短路和搭铁故障以及被测线路的电压大小。测试灯有无源测试灯和有源测试灯两种。 (1)12V无源测试灯 它由12V/2W -20W灯泡、导线和各种型号的探针组成,可用来检查电源电路各线端是否有电。检查时,将12V测试灯鳄鱼夹搭铁,另一端接电器部件电源接头,若灯亮说明电器部件的电源电路无故障;如果灯不亮,应该顺着电流的方向依次找到第二检测点、第三检测点……直到灯亮为止,则电路故障点可判断在最后两个测试点之问的线路或电器部件上。 (2) 12V有源测试灯 跨接线实际就是一段多股导线,两端分别接有鳄鱼夹或不同形式的插头。跨接线可用来替代被怀疑有断路故障的导线,也可以在不需要某部件的功能时,用跨接线将其短路,以检查部件的工作情况。此外在汽车电控系统的故障白诊断中,常常需要用专门的跨接线跨接在专用检测接口内规定的插座或插头上,以完成调取故障码的作业,使检修人员能顺利地进行故障白诊断。 3.万用表
通用汽车公司案例
结合以上案例,请回答: 1、结合案例谈谈如何理解第三方物流的作用 2、从通用汽车的运输业务外包模式谈谈业务外包为什么能够提高企业的核心竞争力? 3、从通用公司的运输业务外包获得启发你认为业务外包策略有哪些作用? 1、第三方物流的作用 在竞争激烈的市场上,降低成本、提高利润率往往是企业追求的首选目标。这也是物流在20世纪70年代石油危机之后其成本价值被挖掘出来作为"第三利润源"受到普遍重视的原因。物流成本通常被认为是企业经营中较高的成本之一,控制物流成本,就等于控制了总成本。我们从以下几个方面来分析它的作用 (1)集中主业,企业能够实现资源优化配置,将有限的人力、财务集中于核心业务,进行重点研究,发展基本技术,努力开发出新产品参与世界竞争。 (2)节省费用,减少资本积压。专业的第三方物流提供者利用规模生产的专业优势和成本优势,通过提高各环节能力的利用率节省费用,使企业能从分离费用结构中获益。根据对工业用车的调查结果,企业解散自有车队而代之以公共运输服务的主要原因就是为了减少固定费用,这不仅可以节省购买车辆的投资,还节省了车间仓库、发货设施、包装器械以及与员工相关的开支。 (3)减少库存。企业不能承担原料和库存的无限拉长,尤其是高价值的部件要补及时送往装配点以保证库存的最小量。第三方物流提供者借助精心策划的物流计划和适时运送手段,最大限度的养活库存,改善了企业的现金流量,实现成本优势 (4)简化交易。很明显,第三方物流的存在大大简化了交易结构和过程。 (5)降低成本,提高效率。第三方物流不仅可以提供更专业的服务,还可以实现规模经济所带来的低成本和高效率。 (6)提高服务水平。第三方物流可以更好地满足消费者的需求,减少缺货概率,与营销有效配合,提供更加专业化的物流服务。 2、提升企业形象 第三方物流提供者与顾客,不是竞争对手,而是战略伙伴,他们为顾客着想,通过全球性的信息网络使顾客的供应链管理完全透明化,顾客随时可通过INTERNET了解供应链的情况;第三方物流提供者是物流专家,他们利用完备的设施和训练有素的员工对整个供应链实现完全的控制,减少物流的复杂性;他们通过遍布全球的运送网络和服务提供者(分承包方)大大缩短了交货期,帮助顾客改进服务,树立自己的品牌形象。第三方物流提供者通过"量体裁衣"式的设计,制订出以顾客为导向、低成本高效率的物流方案,为企业在竞争中取胜创造于有利条件。 3.业务外包策略的作用 业务外包是近几年发展起来的一种新的经营策略。即企业把内部业务的一部分承包给外部专门机构。其实质是企业重新定位,重新配置企业的各种资源,将资源集中于最能反映企业相对优势的领域,塑造和发挥企业自已独特的、难以被其他企业模仿或替代的核心业务,构筑自已竟争优势,获得使企业持续发展的能力。 业务外包因能促进企业集中有限的资源和能力,专注于自身核心业务,创建和保持长期竟争优势,并能达到降低成本,保证质量的目的,所以在市场经济竟争中这种业务外包的新型经营模式日益受到企业瞩目。
汽车行业焊接技术现状
汽车行业焊接技术现状 汽车工业中,焊接是汽车零部件与车身制造中的一个关键环节,起着承上启下的作用,同时,汽车产品的车型众多、成型结构复杂、零部件生产专业化、标准化以及汽车制造在质量、效率和成本等方面的综合要求,都决定了汽车焊接加工是一个多学科、跨领域和技术集成性强的生产过程。在目前汽车零部件及白车身的制造中,主要的焊接方法有电阻点焊、CO2气体保护焊和激光焊,另外也有采用氩弧焊、电阻束焊等。 汽车行业焊接技术现状 1.弧焊技术 在汽车行业内,除了电阻焊焊接方式,另一项最主要的焊接方式就是弧焊焊接方式,随着近些年的发展,https://www.wendangku.net/doc/2a1393888.html,弧焊焊接方式在汽车企业内全面应用,遍地开花,以我厂为例,传统手工电弧焊已经被取缔,全部实现了CO2焊接的方式,在轿车企业,已大量采用MIG/MAG焊接方式。 弧焊技术随着电力、电子元器件和计算机技术的发展而迅速提高,经过这些年的发展,深圳市星鸿艺激光科技有限公司专业生产激光打标机,激光焊接机,深圳激光打标机,东莞激光打标机从原先的旋转式直流焊机发展到二极管整流焊机、晶闸管(可控硅)整流焊机、晶体管整流焊机、逆变式焊机,一直到现在的全数字化的逆变式焊机,而目前在国内拥有自主知识产权的焊机仅为晶闸管(可控硅)整流焊机和仅有简单功能的逆变式焊机,也是国内厂家应用的比较多的焊机。而全数字化逆变焊机、双丝脉冲技术、具有CMT功能的技术都掌握在国外厂家手中,这些技术和设备显然会给我们的焊接质量带来显着的提升,但由于它的成本较高,应用起来会需要一定的时间。 在未来几年内,手工电弧焊焊接方式将会在我们的生产当中消失,而只作为修补和修理用,逆变焊机会越来越多的应用到焊接生产当中,除了合资企业,部分国内企业也会尝试应用新的弧焊方式,如:数字化焊机、脉冲焊机等等,除了CO2焊接方式,也会尝试较多的应用MIG/MAG焊接方式,以提高弧焊的焊接质量。 2.中频焊接技术 近年来,国外部分生产汽车批量大的企业已将中频焊接技术应用于轿车白车身焊装线。在欧洲,中频点焊机器人使用量已占40%,并扩大到铝合金轿车车身的点焊作业。我们身边的合资企业如一汽大众,大量使用中频焊接设备。 由于中频逆变焊机具有高效节能优点,在全球提倡节能环保低碳生活的今天,在汽车制造业中应积极采用中频焊接技术。