cpk计算公式

CPK=min{(UCL-Xbar)/3σ,(Xbar-LCL)/3σ}
CPK = min(|USL-X|或(|X|-LSL|)
可用Excel的“STDEV”函数自动计算所取样数据的标准差(σ),再计算出规格公差(T),及规格中心值(U). 规格公差T=规格上限-规格下限;规格中心值U=(规格上限+规格下限)/2
依据公式:Ca=(X-U)/(T/2) ,计算出制程准确度:Ca值(X为所有取样数据的平均值)
依据公式:Cp =T/6σ ,计算出制程精密度:Cp值
依据公式:Cpk=Cp(1-|Ca|) ,计算出制程能力指数:Cpk值
Cpk的评级标准:(可据此标准对计算出之制程能力指数做相应对策)
A++级Cpk≥2.0 特优可考虑成本的降低
A+ 级2.0 >Cpk ≥ 1.67 优应当保持之
A 级1.67 >Cpk ≥ 1.33 良能力良好,状态稳定,但应尽力提升为A+级
B 级1.33 >Cpk ≥ 1.0 一般状态一般,制程因素稍有变异即有产生不良的危险,应利用各种资源及方法将其提升为A级
C 级1.0 >Cpk ≥ 0.67 差制程不良较多,必须提升其能力
D 级0.67 >Cpk 不可接受其能力太差,应考虑重新整改设计制程。
Cpk=Cp(1-|Ca|)
Cp=T/6
Ca=(X-U)/(T/2)
T=USL-LSL
U=(USL+LSL)/2 请问Ca=(X-U)/(T/2)中的X代表哪项数值?怎么计算X值?
X指的是样品样品平均值,建议你不要用这组公式算Cpk,这是台企的一套东西,不是说有错误,就是不利于知识的理解,
Cpk=min{Cpu, Cpl}, Cpu=USL-X/3s,Cpl=X-LSL/3s,也就是说过程的Cpk等于对上公差的Cp和对下公差的Cp中二者较小的,其中s是样本标准差
过程能力指数Cp与Cpk计算公式
摘要:过程能力也称工序能力,是指过程加工方面满足加工质量的能力,它是衡量过程加工内在一致性的,最稳态下的最小波动。
过程能力概述
过程能力也称工序能力,是指过程加工方面满足加工质量的能力,它是衡量过程加工内在一致性的,最稳态下的最小波动。当过程处于稳态时,产品的质量特性值有99.73%散布在区间[μ-3σ,μ+3σ],(其中μ为产品特性值的总体均值,σ为产品特性值总体标准差)也即几乎全部产品特性值都落在6σ的范围内﹔因此,通常用6σ表示过程能力,它的值越小越好。
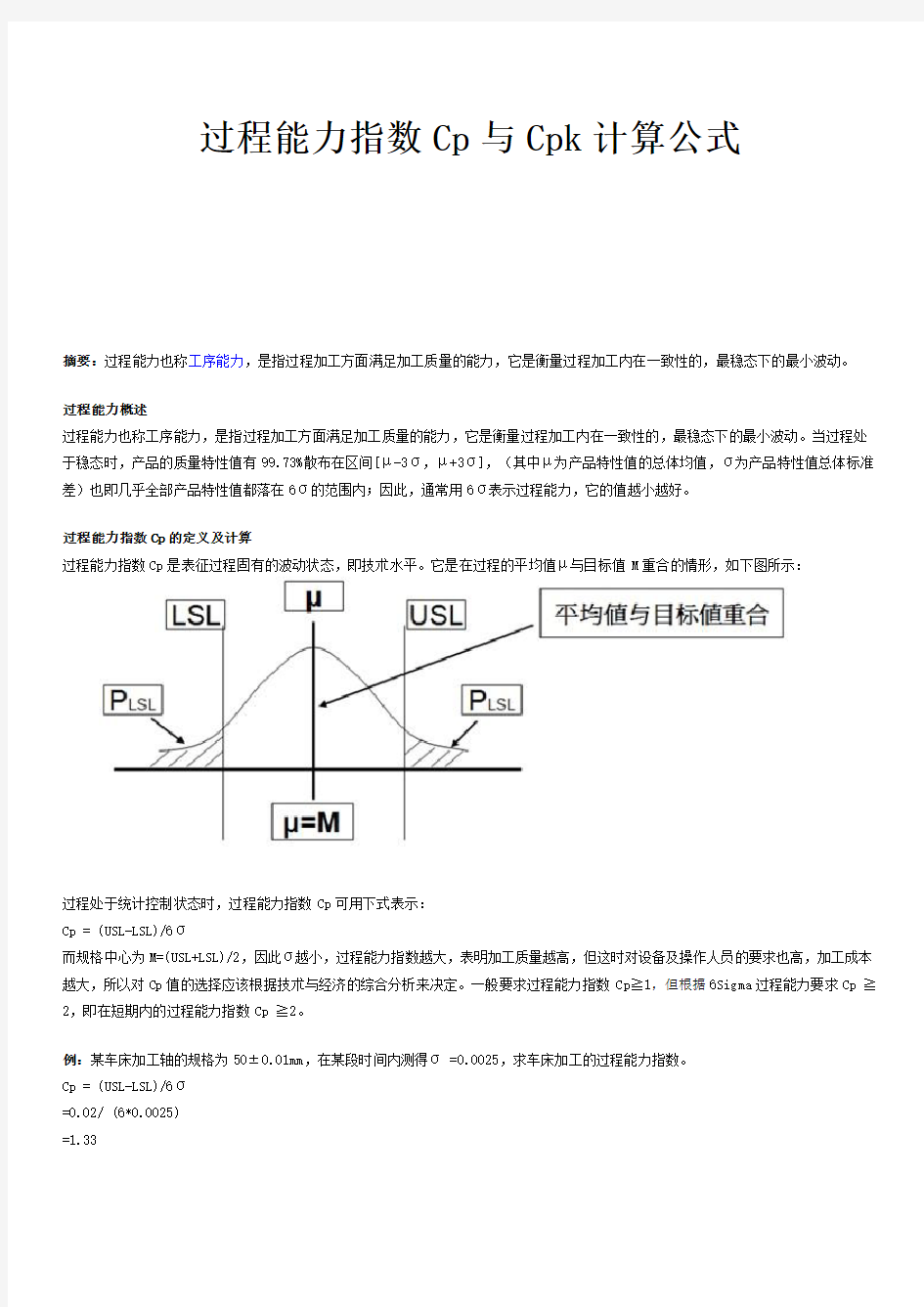
过程能力指数Cp的定义及计算
过程能力指数Cp是表征过程固有的波动状态,即技朮水平。它是在过程的平均值μ与目标值M重合的情形,如下图所示:
过程处于统计控制状态时,过程能力指数Cp可用下式表示:
Cp = (USL-LSL)/6σ
而规格中心为M=(USL+LSL)/2,因此σ越小,过程能力指数越大,表明加工质量越高,但这时对设备及操作人员的要求也高,加工成本越大,所以对Cp值的选择应该根据技朮与经济的综合分析来决定。一般要求过程能力指数Cp≧1,但根据6Sigma过程能力要求Cp ≧2,即在短期内的过程能力指数Cp ≧2。
例:某车床加工轴的规格为50±0.01mm,在某段时间内测得σ =0.0025,求车床加工的过程能力指数。
Cp = (USL-LSL)/6σ
=0.02/ (6*0.0025)
=1.33
过程能力指数Cpk的定义及计算
上面我们讨论了Cp,即过程输出的平均值与目标值重合的情形,事实上目标值与平均值重合情形较为少见;因此,引进一个偏移度K 的概述,即过程平均值μ与目标值M的偏离过程,如下图所示:
K=|M-μ|/(T/2) = 2|M-μ|/T (其中T=USL-LSL)
Cpk= (1-K)*Cp= (1-2|M-μ|/T)*T/6σ
=T/6σ-|M-μ|/3σ
从公式可知:
Cpk=Cp-|M-μ|/3σ,即Cp-Cpk=|M-μ|/3σ
尽量使Cp=Cpk,|M-μ|/3σ是我们的改善机会。
例:某车床加工轴的规格为50±0.01mm,在某段时间内测得平均值μ=49.995,σ=0.0025,求车床加工的过程能力指数。
Cpk =T/6σ- |M-μ|/3σ
=0.02/ (6*0.0025)-|50-49.995|/ (3*0.0025)
=1.33-0.667
=0.676
以上介绍了Ca与Cpk的计算公式等内容,在这也推荐一款工序能力CPK计算工具给大家(免费的),方便大家平时在做过程能力指数分析时用:
CPK计算公式
CPK 名词解释及方程式组成结构: CPK=CP *(1 - K ) U :设计目标数 设计上、下限: 设计上限: 平均数+ 3σ 设计下限:平均数- 3σ 控制上、下限:图纸的控制要求尺寸,如 100±0.25 ,则尺寸控制上限为100.25,控制下限为99.75。 X – (AVERAGF): 平均数(每组数据总和的平均值) CPK 方程式: * ( 1 - ) 控制上限 - 控制下限 设计上限 - 设计下限设计最大值+设计最小值 2 - 平均数 (控制上限 - 控制下限)/ 2 测量最大值+平均数 2 K : 方程式: μ – 平均数 (设计上限 - 设计下限)/2 控制上限 - 控制下限 设计上限 - 设计下限 CP : 方程式: (Xi-X -)2∑ N σ:西格玛 方程式: μ: 方程式:
R :客户所需求的σ倍数 N :数据组内的数据个数 ∑ :求合数 CPK 计算例题 某产品其中一项尺寸控制要求为100mm ±0.25mm ,取10pcs 产品进行测量,数据分别为: 该项尺寸控制上限为100.25mm ,控制下限为99.75。 X – =(100.21+100.25+100.20+100.19+100.18+100.17+100.16+100.18+100.19+100.23)/10 = 100.196 = = 0.02615339366 ≈ 0.026 σ = 10 (100.196-100.21)2+(100.196-100.25)2+(100.196-100.20)2+(100.196-100.19)2+(100.196-100.18)2+(100.196-100.17)2+(100.196-100.16)2+(100.196-100.18)2+(100.196-100.19)2+(100.196-100.23)2 10 0.00684 μ = (100-25+100.16)/ 2 = 100.205
Cp与Cpk的计算公式
1、首先我们先说明Pp、Cp两者的定义及公式 Cp(Capability Indies of Process):稳定过程的能力指数,定义为容差宽度除以过程能力,不考虑过程有无偏移,一般表达式为: Cpk, Ca, Cp三者的关系: Cpk = Cp *( 1 -┃Ca┃),Cpk是Ca及Cp两者的中和反应,Ca反应的是位置关系(集中趋势),Cp反应的是散布关系(离散趋势) 4。当选择制程站别用Cpk来作管控时,应以成本做考量的首要因素,还有是其品质特性对后制程的影响度。 5。计算取样数据至少应有20~25组数据,方具有一定代表性。 6。计算Cpk除收集取样数据外,还应知晓该品质特性的规格上下限(USL,LSL),才可顺利计算其值。 7。首先可用Excel的“STDEV”函数自动计算所取样数据的标准差(σ),再计算出规格公差(T),及规格中心值(u)。规格公差=规格上限规格下限;规格中心值=(规格上限+规格下限)/2; 8。依据公式:Ca=(X…-U)/(T/2),计算出制程准确度:Ca值 9。依据公式:Cp =T/6Sigma ,计算出制程精密度:Cp值 10。依据公式:Cpk=Cp*(1-绝对值Ca),计算出制程能力指数:Cpk值 11。Cpk的评级标准:(可据此标准对计算出之制程能力指数做相应对策) A++级Cpk≥2。0 特优可考虑成本的降低 A+级 2。0 >Cpk ≥ 1。67 优应当保持之 A 级 1。67 >Cpk ≥ 1。33 良能力良好,状态稳定,但应尽力提升为A+级 B 级 1。33 >Cpk ≥ 1。0 一般状态一般,制程因素稍有变异即有产生不良 的危险,应利用各种资源及方法将其提升为 A级 C 级 1。0 >Cpk ≥ 0。67 差制程不良较多,必须提升其能力 D 级 0。67 > Cpk 不可接受其能力太差,应考虑重新整改设计制程。 Pp(Performance Indies of Process):过程性能指数,定义为不考虑过程有无偏移时,容差范围除以过程性能,一般表达式为: (该指数仅用来与Cp及Cpk对比,或/和Cp、Cpk一起去度量和确认一段时间内改进的优先次序) CPU:稳定过程的上限能力指数,定义为容差范围上限除以实际过程分布宽度上限,一般表达式为: CPL:稳定过程的下限能力指数,定义为容差范围下限除以实际过程分布宽度下限,一般表达式为: 2、现在我们来阐述Cpk、Ppk的含义 Cpk:这是考虑到过程中心的能力(修正)指数,定义为CPU与CPL的最小值。它等于过程均值与最近的规范界限之间的差除以过程总分布宽度的一半。即: Ppk:这是考虑到过程中心的性能(修正)指数,定义为:或的最小值。即: 其实,公式中的K是定义分布中心μ与公差中心M的偏离度,μ与M的偏离为ε=| M-μ| 3、公式中标准差的不同含义 ①在Cp、Cpk中,计算的是稳定过程的能力,稳定过程中过程变差仅由普通原因引起,公式中的标准差可以通过控制图中的样本平均极差估计得出。
CPK计算
例如:某工厂某工序处于统计稳定状态,现有产品中某尺寸,其规格为50±5mm,而制程实际状况为X(bar)= 50.12 ,R(bar)=5.08,小组样本数量为5, 计算Ca,Cp,Cpk值。 Cp=(55-45)/(6*5.08/2.3259)=0.7631 Ca=[50.12-(55+45)/2]/[(55-45)/2]=0.024 Cpk=Cp*(1-Ca)=0.7631*(1-0.024)=0.7448 Ca:制程准确度。Cp:制程精密度 A++级Cpk≥2。0 特优可考虑成本的降低 A+级2。0 >Cpk ≥1。67 优应当保持之 A级1。67 >Cpk ≥1。33 良能力良好,状态稳定,但应尽力提升为A+级 B 级1。33 >Cpk ≥1。0 一般状态一般,制程因素稍有变异即有产生不良 的危险,应利用各种资源及方法将其提升 C 级1。0 >Cpk ≥0。67 差制程不良较多,必须提升其能力 D 级0。67 >Cpk 不可接受其能力太差,应考虑重新整改设计制程 CPK= Min[ (USL- Mu)/3s, (Mu - LSL)/3s] Cpk应用讲议 1. Cpk的中文定义为:制程能力指数,是某个工程或制程水准的量化反应,也是工程评估的一类指标。 2. 同Cpk息息相关的两个参数:Ca , Cp. Ca: 制程准确度。Cp: 制程精密度。 3. Cpk, Ca, Cp三者的关系:Cpk = Cp * ( 1 - |Ca|),Cpk是Ca及Cp两者的中和反应,Ca反应的是位置关系(集中趋势),Cp反应的是散布关系(离散趋势) 4. 当选择制程站别用Cpk来作管控时,应以成本做考量的首要因素,还有是其品质特性对后制程的影响度。 5. 计算取样数据至少应有20~25组数据,方具有一定代表性。 6. 计算Cpk除收集取样数据外,还应知晓该品质特性的规格上下限(USL,LSL),才可顺利计算其值。 7. 首先可用Excel的“STDEV”函数自动计算所取样数据的标准差(σ),再计算出规格公差(T),及规格中心值(u). 规格公差=规格上限-规格下限;规格中心值=(规格上限+规格下限)/2; 8. 依据公式:,计算出制程准确度:Ca值 9. 依据公式:Cp = ,计算出制程精密度:Cp值 10. 依据公式:Cpk=Cp ,计算出制程能力指数:Cpk值 11. Cpk的评级标准:(可据此标准对计算出之制程能力指数做相应对策) A++级Cpk≥2.0 特优可考虑成本的降低 A+ 级2.0 >Cpk ≥ 1.67 优应当保持之
过程能力指数Cp与Cpk计算公式
摘要:过程能力也称工序能力,是指过程加工方面满足加工质量的能力,它是衡量过程加工内在一致性的,最稳态下的最小波动。 过程能力概述 过程能力也称工序能力,是指过程加工方面满足加工质量的能力,它是衡量过程加工内在一致性的,最稳态下的最小波动。当过程处于稳态时,产品的质量特性值有%散布在区间[μ-3σ,μ+3σ],(其中μ为产品特性值的总体均值,σ为产品特性值总体标准差)也即几乎全部产品特性值都落在6σ的范围内﹔因此,通常用6σ表示过程能力,它的值越小越好。 过程能力指数Cp的定义及计算 过程能力指数Cp是表征过程固有的波动状态,即技朮水平。它是在过程的平均值μ与目标值M重合的情形,如下图所示: 过程处于统计控制状态时,过程能力指数Cp可用下式表示: Cp = (USL-LSL)/6σ 而规格中心为M=(USL+LSL)/2,因此σ越小,过程能力指数越大,表明加工质量越高,但这时对设备及操作人员的要求也高,加工成本越大,所以对Cp值的选择应该根据技朮与经济的综合分析来决定。一般要求过程能力指数Cp≧1,但根据6Sigma过程能力要求Cp ≧2,即在短期内的过程能力指数Cp ≧2。 例:某车床加工轴的规格为50±,在某段时间内测得σ =,求车床加工的过程能力指数。 Cp = (USL-LSL)/6σ = (6* = 过程能力指数Cpk的定义及计算 上面我们讨论了Cp,即过程输出的平均值与目标值重合的情形,事实上目标值与平均值重合情形较为少见;因此,引进一个偏移度K的概述,即过程平均值μ与目标值M的偏离过程,如下图所示: K=|M-μ|/(T/2) = 2|M-μ|/T (其中T=USL-LSL) Cpk= (1-K)*Cp= (1-2|M-μ|/T)*T/6σ =T/6σ-|M-μ|/3σ 从公式可知: Cpk=Cp-|M-μ|/3σ,即Cp-Cpk=|M-μ|/3σ 尽量使Cp=Cpk,|M-μ|/3σ是我们的改善机会。 例:某车床加工轴的规格为50±,在某段时间内测得平均值μ=,σ=,求车床加工的过程能力指数。 Cpk =T/6σ- |M-μ|/3σ = (6*-||/ (3* =
CPK的详细计算方法
CPK的计算及分析方法 来源:太友科技—https://www.wendangku.net/doc/6c6934939.html,
1、CPK CPK:Complex Process Capability index 的缩写,汉语译作工序能力指数,也有译作工艺能力指数过程能力指数。工序能力指数,是指工序在一定时间里,处于控制状态(稳定状态)下的实际加工能力,是现代企业用于表示制程能力的指标。制程能力强才可能生产出质量、可靠性高的产品。 制程能力指标是一种表示制程水平高低的方法,其实质作用是反映制程合格率的高低。它是工序固有的能力,或者说它是工序保证质量的能力。对于任何生产过程,产品质量总是分散地存在着。若工序能力越高,则产品质量特性值的分散就会越小;若工序能力越低,则产品质量特性值的分散就会越大。 制程能力的研究在于确认这些特性符合规格的程度,以保证制程成品的良率在要求的水准之上,可作为制程持续改善的依据。而规格依上下限有分成单边规格及双边规格。只有规格上限和规格中心或只有规格下限和规格中心的规格称为单边规格。有规格上下限与中心值,而上下限与中心值对称的规格称为双边规格。 2、CPK值越大表示品质越佳。 CPK = Min(CPKu,CPKl) USL (Upper specification limit): 规格上限。 LSL (Low specification limit): 规格下限。 ˉx = (x1+x2+...+xn) / n: 平均值。 T = USL - LSL : 规格公差。 U = (USL + LSL) / 2:规格中心。 CPKu = | USL-ˉx | / 3σ CPKl = | ˉx -LSL | / 3σ 3、同CPK息息相关的两个参数:Ca,Cp. Ca:制程准确度。在衡量「实际平均值」与「规格中心值」之一致性。对于单边规格,因不存在规格中心,因此不存在Ca;对于双边规格, Ca=(ˉx-C)/(T/2)。 Cp: 制程精密度。在衡量「规格公差宽度」与「制程变异宽度」之比例。对
cpk计算公式
CPK=min{(UCL-Xbar)/3σ,(Xbar-LCL)/3σ} CPK = min(|USL-X|或(|X|-LSL|) 可用Excel的“STDEV”函数自动计算所取样数据的标准差(σ),再计算出规格公差(T),及规格中心值(U). 规格公差T=规格上限-规格下限;规格中心值U=(规格上限+规格下限)/2 依据公式:Ca=(X-U)/(T/2) ,计算出制程准确度:Ca值(X为所有取样数据的平均值) 依据公式:Cp =T/6σ ,计算出制程精密度:Cp值 依据公式:Cpk=Cp(1-|Ca|) ,计算出制程能力指数:Cpk值 Cpk的评级标准:(可据此标准对计算出之制程能力指数做相应对策) A++级Cpk≥2.0 特优可考虑成本的降低 A+ 级2.0 >Cpk ≥ 1.67 优应当保持之 A 级1.67 >Cpk ≥ 1.33 良能力良好,状态稳定,但应尽力提升为A+级 B 级1.33 >Cpk ≥ 1.0 一般状态一般,制程因素稍有变异即有产生不良的危险,应利用各种资源及方法将其提升为A级 C 级1.0 >Cpk ≥ 0.67 差制程不良较多,必须提升其能力 D 级0.67 >Cpk 不可接受其能力太差,应考虑重新整改设计制程。 Cpk=Cp(1-|Ca|) Cp=T/6 Ca=(X-U)/(T/2) T=USL-LSL U=(USL+LSL)/2 请问Ca=(X-U)/(T/2)中的X代表哪项数值?怎么计算X值? X指的是样品样品平均值,建议你不要用这组公式算Cpk,这是台企的一套东西,不是说有错误,就是不利于知识的理解, Cpk=min{Cpu, Cpl}, Cpu=USL-X/3s,Cpl=X-LSL/3s,也就是说过程的Cpk等于对上公差的Cp和对下公差的Cp中二者较小的,其中s是样本标准差
CPK(过程能力分析报告方法)
过程能力分析 过程能力也称工序能力,是指过程加工方面满足加工质量的能力,它是衡量过程加工内在一致性的,最稳态下的最小波动。当过程处于稳态时,产品的质量特性值有99.73%散布在区间[μ-3σ,μ+3σ],(其中μ为产品特性值的总体均值,σ为产品特性值总体标准差)也即几乎全部产品特性值都落在6σ的范围内﹔因此,通常用6σ表示过程能力,它的值越小越好。 为什么要进行过程能力分析 进行过程能力分析,实质上就是通过系统地分析和研究来评定过程能力与指定需求的一致性。之所以要进行过程能力分析,有两个主要原因。首先,我们需要知道过程度量所能够提供的基线在数量上的受控性;其次,由于我们的度量计划还相当"不成熟",因此需要对过程度量基线进行评估,来决定是否对其进行改动以反映过程能力的改进情况。根据过程能力的数量指标,我们可以相应地放宽或缩小基线的控制条件。 工序过程能力分析 工序过程能力指该工序过程在5M1E正常的状态下,能稳定地生产合格品的实际加工能力。过程能力取决于机器设备、材料、工艺、工艺装备的精度、工人的工作质量以及其他技术条件。过程能力指数用Cp 、Cpk表示。 非正态数据的过程能力分析方法 当需要进行过程能力分析的计量数据呈非正态分布时,直接按普通的计数数据过程能力分析的方法处理会有很大的风险。一般解决方案的原则有两大类:一类是设法将非正态数据转换成正态数据,然后就可按正态数据的计算方法进行分析;另一类是根据以非参数统计方法为基础,推导出一套新的计算方法进行分析。遵循这两大类原则,在实际工作中成熟的实现方法主要有三种,现在简要介绍每种方法的操作步骤。 非正态数据的过程能力分析方法1:Box-Cox变换法 非正态数据的过程能力分析方法2:Johnson变换法 非正态数据的过程能力分析方法3:非参数计算法
CPK计算公式及解释
cpk计算公式及解释 判断标准: A++级Cpk≥2.0 特优可考虑成本的降低 A+ 级2.0 >Cpk ≥1.67 优应当保持之 A 级1.67 >Cpk ≥1.33 良能力良好,状态稳定,但应尽力提升为A+级 B 级1.33 >Cpk ≥1.0 一般状态一般,制程因素稍有变异即有产生不良的危险,应利用各种资源及方法将其提升为A级 C 级1.0 >Cpk ≥0.67 差制程不良较多,必须提升其能力 D 级0.67 >Cpk 不可接受其能力太差,应考虑重新整改设计制程 客户来审核了,检查以我们提供的PPAP,发现我们计算的CPK值小于PPK值,我跟他回复说CPK要求大于1.33,而PPK要求大于1.67,所以这样看应该是要求PPK大于CPK,但是他不认可,说是看到同一组数据计算出来的,说应该是CPK值大于PPK值。查了相关资料也说是PPK大于CPK.到底该是怎么样啊! 何谓工程能力? 所谓工程能力是指在某种产品的生产中,是否能够均一地生产优质产品, 这是产品质量管理的一个重要部分。 生产工程生产均一产品的能力叫做工程能力。 利用±3σ来作为表示这种能力的数值。 利用±3σ作为工程能力值的原因 如果某种产品的质量特征是正态分布的话,以平均数为中心,在±3σ范围 内包含有99.73%的产品,因此,将工程能力值设定为±3σ就几乎包括了所有产品。 工程能力指数存在一定的管理规格时,工程能力值与管理规格的比值叫做工程能力指数。 作为工程能力指数,我们学习了Cp和Cpk。 Cp和Cpk
Cp表现了短期内最佳的Process状态,因此称为“短期工程能力指数”。 Cpk另一个工程能力指数Cpk则考虑到随着时间的流逝,每次抽取测定的data的样本时,中间值都有些差异,在这种情况下计算工程能力,叫做“长期工程能力指数”。 工程能力指数的计算--存在两边规格的时候 这是在假定给定data的平均数与基准Spec的中间值相同的情况下计算的。 工程能力指数的计算--只有一边规格的时候 6σ水平的工程能力指数 产品的质量规格在±6之间,最糟糕的情况下,不合格产品率的上限、下限也各自不超过3.4ppm。6σ水平的工程能力指数的目标值是Cp=2.0,Cpk=1.5。 最佳答案 CPK:Complex Process Capability index 的缩写,是现代企业用于表示制成能力的指标。CPK值越大表示品质越佳。 CPK=min((X-LSL/3s),(USL-X/3s)) Cpk——过程能力指数 CPK= Min[ (USL- Mu)/3s, (Mu - LSL)/3s] Cpk应用讲议 1. Cpk的中文定义为:制程能力指数,是某个工程或制程水准的量化反应,也是工程评估的一类指标。 2. 同Cpk息息相关的两个参数:Ca , Cp. Ca: 制程准确度。Cp: 制程精密度。 3. Cpk, Ca, Cp三者的关系:Cpk = Cp * ( 1 - |Ca|),Cpk是Ca及Cp两者的中和反应,Ca反应的是位置关系(集中趋势),Cp反应的是散布关系(离散趋势) 4. 当选择制程站别用Cpk来作管控时,应以成本做考量的首要因素,还有是其品质特性对后制程的影响度。 5. 计算取样数据至少应有20~25组数据,方具有一定代表性。 6. 计算Cpk除收集取样数据外,还应知晓该品质特性的规格上下限(USL,LSL),才可顺利计算其值。 7. 首先可用Excel的“STDEV”函数自动计算所取样数据的标准差(σ),再计算出规格公差(T),及规格中心值(u) 规格公差=规格上限-规格下限; 规格中心值=(规格上限+规格下限)/2; 8. 依据公式:,计算出制程准确度:Ca值 9. 依据公式:Cp = ,计算出制程精密度:Cp值
cpk计算公式Word版
可用Excel的“STDEV”函数自动计算所取样数据的标准差(σ),再计算出规格公差(T),及规格中心值(U). 规格公差T=规格上限-规格下限;规格中心值U=(规格上限+规格下限)/2 这里就要用到你的20了,规格中心值U=20; 依据公式:Ca=(X-U)/(T/2) ,计算出制程准确度:Ca值(X为所有取样数据的平均值) 依据公式:Cp =T/6σ ,计算出制程精密度:Cp值 依据公式:Cpk=Cp(1-|Ca|) ,计算出制程能力指数:Cpk值 Cpk的评级标准:(可据此标准对计算出之制程能力指数做相应对策) A++级Cpk≥2.0 特优可考虑成本的降低 A+ 级2.0 >Cpk ≥ 1.67 优应当保持之 A 级1.67 >Cpk ≥ 1.33 良能力良好,状态稳定,但应尽力提升为A+级 B 级1.33 >Cpk ≥ 1.0 一般状态一般,制程因素稍有变异即有产生不良的危险,应利用各种资源及方法将其提升为A级 C 级1.0 >Cpk ≥ 0.67 差制程不良较多,必须提升其能力 D 级0.67 >Cpk 不可接受其能力太差,应考虑重新整改设计制程。 标准偏差的理论计算公式 设对真值为X的某量进行一组等精度测量, 其测得值为l1、l2、……l n。令测得值l与该量真值X之差为真差占σ, 则有 σ1= l i?X σ2= l2?X …… σn= l n?X 我们定义标准偏差(也称标准差)σ为 (1) 由于真值X都是不可知的, 因此真差σ占也就无法求得, 故式只有理论意义而无实用价值。 标准偏差σ的常用估计—贝塞尔公式 由于真值是不可知的, 在实际应用中, 我们常用n次测量的算术平均值来代表真值。理论上也证明, 随着测量次数的增多, 算术平均值最接近真值, 当时, 算术平均值就是真值。 于是我们用测得值l i与算术平均值之差——剩余误差(也叫残差)V i来代替真差σ, 即
如何计算设备的cpk
现在很多的客户要求了解你生产设备的能力,都要求看你的Cpk值。什么是Cpk值?要详细的了解,还是要看SPC。 SPC相关术语解释 -------Cpk or Ppk 客户向你索要你所提供产品或过程的能力报告。您知道要计算Cpk必须要有产品规格、平均值和Sigma,当您收集信息时,有人可能会问:他们要哪一个Sigma? 要使用估计的Sigma还是计算的Sigma?哪一个更准确?很自然,大多数人都想让所使用的Sigma使Cpk 值看起来更好一点,但是这样的Sigma可能并不反映客户所要了解的生产过程。 为了防止Cpk计算的混淆,出现了一个新的指数Ppk——工序性能指数。Ppk使用从单值中计算出来的Sigma。 应该如何使用它们呢? 利用估计的Sigma计算出来的能力相关值(Cp、Cpk、Cr)被用于测度一个系统适合客户需要的潜在能力。一般用它分析一个系统的自然倾向。 实际的或计算出来的Sigma以及相关指数(Pp、Ppk、Pr)被用于测度一个系统适合客户需要的执行情况或性能。一般用它分析过程的实际性能。 ---------------对称度与峰度: 对称度(Skewness,也称为―歪斜度‖):度量分布离开正态分布的程度。若分布不对称,就称为歪斜。如果分布的某一边比另一边多(―尾巴‖),就都是有―歪斜‖。如果―尾巴‖偏向于较大值,就称分布为正歪斜或向右歪斜;如果―尾巴‖偏向于较小值,就称分布为负歪斜或向左歪斜。 峰度(Kurtosis)度量分布的尖锐程度。值为0表示为正态分布。若为正值则说明更多的数值集中在均值附近;若为负值说明曲线有一个比正态分布更尖的顶。 测量系统分析(MSA)的简单介绍 引言:在工厂的日常生产中,我们经常要对各种各样的测量数据进行分析,以得到某些结论或采取行动。为了保证得到的结论或采取的行动是正确的,除了保证正确的分析方法外,必须把注意力集中在测量数据的质量上。 测量数据的质量 测量系统指由操作、程序、量具、设备、软件以及操作人员的集合来获得测量结果的整个过程。理想的测量系统在每次使用时,应只产生―正确‖的测量结果,然而,几乎不存在具有这样理想的统计特性的测量系统。测量数据质量与稳定条件下运行的某一测量系统得到的多次测量结果的统计特性有关,表征数据质量
CPK简介
CPK= Min[ (USL- Mu)/3s, (Mu - LSL)/3s] Cpk应用讲议 1. Cpk的中文定义为:制程能力指数,是某个工程或制程水准的量化反应,也是工程评估的一类指标。 2. 同Cpk息息相关的两个参数:Ca , Cp. Ca: 制程准确度。Cp: 制程精密度。 3. Cpk, Ca, Cp三者的关系:Cpk = Cp * ( 1 - |Ca|),Cpk是Ca及Cp两者的中和反应,Ca反应的是位置关系(集中趋势),Cp反应的是散布关系(离散趋势) 4. 当选择制程站别用Cpk来作管控时,应以成本做考量的首要因素,还有是其品质特性对后制程的影响度。 5. 计算取样数据至少应有20~25组数据,方具有一定代表性。 6. 计算Cpk除收集取样数据外,还应知晓该品质特性的规格上下限(USL,LSL),才可顺利计算其值。 7. 首先可用Excel的“STDEV”函数自动计算所取样数据的标准差(σ),再计算出规格公差(T),及规格中心值(u). 规格公差=规格上限-规格下限;规格中心值=(规格上限+规格下限)/2; 8. 依据公式:,计算出制程准确度:Ca值 9. 依据公式:Cp = ,计算出制程精密度:Cp值 10. 依据公式:Cpk=Cp ,计算出制程能力指数:Cpk值 11. Cpk的评级标准:(可据此标准对计算出之制程能力指数做相应对策) A++级Cpk≥2.0 特优可考虑成本的降低 A+ 级2.0 >Cpk ≥ 1.67 优应当保持之 A 级1.67 >Cpk ≥ 1.33 良能力良好,状态稳定,但应尽力提升为A+级 B 级1.33 >Cpk ≥ 1.0 一般状态一般,制程因素稍有变异即有产生不良的危险,应利用各种资源及方法将其提升为A级 C 级1.0 >Cpk ≥ 0.67 差制程不良较多,必须提升其能力 D 级0.67 >Cpk 不可接受其能力太差,应考虑重新整改设计制程。 Ppk、Cpk,还有Cmk三者的区别及计算 CPK是过程能力指数。PPK是性能指数。CMK是设备能力指数。 CPK和PPK是根据安排好的间隔进行抽样的,每次抽样要连续抽取(其实要只要求算PPK 在最后的所有产品里随即抽样也是可以的,当然顾客死拧就别根他争这个了)。CPK与PPK 计算公式一样,只是sigma的计算不一样而已,这也就是他们的区别,CPK使用Rbar/d2计算组内变差,PPK用传统的那个公式计算总变差。 CMK是连续抽样的,既然没分组当然计算sigma时就不会用到CPK的公式了,是的也用哪个传统公式计算sigma。 总结:CPK与PPK区别在sigma的计算;CMK与PPK区别在于抽样方法。 CPK是间隔取样但PPK不一定要求间隔取样CPK是研究组内变差而PPK是研究组间变差CPK是能力指数而PPK是性能指数.
CPK值计算方式
在评估SMT设备或在选型的时候,常听到“印刷机、贴片机或再流焊设备的Cp和Cpk值是多少?Cp、Cpk是什么意思呢?CP(或Cpk)是英文Process Capability index缩写,汉语译作工序能力指数,也有译作工艺能力指数过程能力指数。工序能力指数,是指工序在一定时间里,处于控制状态(稳定状态)下的实际加工能力。它是工序固有的能力,或者说它是工序保证质量的能力。这里所指的工序,是指操作者、机器、原材料、工艺方法和生产环境等五个基本质量因素综合作用的过程,也就是产品质量的生产过程。产品质量就是工序中的各个质量因素所起作用的综合表现。对于任何生产过程,产品质量总是分散地存在着。若工序能力越高,则产品质量特性值的分散就会越小;若工序能力越低,则产品质量特性值的分散就会越大。那么,应当用一个什么样的量,来描述生产过程所造成的总分散呢?通常,都用6σ(即μ+3σ)来表示工序能力:工序能力=6σ 若用符号P来表示工序能力,则:P=6σ 式中:σ是处于稳定状态下的工序的标准偏差工序能力是表示生产过程客观存在着分散的一个参数。但是这个参数能否满足产品的技术要求,仅从它本身还难以看出。因此,还需要另一个参数来反映工序能力满足产品技术要求(公差、规格等质量标准)的程度。这个参数就叫做工序能力指数。它是技术要求和工序能力的比值,即工序能力指数=技术要求/工序能力 当分布中心与公差中心重合时,工序能力指数记为Cp。当分布中心与公差中心有偏离时,工序能力指数记为Cpk。运用工序能力指
数,可以帮助我们掌握生产过程的质量水平。工序能力指数的判断工序的质量水平按Cp值可划分为五个等级。按其等级的高低,在管理上可以作出相应的判断和处置(见表1)。该表中的分级、判断和处置对于Cpk也同样适用。表1 工序能力指数的分级判断和处置参考表Cp值级别判断双侧公差范(T) 处置Cp>1.67 特级能力过高T>106 (1)可将公差缩小到约土46的范围(2)允许较大的外来波动,以提高效率(3)改用精度差些的设备,以降低成本(4)简略检验 1.67≥Cp1.33 一级能力充分T=86—106 (1)若加工件不是关键零件,允许一定程度的外来波动(2)简化检验(3)用控制图进行控制1.33≥Cp>1.0 二级能力尚可T=66—86 (1)用控制图控制,防止外来波动(2)对产品抽样检验,注意抽样方式和间隔(3)Cp—1.0时,应检查设备等方面的情示器1.0≥Cp>0.67 三级能力不足T=46—66 (1)分析极差R过大的原因,并采取措施(2)若不影响产品最终质量和装配工作,可考虑放大公差范围(3)对产品全数检查,或进行分级筛选0.67>Cp 四级能力严重不足T<46 (1)必须追查各方面原因,对工艺进行改革(2)对产品进行全数检查 过程控制中的意义 CPK:Complex Process Capability index 的缩写,是现代企业用于表示制程能力的指标。 制程能力是过程性能的允许最大变化范围与过程的正常偏差的比值。
过程能力CPK的计算方法
CPK的概念 Cpk (Process Capability Index )的定义:制程能力指数; Cpk的意义:制程水平的量化反映;(用一个数值来表达制程的水平)制程能力指数:是一种表示制程水平高低的方便方法,其实质作用是反映制程合格率的高低。 CPK的计算公式 Cpk=Cp(1-|Ca|) Ca (Capability of Accuracy):制程准确度; Cp (Capability of Precision) :制程精密度; 注意: 计算Cpk时,取样数据至少应有20组数据,而且数据要具有一定代表性。 Cpk等级评定及处理原 则 等级Cpk值处理原则 A+≥1.67无缺点考虑降低成本 A1.33≤Cpk<1.67状态良好维持现状 B1.0≤Cpk<1.33改进为A级 C0.67≤Cpk<1.0制程不良较多,必须提升其能力 DCpk<0.67制程能力较差,考虑整改设计制程
与Cpk相关的几个重要 概念 单边规格:只有规格上限和规格中心或只有下限或规格中心的规格;如考试成绩不得低于80分,或浮高不得超过0.5mm等;此时数据越接近上限或下限越好;双边规格:有上下限与中心值,而上下限与中心值对称的规格;此时数据越接近中心值越好;如D854前加工脚长规格2.8±0.2mm; USL (Upper Specification Limit):即规格上限; LSL (Low Specification Limit): 即规格下限; C (Center Line):规格中心; X=(X1+X2+……+Xn)/n 平均值;(n为样本数) T=USL-LSL:即规格公差;δ(sigma)为数据的标准差 (Excel中的“STDEV”函数自动计算所取样数据的标准差(σ) ) Ca (Capability of Accuracy):制程准确度; Ca 在衡量“实际平均值“与“规格中心值”之一致性; 1.对于单边规格,不存在规格中心,因此也就不存在Ca; 2.对于双边规格:
Cp与Cpk的计算公式
什么是CP和CPK(工序能力指数) CP(或CPK)是英文Process Capability index缩写,汉语译作工序能力指数,也有译作工艺能力指数过程能力指数。工序能力指数,是指工序在一定时间里,处于控制状态(稳定状态)下的实际加工能力。它是工序固有的能力,或者说它是工序保证质量的能力。对于任何生产过程,产品质量总是分散地存在着。若工序能力越高,则产品质量特性值的分散就会越小;若工序能力越低,则产品质量特性值的分散就会越大。那么,应当用一个什么样的量,来描述生产过程所造成的总分散呢?通常,都用6σ(即μ+3σ)来表示工序能力: 工序能力=6σ 若用符号P来表示工序能力,则:P=6σ 式中:σ是处于稳定状态下的工序的标准偏差 工序能力是表示生产过程客观存在着分散的一个参数。但是这个参数能否满足产品的技术要求,仅从它本身还难以看出。因此,还需要另一个参数来反映工序能力满足产品技术要求(公差、规格等质量标准)的程度。这个参数就叫做工序能力指数。它是技术要求和工序能力的比值,即工序能力指数=技术要求/工序能力当分布中心与公差中心重合时,工序能力指数记为Cp。当分布中心与公差中心有偏离时,工序能力指数记为CPK。运用工序能力指数,可以帮助我们掌握生产过程的质量水平。 工序能力指数的判断 工序的质量水平按Cp值可划分为五个等级。按其等级的高低,在管理上可以作出相应的判断和处置(见表1)。该表中的分级、判断和处置对于CPK也同样适用。表1 工序能力指数的分级判断和处置参考表Cp值级别判断双侧公差范(T) 处置Cp>1.67 特级能力过高T>106 (1)可将公差缩小到约土46的范围(2)允许较大的外来波动,以提高效率(3)改用精度差些的设备,以降低成本(4)简略检验 1.67≥Cp1.33 一级能力充分T=86—106 (1)若加工件不是关键零件,允许一定程度的外来波动(2)简化检验(3)用控制图进行控制1.33≥Cp>1.0 二级能力尚可T=66—86 (1)用控制图控制,防止外来波动(2)对产品抽样检验,注意抽样方式和间隔(3)Cp—1.0时,应检查设备等方面的情示器1.0≥Cp>0.67 三级能力不足T=46—66 (1)分析极差R过大的原因,并采取措施(2)若不影响产品最终质量和装配工作,可考虑放大公差范围(3)对产品全数检查,或进行分级筛选0.67>Cp 1、首先我们先说明Pp、Cp两者的定义及公式 Cp(Capability Indies of Process):稳定过程的能力指数,定义为容差宽度除以过程能力,不考虑过程有无偏移,一般表达式为: Cpk, Ca, Cp三者的关系: Cpk = Cp *( 1 -┃Ca┃),Cpk是Ca及Cp两者的中和反应,Ca 反应的是位置关系(集中趋势),Cp反应的是散布关系(离散趋势) 4。当选择制程站别用Cpk来作管控时,应以成本做考量的首要因素,还有是其品质特性对后制程的影响度。 5。计算取样数据至少应有20~25组数据,方具有一定代表性。 6。计算Cpk除收集取样数据外,还应知晓该品质特性的规格上下限(USL,LSL),才可顺利计算其值。
cpk计算公式与解释
客户来审核了,检查以我们提供的PPAP,发现我们计算的CPK值小于PPK值,我跟他回复说CPK要求大于1.33,而PPK要求大于1.67,所以这样看应该是要求PPK大于CPK,但是他不认可,说是看到同一组数据计算出来的,说应该是CPK值大于PPK值。查了相关资料也说是PPK大于CPK.到底该是怎么样啊! 何谓工程能力? 所谓工程能力是指在某种产品的生产中,是否能够均一地生产优质产品, 这是产品质量管理的一个重要部分。 生产工程生产均一产品的能力叫做工程能力。 利用±3σ来作为表示这种能力的数值。 利用±3σ作为工程能力值的原因 如果某种产品的质量特征是正态分布的话,以平均数为中心,在±3σ范围 内包含有99.73%的产品,因此,将工程能力值设定为±3σ就几乎包括了所有产品。 工程能力指数存在一定的管理规格时,工程能力值与管理规格的比值叫做工程能力指数。 作为工程能力指数,我们学习了Cp和Cpk。 Cp和Cpk Cp表现了短期内最佳的Process状态,因此称为“短期工程能力指数”。 Cpk另一个工程能力指数Cpk则考虑到随着时间的流逝,每次抽取测定的data的样本时,中间值都有些差异,在这种情况下计算工程能力,叫做“长期工程能力指数”。 工程能力指数的计算--存在两边规格的时候 这是在假定给定data的平均数与基准Spec的中间值相同的情况下计算的。 工程能力指数的计算--只有一边规格的时候 6σ水平的工程能力指数 产品的质量规格在±6之间,最糟糕的情况下,不合格产品率的上限、下限也各自不超过3.4ppm。6σ水平的工程能力指数的目标值是Cp=2.0,Cpk=1.5。 最佳答案 CPK:Complex Process Capability index 的缩写,是现代企业用于表示制成能力的指标。CPK值越大表示品质越佳。 CPK=min((X-LSL/3s),(USL-X/3s)) Cpk——过程能力指数 CPK= Min[ (USL- Mu)/3s, (Mu - LSL)/3s] Cpk应用讲议 1. Cpk的中文定义为:制程能力指数,是某个工程或制程水准的量化反应,也是工程评估的一类指标。 2. 同Cpk息息相关的两个参数:Ca , Cp. Ca: 制程准确度。Cp: 制程精密度。 3. Cpk, Ca, Cp三者的关系:Cpk = Cp * ( 1 - |Ca|),Cpk是Ca及Cp两者的中和反应,Ca反应的是位置关系(集中趋势),Cp反应的是散布关系(离散趋势) 4. 当选择制程站别用Cpk来作管控时,应以成本做考量的首要因素,还有是其品质特性对后制程的影响度。 5. 计算取样数据至少应有20~25组数据,方具有一定代表性。 6. 计算Cpk除收集取样数据外,还应知晓该品质特性的规格上下限(USL,LSL),才可顺利计算其值。