Selective Emitter Cells with 0.2% efficiency gain by PSG laser-doping

0.2%转换效率提升的磷硅玻璃激光掺杂选择性发射极技术
Selective Emitter Cells with 0.2% efficiency gain by PSG laser-doping 刘仁中、杨红冬、李海波、赵晨、王冕、董经兵、陶龙忠、张斌、邢国强
Liu Renzhong, Yang Hongdong, Li Haibo, Zhao Chen, Wang Mian, Jeffrey Dong, Tao Longzhong, Steven
Zhang, Xing Guoqiang
海润光伏科技股份有限公司
Hareon Solar Technology Co., Ltd
作者简介:
验,现主要从事湿法、扩散方面的工作。
Liu Renzhong, joined Hareon Solar R&D Center in Aug. 2010, with seven years
experience in crystalline silicon solar cell development, now mainly working on wet
and diffusion process.
摘要:磷硅玻璃激光掺杂选择性发射极技术(PSG laser doping Selective Emitter: PSG-LD-SE)是低固定资产投入、经济效益高的太阳电池先进技术之一,它具有高产量、低耗材等优点。为了得到较高的转换效率,需对匹配工艺进行摸索,主要包括激光能量密度的选择和激光损伤去除等。激光掺杂后,通过湿法腐蚀可以很好的去除激光损伤和扩散死层。通过以上调整,156单晶电池有0.2%以上的效率提升,电流密度提高0.5mA/cm2,开路电压提高3mV以上。
关键词:选择性发射极;磷硅玻璃掺杂;表面腐蚀;太阳电池
Abstract: PSG-Laser-doping Selective Emitter (PSG-LD-SE) is one of the most cost-effective technologies to form selective emitter with low capex, high throughput and little consumable materials. In order to get higher conversion efficiency, laser-doping energy density and laser damage removal should be optimized. After laser-doping, the emitter need to be etched back precisely to remove the laser-damaged layer and diffused dead layer. We achieved 0.2%abs. efficiency gain on 156mm mono crystalline solar cells, with the improvement of ~0.5mA/cm2 in J sc, and ~3mV in V oc.
Keywords: Selective emitter, PSG-laser-doping, etch-back, solar cell
1引言
太阳电池的主要发展方向是低成本、高效率,而选择性发射极技术是可以实现高效率的技术之一,25%效率的PERL电池正是采用了选择性发射极技术。选择性发射极技术主要具有以下两个特征:1)金属栅线与硅片接触区域为重掺杂区;
2)受光区域为轻掺杂区。
SE结构可提高短波响应、改善短路电流、开路电压,同时重掺区可以降低金属栅线与硅片接触部位的接触电阻,改善填充因子,从而提高转换效率[1]。
目前产业化的SE技术主要有[2]:
1)二次扩散法
初期阶段制备SE太阳电池通常采用二次扩散法,重扩散和浅扩散分两次进行,工艺步骤比较复杂而且给硅片带来较大的热损伤,尤其对多晶硅片影响严重。
2)湿化学反刻法
湿化学反刻法是Schmid公司的专利技术,它的主要特点是在重扩硅片表面喷涂与印刷电极图形一致的有机Ink作为腐蚀阻挡层,在HF/HNO3/H2O腐蚀液中对阻挡层外的重扩区域进行腐蚀形成浅结。此方法的优点是流水线作业、产量大,易于产业化,它的缺点是反刻工艺控制困难,成本较高。
3)丝网印刷硅墨法
丝网印刷硅墨法是扩散前在硅片表面印刷与印刷图形一致的硅墨,通过高温加热进行扩散,印刷硅墨的区域形成重扩区,其他位置形成轻扩区。该方案的优点是工艺简单,硬件投资少,它的缺点是扩散温度高,硅墨价格高,图形稳定性差。
4)激光涂源掺杂法
激光涂源掺杂法是先在硅片表面喷涂磷浆,后用激光进行重掺,最后通过电镀的方式形成电极栅线。该方案的优点是细栅密排,栅线宽度达到40um以下,可有效增大光吸收面积,同时密排对改善FF有较大作用,该方案的缺点是硬件投资大,金属栅线拉力差。
5)激光磷硅玻璃掺杂法
激光磷硅玻璃掺杂法是近期研究较多的SE新技术,它主要是用磷硅玻璃(PSG)作为磷源,采用激光烧蚀的方式形成重掺,本文章将对激光磷硅玻璃掺杂法进行研究。
2实验方法
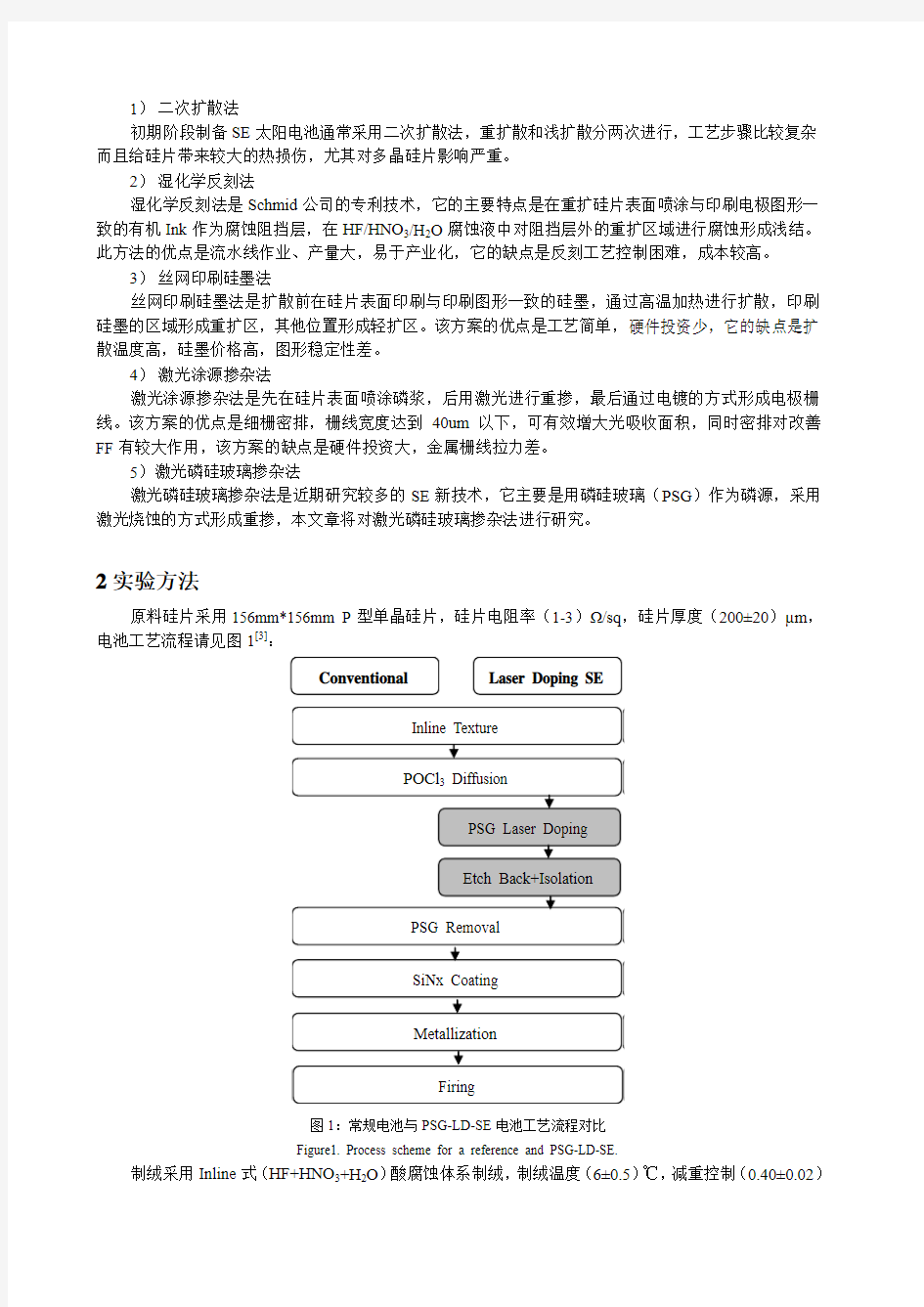
原料硅片采用156mm*156mm P型单晶硅片,硅片电阻率(1-3)Ω/sq,硅片厚度(200±20)μm,电池工艺流程请见图1[3]:
Conventional Laser Doping SE
图1:常规电池与PSG-LD-SE电池工艺流程对比
Figure1. Process scheme for a reference and PSG-LD-SE.
制绒采用Inline式(HF+HNO3+H2O)酸腐蚀体系制绒,制绒温度(6±0.5)℃,减重控制(0.40±0.02)
g 。扩散采用POCl3高温扩散,方阻控制100Ω/sq [4]。Laser 采用波长为532nm 的绿光激光器,激光能量(0.3-3)J/cm 2可调。Etch Back 采用浓度为5%的NaOH 溶液,非Doping 区域PSG 可作为保护层。ARC SiNx Coating 采用40KHz 管式PECVD ,膜厚控制84±2nm 。丝网印刷背银、背场、背极分别采用A 、B 、C 浆料,烧结温度采用930℃。
测试方面,扩散方阻采用七星四探针测试仪测试,表面浓度采用WEP-CVP21 ECV (Electrochemical Capacitance V oltage )测试,硅片表面形貌图采用Hitachi S-4800 SEM (Scanning Electron Microscope )测试,结区漏电测试采用Sinton WCT-120。
3结果和讨论
3.1激光能量密度对掺杂区方块电阻的影响
激光掺杂区的方块电阻是SE 电池性能的重要影响因素,实验中我们首先确认不同激光能量密度对掺杂区方块电阻的影响:扩散方阻固定为100Ω/sq ,方阻电阻测试区域大小4cm*4cm ,激光能量密度从(0.3-3)J/cm 2变化,实验结果请见图2:
图2:掺杂区方块电阻(重扩方阻)随激光能量密度的变化趋势 Figure2. Sheet resistance variation of different laser energy density,
before doping the emitter sheet resistance is 100Ω/sq.
图3:掺杂区表面浓度随激光能量密度的变化趋势 Figure3. Doping profile variation of different laser energy density.
从图2中可以看出,随着激光能量密度的增大,方块电阻逐步降低,激光能量密度从0.3J/cm 2升高
-3
到3J/cm2,掺杂区方块电阻从100Ω/sq依次降低至25Ω/sq,当激光能量密度达到1.5J/cm2后,方块电阻下降趋势明显减弱。同时激光掺杂区方阻在100Ω/sq到25Ω/sq之间变化,可以满足SE电池对重扩方阻的要求。
3.2激光能量密度对掺杂区表面磷浓度的影响[5] [6]
掺杂区表面磷浓度是接触电阻的重要影响因素,我们验证了激光能量密度对掺杂区表面P浓度的影响,扩散方阻保持100Ω/sq不变,请见图3:
从图3中可以看出,激光能量密度越大,掺杂区表面P浓度越低,当激光能量密度达到1.8J/cm2时,表面P浓度由未掺杂时的5.24*1020/cm3降低至2.85*1020/cm3,下降幅度明显。表面P浓度的降低导致接触电阻变差,为了得到较好的接触电阻,应选择适当的激光能量密度。
3.3激光损伤及激光损伤对结区的影响
本次实验通过SEM和结区漏电流J02对激光损伤进行了测试表征,激光掺杂前和激光掺杂后的SEM 对比请见图4:
A B C
图4:绒面图对比,A)掺杂前,B)掺杂后,C)反刻后
Figure4. Texturization SEM comparison, A) Reference, B) After laser doping, C) After etch back.
从图4中可以看出,激光掺杂后硅片表面形貌有明显变化,绒面金字塔尖部破坏严重。
常规电池与激光掺杂SE电池的结区漏电流J02对比请见图5:
图5:常规电池与激光PSG掺杂后、反刻后SE电池结区漏电流J02对比
Figure5. J02 comparison of reference, after laser doping and after etch back solar cell.
从图5中可以看出,PSG-LD-SE电池与常规电池相比J02有明显上升(约是常规电池的10倍),如何降低激光损伤、减少结区漏电是下一步的主要研究内容。
3.4 反刻(Etch Back)
我们尝试采用化学腐蚀的方法改善激光损伤,用浓度为5%的NaOH溶液对laser Doping区域进行反刻,反刻前后SEM对比图请见图6:
从图4中可以看出,反刻对laser doping区域有较大影响,除金字塔尖部外其他区域改善明显。
图5对比了采用反刻工艺SE电池与没有采用反刻工艺SE电池的结区漏电流J02:
采用反刻工艺后,J02由1.0*10-8A/cm2降低至0.4*10-8 A/cm2,结区漏电已得到很好地改善。
3.5电池效率对比
较高的转换效率是SE电池的主要目的之一,我们通过对比实验确认了PSG-LD-SE电池的转换效
表1:没有采用与采用反刻工艺PSG-LD-SE电池J02对比
Table1. Conversion Efficiency comparison of reference, without etch back and with etch back PSG-LD-SE solar cell.
与常规电池相比,采用反刻工艺后PSG-LD-SE电池的Jsc提高0.48mA/cm2,Uoc提高2.9mV,Eta 提高0.24%,同时由于doping后表面P浓度的降低,PSG-LD-SE电池的FF低于常规电池。与不采用反刻工艺相比,采用反刻工艺电池的优势明显,Jsc提高0.29 mA/cm2,Uoc提高0.8mV。Eta提高0.20%。
4结论
PSG Laser-doping SE技术是一种易于实现量产的SE技术,其工艺流程简单、与现有产线兼容强、硬件投资少,与其他SE技术相比具有较大的优势。为了得到较好的效率提升,首先应在保证重扩条件下采用尽量小的激光能量密度,避免表面浓度过分降低导致接触电阻变差,其次应采用反刻或其他方式改善激光损伤,将激光损伤对电池性能的影响降至最低,通过以上优化,单晶PSG-LD-SE电池的转换效率可提高0.2%以上。
参考文献
1赵建华,王艾华,高鹏,倪志春,王继磊,一种选择性发射极晶体硅太阳电池及性能分析,10th中国太阳能光伏会议,2008
2沈辉,选择性发射极晶体硅太阳电池,2011第七届中国(杭州)太阳能级硅及光伏发电研讨会,2011
3Anne-Kristin V olk, Ulrich Jaeger, Jochen Rentsch and Ralf Preu, A Novel approach for mask-free selective emitter technology combining laser doping and wet chemical etch back, 26th European PV Solar Energy Conference and Exhibition, 2011
4Mohamed M.Hilali, Member, IEEE, Ajeet Rohatgi, Fellow, IEEE, and Sally Asher, Development of Screen-Printed Silicon Solar Cells With High Fill Factors on 100Ω/sq Emitters, IEEE, 2004
5Malte SCHULZ-RUHTENBERG, Anja HAEBERLE, Richard RUSSELL, Jose Luis HERNANDEZ and Stephan KRANTZ, Influence of the Pulse Width for Visible Pulsed Laser Doping for Crystalline Solar Cells Using Phosphosilicate Glass, JLMN-Journal of Laser Micro/Nanoengineering V ol 6, No.1,2011
6Uorich Jager, Sebastian Mack, Achim Kimmerle, Andreas Wolf and Ralf Preu, INFLUENCE OF DOPING PROFILE OF HIGHLY DOPED REGIONS FOR SELECTIVE EMITTER SOLAR CELLS, IEEE,2010
3D打印快速成型技术
特种加工论文 题目3D打印快速成型技术 姓名 专业 班级 学号
3D打印快速成型技术 摘要: 本文主要介绍了特种加工中3D打印快速成型技术,首先介绍它的加工原理,然后分析它的特点、加工方式,然后说明其在实际生产中的主要应用以及发展方向。 关键词:特种加工技术,3D打印快速成型,特点,应用。 Abstract: This article mainly introduced the special processing of 3 d printing rapid prototyping technology, introduces its processing principle, and analyzes its characteristics, processing methods, and then explain the main application in practical production and the development direction. Key words:Special processing technology, 3 d printing rapid prototyping, characteristics, application. 一、引言 3D打印(3D PRINTING )即3D打印技术,又3D打印制造是20世纪80年代才兴起的一门新兴的技术,是21世纪制造业最具影响的技术之一。随着计算机与网络技术的发展,信息高速公路加快了科技传播的速度,产品的生命周期越来越短,企业之间的竞争不再只是质量和成本上的竞争,而更重要的是产品上市时间的竞争。因此,通过计算机仿真和3D打印增加产品的信息量,以便更快的完成设计及其制造过程,将产品设计和制造过程的时间周期尽量缩短,防止投产后发现问题造成不可挽回的损失。 3D打印技术是由CAD模型直接驱动的快速制造复杂形状的三维实体的技术总称。简单的讲,3D打印制造技术就是快速制造新产品首版样件的技术,它可以在没有任何刀具、模具及工装夹具的情况下,快速直接的实现零件的单件生产。该技术突破了制造业的传统模式,特别适合于新产品的开发、单件或少批量产品试制等。它是机械工程、计算机CAD、电子技术、数控技术、激光技术、材料科学等多学科相互渗透与交叉的产物。它可快速,准确地将设计思想转变为具有一定功能的原型或零件,以便进行快速评估,修改及功能测试,从而大大缩短产品的研制周期,减少开发费用,加快新产品推向市场的进程。 自从美国3D公司在1987年推出世界上第一台商用快速原形制造设备以来,快速原形技术快速发展。投入的研究经费大幅增加,技术成果丰硕。原形化系统产品的销量高速增长。在这方面美国,日本一直处于领先地位,我国在这方面起步较晚,但是奋起直追,开展研究并取得一定成果,国内也有些成熟的产品问世,他们正在各种生产领域上发挥着作用。 二、打印系统的工作原理 3D打印技术是一种逐层制造技术,它采用离散/堆积成型原理,其过程是:先得到所需零件的计算机三维曲面或实体模型;然后根据工艺要求,将其按一定厚度进行分层,将原来的三维模型变成二维平面信息,即离散过程;再将分层后的数据进行一定的处理,加入加工参数,产生数控代码;在微机控制下,数控系
数据库技术的最新发展
数据库技术的最新发展 数据库技术经过短短三十年,已从第一代的网状、层次数据库系统, 第一代的关系数据库系统,发展到第三代以面向对象模型为主要特征的数 据库系统。并且数据库技术与网络通信技术、人工智能技术、面向对象程 序设计技术、并行计算技术等等互相渗透,互相结合,也成为当前数据库 技术发展的主要特征。 数据库技术的发展体现 在三个方面:数据模型、新技术内容、 应用领域。通过右图,立体的阐述了 新一代数据库系统及其相互关系。 数据模型是数据库系统的核心和基础。 1、第一代数据库系统(层次数据库系统和网状数据库系统) - 格式化模型,层次模型是网状模型的特例 2、第二代数据库系统(关系数据库系统) -关系模型简单、清晰,关系代数作为语言模型,关系数据理论作为理论基础。关系数据库系统具有形式基础好、数据独立性强、数据库语言非过程化等特色。 3、第三代数据库系统 -更加丰富的数据模型、更强大的数据管理功能、满足新应用要求。 新一代数据库技术的研究与发展。 一、新应用领域的需求 新的数据库应用领域,如CAD/CAM、CIM、CASE、OIS(办公信息系统)、
GIS(地理信息系统)、知识库系统、实时系统等,需要数据库的支持,而其所需的数据管理功能有相当一部分是传统的数据库系统所不能支持的。例如它们通常需要数据库系统支持以下功能: –存储和处理复杂对象。这些对象不仅内部结构复杂,很难用普通的关系结构来表示,而且相互之间的联系也有复杂多样的语义。 –支持复杂的数据类型。包括抽象数据类型、半结构或无结构的超长数据、时间和版本数据等。还要具备支持用户自定义类型的可扩展能力。 –需要常驻内存的对象管理以及支持对大量对象的存取和计算。 –实现程序设计语言和数据库语言无缝地集成。 –支持长事务和嵌套事务的处理。 二、传统数据库系统的局限性 传统数据库系统的局限性主要表现在以下几个方面: 1. 面向机器的语法数据模型 2. 数据类型简单、固定 3. 结构与行为分离 4. 阻抗失配(编程模式不同、类型系统不匹配) 5. 被动响应 6. 存储、管理的对象有限 7. 事务处理能力较差(只能支持非嵌套事务) 三、新一代数据库技术的特点 ?一方面立足于数据库已有的成果和技术,加以发展进化,有人称之为“进化论”的观点和方法。另一方面的努力是立足于新的应用需求和计算机
快速成型技术及其发展综述
计算机集成制造技术与系统——读书报告 题目名称: 专业班级: 学号: 学生姓名: 指导老师
快速成型技术及其发展 摘要:快速成型技术兴起于20世纪80年代,是现代工业发展不可或缺的一个重要环节。本文介绍了快速成型技术的产生、技术原理、工艺特点、设备特点等方面,同时简述快速成型技术在国内的发展历程。 关键词:快速成型烧结固化叠加发展服务 1 快速成形技术的产生 快速原型(Rapid Prototyping,RP)技术,又称快速成形技术,是当今世界上飞速发展的制造技术之一。快速成形技术最早产生于二十世纪70年代末到80年代初,美国3M公司的阿伦赫伯特于1978年、日本的小玉秀男于1980年、美国UVP公司的查尔斯胡尔1982年和日本的丸谷洋二1983年,在不同的地点各自独立地提出了RP的概念,即用分层制造产生三维实体的思想。查尔斯胡尔在UVP的继续支持下,完成了一个能自动建造零件的称之为Stereolithography Apparatus (SLA)的完整系统SLA-1,1986年该系统获得专利,这是RP发展的一个里程碑。同年,查尔斯胡尔和UVP的股东们一起建立了3D System公司。与此同时,其它的成形原理及相应的成形系统也相继开发成功。1984年米歇尔法伊杰提出了薄材叠层(Laminated Object Manufacturing,以下简称LOM)的方法,并于1985年组建Helisys 公司,1992年推出第一台商业成形系统LOM-1015。1986年,美国Texas大学的研究生戴考德提出了选择性激光烧结(Selective Laser Sintering,简称SLS)的思想,稍后组建了DTM 公司,于1992年开发了基于SLS的商业成形系统Sinterstation。斯科特科瑞普在1988年提出了熔融成形(Fused Deposition Modeling,简称FDM)的思想,1992年开发了第一台商业机型3D-Modeler。 自从80年代中期SLA光成形技术发展以来到90年代后期,出现了几十种不同的RP技术,但是SLA、SLS和FDM几种技术,目前仍然是RP技术的主流,最近几年LJP(立体喷墨打印)技术发展迅速,以色列、美国、日本等国的RP设备公司都力推此类技术设备。 2基本原理 快速成形技术是在计算机控制下,基于离散、堆积的原理采用不同方法堆积材料,最终完成零件的成形与制造的技术。 1、从成形角度看,零件可视为“点”或“面”的叠加。从CAD电子模型中离散得到“点”或“面”的几何信息,再与成形工艺参数信息结合,控制材料有规律、精确地由点到面,由面到体地堆积零件。 2、从制造角度看,它根据CAD造型生成零件三维几何信息,控制多维系统,通过激光束或其他方法将材料逐层堆积而形成原型或零件。 3快速成型技术特点 RP技术与传统制造方法(即机械加工)有着本质的区别,它采用逐渐增加材料的方法(如凝固、焊接、胶结、烧结、聚合等)来形成所需的部件外型,由于RP技术在制造产品的过程中不会产生废弃物造成环境的污染,(传统机械加工的冷却液等是污染环境的),因此在当代讲究生态环境的今天,这也是一项绿色制造技术。 RP技术集成了CAD、CAM、激光技术、数控技术、化工、材料工程等多项技术,解决了传统加工制造中的许多难题。 RP技术的基本工作原理是离散与堆积,在使用该技术时,首先设计者借助三维CAD或者
jira自定义工作流操作手册
jira自定义工作流配置 在介绍jira自定义工作流配置之前先介绍一些概念性的知识: 1.工作流:是一个问题经过进过其生命周期的若干个步骤和阶段的变迁。工作流通常代 表实际的业务处理流程。 一个工作流是由步骤和变迁组成的,一个工作流的步骤标识着一个问题的一个阶段或者叫“状态”,变迁是工作流中两个步骤之间的连接。 2.当定义一个变迁的时候,可以选择性的指定一下选项: Conditions(条件)——用于控制哪些用户能够执行一个变迁。 Validators(校验)——在执行变迁之前,用于检查任何用户的输入是否合法。 Post Functions(后续操作)——在变迁完成之后,用于执行特定的动作,如:将问题分配给特定的用户,发送通知email,更行问题的某个字段。 Screen(显示给用户的界面)——这对于用户输入信息之后才能完成变迁的情况是有用的。 3.在jira中的默认工作流程图中,5个方框表示工作流的步骤/状态(open、in progress、 resolved、reopen、closed),箭头代表变迁(transitions)。这个从网上查一下。 4.在jira中可以用不同的方式来创建一个新的工作流: 页脚内容1
1)通过“Add New Workflow”来创建一个空白的工作流。用这个方法创建的工作流有 一个默认的步骤open,该步骤有一个进入的工作流变迁:“create”。 2)通过点击“copy”链接,拷贝已经存在的工作流(如果您准备新添加的工作流和已 经存在的工作流类似,则可以使用此方法)。用这种方法您的工作流将会包含所拷贝的工作 流的所有步骤和变迁。 1.创建工作流 Jira安装完成以后地址栏中输入:http://10.7.101.25:8080/secure/Dashboard.jspa进行平台配置。 在创建新的工作流时一般先将全部步骤定义好,再创建变迁将步骤连接起来,所以首先要自己定义一个工作流程图。 1.以jira管理员的账户登录系统。 2.在jira的导航菜单上点击“Administration”链接。 3.点击左侧导航菜单中的Global Settings—>Workflows,如下图: 页脚内容2
快速成型技术及原理
RP技术简介 快速原型制造技术,又叫快速成形技术,(简称RP技术); 英文:RAPID PROTOTYPING(简称RP技术),或 RAPID PROTOTYPING MANUFACTUREING,简称RPM。 快速成型(RP)技术是九十年代发展起来的一项先进制造技术,是为制造业企业新产品开发服务的一项关键共性技术, 对促进企业产品创新、缩短新产品开发周期、提高产品竞争力有积极的推动作用。自该技术问世以来,已经在发达国家的制造业中得到了广泛应用,并由此产生一个新兴的技术领域。 RP技术是在现代CAD/CAM技术、激光技术、计算机数控技术、精密伺服驱动技术以及新材料技术的基础上集成发展起来的。不同种类的快速成型系统因所用成形材料不同,成形原理和系统特点也各有不同。但是,其基本原理都是一样的,那就是"分层制造,逐层叠加",类似于数学上的积分过程。形象地讲,快速成形系统就像是一台"立体打印机"。 RP技术是在现代CAD/CAM技术、激光技术、计算机数控技术、精密伺服驱动技术以及新材料技术的基础上集成发展起来的。RP技术的基本原理是:将计算机内的三维数据模型进行分层切片得到各层截面的轮廓数据,计算机据此信息控制激光器(或喷嘴)有选择性地烧结一层接一层的粉末材料(或固化一层又一层的液态光敏树脂,或切割一层又一层的片状材料,或喷射一层又一层的热熔材料或粘合剂)形成一系列具有一个微小厚度的的片状实体,再采用熔结、聚合、粘结等手段使其逐层堆积成一体,便可以制造出所设计的新产品样件、模型或模具。 快速成型机的工艺 立体光刻成型sla 层合实体制造lom 熔融沉积快速成型fdm 激光选区烧结法SLS 多相喷射固化mjs 多孔喷射成型mjm 直接壳法产品铸造dspc 激光工程净成型lens 选域黏着及热压成型SAHP 层铣工艺lmp 分层实体制造som 自美国3D公司1988年推出第一台商品SLA快速成形机以来,已经有十几种不同的成形系统,其中比较成熟的有SLA、SLS、LOM和FDM等方法。其成形原理分别介绍如下: (1)SLA(光固化成型法)快速成形系统的成形原理: 成形材料:液态光敏树脂; 制件性能:相当于工程塑料或蜡模;
面向应用领域的数据库新技术
面向应用领域的数据库新技术数据库技术被应用到特定的领域中,出现了工程数据库,地理数据库,统计数据库、科学数据库、空间数据库等多种数据库,使数据库领域中新的技术内容层出不穷。 一、数据仓库 传统的数据库技术是以单一的数据资源为中心,进行各种操作型处理。操作型处理也叫事务处理,是指对数据库联机地日常操作,通常是对一个或一组记录的查询和修改,主要是为企业的特定应用服务的,人们关心的是响应时间,数据的安全性和完整性。分析型处理则用于管理人员的决策分析。例如:DSS,EIS和多维分析等,经常要访问大量的历史数据。于是,数据库由旧的操作型环境发展为一种新环境:体系化环境。体系化环境由操作型环境和分析型环境(数据仓库级,部门级,个人级)构成。 数据仓库是体系化环境的核心,它是建立决策支持系统(DSS)的基础。 1.从数据库到数据仓库 具体来说,有以下原因使得事务处理环境不适宜DSS应用 ⑴事务处理和分析处理的性能特性不同 在事务处理环境中,用户的行为特点是数据的存取操作频率高而每次操作处理的时间短,因此,系统可以允许多个用户按分时方式使用系统资源,同时保持较短的响应时间,OLTP (联机事务处理)是这种环境下的典型应用。 在分析处理环境中,某个DSS应用程序可能需要连续运行几个小时,从而消耗大量的系统资源。将具有如此不同处理性能的两种应用放在同一个环境中运行显然是不适当的。 ⑵数据集成问题 DSS需要集成的数据。全面而正确的数据是有效的分析和决策的首要前提,相关数据收集得越完整,得到的结果就越可靠。因此,DSS不仅需要整个企业内部各部门的相关数据,还需要企业外部、竞争对手等处的相关数据。 而事务处理的目的在于使业务处理自动化,一般只需要与本部门业务有关的当前数据,对整个企业范围内的集成应用考虑很少。 当前绝大部分企业内数据的真正状况是分散而非集成的,这些数据不能成为一个统一的整体。对于需要集成数据的DSS应用来说,必须自己在应用程序中对这些纷杂的数据进行集成。可是,数据集成是一项十分繁杂的工作,都交给应用程序完成会大大增加程序员的负担。并且,如果每做一次分析,都要进行一次这样的集成,将会导致极低的处理效率。DSS 对数据集成的迫切需要可能是数据仓库技术出现的最重要动因。 ⑴数据动态集成问题 由于每次分析都进行数据集成的开销太大,一些应用仅在开始对所需的数据进行了集成,以后就一直以这部分集成的数据作为分析的基础,不再与数据源发生联系,我们称这种方式的集成为静态集成。静态集成的最大缺点在于如果在数据集成后数据源中数据发生了改变,这些变化将不能反映给决策者,导致决策者使用的是过时的数据。对于决策者来说,虽然并不要求随时准确地探知系统内的任何数据变化,但也不希望他所分析的是几个月以前的情况。因此,集成数据必须以一定的周期(例如24小时)进行刷新,我们称其为动态集成。显然,事务处理系统不具备动态集成的能力。 ⑵历史数据问题 事务处理一般只需要当前数据,在数据库中一般也只存储短期数据。但对于决策分析而言,历史数据是相当重要的,许多分析方法必须以大量的历史数据为依托。没有对历史数据的详细分析,是难以把握企业的发展趋势的。
数据库新技术的发展综述
数据库新技术的发展综述
数据库技术的现状 及发展趋势 院系:数学科学学院 学号:20121014401 姓名:徐高扬 班级:统计122
数据库技术的现状与发展趋势 关键词:数据库;面向对象数据库;演绎面向对象数据库;数据仓库; 数据挖掘;发展;主流数据库新技术 1、引言 自从计算机问世以后,就有了处理数据、管理数据的需求,由此,计算机技术新的研究分支数据库技术应运而生。随着计算机应用领域的不断拓展和多媒体技术的发展,数据库已是计算机科学技术中发展最快、应用最广泛的重要分支之一。从20世纪60年代末开始,数据库系统已从第一代层次数据库、网状数据库,第二代的关系数据库系统,发展到第三代以面向对象模型为主要特征的数据库系统。关系数据库理论和技术在70~80年代得到长足的发展和广泛而有效地应用,80年代,关系数据库成为应用的主流,几乎所有新推出的数据库管理系统(DataBaseManagementSystem,DBMS)产品都是关系型的,他在计算机数据管理的发展史上是一个重要的里程碑,这种数据库具有数据结构化、最低冗余度、较高的程序与数据独立性、易于扩充、
易于编制应用程序等优点,目前较大的信息系统都是建立在关系数据库系统理论设计之上的。但是,这些数据库系统包括层次数据库、网状数据库和关系数据库,不论其模型和技术上有何差别,却主要是面向和支持商业和事务处理应用领域 的数据管理。然而,随着用户应用需求的提高、硬件技术的发展和InternetIntranet提供的丰 富多彩的多媒体交流方式,促进了数据库技术与网络通信技术、人工智能技术、面向对象程序设计技术、并行计算技术等相互渗透,互相结合, 成为当前数据库技术发展的主要特征,形成了数据库新技术。目前,数据库技术已相当成熟,被广泛应用于各行各业中,成为现代信息技术的重要组成部分,是现代计算机信息系统和计算机应用系统的基础和核心。 2、数据库技术的现状及发展趋势 1980年以前,数据库技术的发展,主要体现在数据库的模型设计上。进入90年代后,计算机领域中其它新兴技术的发展对数据库技术产生 了重大影响。数据库技术与网络通信技术、人工智能技术、多媒体技术等相互渗透,相互结合,使数据库技术的新内容层出不穷。数据库的许多
快速成型技术的原理
快速成型技术的原理、工艺过程及技术特点: 1 快速成型介绍 RP技术简介 快速原型制造技术,又叫快速成形技术,(简称RP技术); 英文:RAPID PROTOTYPING(简称RP技术),或 RAPID PROTOTYPING MANUFACTUREING,简称RPM。 快速成型(RP)技术是九十年代发展起来的一项先进制造技术,是为制造业企业新产品开发服务的一项关键共性技术, 对促进企业产品创新、缩短新产品开发周期、提高产品竞争力有积极的推动作用。自该技术问世以来,已经在发达国家的制造业中得到了广泛应用,并由此产生一个新兴的技术领域。 RP技术是在现代CAD/CAM技术、激光技术、计算机数控技术、精密伺服驱动技术以及新材料技术的基础上集成发展起来的。不同种类的快速成型系统因所用成形材料不同,成形原理和系统特点也各有不同。但是,其基本原理都是一样的,那就是"分层制造,逐层叠加",类似于数学上的积分过程。形象地讲,快速成形系统就像是一台"立体打印机"。 RP技术的优越性显而易见:它可以在无需准备任何模具、刀具和工装卡具的情况下,直接接受产品设计(CAD)数据,快速制造出新产品的样件、模具或模型。因此,RP技术的推广应用可以大大缩短新产品开发周期、降低开发成本、提高开发质量。由传统的"去除法"到今天的"增长法",由有模制造到无模制造,这就是RP技术对制造
业产生的革命性意义。 2、它具体是如何成形出来的呢? 形象地比喻:快速成形系统相当于一台"立体打印机"。 快速成型属于离散/堆积成型。它从成型原理上提出一个全新的思维模式维模型,即将计算机上制作的零件三维模型,进行网格化处理并存储,对其进行分层处理,得到各层截面的二维轮廓信息,按照这些轮廓信息自动生成加工路径,由成型头在控制系统的控制下,选择性地固化或切割一层层的成型材料,形成各个截面轮廓薄片,并逐步顺序叠加成三维坯件.然后进行坯件的后处理,形成零件。 快速成型的工艺过程具体如下: l )产品三维模型的构建。由于 RP 系统是由三维 CAD 模型直接驱动,因此首先要构建所加工工件的三维CAD 模型。该三维CAD模型可以利用计算机辅助设计软件(如Pro/E , I-DEAS , Solid Works , UG 等)直接构建,也可以将已有产品的二维图样进行转换而形成三维模型,或对产品实体进行激光扫描、 CT 断层扫描,得到点云数据,然后利用反求工程的方法来构造三维模型。 2 )三维模型的近似处理。由于产品往往有一些不规则的自由曲面,加工前要对模型进行近似处理,以方便后续的数据处理工作。由于STL格式文件格式简单、实用,目前已经成为快速成型领域的准标准
数据库新技术-2019年文档
数据库新技术 随着计算机应用领域的不断拓展和多媒体技术的发展, 数据库已经是计算机科学技术中发展最快、应用最广泛的重要分支之一,而数据库技术的研究也取得了重大突破,目前,它已成为计算机信息系统和计算机应用系统的核心技术和重要的基础。 数据库技术仅仅40 多年的历史,却已经历经了3代变化,造就了 C.W.Bachman、E.F.Codd 和James Gray 三位图灵奖得主,发展了以数据建模和DBMS亥心技术为主,内容丰富的一门学科,带动了一个巨大 的软件产业一一DBM沪品及其相关工具和解决方案。 随着各类信息系统与数据库的建立,在过去若干年的时间里都积累了海量的、不同形式存储的各类数据。这些数据十分繁杂,仅仅依靠目前数据库的查询检索机制和数据处理方法,已经远远不能满足现实的需要。数据中隐藏的深层次的丰富资源没有得到充分地发掘和利用。人们迫切地需求把数据变成知识,把知识变成决策,把决策变成利润(财富)。使之有效地在管理和决策中发挥作用,是急需解决的问题。而且,随着信息化的不断深入发展,信息资源开发利用,已成为当前信息化的亥心任务之一。然而,随着用户应用需求的提高、硬件技术的发展和 Internet/Intranet 提供的丰富多彩的多媒体交流方式,促进了 XML数据库、数据仓库技术、联机分机处理技术和数据挖掘技术
相互渗透,互相结合,成为当前数据库技术发展的主要特征,形成了数据库新技术。 1、XML数据库 XML数据库是一个能够在应用中管理XML数据和文档的集合的数据库系统。XML数据库是XML文档及其部件的集合,并通过一个具有能力管理和控制这个文档集合本身及其所表示信息的系统来维护。XML数据库不仅是结构化数据和半结构化数据的存储库,像管理其它数据一样,持久的XML数据管理包括数据的独 立性、集成性、访问权限、视图、完备性、冗余性、一致性以及 数据恢复等。这些文档是持久的并且是可以操作的。XML数据 库不仅是结构化数据和半结构化数据的存储库,像管理其它数据一样,持久的XML数据管理包括数据的独立性、集成性、访问权限、视图、完备性、冗余性、一致性以及数据恢复等。这些文档是持久的并且是可以操作的。 与传统数据库相比,XML数据库能够对半结构化数据进行有效的存取和管理。如网页内容就是一种半结构化数据,而传统的关系数据库对于类似网页内容这类半结构化数据无法进行有效的管理。提供对标签和路径的操作。传统数据库语言允许对数据 元素的值进行操作,不能对元素名称操作,半结构化数据库提供 了对标签名称的操作,还包括了对路径的操作。当数据本身具 有层次特征时,由于XML数据格式能够清晰表达数据的层次特 征,因此XML数据库便于对层次化的数据进行操作。XML数据库
工作流系统功能介绍简化版
工作流系统功能介绍 目录 1概述 (2) 2流程系统设计总图 (4) 3建模工具 (4) 3.1组织机构管理 (5) 3.1.1主界面 (6) 3.1.2岗位管理界面 (7) 3.1.3部门管理界面 (8) 3.1.4员工管理界面 (9) 3.2权限管理 (10) 3.2.1主界面 (11) 3.2.2权限组管理界面 (12) 3.2.3权限设置界面 (14) 3.3流程管理 (14) 3.3.1流程管理主界面 (15) 3.3.2启动节点配置界面 (15) 3.3.3处理者配置界面 (19) 3.3.4流转条件配置界面 (19) 3.3.5控制节点配置界面 (20) 3.3.6子流程节点配置界面 (21) 3.4表单管理 (21) 3.4.1表单管理主界面 (22) 3.4.2选择用户控件界面 (23)
4工作流引擎 (23) 4.1基本功能 (23) 4.2任务节点类型 (25) 4.2.1启动节点 (25) 4.2.2结束节点 (26) 4.2.3交互节点 (26) 4.2.4子流程节点 (26) 4.2.5控制节点 (26) 4.2.6查看节点 (26) 5业务平台 (26) 5.1业务平台主界面 (27) 5.2例子:差旅费报销流程 (27) 5.3未认领任务 (29) 5.4已认领任务 (30) 5.5已完成任务 (30) 5.6查看流程图 (30) 6与门户sps系统的整合 (31) 7流程监控服务系统(即时消息和Email) (32) 1概述 随着计算机软件应用的普及,信息化系统发挥的作用也越来越大,企业信息化建设的不断深入,对系统功能和自动化程度要求越来越高。客户要求系统功能与实际的工作情景紧密结合,对每个业务环节的控制要求越来越精确。如何让我们的信息化系统更加贴近客户需求,满足客户不断变化的业务流程成了我们软件开发商不得不面对的问题。
快速成型技术的介绍
快速成型技术的介绍 ————3D打印技术的介绍及设计 摘要:快速成型制造技术是九十年代发展起来的一项先进制造技术,自该技术问世以来,已经在发达国家的制造业中得到了广泛应用,并由此产生一个新兴的技术领域。3D打印即快速成型技术的一种,它是一种以数字模型文件为基础,运用粉末状金属或塑料等可粘合材料,通过逐层打印的方式来构造物体的技术;3D打印现在运用在生产生活的各个领域。 关键词:快速成型;3D打印 1 快速成型制造技术 1.1 简介 快速原型制造技术,又叫快速成形技术,(简称RP技术)。 RP技术是在现代CAD/CAM技术、激光技术、计算机数控技术、精密伺服驱动技术以及新材料技术的基础上集成发展起来的。不同种类的快速成型系统因所用成形材料不同,成形原理和系统特点也各有不同。但是,其基本原理都是一样的,那就是"分层制造,逐层叠加",类似于数学上的积分过程。形象地讲,快速成形系统就像是一台"立体打印机"。 1.2 产生背景 随着全球市场一体化的形成,制造业的竞争十分激烈,产品的开发速度日益成为主要矛盾。在这种情况下,西安交通大学机械学院,快速成型国家工程研究中心,教育部快速成型工程研究中心自主快速产品开发(快速设计和快速工模具)的能力(周期和成本)成为制造业全球竞争的实力基础。 制造业为满足日益变化的用户需求,要求制造技术有较强的灵活性,能够以小批量甚至单件生产而不增加产品的成本。因此,产品的开发速度和制造技术的柔性就十分关键。 从技术发展角度看,计算机科学、CAD技术、材料科学、激光技术的发展和普及为新的制造技术的产生奠定了技术物质基础。 1.3 技术特点 (1) 制造原型所用的材料不限,各种金属和非金属材料均可使用; (2) 原型的复制性、互换性高; (3) 制造工艺与制造原型的几何形状无关,在加工复杂曲面时更显优越; (4) 加工周期短,成本低,成本与产品复杂程度无关,一般制造费用降低50%,加工周期节约70%以上; (5) 高度技术集成,可实现了设计制造一体化。 1.4 基本原理 快速成形技术是在计算机控制下,基于离散、堆积的原理采用不同方法堆积材料,最终完成零件的成形与制造的技术。
数据库新技术及其发展趋势
数据库新技术及其发展趋势 数据库技术是计算机科学的重要分支,主要研究如何安全高效地管理大量、持久、共享的数据。数据库的研究始于20世纪60年代中期,它的发展有着三大标志性事件。第一件大事,1969年IBM公司研制开发了基于层次模型的数据库管理系统的商品化软件InformationManagementSystem,即IMS系统,是首例成功的数据库管理系统软件。第二件大事,美国数据系统语言协会CODASYL(ConferenceOnDataSystemLanguage)下属的数据库任务组DBTG(DataBaseTaskGroup)对数据库方法进行系统的研究和讨论后,于20世纪60年代末到70年代初提出了若干报告。DBTG报告确定并建立了数据库系统的许多概念、方法和技术。DBTG所提议的方法是基于网状结构的,它是数据库网状模型的基础和典型代表。第三件大事,1970年IBM公司SanJose研究实验室的研究员E.F.Codd博士发表了题为“大型共享数据库数据的关系模型”的论文,提出数据库的关系模型,从而开创了数据库关系方法和关系数据理论的研究领域,为关系数据库技术奠定了理论基础,E.F.Codd因此在1981年获得ACM图录奖。20世纪80年代几乎所有新开发的系统都是关系系统。随着计算机系统硬件、Internet和Web技术的发展,数据库系统所管理的数据格式、数据处理方法以及应用环境不断变化,
同时人工智能、多媒体技术和其他学科技术的发展,数据库技术面临着前所未有的挑战。 当前数据库技术发展的现状,关系数据库技术仍然是主流 国内数据库的发展趋势也是飞速的,在数据库技术的当前及未来发展里程中,数据仓库以及基于此技术的商业智能无疑将是大势所趋。IBM的实验室在这方面进行了10多年的研究,并将研究成果发展成为商用产品。除了用于OLAP(联机分析处理)的后台服务器DB20LAPServer外,IBM还提供了一系列相关的产品,包括前端工具,形成一整套解决方案。其它数据库厂商在数据仓库领域也毫不示弱方法各有不同。Informix也是类似,在其动态服务器IDS(InformixDynamicServer)中提供一系列相关选件,如高级决策支持选件AdvancedDecisionSupportOption,OLAP选件扩展并行选件ExtendedParallelOption等,并认为这种体系结构严谨,管理方便,索引机制完善,并行处理的效率更高,其中数据仓库和数据库查询的SQL语句的一致使用户开发更加简便;而微软则是在其SQIServer7.0中集成了代号为Plato柏拉图)的OLAP服务器,与上述公司不同的是,Sybase提供了专门的0LAP服务器SybaselQ,并将与数据仓库相关工具打包成WarehouseStudio。从中国的数据库市场来看,大部分数据库系统的建立是用来进行传统的OLTP业务。也
快速成型的原理及应用
题目:1、快速成型原理是什么?其技术有何特点? 2、按制造工艺原理分,快速成型工艺主要分成哪几类? 3、简述快速成型技术有哪些应用? 4、典型的快速成型工艺有哪几种?试分析成型工艺的特点。 5、反求工程的基本含义是什么?应用在那几个方面? 6、结合课程知识点,谈谈快速成型技术对新产品设计的作用。
1、快速成型原理是什么?其技术有何特点? 快速成型原理 RP系统可以根据零件的形状,每次制做一个具有一定微小厚度和特定形状的截面,然后再把它们逐层粘结起来,就得到了所需制造的立体的零件。当然,整个过程是在计算机的控制下,由快速成形系统自动完成的。不同公司制造的RP系统所用的成形材料不同,系统的工作原理也有所不同,但其基本原理都是一样的,那就是"分层制造、逐层叠加"。这种工艺可以形象地叫做"增长法"或"加法"。 每个截面数据相当于医学上的一张CT像片;整个制造过程可以比喻为一个"积分"的过程。 RP技术是在现代CAD/CAM技术、激光技术、计算机数控技术、精密伺服驱动技术以及新材料技术的基础上集成发展起来的。RP技术的基本原理是:将计算机内的三维数据模型进行分层切片得到各层截面的轮廓数据,计算机据此信息控制激光器(或喷嘴)有选择性地烧结一层接一层的粉末材料(或固化一层又一层的液态光敏树脂,或切割一层又一层的片状材料,或喷射一层又一层的热熔材料或粘合剂)形成一系列具有一个微小厚度的的片状实体,再采用熔结、聚合、粘结等手段使其逐层堆积成一体,便可以制造出所设计的新产品样件、模型或模具。自美国3D公司1988年推出第一台商品SLA快速成形机以来,已经有十几种不同的成形系统,其中比较成熟的有SLA、SLS、LOM和FDM等方法。其成形原理分别介绍如下: (1)SLA快速成形系统的成形原理: 成形材料:液态光敏树脂; 制件性能:相当于工程塑料或蜡模; 主要用途:高精度塑料件、铸造用蜡模、样件或模型。 (2)SLS快速成形系统的成形原理: 成形材料:工程塑料粉末; 制件性能:相当于工程塑料、蜡模、砂型; 主要用途:塑料件、铸造用蜡模、样件或模型。 (3)LOM快速成形系统的成形原理: 成形材料:涂敷有热敏胶的纤维纸; 制件性能:相当于高级木材; 主要用途:快速制造新产品样件、模型或铸造用木模。 (4)FDM快速成形系统的成形原理: 成形材料:固体丝状工程塑料; 制件性能:相当于工程塑料或蜡模; 主要用途:塑料件、铸造用蜡模、样件或模型。 快速原形技术的特点: (1)、自由成型制造:自由成型制造也是快速成型技术的另外一个用语。作为快速成型技术的特点之一的自由成型制造的含义有两个方面:一是指无需要使用工模具而制作原型或零件,由此可以大大缩短新产品的试制周期,并节省工
近几年数据库的最新成就和发展
近几年数据库的最新成就和发展 数据库技术经过短短三十年,已从第一代的网状、层次数据库系统,第一代的关 系数据库系统,发展到第三代以面向对象模型为主要特征的数据库系统。并且数据库 技术与网络通信技术、人工智能技术、面向对象程序设计技术、并行计算技术等等互 相渗透,互相结合,也成为当前数据库技术发展的主要特征。 数据库技术的发展体现 在三个方面:数据模型、新技术内容、 应用领域。通过右图,立体的阐述了 新一代数据库系统及其相互关系。 数据模型是数据库系统的核心和基础。 1、第一代数据库系统(层次数据库系统和网状数据库系统) - 格式化模型,层次模型是网状模型的特例 2、第二代数据库系统(关系数据库系统) -关系模型简单、清晰,关系代数作为语言模型,关系数据理论作为理论基础。关系数据库系统具有形式基础好、数据独立性强、数据库语言非过程化等特色。 3、第三代数据库系统 -更加丰富的数据模型、更强大的数据管理功能、满足新应用要求。 新一代数据库技术的研究与发展。 一、新应用领域的需求 新的数据库应用领域,如CAD/CAM、CIM、CASE、OIS(办公信息系统)、GIS(地理信息系统)、知识库系统、实时系统等,需要数据库的支持,而其所需的数据管理功能有相当一部分是传统的数据库系统所不能支持的。例如它们通常需要数据库系统支持以下功能:–存储和处理复杂对象。这些对象不仅内部结构复杂,很难用普通的关系结构来表示,而且相互之间的联系也有复杂多样的语义。 –支持复杂的数据类型。包括抽象数据类型、半结构或无结构的超长数据、时间和版本数据等。还要具备支持用户自定义类型的可扩展能力。 –需要常驻内存的对象管理以及支持对大量对象的存取和计算。 –实现程序设计语言和数据库语言无缝地集成。 –支持长事务和嵌套事务的处理。 二、传统数据库系统的局限性 传统数据库系统的局限性主要表现在以下几个方面: 1. 面向机器的语法数据模型 2. 数据类型简单、固定 3. 结构与行为分离 4. 阻抗失配(编程模式不同、类型系统不匹配) 5. 被动响应 6. 存储、管理的对象有限 7. 事务处理能力较差(只能支持非嵌套事务) 三、新一代数据库技术的特点
工作流Activit介绍与应用
工作流Activiti介绍与应用 工作流(workflow)就是工作流程的计算模型,即将工作流程中的工作如何前后组织在一起的逻辑和规则在计算机中以恰当的模型进行表示并对其实施计算。我的理解就是:将部分或者全部的工作流程、逻辑让计算机帮你来处理,实现自动化。 1Activiti简介 Activiti是由Alfresco软件在2010年5月17日发布的业务流程管理(BPM)框架,它是覆盖了业务流程管理,工作流,服务协作等领域的一个开源,灵活的,易扩展的可执行流程语言框架。它实现了BPMN 2.0规范,可以发布设计好的流程定义,并通过api进行流程调度。 1.1A ctiviti基础编程框架 Activiti的基础编程框架如下:
Activiti基于Spring,ibatis等开源中间件作为软件平台,在此之上构建了非常清晰的开发框架。上图列出了Activiti的核心组件。 1.ProcessEngine:流程引擎的抽象,对于开发者来说,它是我们使用Activiti的外观(fa?ade),通过它可以获得我们需要的一切服务。 2.XXService(TaskService,RuntimeService,RepositoryService...):Activiti按照流程的生命周期(定义,部署,运行)把不同阶段的服务封装在不同的Service中,用户可以非常清晰地使用特定阶段的接口。通过ProcessEngine能够获得这些Service 实例。 1.2A ctiviti重要服务类 ProcessEngine:流程引擎的抽象,通过它我们可以获得我们需要的一切服务。RepositoryService: Activiti中每一个不同版本的业务流程的定义都需要使用一些定义文件,部署文件和支持数据(例如BPMN2.0 XML文件,表单定义文件,流程定义图像文件等),这些文件都存储在Activiti内建的Repository中。RepositoryService提供了对repository 的存取服务。 TaskService:在Activiti业务流程定义中每一个执行节点都被称作一个Task,流程运行过程中,与每个任务节点相关的接口,比如complete, delete,delegate等等都是TaskService提供的。 IdentityService: Activiti中内置了用户以及组管理的功能,必须使用这些用户和组的信息才能获取到相应的Task。IdentityService提供了对Activiti 系统中的用户和组的管理功能。FormService:Activiti中的流程和Task状态均可关联业务相关的数据。通过FormService可以存取启动和完成任务所需要的表单数据。RuntimeService:在Activiti中,每当一个流程定义被启动一次之后,都会生成一个相应的流程对象实例。RuntimeService提供了启动流程、查询流程实例、设置获取流程实例变量等功能。此外它还提供了对流程部署,流程定义和流程实例的存取服务。. ManagementService: ManagementService提供了对Activiti流程引擎的管理和维护功能,这些功能不在工作流驱动的应用程序中使用,主要用于Activiti系统的日常维护。HistoryService: HistoryService用于获取正在运行或已经完成的流程实例的信息,与RuntimeService中获取的流程信息不同,历史信息包含已经持久化存储的永久信息,并已经被针对查询优化。 关于ProcessEngine和XXService的关系,可以看下面这张图:
几种常见的快速成型技术
几种常见的快速成型技术 一、F DM 丝状材料选择性熔覆(Fused Deposition Modeling )快速原型工艺是一种不依靠激光作为成型能源、而将各种丝材加热溶化的成型方法,简称FDM。 丝状材料选择性熔覆的原理室,加热喷头在计算机的控制下,根据产品零件的截面轮廓信息,作X-Y平面运动。热塑性丝状材料(如直径为 1.78mm的塑料丝)由供丝机构送至喷头,并在喷头中加热和溶化成半 液态,然后被挤压岀来,有选择性的涂覆在工作台上,快速冷却后形成一层大约0.127mm厚的薄片轮廓。 一层截面成型完成后工作台下降一定高度,再进行下一层的熔覆,好像一层层”画岀"截面轮廓,如此循环, 最终形成三维产品零件。 这种工艺方法同样有多种材料选用,如ABS塑料、浇铸用蜡、人造橡胶等。这种工艺干净,易于操作,不 产生垃圾,小型系统可用于办公环境,没有产生毒气和化学污染的危险。但仍需对整个截面进行扫描涂覆,成型时间长。适合于产品设计的概念建模以及产品的形状及功能测试。由于甲基丙烯酸ABS ( MABS )材 料具有较好的化学稳定性,可采用加码射线消毒,特别适用于医用。但成型精度相对较低,不适合于制作结构过分复杂的零件。 FDM快速原型技术的优点是: 1、制造系统可用于办公环境,没有毒气或化学物质的危险。 2、工艺干净、简单、易于材作且不产生垃圾。 3、可快速构建瓶状或中空零件。 4、原材料以卷轴丝的形式提供,易于搬运和快速更换。 5、原材料费用低,一般零件均低于20美元。 6、可选用多种材料,如可染色的ABS和医用ABS、PC、PPSF等。 FDM快速原型技术的缺点是: 1、精度相对国外SLA工艺较低,最高精度0.127mm。 2、速度较慢。 二、S LA 光敏树脂选择性固化是采用立体雕刻( Stereolithography )原理的一种工艺,简称SLA,也是最早出现的、 技术最成熟和应用最广泛的快速原型技术。 在树脂液槽中盛满液态光敏树脂,它在紫外激光束的照射下会快速固化。成型过程开始时,可升降的工作台处于液面下一个截面层厚的高度,聚焦后的激光束,在计算机的控制下,按照截面轮廓的要求,沿液面进行扫描,使被扫描区域的树脂固化,从而得到该截面轮廓的塑料薄片。然后,工作台下降一层薄片的高度,以固化的塑料薄片就被一层新的液态树脂所覆盖,以便进行第二层激光扫描固化,新固化的一层牢固的粘结在前一层上,如此重复不已,知道整个产品成型完毕。最后升降台升岀液体树脂表面,即可取岀工件,进行清洗和表面光洁处理。 光敏树脂选择性固化快速原型技术适合于制作中小形工件,能直接得到塑料产品。主要用于概念模型的原型制作,或用来做装配检验和工艺规划。它还能代替腊模制作浇铸模具,以及作为金属喷涂模、环氧树脂模和其他软模的母模,使目前较为成熟的快速原型工艺。 SLA快速原型技术的优点是: 1、需要专门实验室环境,维护费用高昂。 2、系统工作相对稳定。 3、尺寸精度较高,可确保工件的尺寸精度在0.1mm (但,国内SLA精度在0.1 ――0.3mm之间,并且存在一定的波动性)。 4、表面质量较好,工件的最上层表面很光滑,侧面可能有台阶不平及不同层面间的曲面不平。 5、系统分辨率较高。