各种线材接头常见制作

各种线材
1. VGA线
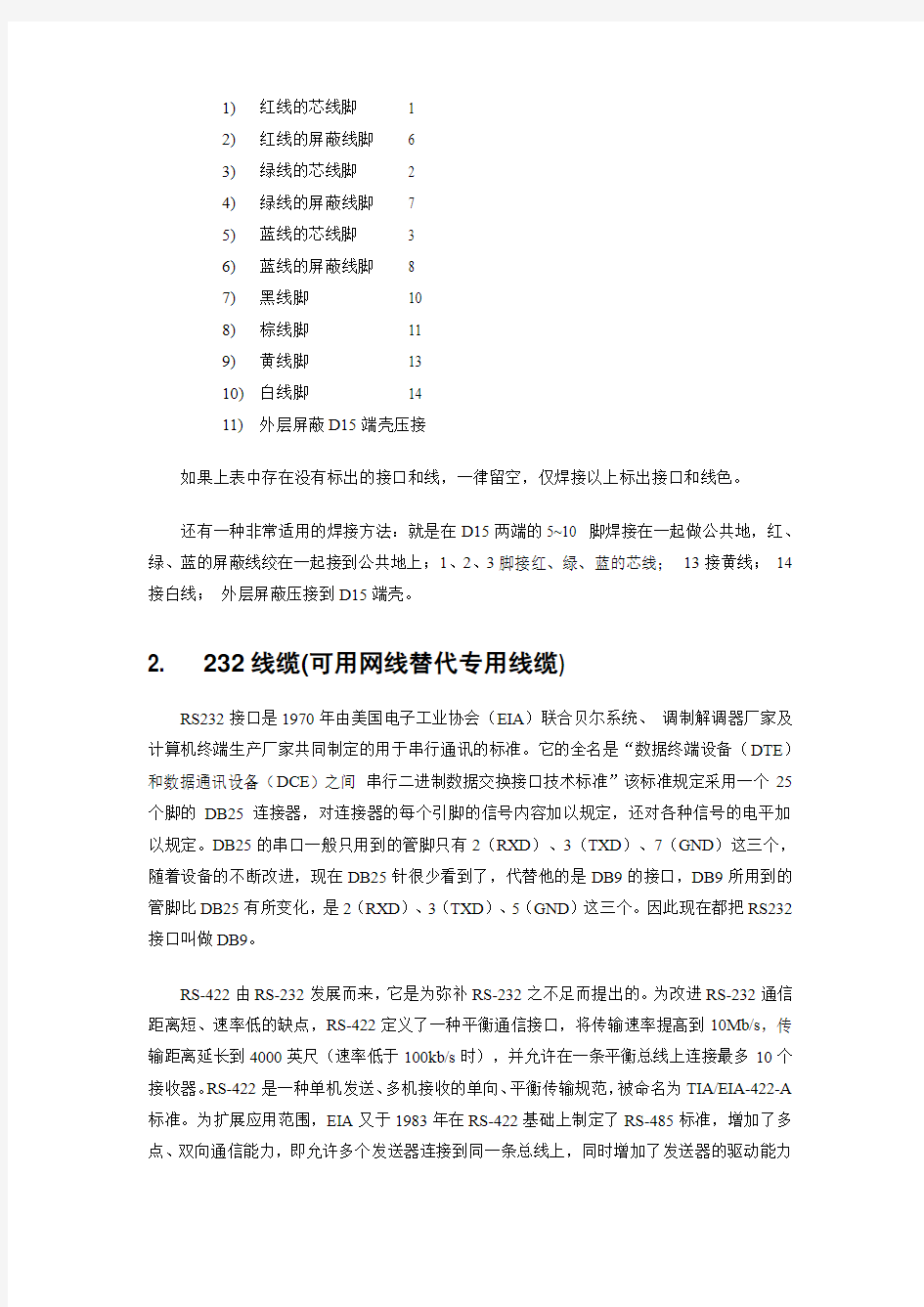
VGA接口15根针,其对应接口定义如下,其下为VGA接头图。
1)红基色red
2)绿基色green
3)蓝基色blue
4)地址码ID Bit
5)自测试( 各家定义不同)
6)红地
7)绿地
8)蓝地
9)保留( 各家定义不同)
10)数字地
11)地址码
12)地址码
13)行同步
14)场同步
15)地址码( 各家定义不同)
注意,公母头焊接时,须注意将方向平行反过来焊接。
普通VGA线焊接方法如下(D15焊接法):
1)红线的芯线脚 1
2)红线的屏蔽线脚 6
3)绿线的芯线脚 2
4)绿线的屏蔽线脚7
5)蓝线的芯线脚 3
6)蓝线的屏蔽线脚8
7)黑线脚10
8)棕线脚11
9)黄线脚13
10)白线脚14
11)外层屏蔽D15端壳压接
如果上表中存在没有标出的接口和线,一律留空,仅焊接以上标出接口和线色。
还有一种非常适用的焊接方法:就是在D15两端的5~10 脚焊接在一起做公共地,红、绿、蓝的屏蔽线绞在一起接到公共地上;1、2、3脚接红、绿、蓝的芯线;13接黄线;14接白线;外层屏蔽压接到D15端壳。
2. 232线缆(可用网线替代专用线缆)
RS232接口是1970年由美国电子工业协会(EIA)联合贝尔系统、调制解调器厂家及计算机终端生产厂家共同制定的用于串行通讯的标准。它的全名是“数据终端设备(DTE)和数据通讯设备(DCE)之间串行二进制数据交换接口技术标准”该标准规定采用一个25个脚的DB25连接器,对连接器的每个引脚的信号内容加以规定,还对各种信号的电平加以规定。DB25的串口一般只用到的管脚只有2(RXD)、3(TXD)、7(GND)这三个,随着设备的不断改进,现在DB25针很少看到了,代替他的是DB9的接口,DB9所用到的管脚比DB25有所变化,是2(RXD)、3(TXD)、5(GND)这三个。因此现在都把RS232接口叫做DB9。
RS-422由RS-232发展而来,它是为弥补RS-232之不足而提出的。为改进RS-232通信距离短、速率低的缺点,RS-422定义了一种平衡通信接口,将传输速率提高到10Mb/s,传输距离延长到4000英尺(速率低于100kb/s时),并允许在一条平衡总线上连接最多10个接收器。RS-422是一种单机发送、多机接收的单向、平衡传输规范,被命名为TIA/EIA-422-A 标准。为扩展应用范围,EIA又于1983年在RS-422基础上制定了RS-485标准,增加了多点、双向通信能力,即允许多个发送器连接到同一条总线上,同时增加了发送器的驱动能力
和冲突保护特性,扩展了总线共模范围,后命名为TIA/EIA-485-A标准。由于EIA提出的建议标准都是以“RS”作为前缀,所以在通讯工业领域,仍然习惯将上述标准以RS作前缀称谓。
RS232通讯又叫串口通讯方式。是指计算机通过RS232国际标准协议用串口连接线和单台设备(控制器)进行通讯的方式。
通讯距离:9600波特率下建议在13米以内。
通讯速率(波特率Baud Rate):缺省常用的是9600 bps,常见的还有1200 2400 4800 19200 38400等。波特率越大,传输速度越快,但稳定的传输距离越短,抗干扰能力越差。
备注:一般台式机会自带1-2个串口插座(公头(9针插头上带针的俗称公头,带针孔的俗称母头)),现在的笔记本一般不带串口插座,可以购买USB串口转换器,具体请参考怎样使用USB串口转换器?
公头 接线端子排序图
母头 接线端子排序图
一般只用 2 3 5 号三根线。 2 RxD Receive Data ,Input 3 TxD Transmit Data ,Output 5 GND Ground
串口连接线: 一般标配是3米以内。
网线RJ45 TO RS232:
1、串口:
五口在上,四口在下
2、RJ45:
586a或586b
3、从左向右:
空、黄、黑、红橙、绿(上)
褐、兰、白、空(下)
3. 485线缆(可用网线替代专用线缆)
RS485和RS232的基本的通讯机理是一致的,他的优点在于弥补了RS232 通讯距离短,不能进行多台设备同时进行联网管理的缺点。
计算机通过RS232 RS485转换器,依次连接多台485设备,采用轮询的方式,对总线上的设备轮流进行通讯。
接线标示是485+ 485- ,分别对应链接设备(控制器)的485+ 485-。
通讯距离:最远的设备(控制器)到计算机的连线理论上的距离是1200米,建议客户控制在800米以内,能控制在300米以内效果最好。如果距离超长,可以选购485中继器(延长器)(请向专业的转换器生产公司购买,中继器的放置位置是在总线中间还是开始,请参考相关厂家的说明书。)选购中继器理论上可以延长到3000米。
负载数量:即一条485总线可以带多少台设备(控制器),这个取决于控制器的通讯芯片和485转换器的通讯芯片的选型,一般有32台,64台,128台,256台几种选择,这个是理论的数字,实际应用时,根据现场环境,通讯距离等因素,负载数量达不到指标数。微耕公司控制器和转换器按256台设计,实际建议客户每条总线控制在80台以内。如果有几百上千台控制器,请采用多串口卡或者485HUB来解决,具体请参考“如果系统控制器数成百上千台,如何组网?”坚决禁止使用无源485转换器,具体请参考“为什么禁止使用无源485转换器?”
485通讯总线(必须用双绞线,或者网线的其中一组),如果用普通的电线(没有双绞)干扰将非常大,通讯不畅,甚至通讯不上。
每台控制器设备必须手牵手地串下去,不可以有星型连接或者分叉。如果有星型连接或者分叉,干扰将非常大,通讯不畅,甚至通讯不上。
由于RS232接口标准出现较早,难免有不足之处,主要有以下四点:
(1)接口的信号电平值较高,易损坏接口电路的芯片,又因为与TTL电平不兼容故需使用电平转换电路方能与TTL电路连接。
(2)传输速率较低,在异步传输时,波特率为20Kbps;因此在“南方的老树51CPLD 开发板”中,综合程序波特率只能采用19200,也是这个原因。
(3)接口使用一根信号线和一根信号返回线而构成共地的传输形式,这种共地传输容易产生共模干扰,所以抗噪声干扰性弱。
(4)传输距离有限,最大传输距离标准值为50英尺,实际上也只能用在50米左右。
针对RS232接口的不足,于是就不断出现了一些新的接口标准,RS-485就是其中之一,它具有以下特点:
(1)RS-485的电气特性:逻辑“1”以两线间的电压差为+(2—6)V表示;逻辑“0”以两线间的电压差为-(2—6)V表示。接口信号电平比RS-232降低
了,就不易损坏接口电路的芯片,且该电平与TTL电平兼容,可方便与TTL
电路连接。
(2)RS-485的数据最高传输速率为10Mbps。
(3)RS-485接口是采用平衡驱动器和差分接收器的组合,抗共模干能力增强,即抗噪声干扰性好。
(4)RS-485接口的最大传输距离标准值为4000英尺,实际上可达3000米,另外RS-232接口在总线上只允许连接1个收发器,即单站能力。而RS-485接口
在总线上是允许连接多达128个收发器。即具有多站能力,这样用户可以利用
单一的RS-485接口方便地建立起设备网络。
因为RS485接口组成的半双工网络,一般只需二根连线(我们一般叫AB线),所以RS485接口均采用屏蔽双绞线传输。
如果采用网线布线,两端都为RS485,则线序为:
1)绿RS-485 R+ RS-485 T+
2)黄RS-485 R- RS-485 T-
3)蓝RS-485 T+ RS-485 R+
4)红RS-485 T- RS-485 R-
如一端为RS485、另一端是RS232,则需要采用专用转换器将RS485转为RS232,方能正常通信。
4. RS422
他的通讯原理和RS485类似,区别在于他的总线是两组双绞线(4根线),分别标示为R+ R- T+ T- .缺点是布线成本高,容易搞错。现在用得比较少了。
5. 网线[转自IT168]
双交线做法有两种国际标准:EIA/TIA568A和EIA/TIA568B,而双交线的连接方法也主要有两种:直通线缆和交叉线缆。直通线缆的水镜头两端都遵循568A或568B标准,双交线的每组线在两端是一一对应的,颜色相同的在两端水晶头的相应槽中保持一致。它主要用在交换机(或集线器)Uplink口连接交换机(或集线器)普通端口或交换机普通端口连接计算机网卡上。而交叉线缆的水晶头一端遵循568A,而另一端则采用568B标准,即A水晶头的1、2对应B水晶头的3、6,而A水晶头的3、6对应B水晶头的1、2,它主要用在交换机(或集线器)普通端口连接到交换机(或集线器)普通端口或网卡连网卡上。
网线的制作:
(1)剪断:利用压线钳的剪线刀口剪取适当长充的网线。
(2)剥皮:用压线钳的剪线刀口将线头剪齐,再将线头放入剥线刀口,让线头角及挡板,稍微握紧压线钳慢慢旋转,让刀口划开双绞线的保护胶皮,拔下胶皮。(注意:剥与大拇指一样长就行了)
【小提示】网线钳挡位离剥线刀口长度通常恰好为水晶头长度,这样可以有效避免剥线过长或过短。剥线过长一则不美观,另一方面因网线不能被水晶头卡住,容易松动;剥线过短,因有包皮存在,太厚,不能完全插到水晶头底部,造成水晶头插针不能与网线芯线完好接触,当然也不能制作成功了。
(3)排序:剥除外包皮后即可见到双绞线网线的4对8条芯线,并且可以看到每对的颜色都不同。每对缠绕的两根芯线是由一种染有相应颜色的芯线加上一条只染有少许相应颜色的白色相间芯线组成。四条全色芯线的颜色为:棕色、橙色、绿色、蓝色。每对线都是相互缠绕在一起的,制作网线时必须将4个线对的8条细导线一一拆开,理顺,捋直,然后按照规定的线序排列整齐。
目前,最常使用的布线标准有两个,即T568A标准和T568B标准。T568A标准描述的线序从左到右依次为:1-白绿、2-绿、3-白橙、4-蓝、5-白蓝、6-橙、7-白棕、8-棕。T568B标准描述的线序从左到右依次为:1-白橙、2-橙、3-白绿、4-蓝、5-白蓝、6-绿、7-白棕、8-棕。在网络施工中,建议使用T568B标准。当然,对于一般的布线系统工程,T568A也同样适用。
排列水晶头8根针脚:
将水昌头有塑造料弹簧片的一面向下,有针脚的一方向上,使有针脚的一端指向远离自己的方向,有方型孔的一端对着自己,此时,最左边的是第1脚,最右边的是第8脚,其余依次顺序排列。
(4)剪齐:把线尽量抻直(不要缠绕)、压平(不要重叠)、挤紧理顺(朝一个方向紧靠),然后用压线钳把线头剪平齐。这样,在双绞线插入水晶头后,每条线都能良好接触水晶头中的插针,避免接触不良。如果以前剥的皮过长,可以在这里将过长的细线剪短,保留的去掉外层绝缘皮的部分约为14mm,这个长度正好能将各细导线插入到各自的线槽。如果该段留得过长,一来会由于线对不再互绞而增加串扰,二来会由于水晶头不能压住护套而可能导致电缆从水晶头中脱出,造成线路的接触不良甚至中断。
(5)插入:一和以拇指和中指捏住水晶头,使有塑料弹片的一侧向下,针脚一方朝向远离自己的方向,并用食指抵住;另一手捏住双绞线外面的胶皮,缓缓用力将8条导线同时沿RJ-45头内的8个线槽插入,一直插到线槽的顶端。
(6)压制:确认所有导线都到位,并透地水晶头检查一遍线序无误后,就可以用压线钳制RJ-45头了。将RJ-45头从无牙的一侧推入压线钳夹槽后,用力握紧线钳(如果您的力气不够大,可以使用双手一起压),将突出在外面的针脚全部压入水晶并头内。
在把水晶头的两端都做好后,即可用网线测试仪进行测试,如果测试仪上8个指示灯都依次为绿色闪过,证明网线制作成功。如果出现任何一个灯为红灯或黄灯,都证明存在断路或者接触不良现象,此时最好先对两端水晶头再用网线钳压一次,再测,如果故障依旧,再检查一下两端芯线的排列顺序是否一样,如果不一样,随剪掉一端重新按另一端芯线排列顺序制做水晶头。如果芯线顺序一样,但测试仪在重夺后仍显示红色灯或黄色灯,则表明其中肯定存在对应芯线接触不好。此时没办法了,只好先剪掉一端按另一端芯线顺序重做一个水晶头了,再测,如果故障消失,则不必重做另一端水晶头,否则还得把原来的另一端水晶头也剪掉重做。直到测试全为绿色指示灯闪过为止。对于制作的方法不同测试仪上的指示灯亮的顺序也不同,如果是直通线测试仪上的灯应该是依次顺序的亮,如果做的是双绞线那测试仪的一段的闪亮顺序应该是3、6、1、4、5、2、7、8。
另:买线时注意一下,用的是5类线,3类线只能达到16M,4类线20M,只有5类线以及超5类等才能到达100M的.线的长度不能超过100米。
我们所使用的网线除用于网络外,主要还用于RS232信号、RS485信号或者VISCA信号的传输。
6. 6.5mm/3.5mm音频线
单芯线以及屏蔽线,线头包括6.5mm直径以及3.5mm直径。
7. 卡侬头
平衡焊接:
2 正(红),3负(白),其中外屏蔽线分成2股,一股焊在1脚上,一股焊
在那个厚的铁片上。
非平衡焊接:
红白一起焊3,屏蔽分两股焊1和2。
8. RCA头
9. 莲花头
10. BNC头
11. VISCA线缆(可用网线替代专用线缆)
VISCA是sony D70/D100摄像头的标准控制协议接口。
RS232转VISCA的线序如下:
(1)232端为3、5脚
(2)visca头的4、5脚。即可控制。
Rs232 visca
3脚---------------5脚
5脚---------------4脚12. 电源线
两芯线,连接方式略
电线电缆中常用英语表述
电缆术语中-英文(汇集) 导通阻Turning-on impedance 短.断路测试short/break circuit test 耐压测试:在DC=500V,AC=300V的条件下,绝缘阻抗不小于50M ohm withstanding voltage test: under DC=500V, AC=300V, insulation resistance ≥ 50M ohm 摇摆测试Flexing test 电缆专业英语电工术语电缆Electrotechnical vocabulary -Electric cables 无镀层导体:plain conductor 金属镀层导体:metal coated conductor 镀锡导体:tinned conductor 金属包覆导体:metal-clad conductor 实心导体:solid conductor 实心导体可是圆形或者非圆形 绞合导体:stranded conductor 术语strand也可表示单线 圆形同心绞合导体:concentrically stranded circular conductor 束合导体:bunched conductor 复绞导体:multiple stranded conductor 软导体:flexible conductor 成型导体:shaped conductor 扇形导体:sector shaped conductor 紧压导体:compacted conductor 分割导体:milliken conductor 空心导体:hollow conductor 铜皮导体:tinsel conductor 同心股线:concentric strand 束合股线:bunched strand 同心中性导体:concentric neutral conductor 绝缘 导体绝缘 绕包绝缘:lapped insulation 浸渍纸绝缘:impregnated paper insulation 挤包绝缘:extruded insulation 矿物绝缘:mineral insulation 热塑性绝缘:thermoplastic insulation 热固性绝缘:thermosetting insulation 交联绝缘:cross-linked insulation 电屏蔽和接地金属屏蔽 电缆屏蔽:screen 导体屏蔽:conductor screen 绝缘线芯屏蔽:core screen 接地屏蔽:shield of a cable
电缆接头做法图解与电缆接头规范要求- 电气技术
电缆接头做法图解与电缆接头规范要求- 电气技术 电缆接头做法图解与电缆接头规范要求- 电气技术电缆接头做法图解电缆接头又称电缆头。电缆线路两末端的接头称为终端头,中间的接头称为中间接头,终端头和中间接头又统称为电缆头。电缆铺设好后,为了使其成为一个连续的线路,各段线必须连接为一个整体,这些连接点就称为电缆接头。电缆接头是用来锁紧和固定进出线,起到防水防尘防震动的作用。 电缆头一般是在电缆敷设就位后在现场进行制作,它的主要的作用:使线路通畅,使电缆保持密封,并保证电缆接头处的绝缘等级,使其安全可靠地运行。若是密封不良,不仅会漏油造成油浸纸干枯,而且潮气也会侵入电缆内部,使纸绝缘性能下降。 电缆头制作的方法很多,但目前大多使用的是热缩式和冷缩式两种方法。冷缩式电缆头与热缩式电缆头比较,具有制作简便;受人为影响因素小,冷缩电缆附件会随着电缆的热胀冷缩而和电缆保持同步呼吸作用,使电缆和附件始终保持良好的结合状态等优点,但成本高。而热缩式电缆头与冷缩式电缆头相比主要优点只是成本低,所以,目前在10KV以上领域,广泛使用冷缩式电缆头。 低压电缆接头做法图解1、能够参阅我国修建工业出版社的《修建施工设备图集电气》图集。 2、《修建施工设备图集电气》中有关接法图如下: 3、电线接线要分外留心:绕线的圈数不少于5圈,一同联络本地质监有些恳求,绝缘层是用接线帽,仍是用搪锡外包绝缘胶带。 装接E1同轴电缆的接头并测试 介绍装接E1同轴电缆的接头并测试的方法。 19.1.1 装接同轴电缆的直式BNC公接头 介绍直式BNC公接头与同轴电缆的装配步骤。 工具、仪表和材料剥线钳 压线钳(包括2.5mm钳口) 同轴电缆,组件如图19-1所示 直式BNC公接头,组件如图19-1所示 图19-1 BNC接头与同轴电缆 操作步骤 根据同轴线材的不同,按照图示尺寸将同轴电缆剥开,露出同轴电缆外导体、同轴电缆绝缘和同轴电缆内导体,如图19-2所示。其中常用电缆保留的外导体长度”L1”、保留的绝缘长度”L2”和护套剥开长度”L3”的推荐长度如表19-1所示。 图19-2 剥同轴电缆 将热缩套管和压接套筒先后套入同轴电缆中,如图19-4所示。 图19-4 套入热缩套管和压接套筒 将同轴电缆的外套体展开成喇叭形,如图19-5所示。 说明: 若连接器插头适配的线径规格为2.2mm,而同轴线缆线径为1.6mm时,需把同轴线外导体拧成一股,不需要展开,以免压接不紧。 图19-5 展开同轴电缆外导体 将同轴电缆的绝缘和内导体插入同轴电缆连接器插头,同轴电缆外导体部分包裹住同轴连接器的外导体,如图19-6所示。 图19-6将直式BNC公接头插头插入同轴电缆用焊接工具将同轴电缆的内导体焊接到同轴电缆连接器插头的内导体上,如图19-7所示。图19-7焊接内导体将压接套筒往连接器方向推,
10kV交联聚乙烯绝缘电缆热缩接头制作工艺标准
10kV交联聚乙烯绝缘电缆热缩接头制作工艺标准 11范围 本工艺标准适用于一般工业与民用建筑电气安装工程10(6)kV交联聚乙烯绝缘电力电缆热缩中间接头制作。 22施工准备 2.1 设备及材料要求: 2.1.1 主要材料:电缆头附件及主要材料由生产厂家配套供应。并有合格证及说明书。其型号、规格、电压等级符合设计要求。 2.1.2 辅助材料:焊锡、焊油、白布、砂布、芯线连接管、清洗剂、汽油、硅脂膏等。 2.2 2.2主要机具: 喷灯、压接钳、钢卷尺、钢锯、电烙铁、电工刀、克丝钳、改锥、大瓷盘。 2.3 作业条件: 2.3.1 电缆敷设完毕,绝缘电阻测试合格。 2.3.2 作业场所环境温度0℃以上,相对湿度70%以下,严禁在雨、雾、风天气中施工。 2.3.3 施工现场要干净、宽敞、光线充足。施工现场应备有220V交流电源。 2.3.4 室外施工时,应搭设临时帐蓬。 3 操作工艺 3.1 3.1工艺流程: 设备点件检查→剥除电缆护层→剥除铜屏蔽及半导导电层→ 固定应力管→压接连接管→包绕半导带及填充胶→ 固定绝缘管→安装屏蔽网及地线→固定护套→送电运行验收 3.2 设备点件检查。开箱检查实物是否符合装箱单上的数量,外观有无异常现象。 3.3 剥除电缆护层(图2-28): 图2-28 3.3.1 调直电缆:将电缆留适当余度后放平,在待连接的两根电缆端部的两米处内分别调直、擦干净、重叠200mm,在中间作中心标线,作为接头中心。 3.3.2 剥外护层及铠装:从中心标线开始在两根电缆上分别量取800mm、500mm,剥除外护层;距断口50mm的铠装上用铜丝绑扎三圈或用铠装带卡好,用钢锯沿铜丝绑扎处或卡子边缘锯一环形痕,深度为钢带厚度1/2,再用改锥将钢带尖撬起,然后用克丝钳夹紧将钢带剥除。 3.3.3 剥内护层:从铠装断口量取20mm内护层,其余内护层剥除,并摘除填充物。 3.3.4 锯芯线、对正芯线,在中心点处锯断。 3.4 剥除屏蔽层及半导电层(图2-29):自中心点向两端芯线各量300mm剥除屏蔽层,从屏蔽层断口各量取20mm半导电层,其余剥除。彻底清除绝缘体表面的半导质。
认识一些seialcable通信电缆和通信接口
文档来源为:从网络收集整理.word 版本可编辑.欢迎下载支持. 1文档来源为:从网络收集整理.word 版本可编辑.欢迎下载支持. 认识一些serial cable X.21 DTE(CAB-X21MT), HD60 male / DB15 Male,X.21 线路用,一头是高密度60针公头,一头是15针公头. X.21 DCE (CAB-X21FC), HD60 Male / DB15 Female,和上面基本一样 就是15针的变成母头了. EIA/TIA-232 DTE (CAB-232MT), HD60 Male / DB25 Male EIA/TIA-232 DCE (CAB-232FC), HD60 Male / DB25 Female EIA/TIA-449 DTE (CAB-449MT), HD60 Male / DB37 Male EIA/TIA-449 DCE (CAB-449FC), HD60 Male / DB37 Female V.35 DTE (CAB-V35MT), HD60 Male / V.35 Male(这个玩意见过,连接那种基带猫一类的) V.35 DCE (CAB-V35FC), HD60 Male / V.35 Female HD60 Male / HD60 Male 这个常见,那种高速串行线 HPDB68M / RJ-45 x 8 (CAB-OCTAL-ASYNC) 这就是八爪鱼了,用来异步连接的. For Video Card, HD60M / 2xDVI F 8" 视频卡上的东东,没见过 V.35 DTE (CAB-SS-V35MT)Smart Series Cable 这是那种smart 卡用的那种,那种接口可小.见过. EIA-530 High Density DB60M to DB25 Male (EIA530) CISCO Router Cables Part #CAB-530MT-3M 常用接口管脚定义
低压电缆头制作安装施工及验收规范
八、低压电缆头制作和接线施工及验收规范 一、作业条件 1.电气设备安装完毕,室内空气干燥。 2.电缆敷设并整理完毕,核对无误。 3.电缆支架及电缆终端头固定支架安装齐全。 4.现场具有足够照度的照明和较宽敞的操作场地。 二、工艺流程 → → →→ → 三、安装注意 1.铠装电缆的接地线应采用铜绞线或镀锡铜编织线,同时应防止地线焊接不牢,解决方法是将钢带一定要锉出新茬,焊接时使用电烙铁不得小于500W ,否则焊接不牢。 接地线截面积要求如下表: 表18.1.3 电缆芯线和按地截面积(mm 2) 2.应防止电缆芯线与线鼻子压接不紧固。线鼻子与芯线截面必须配套,压接时模具规格与芯线规格一致,压接次数不得小于二道。 3.防止电缆芯线伤损,用电缆刀或电工刀剥皮时,不宜用力过大,最好电缆绝缘外皮不完全切透,里层电缆皮应撕下,防止损伤芯线。 4.防止电缆头卡固不正,电缆芯线过长或过短,电缆芯线锯断前要量好尺寸,以芯线能调换相序为宜,不宜过长或过短。电缆头卡固时,应注意找直,找正,不得歪斜。 5.配电柜等电气设备内部电缆排布时,需布线整洁美观,并需考虑在机柜进线处做好电缆预留,电缆绑扎带要统一美观,且扎带切口需光滑,防止切口尖锐伤人。 可参考下图所示:
(考虑到不同甲方的具体要求不同,可在大规模接线前,每一类电柜做一个样板请建设方相关人员确认) 四、施工检查 1.芯线与电器设备的连接应符合下列规定: A.截面积在10mm2及以下的单股铜芯线和单股铝芯线直接与设备、器具的端子连接; B.截面积在2.5mm2及以下的多股铜芯线拧紧搪锡或接续端子后与设备、器具的端 子连接; C.截面积大于2.5mm2的多股铜芯线,除设备自带插接式端子外,接续端子后与设 备或器具的端子连接;多股铜芯线与插接式端子连接前,端部拧紧搪锡; D.每个设备和器具的端子接线不多于2根电线。 2. 电线、电缆的回路标记应清晰,编号准确。 3、对于多芯YJV电缆,在制作终端头和套五指套及色带时应注意,为了提高电缆绝缘性和相线的区分,应在剥开的多芯电缆的每一条相线上满套上相应颜色绝缘色带,即色带需从五指套底端一直满套到终端头。 如下图的做法即不符合我们要求。
电线电缆行业词汇中英文对照大全
电线电缆行业词汇中英文对照大全 湿式中拉机medium wet drawing machine 中拉机medium wire drawing machine 中拉intermediate drawing 中拉机intermediate wire drawing machine 中拉机、大拉机coarse wire drawing machine 粗-细线拉线机、中拉机coarse-fine wire drawing machine 多根拉线-退火-束线机组multi-wire drawing-annealing-bunching line 四节距束线机four twist bunching machine 双节距束线机double twist buncher 双节距束线机double-twist bunch strander 双节距[双倍]束线机double-twist bunching machine 双节距高速束线机double-twist laying-up machine 复合束线、复[混[合束线compound bunch 磨光机、束线机buffing machine 束线、束绞、束线bunch 束线、束绞bunch-strand 束绞铜束线bunch-stranded copper conductor 束线、绞合线bunched wire 束线机buncher 束线机bunching machine 灌注potting 双面双层十六头纱包机16- head double-side douoble-rosette cotton covering machine 立式双层鼓轮vertical double draft bull block 双层编包风雨线weatherproof double braid 双层挤出(机)头twin (extruder) head 双层鼓轮拉线机twin capstan drawing machine 双头挤出、双层挤出twin-head extrusion 双层的twin-layer 橡皮绝缘双层编包线rubber-covered double braided 双层环氧漆包圆铜电磁线heavy epoxy-coated round copper magnet wire 泡沫皮绝缘、泡沫/实心双层绝缘foam skin insulation 双层编织机double tier type braiding machine 双层钢丝铠装double wire armour 双层钢丝铠装电缆double wire-armoured cable 双层挤出(机)头double(extruder)head 双层编织的double-braid 双层编织式外导体同轴电缆double-braid type coaxial cable 双层鼓轮拉线机double-capstan wire drawing machine 双层滚筒六头拉线机double-deck 6 head type machine 双层鼓轮double-deck bull block 双层拉线鼓轮double-deck drawing block 双层绝缘的double-insulated 双层的double-layer
电缆头制作安装工程施工工艺标准
电缆头制作、接线和线路绝缘测试安装 施工工艺标准 一、特点和适用范围 本工艺适用于一般工业与民用建筑电气安装工程10(6)KV及以下电缆头制作、接线和线路绝缘测试安装工程。 二、施工准备 1、技术准备 1施工前应进行技术交底工作; 2配备相应的施工质量验收规范。 2、材料准备 1 电缆终端头及其所用绝缘材料应是定型产品,各部队衔接处应封闭严密,附件齐全,瓷套不得裂纹、损伤,必须符合电压等级和设计要求,并应有试验数据及合格证。电缆头附件及主要材料由生产厂家备齐,并有合格证及说明书。 2电缆绝缘胶和环氧树结晶胶应是定型产品,必须符合电压等级和设计要求,各部衔接处均应封闭严密,附件齐全,应有理化及电气性能的试验单及合格证。 3 固定电缆终端头用的金属件均应是镀锌件,配齐相应的螺母、垫圈和弹簧垫。 4 中间头外壳必须密封良好,无杂质和砂眼,内壁光滑整洁,型号规尺寸必须符合设计要求。铅套管含纯铅量不少于99.9%,并能承受25标准大气压力试验。 5 主要材料:电缆终端头套、塑料带、绝缘三叉手套、绝缘管、应力管、编织铜线、填充胶、密封胶带、密封管、相色管、防雨裙。 6 辅助材料:焊锡、焊油、白布、砂布、芯线连接管、清洗剂、汽油、硅脂膏、接线端子、焊锡、清洁剂、砂布、白布、汽油、焊油、镀锌螺丝、电缆卡子、电缆标牌、10mm多股铜线。 3、主要机具 1 制作机具:防风栅、塑料布、油压接线钳、喷灯、铁壶、铝壶、搪瓷盘、铝锅、铁勺、漏勺、手套、漏斗、电炉子、钢锯、钢丝刷,温度计、剪刀、锉刀、电烙铁、电工刀、克丝钳、改锥等。。
2 安装机具:台钻、电锤、滑车、大绳、板手、台钻、电焊机和气焊工具等。 3 测试工具:绝缘摇表、钢卷尺、钢板尺、温度计、万用表、试铃及试验仪器等。 4、作业条件 1 电缆敷设并整理完毕,核对无误。 2 电缆支架及电缆终端头固定支架安装齐全。 3 室外电缆终端头的制作应选择晴朗无风的天气施工,环境温度在+5C°以上。 4 施工现场及其周围应清洁干燥,操作平台要牢固,四周应搭设防风栅。 5 施工现场应备有220V电源和安全电源。现场具有足够照明和较宽敞的操作场地 6电缆终端头制作人员应经专门培训并考核合格,方可施工操作。 7 土建工程基本施工完,墙面、屋顶的浆活完毕,施工现场应符合安全、消防规定,易燃物要妥善保管。 8 塑料带应分黄、绿、红、蓝四色,各种螺丝等镀锌件应镀锌良好。 9 地线采用裸铜软线,载面不小于10mm,表面应清洁,无断股现象。 10 高空作业(电杆上)应搭好平台,在施工部位上方搭好帐篷,防止灰尘侵入(室外),室外施工时,应搭设临时帐篷。 11 电气设备安装完毕,室内空气干燥,变压器、高压开关柜(高压开关)、电缆均安装完毕,电缆绝缘合格。 三、材料质量控制要点 1 在制作电缆头的全过程中,要保持清洁,油浸纱带和黑漆葛带要放在铝锅内加盖,随用随取,手上的潮气要擦净。工具要放在干净的瓷盘中。 2电缆绝缘纸不能损伤,特别是在三芯分开掰弯时,要特别小心,用力不能过猛。在凶缠绝缘层时,更不许来回搬弄芯线。 3封铅时,手腕要灵活,速度要快,否则会影响电缆的绝缘强度。烘烤铅包时,火焰要均匀,以免损坏铅包、绝缘纸和降低绝缘强度。 4 灌注电缆胶时,温度要控制好,温度过高会损坏绝缘纸,温度过低灌注不实。 5 从开始剥切到制作完毕,必须连续进行,一次完成,以免受潮。 6 电缆头制作过程中,应注意的质量问题见下表: 电缆头制作过程中应注意的质量问题
电线电缆的各种型号英文缩写
自线电缆的各种型号英文缩写,及其含义 电线电缆中BV、BLV、BVVB、BVR、RV、RVS、RVV、QVR、AVVR、VV、VLV、KVV是什么意思? 都是电线的一些型号 B系列归类属于布电线,所以开头用B,电压:300/500V V就是PVC聚氯乙烯,也就是(塑料) L就是铝芯的代码 R就是(软)的意思,要做到软,就是增加导体根数 BV铜芯聚氯乙烯绝缘电线 BLV铝芯聚氯乙烯绝缘电线 BVR铜芯聚氯乙烯绝缘软电线 以上电线结构:导体+绝缘 拿2.5mm2为例: BV是1根直径1.78mm和7根0.68两种 BLV是1根直径1.78mm BVR是19根直径0.41mm
RV铜芯聚氯乙烯绝缘连接软电线 它比BVR更软,还是2.5是49根0.25mm 铜丝 RVV铜芯聚氯乙烯绝缘聚氯乙烯护套连接软电线 比RV多了一层塑料护套 另外:我们最常用的护套线” BVVB铜芯聚氯乙烯绝缘聚氯乙烯护套扁型电缆 就是2根BV线,在+—层白色的护套 规格型号名称使用范围 VV VLV聚氯乙烯绝缘聚氯乙烯敷设在室内、隧道及管道中,电缆不能承受机械外力作用。 VY VLY聚乙烯护套电力电缆 VV22 VLV22 VV23 VLV23 聚氯乙烯绝缘聚氯乙烯聚乙敷设在室内、隧道内直埋土壤,电缆能承受机械外力作用。 烯护套钢带铠装电力电缆 VV32 VLV32 VV33 VLV33 VV42 VLV42 VV43 VLV43 聚氯乙烯绝缘 聚氯乙烯敷设在高落差地区,电缆能承受机械外力作用及相当的拉力。
聚乙烯护套钢丝铠装电力电缆 YJV Y JLV交联聚乙烯绝缘聚氯乙烯敷设在室内、隧道及管道中,电缆不能承受机械外力作用。 YJY Y JL Y聚乙烯护套电力电缆 Y JV22 Y JLV22 Y JV23 Y JLV23 交联聚乙烯绝缘聚氯乙烯敷设在室 内、隧道内直埋土壤,电缆能承受机械外力作用。 聚乙烯护套钢带铠装电力电缆 Y JV32 Y JLV32 YJ V33 Y JLV33 Y JV42 Y JLV42 Y JV43 Y JLV43 交联 聚乙烯绝缘聚氯乙烯敷设在高落差地区,电缆能承受机械外力作用及相当的拉力。 聚乙烯护套钢丝铠装电力电缆 KVV KVVR聚氯乙烯绝缘聚氯乙烯敷设在室内、电缆沟、管道内及地下。KVY KVYR聚乙烯护套控制电缆 KVV22 KVV23聚氯乙烯绝缘聚氯乙烯敷设在室内、电缆沟、管道内及地下,电缆能承受机械外力作用。 聚乙烯护套钢带铠装控制电缆 KVVP KVVP2 KVVRP 聚氯乙烯绝缘聚氯乙烯护套铜带敷设在室内、电缆沟、管道内及地下,电缆具有防干扰能力。
10kV电缆冷缩中间接头制作作业标准(新编版)
( 安全管理 ) 单位:_________________________ 姓名:_________________________ 日期:_________________________ 精品文档 / Word文档 / 文字可改 10kV电缆冷缩中间接头制作作 业标准(新编版) Safety management is an important part of production management. Safety and production are in the implementation process
10kV电缆冷缩中间接头制作作业标准(新 编版) 本标准规定了10kV电缆冷缩中间接头制作安装作业需做的准备工作、安全卡控点、作业流程及质量标准。 一、适用范围:本标准适用于朔黄铁路肃宁分公司10kV电缆冷缩中间接头制作安装作业。 二、编制依据:铁运(1999)103号文件、北京铁路局企业标准Q/BT143—96、朔黄铁路发展有限责任公司企业标准。 三、准备工作: 1、安全防护:作业人员正确佩戴劳动保护用品;对运行的电缆制作冷缩中间接头作业时,涉及计划申报、工作票签发与审核、预想会、停电作业、作业结束等工作及安全措施,按《朔黄铁路发展有限责任公司企业标准》Q/SHTL015.09-2010《电力设备停电作业标
准》中有关要求及程序进行办理;新建线路作业时注意与相邻带电线路距离,并做好现场防护。 2、人员组织:工作领导人1人、操作2人、辅助人1人、座台要令1人、验电接地4人。 3、工器具材料: 材料要求:规格型号正确、质量合格、数量满足需要,工器具要求:质量合格、安全可靠、数量及型号满足需要。 材料:冷缩中间接头及附件、接线端子、焊锡、焊膏、破布、镀锌钢管、电工胶带(黄、绿、红、黑四色)等。 登高工具:脚扣、安全帽、安全带等。 通讯防护用具:对讲机、标示牌(禁止类、允许类和警告类)、个人保安线、防护服、绝缘鞋、手套等。 绝缘工具:验电器、绝缘操作杆、绝缘拉杆、绝缘手套、三合一地线(含接地针)、绝缘靴。 个人工具:电工钳、扳手、螺丝刀、手锤、小绳及工具包等。 其他工具:绝缘电阻表、钢锯弓、扁锉、电工刀、电缆剪、电
电线电缆中英文对照表
电线电缆行业词汇中英文对照 电缆及设备安装程序PACE(program for arrangement of cables and equipment) 千伏安KvA(Kilovolt-ampere) 用浮筒把电缆拉上海岸to float a cable ashore 浅海电缆、岸边电缆shallow water cable 浅海电缆、岸边电缆shallow-water cable 三聚氰胺石棉塑料asbestos filled melamine plastics 磺胺类药物sulfa 磺胺类药sulfa drug 直焊性聚酰亚胺漆包铜圆线solderable polyesterimide enamelled round copper wire 聚酰胺polyamide 聚酰胺漆包线polyamide enamelled wire 聚酰胺-(酰)亚胺polyamide-imide 聚酰胺-(酰)亚胺漆包铜圆线polyamide-imide enamelled round copper wire 聚酰胺-酰亚胺漆包线polyamide-imide enamelled wire 聚酰胺-酰亚胺浸渍漆polyamide-imide impregnating varnish 聚酰胺纤维polyanide fiber 聚酰亚胺polyesterimide 聚酰亚胺漆包铜扁线polyesterimide enamelled rectangular copper wire 聚酰亚胺漆包铝圆线polyesterimide enamelled round aluminium wire 聚酰亚胺/聚酰胺复合漆包铝圆线polyesterimide enamelled round aluminium wire overcoated with polyamide 聚酰亚胺漆包铜圆线polyesterimide enamelled round copper wire 聚酰亚胺/聚酰胺复合漆包铜圆线polyesterimide enamelled round copper wire overcoated with polyamide 聚酰亚胺漆包线polyesterimide enamelled wire 聚酰亚胺/聚酰胺复合漆包铝圆线polyesterimide overcoated with polyamide-imide enamelled round aluminium wire 聚酰亚胺/聚酰胺复合漆包铜圆线polyesterimide overcoated with polyamide-imide enamelled round coper wire 聚酰亚胺涂层光纤polyimide coated optical fiber 聚酰亚胺漆包铜扁线polyimide enamelled rectangular copper wire 聚酰亚胺漆包铜圆线polyimide enamelled round copper wire 聚酰亚胺漆包线polyimide enamelled wire 聚酰亚胺薄膜polyimide film 尼龙、酰胺纤维nylon 金属包层芳族聚酰胺纤维metal-clad aramid fiber 环已酰亚胺cycloheximide 抗组织胺antihistamine 聚酰胺PA(polyamide) 聚酰亚胺PI(polyimide) 二基乙酰胺DMA(dimethyl acetamide) 地表凹陷、地面下沉subsidence of ground 本文转载自https://www.wendangku.net/doc/4b6625916.html,
网络中电缆线怎样选择
网络中电缆线怎样选择 第一,粗同轴电缆。 粗同轴电缆比较粗而且较硬,在信号末被放大之前,传输距离可达500米左右。在每个总线的末端要配置一个50欧的终端接器,以便与电缆的阻抗相匹配。与这种电缆相连的还有收发器。通过一个收发器就可以安装16个工作站,共可以安装1024个工作站。 第二,细同轴电缆。 细同轴电缆比粗同轴电缆要柔软,容易弯曲,而且价格比粗同轴电缆要便宜。通过T形头及BNC连接器,细同轴电缆,可以直接与网络适配卡相连,不需要集线器和收发器。在信号不放大的情况下,它的传输距离只有200米左右,而且总线的每个末端也要装上50欧的端头。 第三,无屏蔽双绞线电缆(UTP)。 无屏蔽电缆线与电话线基本类似,是电缆中较为便宜的,而且很容易安装。但是,未经放大以前,这种电缆仅能传送100米。这种双绞线必须扭在一起,而不能平等排列,因为平等电线之间会产生严重的电容和电感效应,从而对数据信号产生破坏作用。无屏蔽双绞线需要安排为星型结构,也要安装集线器。 电缆线与网络传输速率有关。传输速率一般以每秒位数来表示,如64Kbp s、10Mbps等。如五类双绞线,传输速率可以达到100Mbps。但双绞线、同轴电缆,经过一段距离,有信号损失,要用中继器放大。 双绞网线制作实战指南 随着现在网络热的兴起,不少单位和个人都拉起了局域网,单位里边搞个Intranet,既能满足办公自动化的需要,又能通过代理共享Internet访问;个人可以在家里多台电脑上实现信息共享,资源(包括硬件和软件)共享。但是在网络连通的调试过程中,往往会出现了各种各样的问题,根据笔者这几年的实际工程经验发现其中网线的制作问题恰恰是是最为常见的,今天就和大家谈谈怎样才能制作一根正确的网络连接线。 一.正确认识双绞线 二.双绞线的三种连接线序 三.具体压线操作步骤 工具和线的概述 操作步骤:1 2 3 4 5 一.正确认识双绞线 制作双绞线,首先要对双绞线有个清晰了解,双绞线(TP:Twisted Pairwire)是布线工程中最常用的一种传输介质。双绞线由两根具有绝缘保护层的铜导线组成。把两根绝缘的铜导线按一定密度互相绞在一起,可降低信号干扰的程度,每一根导线在传输中辐射的电波会被另一根线上发出的电波抵消。一般双绞线由两根22~26号绝缘铜导线相互缠绕而成。如果把一对或多对双绞线放在一个绝缘套管中便成了双绞线电缆。在双绞线电缆(也称双扭线电缆)内,不同线对具有不同的扭绞长度,一般地说,扭绞长度在38.1cm至14cm内,标准双绞线中的线对均按逆时针方向扭绞,相邻线对的扭绞长度在12.7cm以上。与其他传输介质相比,双绞线在传输距离、信道宽度和数据传输速度等方面均受到一定限制,但价格较为低廉。目前,双绞线可分为非屏蔽双绞线(UTP:Unshil ded Twisted Pair)和屏蔽双绞线(STP:Shielded Twisted Pair)。我们平时一般接触比较多的就是UTP线。 采用双绞线的局域网的带宽取决于所用导线的质量、长度及传输技术。只要精心选择和安装双绞线,就可以在有限距离内达到每秒几百万位的可靠传输率。当距离很短,并且采用特殊的电子传输技术时,传输率可甚至可以达到达100Mbps~155Mbps。下面我们还是先来看看他们常用的规格 1.双绞线的规格 "类"的含义是指某一类布线产品所能支持的布线等级。按标准规定,3类布线产品支持C级及C级以下布
电缆颜色的中英文缩写对照
电缆颜色的中英文缩写对照 一:二字母缩写法 中华人民共和国国家标准 GB/T13534-92电气颜色标志的代号 Code for designation of colours for electricity 本标准等效采用国际标准IEC 757(1983)《颜色标志的代码》。 1 主题内容与适用范围 本标准规定了常用颜色标志的字母代码及表示方法。 本标准适用于电气技术方面的文件图样和标记等,也可供其他技术领域参考使用。 2 字母代码 颜色标志的字母代码一般由该颜色的英文单词缩写形式表示。 常用颜色标志的字母代码示于下表。 如果有必要采用下表所示之外的其他颜色,可按本标准中字母代码的组成形式作出规定并在相应设备的技术文件(如产品规范)中说明。
4 不同部件的不同颜色 对于不同部件上的不同颜色,各颜色标志的字母代码之间用“加号”(+)隔开。 例如,具有两根黑色、一根棕色、一根蓝色和一根绿/黄双色的五芯电缆的颜色代码为:BK+BK+BN+BU+GNYE 附加说明: 本标准由中华人民共和国机械电子工业部提出。 本标准由机械电子部机械标准化研究所负责起草。 本标准主要起草人杨芙、韦建华 二:三字母缩写法 BGE beige 米色 BLU blue 蓝色 BLK black 黑色 LAV lavender 淡紫色 BGY Blue grey 蓝灰色 LBL lightblue 浅蓝色 VLT violet 紫色 SKY skyblue 天蓝色 WHI white 白色 GRY grey 灰色 NAT natural 自然色 GRN green 绿色 LPK lightpink 浅粉色 AQU Aqua 水绿色 MAG magenta 洋红色 TUR turquoise 青绿色 PNK pink 粉色 CRP crystal pink 晶粉 SKN sky nature 天蓝色 PLT purple tulip 紫色 OLV olive 橄榄绿 HBL hotblue 亮蓝 FUS fuchsia 紫红色 GLD golden 金色 PUR purple 紫色 RED red 红色 SAL salmon 鲜肉色 YLW yellow 黄色 三、车用电路 1:TOYOT丰田(代表日本车系) B=Black黑色BR=Brown棕色G=Green绿色
电缆电线中英文对照
湿式中拉机 medium wet drawing machine 中拉机 medium wire drawing machine 中拉 intermediate drawing 中拉机 intermediate wire drawing machine 中拉机、大拉机 coarse wire drawing machine 粗-细线拉线机、中拉机 coarse-fine wire drawing machine 多根拉线-退火-束线机组 multi-wire drawing-annealing-bunching line 四节距束线机 four twist bunching machine 双节距束线机 double twist buncher 双节距束线机 double-twist bunch strander 双节距[双倍]束线机 double-twist bunching machine 双节距高速束线机 double-twist laying-up machine 复合束线、复[混[合束线 compound bunch 磨光机、束线机 buffing machine 束线、束绞、束线 bunch 束线、束绞 bunch-strand 束绞铜束线 bunch-stranded copper conductor 束线、绞合线 bunched wire 束线机 buncher 束线机 bunching machine 灌注 potting 双面双层十六头纱包机16- head double-side douoble-rosette cotton covering machine 立式双层鼓轮 vertical double draft bull block 双层编包风雨线 weatherproof double braid 双层挤出(机)头 twin (extruder) head 双层鼓轮拉线机 twin capstan drawing machine 双头挤出、双层挤出 twin-head extrusion 双层的 twin-layer 橡皮绝缘双层编包线 rubber-covered double braided 双层环氧漆包圆铜电磁线 heavy epoxy-coated round copper magnet wire 泡沫皮绝缘、泡沫/实心双层绝缘 foam skin insulation 双层编织机 double tier type braiding machine 双层钢丝铠装 double wire armour 双层钢丝铠装电缆 double wire-armoured cable 双层挤出(机)头 double(extruder)head 双层编织的 double-braid 双层编织式外导体同轴电缆 double-braid type coaxial cable 双层鼓轮拉线机 double-capstan wire drawing machine 双层滚筒六头拉线机 double-deck 6 head type machine 双层鼓轮 double-deck bull block
高压电缆头的制作规范
GB50168-92 电缆终端和接头的制作-制作要求 第一条:由于塑料绝缘电缆材料密实,硬度大,有时半导电屏蔽层与绝缘层粘附精密,而当前专用工具尚不普及,造成剥切困难,易损伤线芯和保留绝缘层的外表面,应特别注意。 第二条:为确保充油电缆线路施工质量,提出了接头,低位终端、高位终端的施工顺序。 第三条:提出了制作中、低压电缆终端和接头必须采取的措施。由于电缆及其附件种类很多,具体施工方法和措施应遵循工艺原则。6KV 及以上电缆在屏蔽中金属护套端部电场集中,场强较高,必须采取有效措施减缓电场集中。常用的方法有胀铅、制作应力锥,施加应力带、应力管等措施。 第四条:根据能源部教育司培训电力电缆技工教材,给出了制作35KV 及以下电缆终端头及接头的关键剥切尺寸。 第五条:制作塑料绝缘电缆终端和接头必须除去部分半导体电屏蔽层,根据塑料绝缘电缆半导体电屏的的形式,提出了不同的除去方法。对包带石墨屏蔽层必须使用溶剂如丙酮、三氯乙烯等,擦抹时应从高压端部往接地方向单向擦,不要往复擦拭,避免把导电粉末带向高电位。第六条:三芯油质电缆终端及接头的制作关键是部分保留统包绝缘,扮弯芯线时,不得损伤纸绝缘,绕包附加绝缘、灌注填充油绝缘材料时应尽量消除线芯分支处的气隙。 第七条:为了确保制作充油电缆终端及接头的施工质量,包绕附加绝
缘时应保持一定油不间断的从绝缘内部渗出,避免潮气进入和减少包绕时外来污染,因此不应完全关闭压力油箱,渗出的油及时排出,可提高终端内油质的质量。 第八条:三芯电力电缆接头两侧电缆的金属屏蔽层和铠装层不得中断,避免非正常运行时产生感应电动势而发生放电的现象。 第九条:三芯塑料绝缘电缆日趋普遍,其铜带屏蔽和钢铠在塑料护套之内,端部必须良好的接地。否则当三相电流不平衡时,铠装层因感应电动势可能产生放电现象,严重时可能烧毁护层。因此钢铠必须良好的接地。铜屏蔽和钢铠可分开接地,便于实验检查护层,亦可同时接地。 第十条:运行经验表明,中、低压终端头和接头故障大部分是因为密封不良,潮气侵入绝缘所致,电缆终端和接头的封堵密封式确保质量的另一关键。塑料护套的采用日趋普遍,其密封处理最好采用两种以上的方法,效果更佳。如用胶粘剂,密封后外包自粘橡胶带绑扎包紧。
各类电线电缆的英文表达.
护套轧纹sheath crimping 护套偏心监控仪sheath eccentricity monitor 护套涡流损耗系数sheath eddy current loss factor 护套绝缘环sheath insulating ring 护套损耗sheath loss 护套损耗sheath losses 护套结构sheath make-up 护套加固箍sheath reinforcing bandage 护套的接续sheath splice 护套的接续sheath splicing 护套加强元件、护套加强单元sheath strength member 护套剥除机、剥护套机sheath stripping machine 护套表面sheath surface 护套厚度sheath thickness 护套换位sheath transposition 护套(内)壁sheath wall 护套壁厚sheath wallthickness 护套线、被覆线sheath wire 护套电缆sheathed cable 固定布线用护套电缆sheathed cable for fixed wiring 有外护套层的卷边纵包金属护套布线电缆sheathed metal-clad wiring cable 护套线、被覆线sheathed wire 挤[包]护套、护套sheathing 护套混合物[料] sheathing compound 护套挤包设备sheathing equipment 护套挤制生产线sheathing line 护套挤出机sheathing machine 护套材料sheathing material 护套试样sheathing test-piece 护套线、被覆线sheathing wire 护套颜色sheating color 护套工段sheating department 单护套single sheath 单芯电缆(有或无护套) single-core cable (with or without sheath) 内部配线用单芯无护套电缆、布线电缆single-core non-sheath cable for internal wiring 有护套的单芯导线single-core sheathed conductor 单护套电缆single-jacketed cable 聚乙烯密封护套sealpeth sheath 金属护套的无缝挤包、无缝护包金属护套seamless extrusion of metal sheaths 自粘性外护套self-bonding overcoat 半导体护套semi-conducting jacket 护套剥离绳rip cord 橡皮绝缘护套rubber insulating blanket
对于电缆接头制作的要求和注意事项
对于电缆接头制作的要求和注意事项,你知道哪些? 电力电缆在长期运行中,难免会出现一些击穿的故障现象。抢修人员在处理电缆击穿故障的时候,通常都会选择把电缆击穿部分切掉,然后在电缆相连接。但是有一些电缆抢修人员在制作电缆接头时,不规范,从而导致后期电缆在运行存在隐患,增加了电缆的故障率。那么对于电缆接头制作的要求和注意事项,你知道的有哪些? 1)在电缆接头的制作过程中,应防止粉尘、杂物和潮气、水雾进入绝缘层内,严禁在多尘或潮湿的场所进行制作。电缆接头的制作应连续进行;在保证质量的前提下,作业时间越短越好,以免潮气侵入;操作时应戴医用手套和口罩,防止手汗和口中热气进入绝缘层。 2)在室内或充油电缆接头制作现场,应备有消防器材,以防火灾。 3)制作电缆接头用的绝缘材料应与电缆电压等级相适应,其抗拉强度、膨胀系数等物理性能与电缆本身绝缘材料的性能相近。橡胶绝缘电缆和塑料绝缘电缆应使用黏性好、弹性大的绝缘材料。密封包扎用的绝缘材料,使用前要擦拭干净。 4)制作电缆线芯用的金具,应采用标准的接线套管或接线端子,其内径应与线芯紧密配合,其截面积应为线芯截面积的1.2~1.5倍,并按要求进行压接。 5)当充油电缆有中间接头时,应先制作、安装中间接头,后制作、安装终端头;铁路两端有落差时,应先制作、安装低位终端头,低位电缆终端头与中间接头之间的距离不应小于50m。 6)剥切电缆时不应损伤线芯和内部绝缘。用喷灯封铅或焊接地线时,操作应熟练、迅速,防止过热,避免灼伤铅包皮和绝缘层。 以上这些就是做制作电缆接头时,需要注意的事项和要求。为了保障电缆后期运营的稳定。在制作电缆接头时,一定要按照相关要求。