实验三齿轮范成法实验

实验三齿轮范成原理实验
在工程中,齿轮齿廓的制造方法很多,但其中以用范成法(亦称展成法)制造最为普遍。因此,有必要对这种方法的基本原理及齿廓的形成过
程加以研究。
一、实验目的:
1.了解用范成法加工渐开线齿轮的基本原理,观察齿廓渐开线部分及过渡曲线部分的形成过程。
2.了解渐开线齿轮在制造过程中产生根切现象的原因和避免根切现象的方法——变位法,并比较标准齿轮和变位齿轮各部分尺寸的异同点。
二、实验的原理和方法:
1.基本原理:范成法是利用一对齿轮或齿条与齿轮啮合原理来加工齿轮的一种方法。常见有滚齿(刀具为齿轮滚刀)法,插齿法(刀具为齿轮插刀,齿条插刀)。我们这里只讨论齿条形刀具。齿轮滚刀在绕其轴线自转时,其轴向剖面相当于一个沿轴线平移的齿条(见图2-1)。滚刀范成加工齿轮是强制性地保证刀具和轮坯之间按齿条与齿轮啮合运动关系来保证齿形的准确和分度均匀。同时再辅以切削及走刀等运动。这样对于同一把刀具就能加工出同一模数m和压力角α的不同齿数z的齿轮。
齿条型刀具与传动用的齿条在齿形上的差别仅在于:刀具在其中线以上的高度为
,比齿条高出了c*m,这部分的齿廓曲线是某种圆角部分,(图2-2)此圆角部分所范成出连接渐开线与齿根圆的某种过渡曲线,使被切齿轮在啮合传动时具有径向间隙。
由齿轮与齿条啮合传动的特点可知:用齿条型刀具加工齿轮时,被加工齿轮的分度圆始终等于节圆,而刀具上与之相切并作纯滚动的直线为节线。齿轮范成加工中的两个重要因素是:a)运动条件:为了保证被加工齿轮的分度圆(始终等于节圆)与刀具的相切作纯滚动,
一定要满足下列关系:。b)刀具与轮坯的相对位置:加工标准齿轮时,必须以
刀具的中线作为节线,使轮坯的分度圆与刀具中线相切作纯滚动,加工正(负)变位齿轮时,刀具的中线相对于轮坯中心外移(内移)一个xm使轮坯的分度圆与齿条刀具上另一条与中线平行的直线(节线)相切作纯滚动。图2-3为一齿条刀具范成齿轮的过程,轮坯以ω回
转,而齿条刀具以移动,通过机床运动链使,且轮坯分度圆与刀具节线相切,
图中所示的是齿条插刀在对滚过程中在轮坯上切出的刀刃痕迹,这些刀刃痕迹的包络线即为被加工齿轮的渐开线齿廓曲线。
在实际加工时,因看不到形成包络线的刀刃的一系列的位置。故用范成仪来模拟上述的刀具与轮坯间的范成运动,用铅笔画出刀具刀刃的一系列位置,就能清楚地观察到轮齿的范成过程。
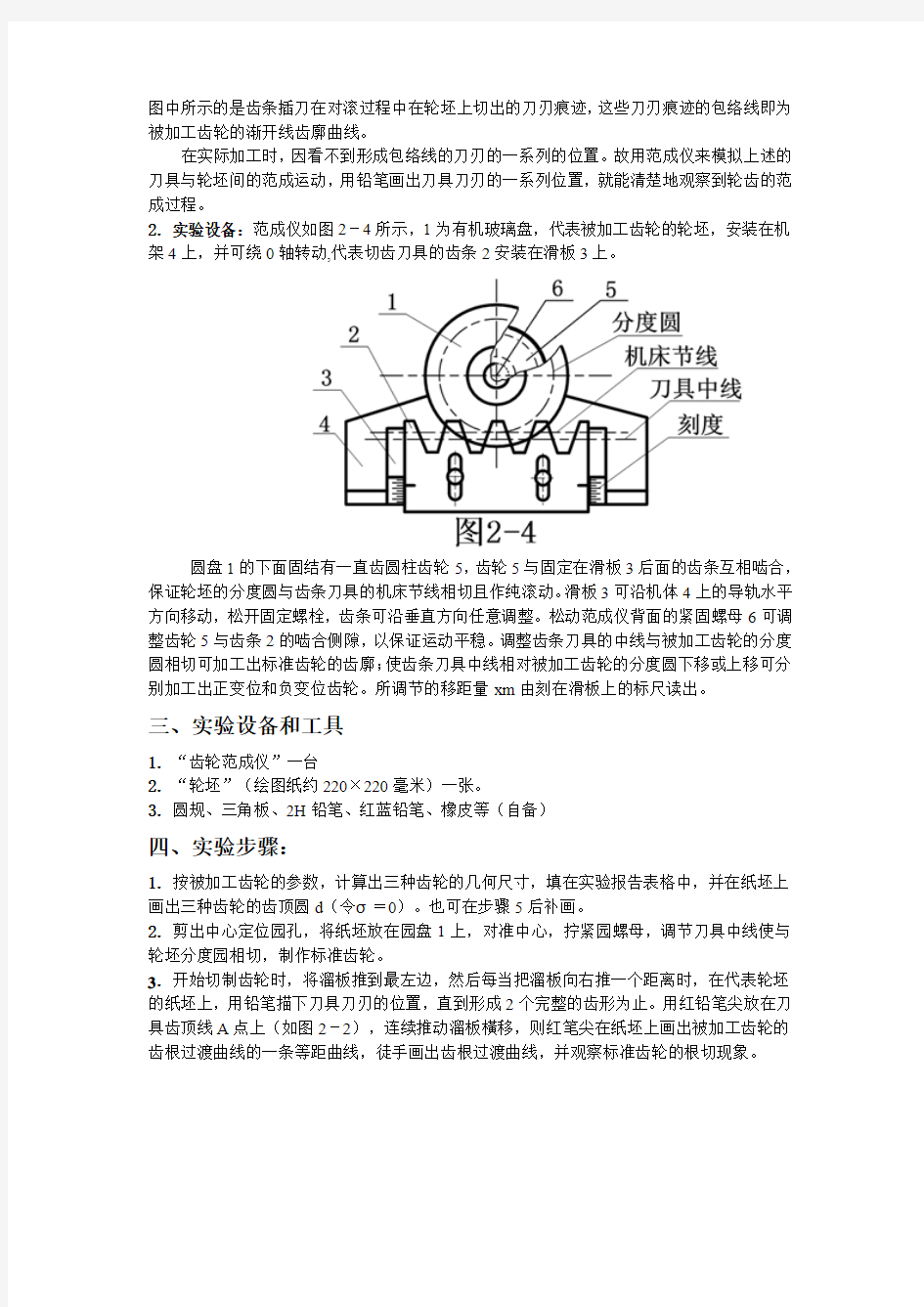
2.实验设备:范成仪如图2-4所示,1为有机玻璃盘,代表被加工齿轮的轮坯,安装在机架4上,并可绕0轴转动,代表切齿刀具的齿条2安装在滑板3上。
圆盘1的下面固结有一直齿圆柱齿轮5,齿轮5与固定在滑板3后面的齿条互相啮合,保证轮坯的分度圆与齿条刀具的机床节线相切且作纯滚动。滑板3可沿机体4上的导轨水平方向移动,松开固定螺栓,齿条可沿垂直方向任意调整。松动范成仪背面的紧固螺母6可调整齿轮5与齿条2的啮合侧隙,以保证运动平稳。调整齿条刀具的中线与被加工齿轮的分度圆相切可加工出标准齿轮的齿廓;使齿条刀具中线相对被加工齿轮的分度圆下移或上移可分别加工出正变位和负变位齿轮。所调节的移距量xm由刻在滑板上的标尺读出。
三、实验设备和工具
1.“齿轮范成仪”一台
2.“轮坯”(绘图纸约220×220毫米)一张。
3.圆规、三角板、2H铅笔、红蓝铅笔、橡皮等(自备)
四、实验步骤:
1.按被加工齿轮的参数,计算出三种齿轮的几何尺寸,填在实验报告表格中,并在纸坯上画出三种齿轮的齿顶圆d(令σ=0)。也可在步骤5后补画。
2.剪出中心定位园孔,将纸坯放在园盘1上,对准中心,拧紧园螺母,调节刀具中线使与轮坯分度园相切,制作标准齿轮。
3.开始切制齿轮时,将溜板推到最左边,然后每当把溜板向右推一个距离时,在代表轮坯的纸坯上,用铅笔描下刀具刀刃的位置,直到形成2个完整的齿形为止。用红铅笔尖放在刀具齿顶线A点上(如图2-2),连续推动溜板橫移,则红笔尖在纸坯上画出被加工齿轮的齿根过渡曲线的一条等距曲线,徒手画出齿根过渡曲线,并观察标准齿轮的根切现象。
4.制作正变位齿轮,使刀具离开轮坯中心,保证不发生根切x≥x min,(计算变位系数值
),现取xm=7mm,再绘制齿廓,观察齿廓形状,是否存在齿顶变尖现象,并绘出齿根过渡曲线。
5.制作负变位齿轮,使刀具接近轮坯中心,取负移距量xm=-7mm,绘出齿廓,观察严重的根切现象,并绘出齿根过渡曲线。
6.分别剪下一个完整的齿(正、负变位、标准各一)将它们的分度圆、基圆对准,齿廓中线重叠贴在一起。
7.比较三种齿轮的齿厚、齿间距、顶圆齿厚、顶圆、根圆、齿顶高、齿根高、分度圆和基圆的相对变化特点。
五、讨论题:
1.齿条刀具的齿顶高和齿根高为什么都等于?
2.用齿条刀(滚刀)加工标准齿时,刀具和轮坯之间的相对位置和相对运动有何要求?为什么?
3.通过实验说明你所观察到的根切现象是怎样的?是由于什么原因引起的?避免根切的方法有哪些?
齿轮范成实验
实验二齿轮范成原理实验 —、实验目的 1、掌握用范成法切制渐开线齿轮的基本原理,观察齿廓曲线的形成过程; 2、了解根切现象和齿顶变尖现象。掌握用移距修正法避免根切的方法,建立变位齿轮的基本概念。 二、设备与工具 1、齿轮范成仪、范成纸 2、直尺、铅笔(自备) 现有齿轮范成仪的基本参数分别为: m=10mm,α= 20°,h a* =1,c*=0.25; 被加工齿轮的齿数m=10mm,z=20;α= 20°,h a* =1,c*=0.25; d = mz=200mm的标准齿轮,X=0.5的正变位齿轮,X=-0.5的负变位齿轮 1、基体 2、齿条刀 3、变位溜板 4、17齿分度圆 5、9齿分度圆 6、转盘 7、9齿基圆 8、变位溜板锁紧旋钮
9、啮合溜板 10、啮合拉紧手柄 11、变化量调节旋钮 图1(a) 1、基体 2、齿条刀 3、圆盘 4、8齿分度圆 5、纯滚动节线 6、齿条锁紧螺钉 7、变位量调节螺丝 图1(b) 2、同学自备:圆规、三角板、铅笔、橡皮、计算工具等。 三、原理和方法 范成法是应用一对共轭齿廓互为包络线的原理来加工齿轮齿廓的。实验时,图1(a)或(b)中齿条2代表切削刀具,安装在啮合溜板9上。啮合溜板与被加工齿轮的分度圆作纯滚动。这样,刀具刀刃各位置的包络线必为被加工齿轮的齿廓。由于刀刃是齿条型直线(相当于基圆直径无穷大的渐开线),包络出的齿廓必为渐开线。 当齿条中线与被加工齿轮分度圆相切作纯滚动时,所加工齿轮的为标准齿轮;如果是齿条非中线的另—条节线与分度圆相切作纯滚动时,所加工的齿轮为变位齿轮。 四、实验步骤
(一)绘制标准齿轮 1、查看范成仪基本参数(m,α,h a*,c*,z)。按此参数计算出被加工的 标准齿轮分度圆直径d、顶圆直径d a 、根圆直径d f 及基圆直径d b ,并画在绘图 纸上。 2、将绘图纸夹在转盘上,调节旋钮使齿条刀的中线与被切齿轮分度圆相切(也可调整齿条刀的顶线与被切齿轮的根圆相切)。 3、将啮合溜板9(或圆盘8)推到一端极限位置,向另一端移动(要纯滚动)。每移动一个距离,在绘图纸上用铅笔描下刀刃全部位置。逐次进行,直到形成1~2个完整齿(两侧齿廓均形成)为止。观察齿廓形成过程和根切现象。 (二)绘制变位齿轮 1、根据被加工齿轮齿数Z计算出不根切的最小变位系数xmin和刀具的移动量x min m,计算变位齿轮分度圆直径d、顶圆直径d a、根圆直径d f,并画在绘图纸上。 2、调节齿条刀向外移动x min m距离(也可用齿条刀的顶线与变位齿轮根圆相切的方法来实现)。 3、用加工标准齿轮相同的方法进行“切齿”,观察变位齿轮齿形的变化。 五、思考题: 通过实验,说明从加工角度如何理解齿轮分度圆的含义(包括标准齿轮和变位齿轮)。 说明齿轮齿廓曲线是否完全都是渐开线。你观察到的根切发生在基圆之内还是基圆之外?
齿轮范成实验报告-华南理工大学
齿轮范成原理实验报告 班 别 学 号 姓 名 一、齿条刀具的齿顶高和齿根高为什么都等于(**+c h a )m ? 答:两齿轮配合时,分度圆是相切的!一齿轮的齿顶圆和另一齿轮的齿跟圆之间是有间隙的!齿条刀具插齿时是模仿齿轮和齿条的啮合过程。因此,当齿条刀具的齿顶高和齿根高都等于(ha*+c*)m ,即,多出一了个c*m,以便切出传动时的顶隙部分! 二、用齿条刀具加工标准齿轮时,刀具和轮坯之间的相对位置和相对运动有何要求? 答:用齿条刀具加工标准齿轮时,刀具的分度线(齿厚等于齿槽宽的那条线)与轮坯齿轮分度圆相切,并且做纯滚动。 三、设定预加工齿轮的参数,附上模拟加工出来齿廓图,说明同一齿轮基本参数下,标准齿轮、正变位齿轮和负变位几何尺寸上有何不同? 答:在齿轮参数相同的情况下(齿数、模数、压力角),标准齿轮和变位齿轮的渐开线是相同的。其不同之处是,正变位齿轮取用了渐开线靠上的部分(远离基圆中心方向),渐开线更平直些;负变位齿轮取用了渐开线靠下的部分(靠近基圆中心方向),渐开线更弯曲些。负变位的齿轮看起来更瘦,正变位的齿轮看起来更胖。
四、模拟加工一个发生根切的齿轮,附上所描绘的齿廓图,用彩色笔描出齿廓曲线的根切段。
五、以四题中发生根切的齿轮为例,说明避免根切发生的措施,并模拟加工出来,附上齿轮加工后的齿廓图。 答:避免发生根切的措施 1、使被切齿轮的齿数多于不发生根切的最少齿数 2、减小齿顶高系数ha*或加大刀具角α 3、变位修正法 这里是因为设置了加工齿轮齿轮数为16而发生根切,根据计算,不发生根切的最小齿数为 17,其他参数不变,将齿轮齿数改为23,得到下图,齿轮不发生根切。
齿轮范成原理及参数测定(精)
实验三齿轮范成原理及参数测定 一、目的: 1.掌握用范成法制造渐开线齿轮的基本原理,观察齿廓形成过程。 2.了解渐开线齿轮产生根切现象的原因和避免根切的方法。 3.分析比较标准齿轮和变位齿轮的异同点。 4.掌握用游标卡尺测定变位齿轮参数的方法。井熟悉变位齿轮上各个参数之间的关系。二、设备和工具 1.齿轮范成仪;2.剪刀、自备圆规、三角板、红兰铅笔、小刀、游标卡尺、齿轮模型三、齿轮范成原理和方法 范成法是利用一对齿轮互相啮合时其共轭齿廓互为包络线的原理来加工轮齿的。加工时其中一轮为刀具,另一轮为轮坯,它们保持固定的角速比传动,安全和一对真正的齿轮互相啮合传动一样,同时刀具沿轮坯的齿宽方向作切削运动,这样制得的齿轮的齿廓就是刀具刀刃在各个位置的包络线。若用渐开线作为刀具齿廓,则其包络线亦为渐开线。由于在实际加工时,看不到刀刃在各个位置形成包络线的过程,故通过齿轮范成仪来实现轮坯与刀具间的传动过程,并用铅笔将刀具刀刃的各个位置记录在绘图纸上,这样就清楚地观察到齿廓范成的过程。 齿轮范成仪所用刀具模型为齿条插刀,仪器构造如图: 圆盘1绕其芯轴0转动,在圆盘的后面装了一个齿轮与横拖板2上的齿条啮合传递运动,横拖板可以沿水平方向左右移动,通过齿条、齿轮的啮合带动圆盘转动,在横拖板上通过
螺钉固定了一个齿条刀具模型3,齿条插刀的参数是:压力角a=20·;齿顶高 系数h*a=1;径向间隙系数C*=0.25;模数:m=lOmm。 四、范成法实验步骤 1.将图纸剪成与圆盘1大小相等的圆形图纸,再将圆形图纸中心剪出一圆洞,然后将带有圆洞的圆形图纸套在芯轴上,将压板螺母5旋紧压紧图纸。 2.三等分圆形图纸,把图纸划分为三个相等的区域,根据已知的刀具基本参数α、m、* h、C*和被加工齿轮的齿数Z(标准齿轮Z=17;负变位齿轮Z=17;正变位齿轮Z=17)。将 a 被加工的标准齿轮的基圆、齿根圆、齿顶圆及分度圆求出画在图纸的相应区域内,井将有关数据填在实验报告有关栏目内。 3.将代表轮坯的圆形图纸压在范成仪上,将代表标准齿轮的“轮坯”旋人工作位置,调节刀具中线,使其与被加工齿轮的分度圆相切。 4.开始“切制”齿廊,此时可先移动横拖板,将刀具推至范成仪的一端,使齿条刀具的齿廓退出“轮坯”的齿顶圆,然后开始向另一端缓慢移动。当齿条刀具“切人”轮坯时,每移动一个不大的距离,即在代表轮坯的图纸上用铅笔沿刀具轮齿描下其位置,此时应注意铅笔的落笔方向必须始终保持一致,描好一次后,再移动一个距离,重复上述工作,直至横拖板移向另一端,图纸上形成一至二个完整的轮齿齿形为止,描画的过程中应注意齿廓形成过程。 5.范成仪“切制”正、负变位齿轮时,其变位系数均取X=0.5(即:正变位取X=+0,5,负变位取X=—0.5),按变位齿轮几何尺寸计算公式重新计算上述四个圆(分度圆、齿顶圆、齿根圆、基圆),井将它们画在图纸相应位置上,重新调整刀具,即调节螺钉4,使刀具中心线对准与分度圆相切的位置,然后按正、负变位的不同要求向前或向后平行移动刀具,对好刀后,再用与切制标准齿轮的同样方式移动横拖板,加工变位齿轮。 五、齿轮参数测定的原理与步骤 h、分度 1、说明一渐开线直齿圆柱齿轮的基本参数有:齿数Z、模数m、齿顶高系数* a 圆压力角α和变位系数)X等。而这些参数则可通过用游标卡尺测得的数据计算出来的。 2、基圆周节Pb和基圃齿厚Sb的测定: 先用游标卡尺的一对卡脚卡住k个齿,如图1所示k=2。使两个卡脚切于齿廓的工作
机械原理实验三 齿轮范成原理实验
实验报告 2015 ~2016学年第一学期 课程名称《机械原理》 实验名称实验三齿轮范成原理实验 学院 班级 学号姓名 实验日期实验地点 评定成绩指导老师 南京工业大学浦江学院教务处编
实验三齿轮范成原理实验 一、实验目的 1、掌握用范成法加工渐开线齿轮齿廓的基本原理,观察齿廓形成的过程; 2、了解渐开线齿廓产生根切现象、原因及避免根切的方法,建立变位齿轮概 念; 二、实验设备 1、齿轮范成仪; 2、范成齿廓的齿轮毛坯的图纸; 3、自备圆规、铅笔、三角板、橡皮擦及小刀等文具。 三、实验要求 1、每人绘制标准齿轮的齿廓图一张; 2、要求至少有两个以上完整的齿廓曲线; 四、原理及方法 范成法是利用一对齿轮啮合时,其共轭齿廓互为包络线的原理来加工齿轮。加工时,其中一轮为刀具,另一轮为毛坯,毛坯和刀具之间仍然保持固定速比的传动,它们的对滚运动如同一对互相啮合的齿轮的运动,同时刀具还沿毛坯轴向作切削运动,这样加工所得到的齿轮的齿廓曲线就是刀具的刀刃在各个位置的包络线。若用渐开线作为刀具的齿廓曲线,则包络线亦必为渐开线。由于在实际加工时,看不到刀刃在各个位置形成包络线的过程,故通过齿轮范成仪来实现毛坯与刀具之间的形成过程。 为了保证毛坯与齿条刀具的固定速比的传动,也就要求毛坯的(即转动的齿轮圆盘)分度圆与齿条刀具的节线相切、齿条刀具的移动速度与毛坯分度圆的圆周速度相等。在齿条刀具上并标有范成标准齿轮时两条对“零”的刻度线。 切制标准齿轮时,应使齿条刀具的分度线(中线)与齿轮毛坯的分度圆相切,即齿条刀具准确对“零”刻度线,这就可以利用范成仪来加工一个标准齿轮的图形。
齿轮加工示意图 切制变位齿轮时,应使齿条刀具的分度线(中线)向前或向后平行移动一段距离xm(x为变位系数、m为加工齿轮时刀具的模数)。即齿条刀具的刀顶线与变位齿轮毛坯的齿根圆相切并留下铅笔所画的位置。这样可以加工一个变位齿轮的图形。 刀具的齿顶线若超出极限啮合点N1时齿廓的齿根部位产生了根切,齿根已切好的渐开线齿廓被切去一部分,这种现象就称为根切现象。为了避免根切现象,使齿条刀具的分度线(中线)向后(远离齿轮毛坯中心)平行移动一段距离xm,使刀具的齿顶线不超出极限啮合点N1就可以,作一个正变位齿轮的范成实验。取移距值要适宜,当移距值超过一定极限时,齿顶会变尖。(一般齿顶圆的齿厚应保证在0.25m~0.4m)。 齿轮不产生根切的最小变位系数的计算公式: x min=(z min -z)h a *∕z min .。 所以,只需将齿条刀具平行向齿轮毛坯齿顶部移动距离不小于x min m,这样加工出来的变位齿轮可避免根切现象。 五、实验步骤 1.根据已知的刀具基本参数a、m、h a *、C* 和被加工齿轮的分度圆直径,计算出被加工的标准齿轮的齿数、基园、齿根圆及齿顶圆的直径。 2.拧下范成仪齿轮上的压板,将毛坯图纸的中心与范成仪的中心重合,然后将压板拧紧。 3.调节刀具的中线,使与被加工齿轮的分度圆相切(或调节刀具的齿顶线,使与毛坯的齿根圆相切),此时,刀具处在切制标准齿轮的位置上。
实验二 渐开线齿廓的范成原理实验
实验二渐开线齿廓的范成原理实验 一、实验目的 1.掌握用范成法加工渐开线齿廓的切齿原理,观察齿廓的渐开线及过渡曲线的形成过程; 2.了解渐开线齿轮产生根切现象的原因及用变位来避免发生根切的方法; 3.分析、比较渐开线标准齿轮和变位齿轮齿形的异同点。 二、实验设备和用具 1.齿轮范成仪; 2.自备:¢220㎜圆形绘图纸一张(圆心要标记清楚); 3.HB铅笔、橡皮、圆规(带延伸杆)、三角尺、剪刀、计算器。 三、实验原理 范成法是利用一对齿轮(或齿条与齿轮)相互啮合时其共轭齿廓互为包络线的原理来加工齿廓的方法。刀具刃廓为渐开线齿轮(齿条)的齿形,它与被切削齿轮坯的相对运动,完全与相互啮合的一对齿轮(或齿条与齿轮)的啮合传动一样,显然这样切制得到的轮齿齿廓就是刀具的刃廓在各个位置时的包络线。 四、实验仪器简介 图1 1、压板 2、圆盘 3、齿条刀 4、滑板 5、机架 本范成仪所用的两把刀具模型为齿条型插齿刀,其参数为m1=20mm和m2=8, =20°,
ha*=1,c*=0.25。仪器构造简图如图1所示。圆盘2代表齿轮加工机床的工作台;固定在它上面的圆形纸代表被加工齿轮的轮坯,它们可以绕机架5上的轴线O转动。齿条3代表切齿刀具,安装在滑板4上,移动滑板时,齿轮齿条使圆盘2与滑板4作纯滚动,用铅笔依次描下齿条刃廓各瞬时位置,即可包络出渐开线齿廓。齿条刀具3可以相对于圆盘作径向移动,当齿条刀具中线与轮坯分度圆之间移距为xm时(由滑板4上的刻度指示),被切齿轮分度圆则和与刀具中线相平行的节线相切并作纯滚动,可切制出标准齿轮(xm=0)或正变位(xm >0)、负变位(xm<0=齿轮的齿廓。 四、实验内容 本实验可分必做与选做两部分。 必须要求完成切制m=20mm、z=8的标准、正变位(x1=0.5)和负变位(x2=-0.5)渐开线齿廓,三种齿廓每种都须画出两个完整的齿形,比较这三种齿廓。 选做要求完成切制m1=20mm、z1=8和m2=8mm、z2=20的标准渐开线齿廓,两种齿廓每种都须画出两个完整的齿形,比较这两种齿廓。 五、实验步骤 按m=20mm、z=8、 =20°、ha*=1、c*=0.25、x1=0.5、x2=-0.5分别计算标准、正复位、负变位三种渐开线齿廓的分度圆直径d、齿顶圆直径d a、齿根圆直径d f、基圆直径d b和标准齿轮的周节P、分度圆齿厚S、齿间距e。将作为轮坯的圆形绘图纸均分为三个扇形区,分别在三个扇形区内画出三种齿廓的上述四个圆d、d a 、d f 、d b 。 此步骤应在实验课前完成。 1.绘制标准齿轮齿廓 (1)将轮坯圆纸安装在范成仪上,使标准齿扇形区正对齿条位置,旋紧螺母用压板1压紧圆纸; (2)调整齿条刀3位置,使其中线与轮坯分度圆相切,并将齿条刀3与滑板4固紧; (3)将齿条刀推至一边极限位置,依次移动齿条刀(单向移动,每次不超过1mm),并依次用铅笔描出刀具刃廓各瞬时位置,要求绘出两个以上完整齿形。 (4)测量分度圆齿厚S、齿间距e,并观察根切现象。 2.绘制正变位齿轮齿廓。 (5)松动压紧螺母,转动轮坯圆纸,将正变位扇形区正对齿条位置,并压紧圆纸; (6)将齿条刀3中线调整到远离齿坯分度圆x1 m=0.5×20=10mm处,并将齿条刀3与滑板4固紧;
齿轮范成原理实验
齿轮范成原理实验 实验指导书 一、实验目的 1.掌握范成法切制渐开线齿轮的原理,观察齿廓形成的过程。 2.了解渐开线齿轮产生根切的原因、现象和避免根切的方法。 3.分析比较标准齿轮和变位齿轮的异同点。 二、设备及工具 1.齿轮范成仪 2.工具:剪刀 3.自带工具:圆规、三角尺、铅笔(HB)、橡皮、裁好直径230mm圆形图纸一张。 三、原理和方法 1.原理 范成法是利用一对齿轮相互啮合时,齿轮齿廓互为包络线的原理来加工轮齿的。加工时,其中一轮为刀具,另一轮为轮坯,他们仍能保持固定的角速比转动,完全和一对真正的齿轮互相啮合传动一样,同时刀具还沿轮坯的轴向作切削运动。这样切制得到的齿轮齿廓就是刀具刀刃在各位置的包络线。今若用渐开线作为刀具齿廓,则其包络线也必为渐开线。由于实际加工时,看不到刀刃在各个位置形成包络线的过程,所以在实验中用齿轮范成仪来实现轮坯与刀具间的传动过程并用铅笔将其记录在纸上,这样我们能清楚地观察到齿轮范成的过程。 2.齿轮范成仪(图6-1) 圆盘1绕底座5的轴线回转。纵拖板2与齿轮圆盘3做纯滚动。 齿条中线 机床节线 图6-1 齿轮范成仪示意图 1.圆盘 2.齿条纵拖板 3.齿轮分度圆 4.齿条刀具 5.底座 6.螺钉
7.压环 8.调节螺钉 圆盘与纵拖板为齿轮齿条传动。因此两者之间为无滑动的纯滚动。圆盘上放纸相当于轮坯。齿条刀具由两个螺钉8与纵拖板相联接,可以使齿条刀具的中心线移近或远离轮坯的中心。如果当刀具4上的刻度对准“0”时,即齿条刀具的中心线对准机床节线并与分度圆相切时,为切制标准齿轮时刀具的位置;当刀具的中心线远离轮坯中心,即使中线以上的任一分度线与机床节线对准并与轮坯分度圆相切作纯滚动时,为切制正变位齿轮时刀具的位置;反之则为切制负变位齿轮时的位置。 3.齿轮范成仪参数 刀具:25.0 1 20 ,20=*=*==c h mm m a α 轮坯:分度圆直径mm d 160=,故齿数8== m d z 四、实验内容 绘制:1.标准齿轮(根切齿轮) 2.修正齿轮(正变位齿轮) 五、实验步骤 1.预备工作 1)计算:根据下面公式及上面规定的参数算出标准齿轮及正变位齿轮的 d 、 a d 、f d ,变位齿轮参数计算公式: m x d d m x d d a f )22()25.2(++=--= 当计算标准齿轮尺寸时,可取上式中0=x ,当切制正变位齿轮时x 的取值为: 17 ) 17(min z x -= 。要想使被切齿轮不发生根切,理论上必须取min x x ≥。由于所切齿数越少时,x 取值越大,被切的齿轮齿顶越尖,以至无法使用,故我们规定x 取值: min max x x ≥(8=z 时,齿顶变尖的565.0max =x )。 2)绘图:将所带的图纸从中间画上中心线分成两部分。然后将计算的标准及变位齿轮的d 、a d 、f d 分别画在各半边图纸上。 3)裁剪:用剪刀沿着齿顶圆将外围剪去,在图纸上只剩下两个画出r 、a r 、f r 的半圆,如图6-2所示。
试验齿轮范成原理
实验:齿轮范成原理 一、目的 1.掌握用范成法制造渐开线齿轮的基本原理; 2.了解渐开线齿轮产生根切现象的原因和避免根切的方法; 3.分析比较标准齿轮和变位齿轮的异同点。 二、设备和工具 1.齿轮范成仪和简易插齿机; 2.圆规(自备); 3.三角尺(自备); 4.钢皮尺; 5.剪刀; 6.绘图纸(规格270毫米 270毫米); 7.铅笔(HB规格贰支自备); 8.计算工具(自备); 9.标准渐开线样板。 三、原理和方法 1.齿轮范成原理简述 范成法是利用一对齿轮互相啮合时其共轭齿廓互为包络线的原理来加工轮齿的。加工时其中一轮为刀具,另一轮为轮坯,它们仍保持固定的角速比传动,完全和一对真正的齿轮互相啮合传动一样;同时刀具还沿轮坯的轴向作切削运动。这样所制得齿轮的齿廓就是刀具刀刃在各个位置的包络线。今若用渐开线作为刀具齿廓,则其包络线亦必为渐开线。由于在实际加工时,我们是无法明显地看到刀刃在各个位置形成包绍线的过程,若用齿轮范成仪来实现轮坯与刀具间的传动过程,并用铅笔将刀具刀刃的各个位置记录在绘图纸上,这样我们就能清楚地观察到齿轮范成的过程。 2.齿轮范成仪的结构 齿轮范成仪所用的刀具模型为齿条插刀,仪器的构造如图2—1所示。它的结构可看成由轮坯与刀具两部分组成。 (1)轮坯部分的结构 做成扇形的构件4,是模数 m=18毫米;齿数Z=17齿轮的分度圆;另一半圆5是模数m=18毫米,齿数Z=9的齿轮的分度圆,它们一起装在同一轴上。 (2)刀具部分的结构 模数m=18毫米的齿条刀2用铰链装在变位溜板3上,转动旋钮13可使刀具移动实现变位,变位量大小可从刻度尺l读出。变位溜扳3又装在啮合溜板11上,在不作变位时,可用手柄10锁住变位溜板3。啮合溜板11是与分度圆作纯滚动运动。在无变位量(刻度尺零位对齐)时,刀具2的分度线(中线)与啮台溜板11的一侧(即与分度园作纯滚动的一侧)在同一垂直平面上。
实验二 齿轮范成原理
实验二齿轮范成原理 一、一、实验目的: 二、一、1、掌握用范成法制造渐开线齿轮齿廓的基本原理; 三、一、2、了解渐开线齿廓的根切现象和用径向变位避免根切的方法; 四、一、3、分析比较标准齿轮和变位齿轮的异同点。 二、实验装置和工具: 1、齿轮范成仪; 2、绘图纸; 3、圆规、三角尺、两支不同颜色的铅笔或圆珠笔(学生自备)。 三、实验原理和构造: 范成法是利用一对齿轮互相啮合时其共轭齿廓互为包络线的原理来加工轮齿的一种方法。加工时,其中一轮为刀具,另一轮为轮坯,二者对滚时,好象一对齿轮互相啮合传动一样;同时刀具还沿轮坯的轴向作切削运动,最后在轮坯上被加工出来的齿廓就是刀具刀刃在各个位置的包络线。为了看清楚齿廓形成的过程,可以用图纸做轮坯,在不考虑切削和让刀运动的情况下,刀具与轮坯对滚时,用铅笔将刀具刀刃的各个位置描绘在图纸上,其包络线就是被加工齿轮的齿廓曲线。在实际生产中,大量使用的是渐开线齿廓,因此刀具齿廓亦为渐开线。 图2—1 齿轮范成仪示意图 本仪器是按齿轮与齿条啮合原理设计成的,刀具模型为一齿条(相当于插齿刀),齿轮模型则为半径相当于被切齿轮节圆半径的半圆盘。其构造如图示2-1所示。半图盘2 固定于机架1的轴心O转动,在半圆盘周围刻有凹槽,槽内绕有钢丝3,钢丝的一端分别固定在圆盘面上的B 、B'处,而另一端则分别固定在纵拖板4上的A、A' 处,纵拖板可在机架上沿水平方向移动,钢丝便拖动圆盘转动。这与被加工齿轮相对于齿条刀具的运动相同。在纵拖板上还装有带刀具6的横拖板5,转动螺旋7可使横拖板前后移动,以调整刀具中线使与轮坯的分度圆相切(在实验中也可调整刀具的齿顶线使其与轮坯的齿根圆相切)。 在范成仪中齿条刀具的已知参数为: 模数m=25;(m=20)
齿轮范成程序MATLAB代码
本人经过一个月的努力,写出了以下齿轮展成程序,是matlab格式的。 只要按照附图的标注定义出滚刀刀齿的形状,指定程序模拟的精度,就可以模拟出滚刀滚切齿轮的图形. 下图为程序中定义刀具的尺寸示意图 以下为源程序 %shape of hob %input area cls; alpha=deg2rad(21); %压力角 alphaf=deg2rad(31); %齿顶倒角压力角 W0=1.85; %节圆半齿宽 H=6; %全齿高 ha0=3; %齿顶高 hf0=1.44; %齿根倒角起点高度 H1=0.064; %触角厚度 hc=1.3; %触角高度 ht=0.65; %触角凸部的高度 rc=0.6; %齿顶圆角半径 R=30; %工件分度圆半径 P=7.54; %刀具齿距 N=2; %刀齿数 amount=10; %每段线上取点的个数 step=100; %计算步数 range=[-pi*0.15,pi*0.15];%计算范围
%location of key-point yr=ha0-rc; %齿顶圆角圆心 xr=W0+(H1-rc)/cos(alpha)-yr*tan(alpha); point=zeros(6,2); point(1,2)=ha0; point(1,1)=xr; point(2,2)=ha0-rc*(1-sin(alpha)); point(2,1)=xr+rc*cos(alpha); point(3,2)=ha0-ht; point(3,1)=(W0+H1/cos(alpha))-(ha0-ht)./cot(alpha); point(4,2)=ha0-hc; point(4,1)=W0-point(4,2)*tan(alpha); point(5,2)=-hf0; point(5,1)=W0-tan(alpha)*point(5,2); point(6,2)=ha0-H; point(6,1)=point(5,1)-tan(alphaf)*(point(6,2)-point(5,2)); %-------------直线部分------------- theta=linspace(range(1),range(2),step); w11=linspace(point(4,1),point(5,1),amount)'; h11=linspace(point(4,2),point(5,2),amount)'; w12=repmat(w11,1,step); h12=repmat(h11,1,step); theta2=repmat(theta,amount,1); x12=(h12-R).*sin(theta2)+(R.*theta2-w12).*cos(theta2); y12=(R.*theta2-w12).*sin(theta2)+(R-h12).*cos(theta2); theta13=(w11-h11/tan(alpha))/R; x13=sin(theta13).*(h11-R)+cos(theta13).*(R.*theta13-w11); y13=sin(theta13).*(R*theta13-w11)+cos(theta13).*(R-h11); %-----------圆角部分-------- gama=linspace(pi/2,alpha,amount); w21=(xr+rc.*cos(gama))'; h21=(yr+rc.*sin(gama))'; w22=repmat(w21,1,step); h22=repmat(h21,1,step); x22=(h22-R).*sin(theta2)+(R.*theta2-w22).*cos(theta2); y22=(R.*theta2-w22).*sin(theta2)+(R-h22).*cos(theta2); theta23=((xr-yr.*cot(gama))/R)'; x23=sin(theta23).*(h21-R)+cos(theta23).*(R.*theta23-w21); y23=sin(theta23).*(R*theta23-w21)+cos(theta23).*(R-h21); rmin=R; for i=1:(length(x23)-2) [XX,YY,RR]=threepointcircle(x23(i),y23(i),x23(i+1),y23(i+1),x23(i+2),y2 3(i+2)); if RR 渐开线齿轮范成实验 一、实验目的 1、掌握用范成法切制渐开线齿轮的基本原理; 2、通过观察渐开线齿轮的轮廓曲线具体形成过程,了解齿轮的根切现象及避免 根切的方法; 3、分析比较标准齿轮与正负变位齿轮齿形变化的异同点。 二、实验仪器及工具 1、齿轮范成仪。 2、铅笔、圆规、三角板、剪刀等(自备)。 3、300X300mm2的厚图纸两张。 三、齿轮范成法原理 范成法是利用一对齿轮(或齿轮齿条)互相啮合时,共轭齿廓互为包络线的原理来加工齿轮的。加工时,其中一轮为刀具,另一轮为轮坯,刀具和轮坯在机床链作用下保持定传动比传动,完全和一对真正的齿轮相互啮合传动一样,刀具作径向进给运动的同时,还沿轮坯的轴向作切削运动。这样切出的齿廓就是刀刃在各个位置的包络线。若用渐开线作刀具的齿廓,可以证明其所包络出的齿廓必为渐开线。今用齿条渐开线(基园半径为无限大时渐开线为一倾斜直线)齿廓加工齿轮,那么刀具刀刃在各个位置的包络线就是渐开线,即加工出的齿廓为渐开线齿廓。因为在实际加工时,看不到刀刃形成包络轮齿的过程,所以通过齿轮范成仪来表现这一过程,用铅笔将刀刃的各个位置描绘在轮坯纸上,这样就能清楚地观察到轮齿范成的过程。 四、齿轮范成仪的构造及使用方法简介 齿轮仪所用的刀具模型为齿条插刀,其结构示意图如下: 图2-1 渐开线齿廓范成仪 圆盘1代表工作台,其上安装齿轮毛坯,它可绕轴心O旋转(通过旋转小齿轮3),工作台下面d=Φ238mm齿轮2与齿条4啮合,齿条4(即刀架)可在机架5上沿导轨移动,使工作台1相对刀架4在Φ240mm的圆上做无滑动的纯滚动, 也就是说,该范成仪只能加工分度圆是Φ238mm的齿轮。齿条刀6可安装在相对轮坯的不同位置,如齿条刀6安装在其中线与轮坯的分度圆相切的位置,可切制出标准渐开线齿轮;若齿条刀6的中线与轮坯的分度圆不相切,而移动了一定距离(其移距xm可在刀架4的刻度上直接读出),则可按移动距离的方向和大小,切制出各种正变位或负变位齿轮。本范成仪备有的齿条刀,其参数为:m=14mm ; α=20?(用于加工Z=17的齿轮) 齿条刀中线上下的齿高均为1.25mm,齿条刀齿顶的0.25mm不是直线而是圆弧,用来切制被切齿轮齿根部的齿廓过渡圆弧。 五、实验步骤 1、切制m=14mm,Z=17的三种齿轮: (1)根据所用范成仪的模数m和分度圆直径d求出被切齿轮的齿数Z,并计算出其齿顶圆直径d a,齿根圆直径d f和基圆直径d b; (2)在一张厚图纸上,分别以d a,d f,d和d b为直径画出四个同心圆,并将图纸剪成直径比da大3mm的圆形; (3)把m=14mm,Z=17的轮坯图纸标准齿轮那一部分,压紧在工作台上(注意同心),刀架4上安装m=20mm的齿条刀6,调整齿条刀6的中线与 轮坯的分度圆相切。(此时,齿条刀6上的刻线标记对准刀架4上刻度 标尺的0位置),推动刀架4到左右端位置,都要保证刀具中线与分度 圆相切,这样刀具才安装正确了。然后将刀架4放到左边(或右边) 的极限位置,开始用削尖的铅笔没齿条刀6 齿廓,在图纸上画下刀具 齿廓在轮坯上的投影线,然后通过旋转小齿轮3,带动工作台连同轮 坯转过一个小角度,同时向右(或左)轻轻推动刀架4,使其移一个 很小的相应距离(约2-3mm),再用铅笔绘出齿条刀6齿廓在轮坯上的 投影。继续重复上述工作,直到齿条刀6移动到了另一端极限位置, 齿条刀6齿廓在各个位置的投影线包络出来的就是标准渐开线齿轮的 齿廓。 (4)把轮坯图纸正变位齿轮那一部分压紧在工作台上,把齿条刀6从1)位置退(远离轮坯中心O)一段距离; 移距xm=(+0.5)*14mm=+7mm,按照1)的相同方法绘制出的包络线 就是变位系数为+0.5的正变位齿轮的齿廓。 (5)把轮坯图纸负变位齿轮那一部分压紧在工作台上,把齿条刀6从1)位置退(靠近轮坯中心O)一段距离; 移距xm=(-0.5)*14mm=-7mm,按照1)的相同方法绘制出的包络线 就是变位系数为-0.5的正变位齿轮的齿廓。 2、根据齿条刀m=14mm,被加工齿轮Z=17,变位系数分别为0,+0.5,-0.5的情 况,计算齿轮各参数,填入实验报告表中,并将计算结果进行比较; 3、将计算结果与实验模拟加工的齿轮进行对照,加深对范成原理及变位齿轮加 工和异同的理解。 六、实验报告内容要求 1、齿轮范成仪基本给定参数; 2、计算数据与实验结果分析; 3、思考题 (1)加工标准齿轮与变位齿轮时,啮合线的位置及啮合角的大小是否有变 精密机械设计实验报告班级 ______________ 姓名 _____________ 齿轮范成实验学号 _____________ 一、实验目的 1、观察渐开线齿廓的范成形成过程,由此掌握范成法加工齿轮的原理。 2、观察根切的产生过程,了解根切产生的原因及避免根切的方法。 3、分析比较标准齿轮与变位齿轮的异同点。 二、实验设备和工具 4、已知条件:要加工的齿轮参数为: a)m=15,α=20?,Z=10,h a*=1,c*=0.25 b)m=15,α=20?,Z=6,h a*=1, c*=0.25 5、实验设备:齿轮范成仪 三、实验要求 1、课前要求: 1)复习范成法加工齿轮的原理、渐开线齿轮的根切及变位齿轮的有关内容; 2)根据选定的齿轮参数计算齿轮的下列尺寸: 标准齿轮:r、r b 、 r f 、r a 、 s、s a 及s b 变位齿轮: x(取x= x min )、 r、 r b 、 r f 、r a 、s、s a 及 s b ; 将计算好的数值填入尺寸计算表格中(要求计算精度:小数点后2位)。 3)在绘图纸(或其它厚纸)上画出中心线、分度圆、基圆及齿顶圆和齿根圆 (注意:半个圆画标准齿轮的,另半个圆画变位齿轮的)。根据变位齿轮的 齿顶圆大小剪好直径为d a 的齿轮轮坯,然后在其中心剪出直径为28毫米的圆孔。 4)准备好铅笔或圆珠笔、圆规、三角板等用具。 2、实验课上: 1)了解齿轮范成仪的原理、结构及安装。根据选择所要加工齿轮的参数安装 好齿轮范成仪。 2)将纸质“轮坯”安装到范成仪的圆盘上,必须注意对准中心。 3)调节刀具位置,使刀具中线与被加工齿轮分度圆相切,此时切制的齿轮是 标准齿轮。切制变位齿轮时重新调整刀具位置。 4)“切制”齿廓时,先把刀具移向一端,然后当刀具向另一端移动2mm左右 距离时,描下刀刃在图纸轮坯上的位置,直到形成2~3个完整的齿形为止 (注意半个圆上画标准齿轮,另半个圆上画变位齿轮)。 5)“切制”齿廓的同时应注意齿廓的形成过程;观察根切现象。 四、实验报告要求 1)画好的图上标注出s, e, s b 及s a , 并测量出各个量的大小(圆弧长度可分为 若干小段圆弧,然后近似地用其所对应的弦长代替)填入尺寸计算表格; 2)比较标准齿轮与变位齿轮的异同点;比较计算结果与实验结果,分析误差产生 的原因; 3)回答思考题。 实验二齿轮范成原理实验 一、实验的目的: 1、掌握范成法切制渐开线齿轮的基本原理。 2、了解渐开线齿轮产生根切现象的原因及避免方法。 3、分析、比较相同模数和齿数的标准齿轮与变位齿轮的异同。 二、齿轮范成原理 范成法是利用一对齿轮互相啮合的原理来加工齿轮的,加工时其中一轮为刀具,另一轮为轮坯,一方面刀具与轮坯在机床传动链作用下作定传动比传动,完全和一对真正的齿轮互相啮合传动一样;另一方面还沿轮坯的轴向作切削运动,而刀具的刀刃在各个位置的包络线即为被加工齿轮的齿廓。 三、齿轮范成仪介绍 齿轮范成仪结构图如下: CJDJ-B型齿轮范成仪结构图 1.齿条插刀 2.螺杆 3.碟形螺母 4.啮合溜板 5.调整螺钉 6.机座 7.变位标尺 8.圆螺母 9.压板10.心轴11.螺栓12.碟形螺母13.扇形板14.扇形齿轮 1、齿轮范成仪加工齿轮原理 齿轮范成仪利用齿轮与齿条的啮合原理形象地说明加工渐开线齿轮的范成法(又称展成法)的包络原理,并且能直观地表现变位齿轮的加工方法,及其与标准齿轮的区别,也能观察根切现象及避免根切的方法,还可以观察齿顶变尖等现象。 扇形板13代表被加工齿轮的轮坯,安装在机座6上并可绕轴心10回转,代表齿条刀具的齿条1,用螺钉5安装在溜板4上,当移动溜板4时,扇形板13与溜板4作纯滚动。齿条1在松开螺钉5时靠其上的滑槽可安装在相对于扇形板13的各个不同位置。如把齿条1的中线调整到与扇形板13的分度圆相切位置后,拧紧螺钉5,然后推动溜板4,则装在扇形板13上的图纸可依次绘出齿条刀具外形移动到各个不同位置的包络线,这就形成了相当于被切削的标准渐开线齿轮的齿廓,而当齿条中线于扇形板13的分度圆间有一段距离时,则可绘出相当于被切的各种变位齿轮的齿廓,其变位量(移距)为Xm(X叫变位系数或移距系数)可由齿条1相对于溜板4做出移距。 齿轮范成仪的齿轮刀具参数如下: m=20 α=20oh*a=1 c*=0.25 轮坯参数: Z=8 用m=20的齿条刀具绘制X=0的标准齿轮时,由于Z=8小于不发生根切的最小齿数Z min=17,所以会发生根切,要使齿轮不发生根切,则必须采用正移距 变为,此时: X min=h*a=+0.53 但当X>0.7时,齿轮的齿顶变尖,因此当加工m=20,Z=8的齿轮时,采用变位系数为:+0.53 +实验三 齿轮范成原理 一、目的要求 1.巩固和掌握用范成法切制渐开线齿轮的基本原理。观察齿廓的渐开线部分及过渡曲线部分的形成过程。 2.了解渐开线的根切现象和齿顶变尖原因以及用变位修正来避免根切的方法,并分析、比较标准齿轮和变位齿轮的异同点。 3.巩固齿轮基本几何尺寸的计算,并进一步了解基本参数m ,z ,α,x 在齿轮设计和加工中的意义和作用。 二、设备 1.齿轮范成仪: 齿条刀具的主要参数 m=20mm ,α=20°,00.1*=a h ,25.0* =C 被切齿轮的主要参数: m=20 (mm),α=20°,z =10,00.1*=a h ,25 .0* =C 2.代替被加工齿轮坯件的图纸一张 3.同学需要自备如下的东西 (1) 削尖的铅笔二支 (2) 圆规、三用板及胶皮擦 三、范成仪的构造及工作原理 图2为齿轮范成仪简图,圆盘1表示被加工齿轮的毛坯,安装在机架4上,并可绕机架上的固定轴O 转动。齿条刀具2安装在溜板3上,当移动溜板时,轮坯圆盘1上安装的与被加工齿轮具有同等大小分度圆的齿轮与并固接在溜板上的齿条啮合,并保证被加工齿轮的分度圆与溜板3上的齿条节线作纯滚动,从而实现范成运动。 图2 松开螺母5即可调整齿条刀具相对于轮坯中心的距离,因此,齿条2可以安装在相对于圆盘1的各个位置上,如使齿条分度线与圆盘1的分度圆相切,则可以绘出标准齿轮的齿廓。当齿条2的中线与圆盘1的分度圆间有距离时,(其移距值xm可以在溜板3的刻度上直接读出来),则可按移距的大小和方向绘出各种正移距或负移距变位齿轮。 范成法是利用一对齿轮互相啮合时,共轭齿廓互为包络线的原理来加工的。加工时其中一轮为刀具。另一轮为毛坯,而由机床的传动链迫使它们保持固定的角速比旋转,完全和一对齿数比相同的齿轮相互相传动一样,同时刀具还沿轮坯轴线方向作切削运动,如此切出的齿轮的轮廓,就是刀具刀刃的一系列位置,就能清楚的观察到加工齿轮的范成过程。 今若用渐开线作为刀具齿廓,则其包络线必亦为渐开线。由于在实际加工时,不易看到形成包络线的刀刃的一系列位置,故通过范成仪来实现上述的刀具与轮坯间的范成运动,用铅笔画出刀具刀刃的一系位置,就能清楚的观察到加工齿轮的范成过程。 四、实验步骤 1.根据齿条刀具的模数m、分度圆压力角α和被加工齿轮的齿数z,计算出被加工齿轮的分度圆 和基圆直径,以及标准齿轮,正、负移距变位齿轮的齿根圆、齿顶圆直径,将计算结果填在试验报告中,并标注在附图上. 2.将绘有毛坯圆、分度圆、基圆等的图纸固定在圆盘上作为毛坯,将溜板(带齿条)置于中间位 置,并使标准齿轮象限正对齿条,调节齿条刀具的分度线与毛坯分度圆相切,制作标准齿轮. 3.将齿条移至右极端位置,开始切制齿轮,并将齿条刀具溜板每次向左移动一个微小的距离 (4~5毫米),在代表轮坯的图纸上,用铅笔描下刀具刀刃的位置,直到形成3~4个完整的齿形为止. 4.调节齿条刀具离开轮坯中心,作正移距xm毫米,再将图纸转动到相应的象限,然后重复步骤 3. 5.调节齿条刀具使其接近轮坯中心,作负移距xm毫米, 再将图纸转动到相应的象限,然后重复 步骤3. 6.比较所画的标准齿轮和变位齿轮在分度圆的齿轮厚、齿间、周节以及齿顶厚、根圆、顶圆、 分度圆和基圆的相对变化特点. 渐开线齿轮齿廓范成实验指导书 一、实验目的 1.掌握渐开线齿轮范成法切齿原理,了解根切产生的原因及观察根切现象。 2.掌握齿轮变位及应用变位消除根切的原理,熟悉最少齿数及最小移距系数概念,了解变位齿轮传动理论。 二、范成法切齿原理及范成仪 一对渐开齿轮(或齿轮与齿条)相互啮合时,其共轭齿廓互为包络线 的原理是齿轮范成切齿的基本原理。在此基础上,将其中一个齿轮(或齿条)制成刀具,由齿轮加工机床的传动系统提供必要的运动,这些运动主要包括范成运动(21ωω和)、切削运动、进刀运动和刀具后让运动,如图1所示。其中范成运动是最主要的运动。当用齿条齿轮啮合原理知,这时齿条刀具中线 图1 (模数线)必须切于齿轮分度圆。当齿轮 以角速度ω定轴转动时,齿条作线速度为v 的平移,且中线与分度圆纯滚动并 保持r v ?=ω,其中r 为分度圆半径,如图)2b 所示。且齿条刀具切制齿轮齿廓的各运动关系如图)2a 所示,刀具平移运动刀v , 刀 v 与轮胚(回转工作台) 的定轴转动(或刀具不平移,只是轮胚的转动 加 刀 v 的平移运动)组成范成 运动; Ⅲ是刀具上下的切削运动;←Ⅴ是进刀运动;?Ⅳ是让刀运动。刀具牙齿部分切出齿轮的 图2 齿间,刀具齿间部分切出 齿轮的轮齿,这样当我们用 绘图纸按设计尺寸,制成轮 胚按安装条件放在齿条刀 具下面时,被刀具牙齿遮住 的部分就是被切掉的齿轮 齿间,没有遮住即未被切去 部份就是被范成的轮齿。因 此,我们可以用铅笔画出每 一微小范成过程中,刀具遮 住轮胚的部分,这些留在纸 胚上的刀具轮廓线的包络 线就形成了齿轮的齿廓,如 2b所示。由于用铅笔记 图3图) 录“切削运动”过程,所以在范成仪中不必设计进刀和刀具后让运动。齿轮范成仪的结构和使用简介如下: 如图3所示,件3为模拟齿轮加工机床回转工作台,剪制的纸轮胚通过件1和2被压装其上。“回转工作台”以件1中心为固定较链与底座9组成转动副。齿条刀具托板4通过燕尾槽可在底座9上平移。塑料齿条刀具5通过两组螺栓与刀具托板4联接,刀具上开有左右两个长形螺栓孔,以保证刀具沿轮胚径向移距,移距量由刀具两端与托板间标尺7读得,当标尺为“零对零”时,刀具中线正好切于轮胚分度圆。为保证范成运动是刀具中线与轮胚分度圆纯滚动,则在“回转工作台”背面制成小模数齿轮8,其分度圆半径等于轮胚分度圆半径r,在刀具托扳背面上与刀具中线重合的位置制成小模数齿条10,与“回转工作台”齿轮啮合,当左右移动刀具托板时,“工作台”则定轴回转且保证r =ω。 v? 三、仪器与工具 1.范成仪 2.直尺 3.剪刀 4.圆规 5.铅笔 6.绘图纸 7.计算器(自备)四、实验步骤 机械原理实验指导书 机械工程教研室 2013年3月 目录 实验一机构认知实验 (1) 实验二机构运动简图测绘与分析实验 (2) 实验三渐开线齿轮范成原理实验 (5) 实验四渐开线齿轮参数测量实验 (8) 实验五刚性转子动平衡实验 (14) 实验六机械运转速度波动及调节实验 (20) 实验一机构认知实验 一、目的 通过观察典型机构运动的演示,建立对机器和机构的感性认识。了解常用机构的名称组成结构的基本特点及运动形式,为今后深入学习机械原理提供直观的印象。 二、设备 1 .机构示教柜,机械零件陈列柜。 2 .各种典型的机构、机器(如缝纫机、动平衡机、简易冲床、颚式破碎机、内燃机模型、油泵模型等等)。 三、实验要求 1 .观察各种连杆机构的组成结构,运动构件上点的运动轨迹,各种运动副之异同,这些机构之间内在联系。哪些是基本形式,哪些是基本形式演变而成的机构。 2 .观察各种凸轮机构的原动件和从动件的结构特点及运动不同形式,哪些是平面凸轮,哪些是空间凸轮。 3 .观察各种间歇机构的原动件和从动件的运动情况,哪些是平面机构,哪些是空间机构。 4 .了解各种机构的名称及其运动情况。 四、思考与讨论题 1 .观察连杆机构陈列柜,思考与讨论下列问题: 1 )你所看到的平面连杆机构由哪些基本构件所组成?何谓曲柄、摇杆、连杆、基架? 2 )组成平面四杆机构的运动副有什么共同特点?你能说出它们的类型和名称吗? 3 )平面四杆机构有哪些基本类型?有哪些演变形式?你能说出它们的演变途径吗? 4 )观察连杆上某些点的运动轨迹,何谓连杆曲线?你看到了哪些典型的连杆曲线? 2 .观察凸轮机构陈列柜: 1 )凸轮机构由哪些构件组成,其中的运动副与连杆机构相比有和异同。 2 )分别从凸轮的结构特点,从动件的运动形式,凸轮与从动件的锁合形式的区别, 你能说出凸轮机构有哪些类型,它们分别叫什么名称吗? 3 )通过观察,你能确立直动从动件的最大升距和摆动从动件的最大摆角吗? 3 .观察间歇运动机构陈列柜,试说明: 1 )该柜中各机构中从动件的运动与连杆机构,凸轮机构相比有何不同之处? 2 )你能说出几种间歇机构的类型、名称吗?渐开线齿轮范成实验
渐开线圆柱直齿轮范成实验一
实验二齿轮范成原理实验
齿轮范成法实验指导书
渐开线齿轮齿廓范成实验
机械原理实验指导书(1)