V形坡口对接立焊

V形坡口对接立焊
黄挺
教学目标:掌握V形坡口对接立焊单面焊双面成形
技能要求:分组进行对接立焊的操作练习
教学过程:
一、焊前准备
1、试件材料20g或16MnR。
2、试件尺寸300mm×200mm×12mm,600V形坡口,
如图1所示。
3、焊接要求单面焊双面成型和双面焊。图1V形坡口对接立焊焊件图
4、焊接材料 E4315(结427)或E5015(结507),焊条烘焙
350~4000C,并恒温2h,随用焊取。
5、焊机 ZX5—400型或ZX7—400型。
如图2所示。
二、试件装配图2 ZX5—400焊机
1、修磨钝边0.5~1mm,无毛刺。
2、试件焊前清理参照本单元课题二作业1。
3、装配始端间隙为3.2mm,终端为4.0mm,错边量1.2mm。
4、定位焊采用与焊接试件相同的焊条,在试件反面距两端20mm之内进行,焊缝长度为10~50mm,并将试件固定在焊接支架上。
5、预置反变形量为30~40。
三、焊接工艺参数
V形坡口对接立焊接工艺参数选择见表。
焊接层次焊条直径(mm)焊接电流(A) 焊接电弧(V)
打底层(1) 3.2 90~110 22~24
填充层(2、3) 4.0 100~120 22~26
盖面层(4) 4.0 100~110 22~24
四、操作要点及注意事项
1、单面焊双面成型采用立向上焊接,始端在下方。
1)打底焊打底层焊接,可采用挑弧法或灭弧法,现介绍挑弧法。
①在定位焊缝上引弧,当焊至定位焊缝尾部时,应稍加预热,将焊条向根部顶一,听到“噗噗”击穿声(表明坡口根部已被熔透,第一个熔池已形成),此时熔池前方应有熔孔,该熔孔向坡口两侧各深入0.5~1mm。
②采用月牙形或锯齿形横向运条方法,短弧操作(弧长小于焊条直径)。
③焊条的下倾角为700~750。并坡口两侧稍作停留,以利于填充金属与母材熔合良
好,其交界处不易形成夹角并便于清渣。
④操作要领归纳为“一看”、“二听”、“三准”
看:观察熔池形状和熔孔大小,并基本保持一致。当熔孔过大时,应减小焊条与试板的下倾角,让电弧多压向熔池,少在坡口上停留。当熔孔过小时,应压低电弧,增大焊条与试板的下倾角度。
听:注意听电弧击穿坡口根部发出的“噗噗”声,如没有这种声音则表示没焊透。一般保持焊条端部离坡口根部1.5~2mm为宜。
准:施焊时熔孔的端点位置要把握准确,焊条的中心要对准熔池前与母材的交界处,使后一个熔池与前一个熔池搭接2/3左右,保持电弧的1/3部分在试件背面燃烧,以加热和击穿坡口根部。
⑤打底焊道需要更换焊条而停弧时,先在熔池上方做一个熔孔,然后回焊10~50mm
再熄弧,并使其形成斜坡形。
⑥接头可分热接和冷接两种方法。
热接法:当弧坑还处在红热状态时,在弧坑下方10~15mm处的斜坡上引弧,并焊至收弧处,使弧坑根部温度逐步升高,然后将焊条沿预先做好的溶孔向坡口根部顶一下,使焊条与试件的下倾角增大到900左右,听到“噗噗”声后,稍作停顿,恢复正常焊接。停顿时间一定要适当若过长,易使背面产生焊瘤;若过短,则不易接上头。
另外焊条更换的动作越快越好,落点要准。
冷接法:当弧坑已经冷却,用砂轮或扁铲在已焊的焊道收弧处打磨一个10~15mm 的斜坡,在斜坡上引弧并预热,使弧坑的根部温度逐步升高,当至斜坡最低处时,将焊条沿预先做好的熔孔向坡口根部顶端,听到“噗噗”声后,稍作停顿,并提起焊条进行正常焊接。
2)填充层焊接
①对打底焊缝仔细清渣,应特别注意死角处的焊渣清理。
②在距离焊缝始端10mm左右处引弧后,将电弧拉回到始端施焊。每次都应按此
法操作,以防止产生缺陷。
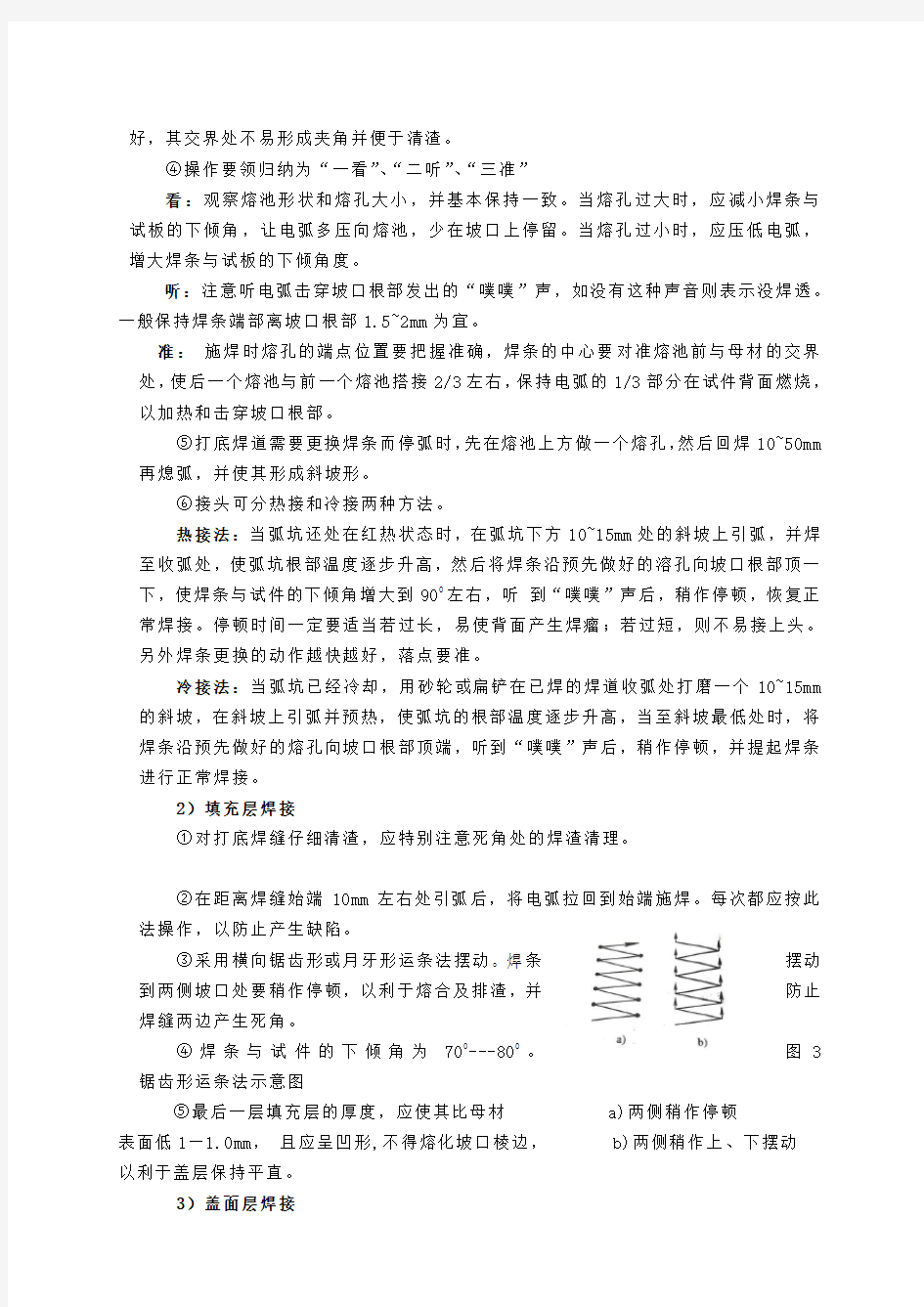
③采用横向锯齿形或月牙形运条法摆动。焊条摆动
到两侧坡口处要稍作停顿,以利于熔合及排渣,并防止焊缝两边产生死角。
④焊条与试件的下倾角为700---800。图3
锯齿形运条法示意图
⑤最后一层填充层的厚度,应使其比母材 a)两侧稍作停顿
表面低1—1.0mm,且应呈凹形,不得熔化坡口棱边, b)两侧稍作上、下摆动
以利于盖层保持平直。
3)盖面层焊接
①引弧同填充焊。采用月牙形或锯齿形运条,焊条与试
件的下倾角为700—750。
②焊条摆动到坡口边缘a、b两点时,要压低电弧并稍
作停留,这样有利于熔滴过渡和防止咬边。摆动到焊道中间的过程要快些,防止熔池外形凸起产生焊瘤。
③焊条摆支频率应比平焊稍快些,前进速度要一致,
使每个新熔池覆盖前一个熔池的2/3---3/4 图4盖面焊焊接运条法均匀,以获得薄而细腻的焊缝波纹。
④更换焊条前收弧时,应对熔池填些熔滴,迅速更换焊条后,再在弧坑上方10mm
左右的填充层焊缝金属上引弧,并拉至原弧坑处填满弧坑后,继续施焊。
五、操作过程
(1)清理试件,修磨坡口钝边,按要求间隙进行定位焊,预置反变形量。
(2)用3.2mm焊条打底焊,保证背面成形。
(3)层间清理干净,用直径 4.0焊条进行以后几层的填充焊,采用锯齿形或月牙
形运条法,两侧稍停顿,以保证焊道平整,无尖角和无渣等缺陷。
(4)用直径 4.0mm的焊条,采用锯齿形基月牙形运条法进行盖面层焊接,焊条摆
动中间快些,两侧稍停顿,以保证盖面焊缝余高、熔宽均匀,无咬边、夹渣等缺陷。
(5)焊后清理熔渣及飞溅物,检查焊接质量,总结经验,分析问题。
六、焊接质量要求
(1)试件的外观检查及评分标准选用本单元课题。其中焊缝余高为0---4mm。
(2)试件X射线探伤和弯曲试验标准见V形坡口对接平焊的有关质量要求内容。
(3)焊件上非焊道处不得有引弧痕迹。
七、练习:
1、板V形坡口对接立焊单面焊双面成形中的打底焊、填充焊和盖面焊的操作要点有哪些?
2、学生试件练习操作
焊接接头与坡口形式
焊接接头和坡口形式 焊接接头形式可分为:对接接头、T形接头、角接接头和搭接接头。 一、对接接头 将两块钢板对在一起焊接,称为对接;一块钢板卷成圆筒后对在一起焊接,也属对接。对接接头容易焊透,受力情况好,应力分布均匀,联接强度高,因而焊接接头质量容易保证。 为了保证焊接质量,必须在焊接接头处开适当的坡口。坡口的主要作用是保证焊透,此外,坡口的存在还可形成足够容积的金属液熔池,以便焊渣浮起,不致造成夹渣。坡口的几何尺寸必须设计好,以便减少金属填充量、减少焊接工作量和减少变形。 对接接头形式如图2-14所示。对于钢板厚度在6 mm以下的双面焊,因其手工焊的熔深可达4 mm,故可以不开坡口,如图2-14(a)所示。 对于厚度在6-40 mm 的钢板,可采用如图2-14(b)所示的V 形坡口,进行双面焊。在无法进行双面焊时,也可采用带垫板(厚度≥3mm)的单面焊。由于垫板的存在,不易被烧穿。
当板厚为12-60mm时,可采用如图2-14(c)示的X形坡口。在板厚相同的情况下,采用X形坡口可减少焊条金属量二分之一左右,而且焊件的变形及所产生的内应力相应小些,因此它多用于厚度较大并变形要求较小的工件。X形坡口有对称的;还有不对称的,即一侧深另一侧浅。较浅的一侧焊接工作量小些 图2-14(d)(e)分别为单U形坡口及双U形坡口,这类坡口的填敷金属量均较V形坡口少些,焊件变形也较小,但其坡口加工较困难,故一般只在较重要的焊接结构时采用。 当对接的两块钢板厚度不相等时,为了防止焊接时薄的一边金属过热,而厚的一边金属难于熔化的现象,避免焊不透或烧穿;为了减少由于接头处厚度不等、刚度不一而产生焊接变形与裂纹的可能性,应采用如图2-15所示的厚度过渡开坡口的形式。
焊接接头及坡口形式
焊接接头及坡口形式 一、 接头的分类 接头是由两个或两个以上零件用焊接方法连接的,焊接 结构通常由若干个焊接接头组成。 型接头(十字) 端接接头 在结构中的作用: (1)工作接头:工作力的传递; (2)联接接头:更主要的作用是作焊接的办法使更多的焊接连接成整体,起连接作用。通常不做强度计算。 (3)蜜封接头:防止泄漏是其主要作用。 1.对接接头 搭接接头角接接头
从受力的角度看,受力状况好,应力集中程度小,材料消耗少,变形也较小。往往在接头开坡口。 2.T型和十字接头 将相互垂直的焊件用角焊缝边接起来的接头,分焊透、 不焊透两种,接头焊透,要根据坡口的T型和十字接头承受 动载能力而定,不焊透的T型和十字接头承受力是不周的。 3.搭接接头。 是指两个焊接部分重叠在一起。搭接接头应力分布不均 匀,强度较低。 4.角接头 是指两个焊件的端面构成大于30。、小于是135。夹角,用焊接连接起来的接头。 5.端接接头 是指将两构件重叠放置或两焊件之间的夹角不大于 30°,用焊接边接起来的接头。 二、坡口的形式和坡口尺寸 1.坡口的形式 主要是保证焊接接头的质量和方便焊接、使焊缝根部焊 透。 选用何种坡口形式,主要取决于焊接的方法、焊接的位置、焊件的厚度、焊缝熔透要求。
选择坡口应注意如下问题: 1)坡口的加工条件; 2)可焊接性; 3)焊接材料的消耗生产成本; 4)焊接变形如何; 常用的坡口形式: 1)I型 2)V型 3)双丫型 4)U型 5)双丫形 2.坡口的作用 1)确保焊接电源深入到坡口根部间隙处; 2)操作清除焊渣; 3)调节熔敷金属比例,提高焊接接头综合性能; 3.坡口的加工 加工方法的选择: (1)剪边:用剪板机剪切加工; 工亦£頊
V形坡口对接立焊
V形坡口对接立焊
V形坡口对接立焊 黄挺 教学目标:掌握V形坡口对接立焊单面焊双面成形 技能要求:分组进行对接立焊的操作练习 教学过程: 一、焊前准备 1、试件材料20g或16MnR。 2、试件尺寸300mm×200mm×12mm,600V形坡口, 如图1所示。 3、焊接要求单面焊双面成型和双面焊。图1V形坡口对接立焊焊件图 4、焊接材料 E4315(结427)或 E5015(结507),焊条烘焙 350~4000C,并恒温2h,随用焊取。 5、焊机 ZX5—400型或ZX7—400型。 如图2所示。
二、试件装配图2 ZX5—400焊机 1、修磨钝边0.5~1mm,无毛刺。 2、试件焊前清理参照本单元课题二作业1。 3、装配始端间隙为3.2mm,终端为4.0mm,错边量1.2mm。 4、定位焊采用与焊接试件相同的焊条,在试件反面距两端20mm之内进行,焊缝长度为10~50mm,并将试件固定在焊接支架上。 5、预置反变形量为30~40。 三、焊接工艺参数 V形坡口对接立焊接工艺参数选择见表。 焊接层次焊条直径 (mm) 焊接电 流(A) 焊接电弧 (V) 打底层 (1) 3.2 90~110 22~24 填充层 4.0 100~120 22~26
(2、3) 4.0 100~110 22~24 盖面层 (4) 四、操作要点及注意事项 1、单面焊双面成型采用立向上焊接,始端在下方。 1)打底焊打底层焊接,可采用挑弧法或灭弧法,现介绍挑弧法。 ①在定位焊缝上引弧,当焊至定位焊缝尾部时,应稍加预热,将焊条向根部顶一,听到“噗噗”击穿声(表明坡口根部已被熔透,第一个熔池已形成),此时熔池前方应有熔孔,该熔孔向坡口两侧各深入0.5~1mm。 ②采用月牙形或锯齿形横向运条方法,短弧操作(弧长小于焊条直径)。 ③焊条的下倾角为700~750。并坡口两侧稍作停留,以利于填充金属与母材熔合良好,其交界处不易形成夹角并便于清渣。
V型坡口仰对接焊
V型坡口仰对接焊 一、课前准备 工量具、设备仪表、材料准备 (1)、焊接材料:Q235钢板(300X120X12mm) 焊条(E5015、Ф3.2mm) (2)、焊接设备及工具:焊机、角磨机、面罩等。 (3)、辅助工具:钢丝刷、锤子、锉刀、电焊手套等 二、入门指导 【组织教学】 1、检查学生出勤情况并记录。 2、检查学生劳保用品穿戴情况。 3、强调实习中要注意的安全问题。 【实习目的】 1)能够正确运用焊接设备,调节焊接工艺规范,掌握试件的组对、焊接和质量检验方法。要求无明显的焊接缺陷(封底焊无焊瘤,盖面焊缝宽窄高低一致),焊后焊件上无飞溅及引弧痕迹 2)掌握使用碱性焊条V形坡口仰对接单面焊双面成形的焊接操作技术。 重点: 试件的组对及焊接工艺参数的选择 难点:打底操作及盖面焊接操作 【注意事项】 1.首先做好劳动防护,焊接操作姿势必须规范,防止飞溅灼伤。 2.避免长时间短路,以免烧损设备。 3.注意弧光,防止灼伤眼睛。 4.清渣时注意戴上防护镜。 【复习提问】 (1)V形坡口横对接焊打底层的焊接电流和运条方法。 (2)V形坡口横对接焊填充层的焊接电流和运条方法。 (3)V形坡口横对接焊盖面层的焊接电流运条方法。 【讲授新课】 一、基础知识讲解 V型坡口仰对接焊的特点 V型坡口仰对接焊是在焊缝倾角0°或180°、焊缝转角270°位置以单面施焊的方式,获得双面成形焊缝的操作。 V型坡口仰对接焊操作示意图如下:
V型坡口仰对接焊是各种焊接位置中操作中难度最大的一种,由于熔池倒悬在焊件下面,液体金属靠自身表面张力作用保持在焊件上,易受到重力作用而下坠,同时熔滴自身的重力又不利于熔滴过渡。如果熔池温度高,表面张力则减小,熔池体积增大,则重力作用加强,这些会引起熔池金属下坠,很容易在焊缝的正面形成焊瘤,焊缝背面出现凹陷,使焊缝成形较为困难。 仰焊时候,极易疲劳,而运条过程又要细心操作,一旦臂力不支,身体就会松弛,导致运条不均匀、不稳定,而影响焊接质量。 因此仰焊施焊时应采用小直径焊条,尽可能保持短弧焊接。焊接电流要合适,电流太小则根部焊不透,太大则容易引起熔化金属下坠。熔池体积要尽可能小,运条速度要快,焊道成形应该薄且平整。 二、新课题引入: 操作工艺过程: 1)焊件:焊件为Q235钢板,300×100×12mm。钢板的一侧加工30°的坡口。如下图所示: 2)焊条:E5015、直径3.2mm 3)装配及定位焊:将两块钢板装配成V形坡口的对接接头并留一定的根部间隙,终焊端的根部间隙应大于开始焊端。装配始端间隙为3.2mm,终端为4.0mm,俗称“头三尾四”。错边量≤1.2mm。 A)技术要求: 装配时可分别用3.2焊条和4.0焊条夹在焊件的两端。 B)操作要领: 放大终焊端的根部间隙是考虑到焊接过程中的横向收缩量,以保证熔透
V形坡口对接立焊
V形坡口对接立焊 教学目标:掌握V形坡口对接立焊单面焊双面成形 技能要求:分组进行对接立焊的操作练习 教学过程: 一、焊前准备 1、试件材料20g或16MnR。 2、试件尺寸300mm×200mm×12mm,600V形坡口, 如图1所示。 3、焊接要求单面焊双面成型和双面焊。图1V形坡口对接立焊焊件图 4、焊接材料 E4315(结427)或E5015(结507),焊条烘焙 350~4000C,并恒温2h,随用焊取。 5、焊机 ZX5—400型或ZX7—400型。 如图2所示。 二、试件装配图2 ZX5—400焊机 1、修磨钝边0.5~1mm,无毛刺。 2、试件焊前清理参照本单元课题二作业1。 3、装配始端间隙为3.2mm,终端为4.0mm,错边量1.2mm。 4、定位焊采用与焊接试件相同的焊条,在试件反面距两端20mm之内进行,焊缝长度为10~50mm,并将试件固定在焊接支架上。 5、预置反变形量为30~40。 三、焊接工艺参数 V形坡口对接立焊接工艺参数选择见表。 焊接层次焊条直径(mm)焊接电流(A) 焊接电弧(V) 打底层(1) 3.2 90~110 22~24 填充层(2、3) 4.0 100~120 22~26 盖面层(4) 4.0 100~110 22~24 四、操作要点及注意事项 1、单面焊双面成型采用立向上焊接,始端在下方。 1)打底焊打底层焊接,可采用挑弧法或灭弧法,现介绍挑弧法。 ①在定位焊缝上引弧,当焊至定位焊缝尾部时,应稍加预热,将焊条向根部顶一,听到“噗噗”击穿声(表明坡口根部已被熔透,第一个熔池已形成),此时熔池前方应有熔孔,该熔孔向坡口两侧各深入0.5~1mm。 ②采用月牙形或锯齿形横向运条方法,短弧操作(弧长小于焊条直径)。 ③焊条的下倾角为700~750。并坡口两侧稍作停留,以利于填充金属与母材熔合良
- V型坡口板对接立焊
- 焊接坡口标准(汇总).ppt
- 焊接接头与坡口形式
- 对接焊缝坡口形式的选用
- 焊接接头形式及坡口
- 焊接实习 V形坡口对接横焊
- 焊接接头及坡口形式
- 焊接坡口标准
- V型坡口立焊
- V型坡口板平对接焊 (2)
- 焊接接头形式及坡口
- V形坡口对接立焊
- V形坡口对接平焊 PPT
- 形坡口对接立焊
- 焊接实习V形坡口对接横焊
- 焊缝形式及坡口尺寸在图纸上是怎样表示的
- I形坡口对接立焊
- V形坡口对接立焊
- 型坡口板平对接焊
- 焊接坡口形式选用规定和焊脚高度的解读
- 学校室外书柜管理制度
- 学校智慧书柜管理制度
- 图书馆书籍管理制度
- 学校走廊书架管理制度
- 小学图书室管理制度(15篇)
- 图书阅览室管理制度11篇
- 书屋管理制度
- 职工书屋管理制度
- 开放式书架管理制度
- 书架管理制度范文
- 图书馆书库管理制度
- 学校开放书架管理制度
- 八年级人教版地理第四章中国的经济发展
- 八年级地理上册第四章《中国的经济发展》知识点归纳
- 八年级地理上册第四章中国的经济发展知识点总结
- 高中地理 第四章 区域经济发展 第一节 区域农业发展——以我国东北地区为例教案(含解析)新人教版必修
- 教育部审定义务教育教科书八年级上册地理第四章中国的经济发展
- 高中地理第四章区域经济发展第一节区域农业发展__以我国东北地区为例课时2商品粮基地建设农业发展方向讲义
- 高二地理必修三知识点:第四章 区域经济发展
- 八年级地理上册第四章中国的经济发展第三节工业第1课时工业及其重要性我国工业的分布教案