三轴机械手系统使用手册

三轴机械手系统使用说明书
系统由台达PLC(40EH)加步科7寸触摸屏组成,系统有2轴,3轴,4轴控制系统。该系统运动指令只有直线功能,可实现机械手的各种点位控制。以下是3轴系统的详细操作说明。
权限分3级,0级可以进入点动,自动页面,进行操作。不需密码
1级可以对应用程式进行编程,设定。密码123456
2级对设备的系统参数进行调试。密码701011
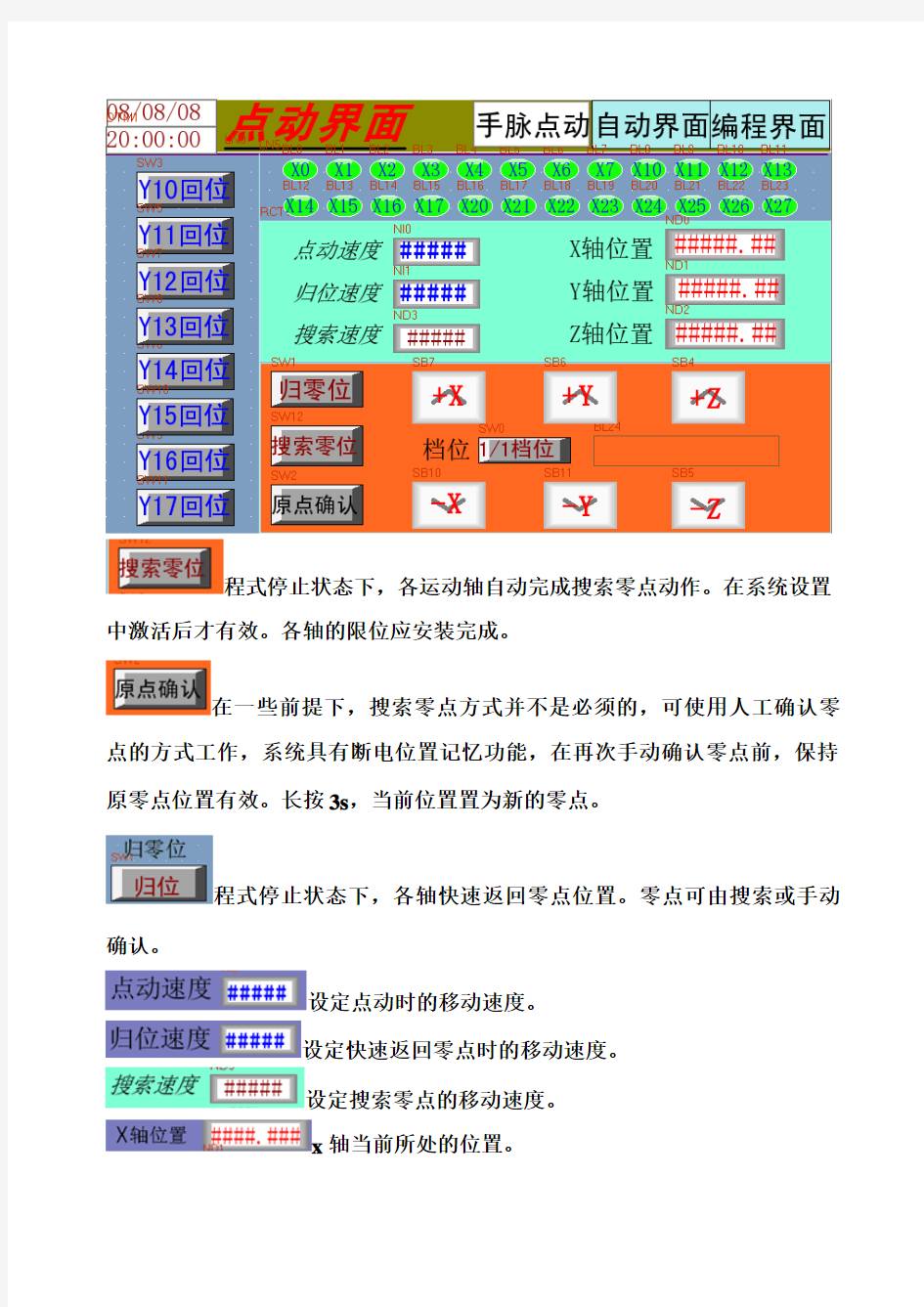
程式停止状态下,各运动轴自动完成搜索零点动作。在系统设置中激活后才有效。各轴的限位应安装完成。
在一些前提下,搜索零点方式并不是必须的,可使用人工确认零点的方式工作,系统具有断电位置记忆功能,在再次手动确认零点前,保持原零点位置有效。长按3s,当前位置置为新的零点。
程式停止状态下,各轴快速返回零点位置。零点可由搜索或手动确认。
设定点动时的移动速度。
设定快速返回零点时的移动速度。
设定搜索零点的移动速度。
x轴当前所处的位置。
y轴当前所处的位置。
Z轴当前所处的位置。
输出端口y10点动试动作按钮,其它相同。
指示相应输入x端口的状态。
点动运动轴时快速选择慢速移动。
x轴双向点动操作按钮
y轴双向点动操作按钮
z轴双向点动操作按钮
进入手脉点动页面按钮,在系统设置中激活后才有效。
进入编写程式页面按钮
进入自动操作页面按钮
手脉操作选择手脉每一格对应的脉冲数
被锁定,不能操作,只有手脉操作有效。
其它同前说明。
系统设定登录等级密码701011
进入对刀示教界面。示教方式有按钮操作示教,手脉示教两种。
进入示教点教导界面。示教方式有按钮操作示教,手脉示教两种。
选择编写、查询的程式序号,主程0---4个,子程10—19个。
对程序行进行翻页操作。
指示当前的状态,人工可以在查询,编程两种状态切换。查询中不能修改程式,只有进入编程状态,才可修改程式。
可编写的程序步。按提示编写。
指令说明见后。
在当前行处直接插入一步。
删除当前步。
指令区,选择相应的指令。在主程编写时,指令全可以使用,进入子程编写时,5类运动指令不能使用,只能编写动作程式。
对刀界面用于编程时,换刀指令中对刀架位置进行示教。
选择教导对应的刀架。
教导位置确认无误按完成按钮,绿灯变红,对刀位置完成保存。
用于设定示教位置后,长按3s后,三轴同动移动到设定的位置。
偏移表中偏移的点以绝对示教的数据来保存。偏移指令执行时,以程式运行当前的刀架为目标,对该刀架的偏移累计进行计算。通过当前偏移点的数据与对刀累计位的偏差来保存。换刀时所移动到的位置就是偏移示教的位置。
示教过程与对刀示教一致,但其保存的示教位置不能进行修补,偏移。
共可保存60点数据。
进入修补界面,换刀的目标位置进行修补。
进入偏移累计清除和查询。
自动加工时指定起始的程式号,可选择0---4个。修改程式序号后,必须按归零位完成归位后,程式序号才有效。
程式运行的当前程式号和对应步,对应编程的步骤。
选择程式运行的方式。单步:表示启动按钮按一次,程式运行一步后停止。单次,表示启动按钮按一次,程式运行一遍后回位停止。连续:表示启动按
钮按一次,程式按程式运行完成,回位后又重新启动运行
但受产量控制,当产量=设定产量时停止加工或急停按钮停车。
连续时产量控制设定与控制。
当前位置。
当前运行步的程式和下一步的程式内容。
自动运行时的移动速度系数,=100时,速度按设定的实际值运行。
按钮,以归位的速度回到(0,0,0)处。Z轴先回位,x,y轴再同时回位。
按钮,按下按钮,运行完当前步暂停。再弹起按钮,可继续运行后续程式。
按钮,等同启动按钮,开启程式运行。
按钮,等同急停按钮。停车。
选择修补对刀位对应的程式号。只能在自动界面选取。
选择刀架号,针对需要修补刀号,选择。当前:表示
前一,指示前一个刀架,后一:指示后一个刀架。
对刀教导的位置。
示教时保存示教的对刀位,修补后累计,记录换刀时的换刀最终位置。
修补量的输入。
输入修补的量,确认后,直接修改换刀的位置,记录在补刀累计。
查看换刀位置的修改情况,并手动可清除偏移的累计量。归位完成可清除累计。
选择查看刀架对应的程式号。只能在自动界面选取。
选择刀架号,针对需要修补刀号,选择。当前:表示
前一,指示前一个刀架,后一:指示后一个刀架。
对刀教导的位置。
示教时保存对刀位,实际位置根据需要修补后的换刀位置记录,记录换刀时的换刀最终位置。
偏移的累计量。在程式运行中执行偏移指令,矩阵指令会修改偏移累计。其通过换刀指令的运动,修改换刀的最终移动位置实现偏移
和矩阵控制。
清除偏移累计量,确认后,偏移指令,矩阵指令均从起始点从新开始。
系统设定登录等级密码701011
X轴的传动系数。用于设定尺寸与实际移动尺寸相一致。
Y轴的传动系数。用于设定尺寸与实际移动尺寸相一致。
Z轴的传动系数。用于设定尺寸与实际移动尺寸相一致。
搜索零点时的位置,同时也确定为该轴运动时的负向软限位值
设定该轴正向运动时最大的行程。为正向软限位。没说明的参照其它说明。
系统使用日期限定。
由确定零点,该零点会一直保持,直到再次指定新的零点。零点确认通过长按
为简化系统手脉可以关闭,关闭时,点动操作各轴只能使用屏上按钮点动。手脉操作
界面均不可见。
选择急停按钮按下时对输出端口的动作。在某些工况中,急停时需要保持输出状态。例,数控夹头中工件不
能松开等。
点位控制的实现
矩阵料盘的编程实现:
示教矩阵料盘的起点,保存在刀架0#---9#号的对刀位置。通过修补该起点尺寸,整体移动料盘的割矩阵点位置。
例程:0 换刀速度1#刀架1#使用的偏移累计指定
1 矩阵0X轴步数间距
2 矩阵1Y轴步数间距
3 调子程10 在矩阵料盘各点的动作程式
4 计数器2# 设定次数控制次数
5 跳转计数器2没完成0 控制矩阵各点动作完成
6 结束
工件任意尺寸点孔
例程:0 换位速度2#刀架2#偏移累计
1 偏移1# 1 0 指定偏移表
偏移累计(=表项+偏移累计)偏移表存相对于前一点的偏差量。
2 跳转401 -1 0 偏移表1#偏移结束
3 结束
车床矩阵料盘上料机械手三轴
资源:夹紧缸1 y11 信号x20 夹紧缸2 y12 信号x21 转缸y13 信号x22 x23 夹头缸y14 信号x24 车床启动y17 完成x17
开机条件:车床夹头中夹持一个加工后的成品。
取原料1#刀架
0 换位3000 1 2 以3000速度快速移动到1#刀架示教位,其偏移累计来源与
2#刀架的偏移累计。
1 直线z 3000 50.00 0 z轴以速度3000移动50mm。
2 调子程0 0 11 转取原料子程11#执行
3 直线z 3000 -50.00 0 z轴以速度3000移动-50mm。
4 动作113 1 0.3 转缸y13转90度,停0.3s
放成品2#刀架
5 换位3000 2 2 以3000速度快速移动到2#刀架示教位,其偏移累计来源使
用2#刀架的偏移累计。
6 直线z 3000 50.00 0
7 调子程0 0 12 转取放置成品子程12#执行
8 直线z 3000 -50.00 0
矩阵料盘
9 矩阵 1 4 50.00 矩阵先再y轴向连续放置4个,间距50mm
10 矩阵0 3 40.00 x轴向放置3排,排距40mm,每排4各
11 动作113 -1 0.3 转缸y13回旋90度,停顿0.3s
移位等待车床加工完成3#刀架
12 换位3000 3 3 以3000速度快速移动到3#刀架示教位
13 等待027 1 0.5 等待车床加工完成信号,完成后延时0.5s
卸夹头成品4#刀架
14 换位3000 4 4 以3000速度快速移动到4#刀架示教位,
15 直线xy 3000 60.00 0 X轴以速度3000移动60mm。
16 调子程0 0 13 转取卸夹头成品子程13#执行
17 直线xy 3000 -60.00 0 X轴以速度3000移动-60mm。
18 动作113 1 0.3 转缸y13转90度,停0.3s
夹头上料5#刀架
19 换位3000 50 50
20 直线xy 3000 60.00 0
21 调子程0 0 14 转取送夹头上料子程14#执行
22 直线xy 3000 -60.00 0 X轴以速度3000移动-60mm。
23 动作113 -1 0.3 转缸y13回转90度,停0.3s
移位启动车床6#刀架
24 换位3000 60 60 以3000速度快速移动到6#刀架示教位
25 动作117 2 0.5s 启动车床加工,开关闭合0.5s
矩阵2完成判断
26 跳转402 -1 0 矩阵2#不完成,转0行执行
放成品2#刀架
27 换位3000 2 2 以3000速度快速移动到2#刀架示教位,其偏移累计来源
使用2#刀架的偏移累计。
28 直线z 3000 50.00 0
29 调子程0 0 12 转取放置成品子程12#执行
30 直线z 3000 -50.00 0
31 结束
11#子程取原料
动作111 1 0 夹子1夹原料
等待020 1 0.2 夹紧
结束
12#子程放成品
动作112 -1 0 夹子2放产品
等待021 -1 0.2 松开
结束
13#子程卸成品
动作112 1 0 夹子2夹产品
等待021 1 0.2 已夹紧
动作114 -1 0 送车头夹头缸
等待024 -1 0.2 已松开
结束
13#子程上原料到夹头
动作114 1 0 夹头缸夹产品
等待024 1 0.2 已夹紧
动作111 -1 0 松夹子1
等待024 -1 0.2 已松开
结束
机械手说明书
电气控制与PLC 课程设计说明书 题目机械手控制 院系机械工程学院 专业机械工程及自动化(电梯工程) 班级0722112 学号072211221 学生姓名孙奇 指导教师胡朝斌、易风 机械工程学院 2014年6月
目录 一、绪论 (3) 二、机械手的工作原理 (4) 2.1机械手的概述 (4) 2.2机械手的工作原理 (5) 三、机械手的工作流程图 (7) 四、输入和输出点分配图及原理接线图 (8) 五、元器件选型清单 (10) 六、控制程序 (14) 6.1初始化流程图设计 (14) 6.2手动操作梯形图 (15) 6.3回原点方式顺序功能图 (16) 6.4自动方式顺序功能图 (17) 6.5 PLC总程序梯形图 (18) 七、总结 (23) 参考文献 (24)
一、绪论 1.1 可编程序控制器的应用和发展概况 可编程序控制器(programmable controller),现在一般简称为PLC (programmable logic controller),它是以微处理器为基础,综合了计算机技术、半导体集成技术、自动控制技术、数字技术、通信网络技发展起来的一种通用的工业自动控制装置。以其显著的优点在冶金、化工、交通、电力等领域获得了广泛的应用,成为了现代工业控制三大支柱之一。 1.2 PLC的应用概况 PLC的应用领域非常广,并在迅速扩大,对于而今的PLC几乎可以说凡是需要控制系统存在的地方就需要PLC,尤其近几年来PLC的性价比不断提高已被广泛应用在冶金、机械、石油、化工、轻功、电力等各行业。 按PLC的控制类型,其应用大致可分为以下几个方面。 (1)用于逻辑控制 这是PLC最基本,也是最广泛的应用方面。用PLC取代继电器控制和顺序控制器控制。例如机床的电气控制、包装机械的控制、自动电梯控制等。 (2)用于模拟量控制 PLC通过模拟量I/O模块,可实现模拟量和数字量之间转换,并对模拟量控制。 (3)用于机械加工中的数字控制 现代PLC具有很强的数据处理功能,它可以与机械加工中的数字控制(NC)及计算机控制(CNC)紧密结合,实现数字控制。 (4)用于工业机器人控制 (5)用于多层分布式控制系统 高功能的PLC具有较强的通信联通能力,可实现PLC与PLC之间、PLC与远程I/O之间、PLC与上位机之间的通信。从而形成多层分布式控制系统或工厂自动化网络。 1.3 PLC概况及在机械手中的应用 (1)可靠性高、抗干扰能力强 (2)控制系统构成简单、通用性强 由于PLC是采用软件编程来实现控制功能,对同一控制对象,当控制要求改变需改变控制系统的功能时,不必改变PLC的硬件设备,只需相应改变软件程序。
机械手地模拟控制
自动化专业综合设计报告 设计题目:机械手的模拟控制 所在实验室:PLC实验室 指导教师:由枫秋 学生姓名韩璐 班级文自082-1 学号200890517106 撰写时间:2012-03-1 成绩评定:
一、设计目的 用PLC设计机械手的模拟控制。 二、设计要求 有一机械手,有手动操作和自动操作两种方式,其控制要求如下: (1)按动启动按钮后,传送带A运行直到光电开关PS检测到有工件时传送带A 才停止。 (2)当光电开关PS检测到工件时,机械手臂先下降,下降到位后机械手夹紧工件,2S后开始上升,而机械手臂保持夹紧。上升到位左转,左转到位下降,下降到位后机械手松开,2S后机械手上升。上升到位后,传送带B开始运行,同时机械手右转,右转到位,传送带B停止,此时传送带A运行直到光电开关PS检测到有工件时传送带A才停止……循环。 (3)手动操作,每个动作均能单独操作,用于将机械手复归至原点。 (4)自动停止时有两种情况,一种是停在当前位置,当下一次启动时从当前位置继续进行,另一种是按下停止按钮时,不马上停止而是一个周期结束后停在原点位置。 三、设计内容 1、输入输出分配表 机械手的输入信号主要有启动开关、停止开关、检测信号PS、上升限位开关、下降限位开关、左转限位开关、右转限位开关、手动下降开关、手动上升开关、手动左转开关、手动右转开关共十个输入信号,机械手中各个输入按钮和限位开关在PLC 控制中对应的端口号如表1所示 机械手的输出信号主要有传送带A运行、传送带B运行、机械手下降、机械手上升、机械手左转、机械手右转、机械手夹紧共七个输出信号,机械手各输出信号在PLC 控制中对应的端口号如表2所示
上下料机械手课程设计说明书
上下料机械手课程设计说明书
专业课程设计 任务书 一、目的与要求 《专业课程设计》是机械设计及自动化专业方向学生的重要实践性教育环节,也是该专业学生毕业设计前的最后一次课程设计。拟通过《专业课程设计》这一教学环节来着重提高学生的机构分析与综合的能力、机械结构功能设计能力、机械系统设计的能力和综合运用现代设计方法的能力,培养学生的创新与实践能力。在《专业课程设计》中,应始终注重学生能力的培养与提高。《专业课程设计》的题目为工业机械手设计,要求学生在教师的指导下,独立完成整个设计过程。学生通过《专业课程设计》,应该在下述几个方面得到锻炼: 1.综合运用已学过的“机械设计学”、“液压传动”、“机械系统设计”、“计算机辅助设计”等课程和其他已学过的有关先修课程的理论和实际知识,解决某一个具体设计问题,是所学知识得到进一步巩固、深化和发展。 2.通过比较完整地设计某一机电产品,培养正确的设计思想和分析问题、解决问题的能力,掌握机电产品设计的一般方法和步骤。 3.培养机械设计工作者必备的基本技能,及熟练
地应用有关参考资料,如设计图表、手册、图册、标 准和规范等。 4. 进一步培养学生的自学能力、创新能力和综合 素质。 二.主要内容 表1精锻机上料机械手主要技术参数 手臂运动形式 ( 圆柱坐标式 抓取重量 60kgf 自由度 4个 手 手臂运动行程和速度 水平伸缩 500mm 设定点2 升降 600mm 设定点2 左右旋转 200度 设定点3 手腕回转和速度180度 设定点2 手指夹持范围 四种规格 90-120 定位方式和定位精度 机械挡块 +-1mm 控制方式 点位程控,开关板预选 驱动方式 液压 kgf/cm2
小型三轴机械手
新乡学院 2012届毕业设计 小型三轴机械手 论文作者姓名:__ 臧俊涛__ 所在院系:__机电工程学院_____ 所学专业:机械制造及其自动化指导老师:_ 张国智 _ 论文完成时间:_20121年 5 月 12 日___
目录 内容摘要 (2) 关键词 (2) Abstract (2) Key word (3) 前言 (4) 1.工业机械的发展 (4) 1.1机械手在生产中的应用 (6) 2 .三轴机械手的整体设计方案 (6) 2.1 整体结构设计 (7) 2.2 X轴设计 (8) 2.3 Y轴设计 (11) 2.4 Z轴设计 (13) 2.5 夹具机械设计 (15) 参考文献 (20) 致谢 (21)
内容摘要:工业机器手由操作机(机械本体)、控制器、伺服驱动系统和检测传感装置构成,是一种仿人操作,自动控制、可重复编程、能在三维空间完成各种作业的机电一体化自动化生产设备。特别适合于多品种、变批量的柔性生产。它对稳定、提高产品质量,提高生产效率,改善劳动条件和产品的快速更新换代起着十分重要的作用。生产中应用机械手可以提高生产的自动化水平,可以减轻劳动强度、保证产品质量、实现安全生产机械手的结构形式比较简单,通用机械手能很快的改变工作程序,适应性较强,所以它在不断变换生产品种的中小批量生产中获得广泛的引用。 关键词:机器手效率简单适应性 Abstract:Industrial machine by hand CaoZuoJi (mechanical body), controller, servo drive system and detection sensor, which is a kind of copy operation, automatic control, can repeat programming in 3 d space, can finish all kinds of assignments electromechanical integration of the automatic production equipment. Particularly suitable for many varieties, change of flexible production batch. It to help stabilize, improve product quality, raise efficiency in production, improve working conditions and product rapid renewal plays a very important role. Production application manipulator can be used to increase production of automation level, can reduce labor intensity, ensure the quality of products, and realize safe production of the manipulator structure form began comparing simple, general manipulator can quickly change working procedures, good
机械手的PLC控制(完整)
江苏信息职业技术学院毕业设计报告 毕业设计报告课题:机械手的PLC控制 系部:机电系 专业:电气自动化 班级:电气1332 姓名:王琪 学号:2013321026 指导老师:贾君贤 2016-6
摘要 机械手是工业自动化系统中传统的任务执行机构,是机器人的关键部件之 一。机械手的机械结构采用滚珠丝杆、滑杆、等机械器件组成;电气方面有交流 电机、传感器、等电子器件组成。该装置涵盖了可编程控制技术,位置控制技术、检测技术等,是机电一体化的典型代表仪器之一。本文介绍的机械手是由PLC 输出三路脉冲,控制机械手横轴和竖轴的精确定位,微动开关将位置信号传给 PLC主机;位置信号由接近开关反馈给PLC主机,通过交流电机的正反转来控制 机械手手爪的张合,从而实现机械手精确运动的功能。本课题拟开发的物料搬运机械手可在空间抓放物体,动作灵活多样,可代替人工在高温和危险的作业区进 行作业,并可根据工件的变化及运动流程的要求随时更改相关参数。 关键词:机械手 PLC 交流电机
目录 摘要 (1) 引言 (3) 第一章机械手机械结构 (4) 1.1传动机构 (4) 1.2机械手夹持器和机座的结构 (6) 第二章机械手PLC及电机的应用 (8) 2.1 PLC简介 (8) 2.2 PLC内部原理 (10) 2.3 机械手PLC选择及参数 (12) 2.4 机械手电机的选用 (13) 第三章机械手PLC控制系统设计 (14) 3.1 机械手的工艺过程 (14) 3.2PLC控制系统 (16) 致答谢词 (21) 参考文献 (21)
引言 在现代工业中,随着工业现代化的进一步发展,自动化已经成为现代企业中的重要支柱,无人车间、无人生产流水线等等,已经随处可见。同时,现代 生产中,存在着各种各样的生产环境,如高温、放射性、有毒气体、有害气 体场合以及水下作业等,这些恶劣的生产环境不利于人工进行操作。 工业机械手是近代自动控制领域中出现的一项新的技术,是现代控制理 论与工业生产自动化实践相结合的产物,并以成为现代机械制造生产系统中 的一个重要组成部分。工业机械手是提高生产过程自动化、改善劳动条件、 提高产品质量和生产效率的有效手段之一。尤其在高温、高压、粉尘、噪声 以及带有放射性和污染的场合,应用得更为广泛。在我国,近几年来也有较 快的发展,并取得一定的效果,受到机械工业和铁路工业部门的重视。 本课题拟开发物料搬运机械手,采用日本三菱公司的FX2N系列PLC,对机械手的上下、左右以及抓取运动进行控制。该装置机械部分有滚珠丝杠、 滑轨、机械抓手等;电气方面由交流电机、操作台等部件组成。我们利用可 编程技术,结合相应的硬件装置,控制机械手完成各种动作。 由于时间仓促和个人水平限制,我的设计存在着许多还没来得及解决的 问题,希望广大老师、同学能够给予批评指正并予以解决。
艾尔发注塑机机械手说明书
1. 前言 1.1前言 本书记载了本控制系统的操作维修和发生故障时的处理方法。 请仔细阅读该说明书,并充分理解其所述内容。 禁止执行或使用本说明书中没有记述的步骤或方法。 尚未充分理解本说明书的内容即对机械手进行操作,如出现机械故障或造成人员伤亡,本公司概不负责,敬请谅解。 为了任何人在任何情况下都能够阅读到本说明书,请将本说明书放置在机械手附近,并决定保管责任人负责管理。 危险程度标志 本说明书中记录的安全注意事项共分为下三类,危险程义高的时候,请尤其要小心操作。 ■关于要点提示(POINT) 有关操作要点的提示在本书中以标志来表示。
1.1安全注意事项■保养作业 ■完成作业后
1.2安全注意事项 为了安全正确地使用自动机械手,危险的地方贴有警告标志。 ■危险程度标志 本说明书中记录的安全注意事项共分为下三类,危险程义高的时候,请尤其要小心操作。 ■警告标志板的种类 ※请注意,可能存在着在本类型的机械中没有使用的警告标志。
上下动作危险的警告 引拔动作危险警告 横行动作危险警告 机械手在工作X围内是高速运转的,所以 本机在自动运转的时候,请勿进入到工作 X围内。另外,即使在自动运行以外,以 保养机械为目的或其它理由,身体或身体 的某部分进入到工作X围内的时候,必须 按照一定的步骤,关闭电源和空气压力开 关后,再进行操作。 详细请参照手册的《2.操作说明》。 高压电触电的警告
保养作业时,请务必注意切断控制箱的电 源(OFF位置)。特别是在进行控制箱内 部的保养作业时,需要取下与射出机相连 接的电缆,并关闭工厂的主控电源开关。 高压电触电警告的X围内应注意所有特 定的地方(如端子台等),都应该有这类 的标志。 小心冷却风扇警告 请勿接近旋转中的冷却风扇。 小心电动机高温的警告 电动机在工作时处于高温状态,请勿靠近 运行中的电动机。 以保养为目的需要接触电动机的时候,请 先关闭电源,等电动机冷却后再进行操 作。 注意行程调整
机械手控制实验报告
中北大学 信息商务学院 《机床电气控制与PLC》实验报告 学院: 业:专班级:学号: 姓名:
月6年2014 实验机械手的PLC控制 .实验目的一1.进一步熟悉机床电气控制环节中常用的低压电器,熟练掌握按钮、接触器等低压电器的工作原理及其安装、接线等使用方法。; 2.掌握PLC控制系统设计方法与步骤,掌握PLC的基本硬件配置及硬件连接方法。 3.掌握机械手的基本控制手段,如左转、右转、前伸、后缩、放松、加紧、上升、下降等。二.实验内容及要求 本实验的目的是通过PLC实现机械手的操作控制,如左转、右转、前伸、后缩、放松、加紧、上升、下降等。学生完成PLC控制电路、完成硬件连接、编写控制程序并现场调试。 要求: 1.选择PLC并设计PLC控制电路。要求PLC选型合理、控制方式简单可靠; 2.选取所需的硬件元件完成硬件连接; 3.编写控制程序。要求程序简单可靠、结构合理; 4.系统必须能够调试通过,运转达到设计要求 二.实验仪器及设备 计算机一台、机械手工作台1套、控制按钮若干、PLC基本模块1个、各种导线若干、PLC编程软件。 三.实验步骤 1.根据实验要求,确定要实现的功能并设计状态转移图: 2.根据给定的PLC和所设计的控制功能进行元器件选择和PLC的I/O分配,并填写在表1-1中。表1-1 电机控制I/O分配表 输入输出器件功输出端输入端器件功器件名器件名
3. 根据I/O分配表画出I/O接线图,并连接控制线路。 所设计的控制电路接线图: 4. 根据控制要求编写PLC程序(以梯形图的方式或者指令表方式)。所设计的梯形图或状态转移图: 指令表:
机械手技术要求范本
东莞市塘厦领航者自动化设备厂(https://www.wendangku.net/doc/399458078.html,) 技术要求
目录 1.概述 (2) 2.供货服务范围 (2) 2.1供货范围 (2) 2.2服务范围 (4) 3.设计依据 (4) 3.1设计依据 (4) 3.2工作环境描述 (4) 3.3土建、公用工程说明 (5) 3.4货物单元 (5) 3.5设计规范 (6) 3.6外观要求 (6) 3.7洁净要求 (7) 3.8安全防护要求 (7) 3.9可靠性要求 (8) 3.10系统抗干扰要求 (8) 3.11电气设备要求 (8) 3.12噪音要求 (9) 3.13主要配置选型 (9) 3.14系统设备用气需求 (10) 3.15系统设备用电需求 (10) 4.主要设备说明 (10) 4.1三坐标机械手 (10) 4.2拉带线 (13) 4.3分选六轴机器人(夹具) (13) 5.双方责任 (14) 5.1甲方责任 (14) 5.2乙方责任 (15) 6.安装调试及验收 (16) 6.1安装范围 (16) 6.2安装要求 (16) 6.3验收 (17) 6.4验收交付件 (18) 7.质量保证体系 (18) 8.附件 (18) 9.协议签署 (19)
1.概述 经友好协商,现广州市科焱机电有限公司(简称甲方)与xxxxx(简称乙方)达成本技术协议,甲方同意采购,乙方同意出售机械手设备,用于最终用户湖北自动化立体仓库物流系统项目。 2.供货服务范围 2.1供货范围
2.2服务范围 乙方负责第2.1节所述内容的设计、制造、运输、卸货、搬运、安装、调试、培训以及验收(含交付件),在上述设备完成安装后协助甲方上位系统调试,协助对接设备安装调试,并在期间提供机械设备的调整及配合。 3.设计依据 3.1设计依据 本协议内容、双方会议纪要及邮件确认事项是项目报价、设计制造、现场安装调试、测试验收的技术依据。 乙方供货范围内的设备要求满足系统最终功能需求,供货范围内所有的机械设备能够满足电气、软件控制要求,系统内隐含的安全设置、便捷设置、对接设置除特别说明外均包含在供货范围内,乙方应主动确认与供货范围相关的对接要求,保证设备设计、制作、进场、安装、调试、对接等各项工作顺利实施,乙方在整个过程中考虑不周的地方甲方有权追究相关责任。 3.2工作环境描述 工作温度:库区温度30℃±5℃; 相对湿度:10%~60%RH; 抗震设防烈度:6度,设计基本地震加速度:0.05g; 工作时制:年工作日365天,每天2班,每天工作20h。
机械手说明书
三自由度直角坐标机械手设计 作者姓名汪增帅 专业机械设计制造及其自动化指导教师姓名付秀琢 专业技术职务
目录 摘要 (1) 第一章概述 (2) 机械手概述 (2) 机械手历史和现状 (4) 机械手发展趋势 (6) 第二章总体设计 (8) 机械手组成及各部分关系 (8) 总体方案拟定 (9) 驱动方式的选择 (11) 第三章机械系统设计 (13) 机械手的结构设计 (13) 传动结构的设计 (15) 导轨的设计 (20) 轴承的选择 (21) 电机的选择 (22) 第四章总结 (25) 致谢 (25) 参考文献 (26)
摘要 在工业上,自动控制系统有着广泛的应用,如工业自动化机床控制,计算机系统,机械手等。而工业机械手是相对较新的电子设备,它正开始改变现代化工业面貌。本设计为三自由度直角坐标型工业机械手,其工作方向为三个直线方向。在控制器的作用下,它执行将工件从一个地方搬到另一个地方这一简单的动作,本文是对整个设计工作较全面的介绍和总结。 关键词:三自由度直角坐标工业机械手 ABSTRACT It is starting to change the modern industrial landscape. The design for the industrial robot of three degrees of freedom Cartesian coordinate its work direction for the three linear directions. The role of the controller, which performs the workpiece moved from one place to another place of this simple action, This is the entire design more comprehensive introduction and summary. Keywords:three degrees of freedom; rectangular coordinates; industrial robot
机械手说明书
前言 近年来,随着电子技术特别是电子计算机的广泛应用,机器人的研制和生产已成为高技术领域内迅速发展起来的一门新兴技术,它更加促进了机械手的发展,使得机械手能更好地实现与机械化和自动化的有机结合。机械手虽然目前还不如人手那样灵活,但它具有能不断重复工作和劳动、不知疲劳、不怕危险、抓举重物的力量比人手大等特点,因此,机械手已受到许多部门的重视,并越来越广泛地得到了应用。例如:在机床加工,装配作业,劳动条件差,单调重复易于疲劳的工作环境以及在危险场合下工作等。 随着工业技术的发展,工业机器人与机械手的应用范围不断扩大,其技术性能也在不断提高。在国内,应用于生产实际的工业机器人特别是示教再现性机器人不断增多,而且计算机控制的也有所应用。在国外应用于生产实际的工业机器人多为示教再现型机器人,而且计算机控制的工业机器人占有相当比例。带有“触觉”,“视觉”等感觉的“智能机器人”正处于研制开发阶段。带有一定智能的工业机器人是工业机器人技术的发展方向。
第1章液压机械手总体方案设计 1.1机械手总体设计方案拟定 机械手是能够模仿人手的部分动作,按照给定的程序,轨迹和要求,实现自动抓取、搬运或操作动作的自动化机械装置。在工业中应用的机械手称为“工业机械手”。能够配合主机完成辅助性的工作,随着工业技术的发展,机械手能够独立地按照程序,自动重复操作。 根据课题的要求,机械手需具备上料,翻转和转位等功能,并按照自动线的统一生产节拍和生产纲领完成以上动作。设计可参考以下多种设计方案: 1.1.1 采用直角坐标式,自动线呈直线布置,机械手在空中行走,按照顺 序完成上料、翻转、转位等功能。这种方案结构简单,自由度少, 易于配线,但需要架空行走,油液站不能固定,使得设计复杂程度 增加,运动质量增大。 图1.1.1 直角坐标式布局示意图 1.1.2 机身采用立柱式,机械手侧面行走,按照顺序完成上料、翻转、转 位的功能,自动线仍成直线布置。这种方案可以集中设计液压站, 易于实现电气,油路定点连接,但是占地面积大,手臂悬伸量较大。 图1.1.2 立柱式机械手布局示意图
机械手操作说明书
机械手操作说明书标准化管理处编码[BBX968T-XBB8968-NNJ668-MM9N]
机械手 操 作 说 明 书 一,简介: 本设备主体部包括以下机构: 1, 上下伺服机械臂:三菱伺服;气动抓胎器;横走气缸; 2, 输送线:400W三菱变频器及电机两台;检测用对射光电;定中气缸; 3,主要电气部件品牌及明细表:
二,操作说明: 操作前注意事项: 机械手运行范围内不要有人员站立. 确认抓手用输入气源是否打开且压力达到及以上。 操作说明: ,简要说明: 1,本系统人机操作画面,支持中英文两种语言方式。操作者可以在进入系统后的初始开机画面,选择指定的操作语言。 2,本系统有三种运行方式,分别是: 点动运行方式:指的是上下伺服在微动调试时的一种操作方式。这种方式下屏上的操作功能按键只有在受控时,相应的运动部件才会动作。受控消失,运 动部件即时停止动作。 手动运行方式:所有运动受控部件都支持此功能。此方式时,点一下屏上的功能按键。相应的运动部件会直接完成此手动动作。
自动运行方式:此方式下,机械手会自动控制各运动部件及机构协调运行。 完成相应的机械手使用要求。 ,详细操作说明: 1,操作者在确认各部分没有问题后,合上箱内各电源开关。 2,顺时针扭动“总电源”钥匙开关,打开总控制电源。 3,电源开启后,触摸屏显示初始画面如下所示。 (1)点击画面正下方的语言切换按键,可以在中文及英文间转换。不同的操作语言,将会显示不同的操作画面,如下两图所示。在默认的情况 下,系统开机自动进入英文操作介面。 (2)选择完语言后,点击画面中除语言切换按键外的任意位置,将会进入系统主画面。 初始画面(中文)初始画面(英文) 4,系统主画面:如下图所示。 (1)画面最上一行,分别用于指示当前系统的日期、当前所处的画面、当前系统的时间。
PLC控制实验--机械手控制
实验九机械手控制 、实验目的 掌握机械手控制系统的接线、调试、操作 、实验设备 三、控制要求 1. 总体控制要求:机械手将A处工件抓取并放到B处。 2. 机械手回到初始状态,SQ4=SQ2=1 SQ3=SQ1=0原位指示灯HL点亮,按下“ SB1'启动开关,下降指示灯YV1点亮,机械手下降,(SQ2=0下降到A处后(SQ仁1夹紧工件,夹紧指示灯YV2点亮。 3. 夹紧工件后,机械手上升(SQ仁0,上升指示灯YV3点亮,上升到位后(SQ2=1 , 机械手右移(SQ4=0 ,右移指示灯YV4点亮。 4. 机械手右移到位后(SQ3=1下降指示灯YV1点亮,机械手下降。 5. 机械手下降到位后(SQ1=1夹紧指示灯YV2熄灭,机械手放松。 6. 机械手放松后上升,上升指示灯YV3点亮。 7. 机械手上升到位(SQ2=1后左移,左移指示灯YV5点亮。 8. 机械手回到原点后再次运行。 四、程序流程图 五、端口分配表
六、操作步骤 1. 检查实验设备中器材及调试程序。 2. 按照端口分配表完成PLC与实验模块之间的接线,认真检查,确保正确无误。 3. 打开示例程序或用户自己编写的控制程序,进行编译,有错误时根据提示信息修改, 直 至无误,用通讯编程电缆连接计算机串口与PLC通讯口,打开PLC主机电源开关,下载程序 至PLC中。 4?将左限位开关SQ4右限位开关SQ3打向左、上限位开关SQ2下限位开关SQ1打向上, 机械手回到初始状态,原位指示灯HL点亮。 5. 打上“ SB1 ”启动开关,下降指示灯YV1点亮,模拟机械手下降,上限位开关SQ2打 下, 下降到A处后次下限位开关SQ1打下,开始夹紧工件,夹紧指示灯YV2点亮。 6. 夹紧工件后,机械手上升,上升指示灯YV3点亮,将下限位开关SQ1打上,机械手上 升 到位后,上限位开关SQ2打上。 7. 右移指示灯YV4点亮,机械手开始右移,左限位开关SQ4打向右。
三轴机械手系统使用手册
三轴机械手系统使用说明书 系统由台达PLC(40EH)加步科7寸触摸屏组成,系统有2轴,3轴,4轴控制系统。该系统运动指令只有直线功能,可实现机械手的各种点位控制。以下是3轴系统的详细操作说明。 权限分3级,0级可以进入点动,自动页面,进行操作。不需密码 1级可以对应用程式进行编程,设定。密码123456 2级对设备的系统参数进行调试。密码701011
程式停止状态下,各运动轴自动完成搜索零点动作。在系统设置中激活后才有效。各轴的限位应安装完成。 在一些前提下,搜索零点方式并不是必须的,可使用人工确认零点的方式工作,系统具有断电位置记忆功能,在再次手动确认零点前,保持原零点位置有效。长按3s,当前位置置为新的零点。 程式停止状态下,各轴快速返回零点位置。零点可由搜索或手动确认。 设定点动时的移动速度。 设定快速返回零点时的移动速度。 设定搜索零点的移动速度。 x轴当前所处的位置。
y轴当前所处的位置。 Z轴当前所处的位置。 输出端口y10点动试动作按钮,其它相同。 指示相应输入x端口的状态。 点动运动轴时快速选择慢速移动。 x轴双向点动操作按钮 y轴双向点动操作按钮 z轴双向点动操作按钮 进入手脉点动页面按钮,在系统设置中激活后才有效。 进入编写程式页面按钮 进入自动操作页面按钮
手脉操作选择手脉每一格对应的脉冲数 被锁定,不能操作,只有手脉操作有效。 其它同前说明。
系统设定登录等级密码701011 进入对刀示教界面。示教方式有按钮操作示教,手脉示教两种。 进入示教点教导界面。示教方式有按钮操作示教,手脉示教两种。 选择编写、查询的程式序号,主程0---4个,子程10—19个。 对程序行进行翻页操作。 指示当前的状态,人工可以在查询,编程两种状态切换。查询中不能修改程式,只有进入编程状态,才可修改程式。 可编写的程序步。按提示编写。 指令说明见后。
工业机械手液压驱动系统的设计
开题报告
目录 摘要............................................................................................................................................................... 4Abstract ......................................................................................................................................................... 6引言............................................................................................................................................................... 7第一章机械手设计要求分析..................................................................................................................... 7 1.1 设计目的和要求........................................................................................................................... 7 1.2.机械手简介与分析....................................................................................................................... 7第二章液压系统设计............................................................................................................................... 8 2.1. 根据工作要求确定一个工作循环周期的运动过程 ................................................................. 8 2.2 据工作循环过程确定系统工况分析图,确保工作运动中的动作连续性 ................................ 9 2.3 拟订液压系统的工作原理图........................................................................................................ 9 2.4 根据整个系统的液压元件需求选择标准的液压元件 ............................................................ 10 2.5 液压缸尺寸的确定及安全强度的校核 .................................................................................. 10第三章. 集成块的设计............................................................................................................................ 12 3.1设计分析..................................................................................................................................... 12 3.2 根据具体的要求进行设计计算............................................................................................... 13 3.3 下面为集成块的设计步骤........................................................................................................ 15 3.4 液压集成块的加工工艺.......................................................................................................... 17第四章液压集成块CAD技术............................................................................................................... 18结束语....................................................................................................................................................... 20致谢........................................................................................................................................................... 21参考文献................................................................................................................................................... 22
PLC控制实验 机械手控制
实验九机械手控制 一、实验目的 掌握机械手控制系统的接线、调试、操作 二、实验设备 三、控制要求 1.总体控制要求:机械手将A处工件抓取并放到B处。 2.机械手回到初始状态,SQ4=SQ2=1,SQ3=SQ1=0,原位指示灯HL点亮,按下“SB1”启动开关,下降指示灯YV1点亮,机械手下降,(SQ2=0)下降到A处后(SQ1=1)夹紧工件,夹紧指示灯YV2点亮。 3.夹紧工件后,机械手上升(SQ1=0),上升指示灯YV3点亮,上升到位后(SQ2=1),机械手右移(SQ4=0),右移指示灯YV4点亮。 4.机械手右移到位后(SQ3=1)下降指示灯YV1点亮,机械手下降。 5.机械手下降到位后(SQ1=1)夹紧指示灯YV2熄灭,机械手放松。 6.机械手放松后上升,上升指示灯YV3点亮。 7.机械手上升到位(SQ2=1)后左移,左移指示灯YV5点亮。 8.机械手回到原点后再次运行。 四、程序流程图 五、端口分配表
六、操作步骤 1.检查实验设备中器材及调试程序。 2.按照端口分配表完成PLC与实验模块之间的接线,认真检查,确保正确无误。 3.打开示例程序或用户自己编写的控制程序,进行编译,有错误时根据提示信息修改,直至无误,用通讯编程电缆连接计算机串口与PLC通讯口,打开PLC主机电源开关,下载程序至PLC中。 4.将左限位开关SQ4、右限位开关SQ3打向左、上限位开关SQ2、下限位开关SQ1打向上,机械手回到初始状态,原位指示灯HL点亮。 5.打上“SB1”启动开关,下降指示灯YV1点亮,模拟机械手下降,上限位开关SQ2打下,下降到A处后次下限位开关SQ1打下,开始夹紧工件,夹紧指示灯YV2点亮。 6.夹紧工件后,机械手上升,上升指示灯YV3点亮,将下限位开关SQ1打上,机械手上升到位后,上限位开关SQ2打上。 7.右移指示灯YV4点亮,机械手开始右移,左限位开关SQ4打向右。 8.机械手右移到位后,右限位开关SQ3打向右,下降指示灯YV1点亮,机械手下降,上限位开关SQ2打下。 9.机械手下降到位后,下限位开关SQ1打下,夹紧指示灯YV2熄灭,机械手放松。 10.机械手放松后上升,上升指示灯YV3点亮,下限位开关SQ1打上,机械手上升到位后,上限位开关SQ2打上。 11.机械手上升到位后左移指示灯YV5点亮,右限位开关SQ3打向左。 12.机械手左移到位后,左限位开关SQ4打向左,机械手完成一个动作周期。 七、实验总结 总结记录PLC与外部设备的接线过程及注意事项。
三轴龙门机械手
摘要 工业机器手由操作机(机械本体)、控制器、伺服驱动系统和检测传感装置构成,是一种仿人操作,自动控制、可重复编程、能在三维空间完成各种作业的机电一体化自动化生产设备。特别适合于多品种、变批量的柔性生产。它对稳定、提高产品质量,提高生产效率,改善劳动条件和产品的快速更新换代起着十分重要的作用。生产中应用机械手可以提高生产的自动化水平,可以减轻劳动强度、保证产品质量、实现安全生产机械手的结构形式比较简单,通用机械手能很快的改变工作程序,适应性较强,所以它在不断变换生产品种的中小批量生产中获得广泛的引用。 本课题将设计一个三轴龙门机械手,需完成X、Y、Z三维空间内的移动要求,以及对工件的安全抓紧和释放,将仓库出库的工件搬运到生产线的输送带上。 关键词:机器人;效率;龙门;三轴
Abstract Industrial machine by hand CaoZuoJi (mechanical body),controller,servo drive system and detection sensor,which is a kind of copy operation,automatic control,can repeat programming in 3 d space,can finish all kinds of assignments electromechanical integration of the automatic production equipment. Particularly suitable for many varieties,change of flexible production batch. It to help stabilize,improve product quality,raise efficiency in production,improve working conditions and product rapid renewal plays a very important role. Production application manipulator can be used to increase production of automation level,can reduce labor intensity,ensure the quality of products,and realize safe production of the manipulator structure form began comparing simple,general manipulator can quickly change working procedures,good daptability,so it continues to transform the production of medium and small batch production of a wide range of references. Key Words: a manipulator,Efficiency; Simple; adaptability
机械手培训资料
机械手(Robot) 培训资料 广东凯宝机器人科技有限公司 技术部胡光民 二零一二年三月
目录 一、机械手市场分析 二、现阶段机械手的特点 三、机械手产品相关知识解答 四、机械手的发展趋势
一、机械手市场分析 品牌产地品质价格优、劣势市场YAMAHA日本★★★★★★★★★★质优价高全方位市场IAI日本★★★★★★★★★★质优价高小型机械手为主ROBOSTAR韩国★★★★★★★★质优价高机械手,机器人DONGBU韩国★★★★★★★★质优价高机械手,机器人ALPHA韩国★★★★★★★★质优价高机械手,机器人TOYO中国-台湾★★★★★★质量还好,价格便宜机械手润达中国-台湾★★★★★差机械手腾盛深圳★★★★★★一般机械手、设备富士深圳★★★★差机械手东莞★★★★★★一般机械手
二、现阶段机械手的特点 机械手虽然目前还不如人手那样灵活,但它具有能不断重复工作和劳动、不知疲劳、不怕危险、抓举重物的力量比人手大等特点,因此,机械手已受到许多部门的重视,并 越来越广泛地得到了应用。 ?工业机械手也是工业机器人的一个重要分支。 ?工业机械手的特点是可以通过编程来完成各种预期的作业,在构造和性能上兼有人和机器各自的优点,尤其体现在人的智能和适应性。 ?机械手作业的准确性和环境中完成作业的能力,在国民经济领域有着广泛的发展空间。 ?机械手的发展是由于它的积极作用正日益为人们所认识: 其一、它能部分的代替人工操作; 其二、它能按照生产工艺的要求,遵循一定的程序、时间和位置来完成工件的传送和 装卸; 其三、它能操作必要的机具进行焊接和装配,从而大大的改善了工人的劳动条件,显 著的提高了劳动生产率,加快实现工业生产机械化和自动化的步伐。 因而,受到很多国家的重视,投入大量的人力物力来研究和应用。尤其是在高温、高 压、粉尘、噪音以及带有放射性和污染的场合,应用的更为广泛。在我国近几年也有 较快的发展,并且取得一定的效果,受到机械工业的重视。