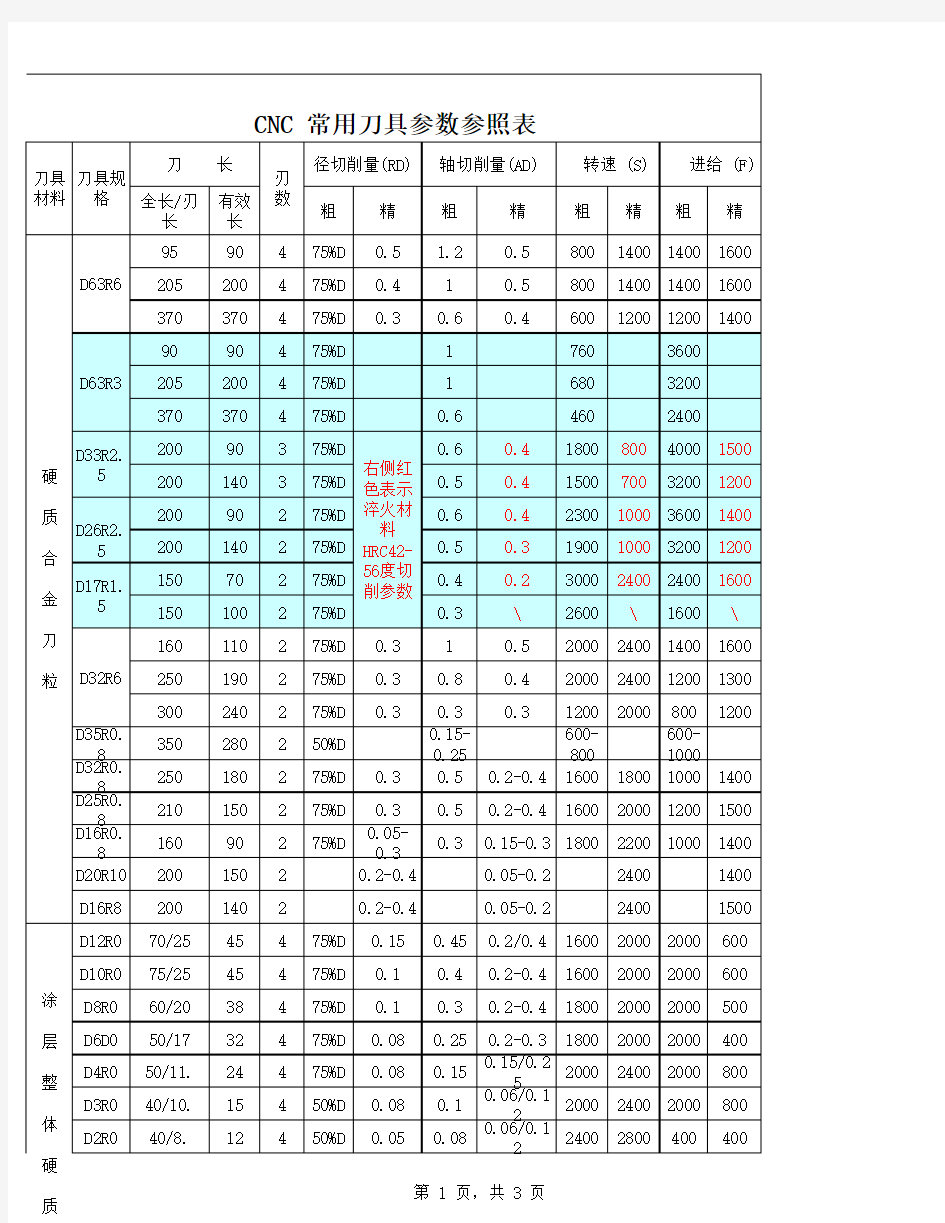
CNC 常用刀具表

D6R350/153020.05-0.250.05-0.224001200D4R250/152220.05-0.20.05-0.1524001000D2R140/8.1020.05-0.10.05-0.12400500D1R0.530/5.
520.050.05-0.12400300D10R0.575/254540.05-0.30.1-0.3524001400D6R0.565/203240.05-0.30.1-0.25
24001200D25R0165/909540.1560320250D20R0135/758540.1250350200D16R095/657540.140350180D12R085/355040.125400150D10X5100/505030.140600300D10X3100/505030.140600300D10X1100/505030.140600300D6X575/254030.135800250D6X375/254030.135800250D6X175/254030.135800250T32X8755084830050T25X4755083425040T20X4604083425030T16X4
60
40
8
3
4
200
30
Vc = N =
Q =
1000*Vc π*D
Vf = Fz* Z * N
切削速度求法:主轴转速求法:进给速度求法:
切屑排出量求法:1. 半精加工参照精加工适当加大数值。
AP*AE*Vf 1000
2. 此表数据为理论值结和经验值,视情况不同可作调整。
3. 附:基本切削参数计算公式
π*D*N 1000
Vc :切削速度(m/min)D :刀刃直径(mm)n :主轴转速π :3.14
Vf :工作台进给速度Fz :每齿进给量(mm/刃)Z :刃数
Q: 切屑排出量ap :切深量ae :切削宽度
白
钢刀具
斜度刀
T 型刀
体 合 金
刀
具