抽牙预冲孔
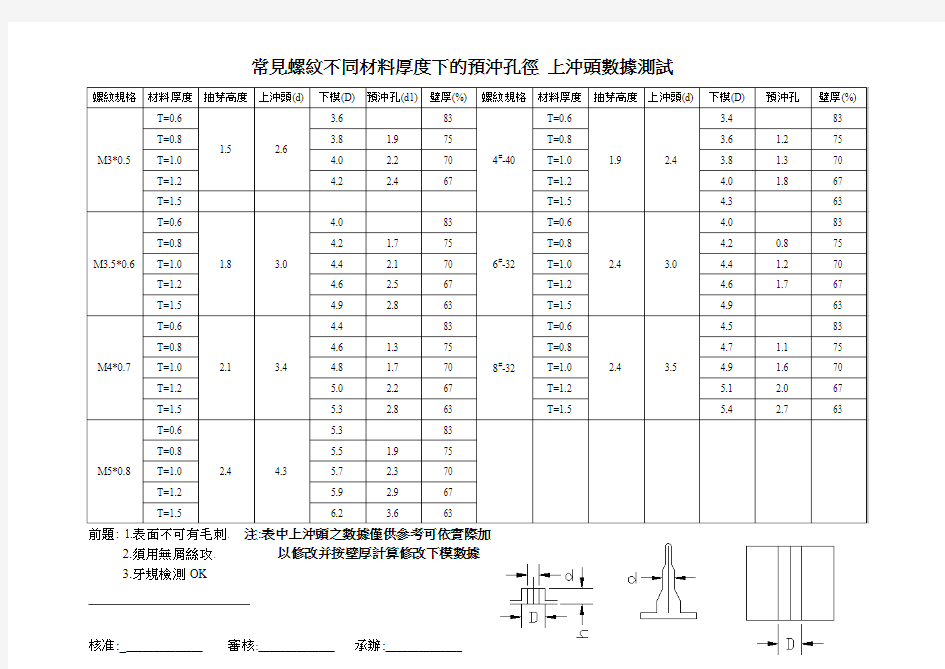
常見螺紋不同材料厚度下的預沖孔徑上沖頭數據測試
前題: 1.表面不可有毛刺. 注:表中上沖頭之數據僅供參考可依實際加
2.須用無屑絲攻. 以修改并按壁厚計算修改下模數據
3.牙規檢測OK
核准:_______________ 審核:______________ 承辦:______________
钣金件展开尺寸计算方法
钣金件展开尺寸计算方法 2008年10月27日星期一下午 08:36 只有通用的原理,就是中性面没有变化,但是实际生产过程中一般按经验公式计算 第一种方法是剪一个一百宽的料,用折弯机这一道弯,记住板厚。加减系数便出来了,试三次取中数即可。这是最简便的方法。 可以学习PROE。CAXA软件,哪里有自动展开功能。不过系数还要靠前面试出来。 由公式可以计算,不过不好记,给大家列一个常用系数吧 板厚系数(毫米) 1, 1.6-1.8。 1.5, 2.4-2.6。 2.0, 3.3-3.5。 2.5, 4.2-4.5 3.0, 5.0-5.3 。 (系数会随你折弯下摸所用的槽宽的大小变化)仅供参考。 公式的话L=pa/2*r+y*T比较准确。 用 catial三维软件构造,软件本身有展开的功能 展开尺寸-L;折弯角-β;厚度-T;半径-R 1。0°≤β≤90° L=A+B-2(R+T)+(R+T/3)*(180-β)∏/180 2.β=90° L=A+B-0.429R-1.47T 3.90°≤β≤150° L=A+B-2(R+T)tan[(180-β)/2]+(R=T/2)(180-β)∏/180 4.150°≤β≤180° L=A+B 折弯参数表 材质板厚折弯系数标准下模特殊折弯尺寸(最小值)
板厚T 折弯系数 Y因子 铁板 (SPCC、SECC) T=0.5 0.9 V4 A=3.0 B=4.5 0.5 0.9 1.0584074 T=0.8 1.4 V4 A=3.2 B=5 0.8 1.4 0.786504625 T=1.0 1.7 V6 A=3.5 B=5.4 1 1.7 0.7292037 T=1.2 1.9 V6 A=4.2 B=6.4 1.2 1.9 0.774336417 T=1.5 2.5 V8 A=4.8 B=7.3 1.5 2.5 0.619469133 T=2.0 3.4 V12 A=6 B=9.2 2 3.4 0.51460185 T=2.5 4.3 V16 A=9.0 B=12.2 2.5 4.3 0.45168148 T=3.0 5.1 V16 A=9.6 B=12.9 3 5.1 0.4430679 T=4.0 6.5 V16 A=16.8 B=21.3 4 6.5 0.482300925 #DIV/0! 铝板(AL) T=0.5 0.8 V4 A=2.9 B=4.4 0.5 0.8 1.2584074 T=0.8 1.2 V4 A=3.1 B=4.9 0.8 1.2 1.036504625 T=1.0 1.6 V6 A=3.3 B=5.3 1 1.6 0.8292037 T=1.2 1.9 V8 A=3.5 B=5.7 1.2 1.9 0.774336417 T=1.5 2.3 V8 A=4.7 B=7.2 1.5 2.3 0.752802467 T=2.0 3.2 V12 A=6 B=9.1 2 3.2 0.61460185 T=2.5 4.1 V16 A=8.9 B=12.1 2.5 4.1 0.53168148 T=3.0 5 V16 A=9 B=12.8 3 5 0.476401233 T=4.0 6.3 V16 A=16.5 B=21.2 4 6.3 0.532300925 #DIV/0! 铜板(CU) T=0.5 0.8 V4 A=2.9 B=4.4 0.5 0.8 1.2584074 T=0.8 1.3 V4 A=3.2 B=5.0 0.8 1.3 0.911504625 T=1.0 1.7 V6 A=3.4 B=5.4 1 1.7 0.7292037 T=1.2 2 V8 A=3.5 B=5.8 1.2 2 0.691003083 T=1.5 2.3 V8 A=4.7 B=7.2 1.5 2.3 0.752802467 T=2.0 3.3 V12 A=6 B=9.2 2 3.3 0.56460185 T=2.5 4.2 V16 A=8.6 B=12.2 2.5 4.2 0.49168148 T=3.0 5 V16 A=9 B=12.8 3 5 0.476401233 T=4.0 6.3 V16 A=16.5 B=21.2 4 6.3 0.532300925
钣金件下料尺寸计算方法分析
客车钣金件下料尺寸计算方法 2009-06-21 16:40 客车自制件在整个客车的构成中占有相当大的比重。随着钢材价格的不断上涨,控制客车自制件成本成为一个重要课题,被各客车厂家研究。怎么讯速、合理地确定自制件下料尺寸,是一项基本而又科学的工作。本文所介绍的客车钣金件的尺寸计算方法较为合理,也较为实用,希望能起到抛砖引玉的作用。 1 样板下料尺寸计算方法 这类制件下料尺寸计算分两部分:一部分为较复杂的钣金件(这部分暂不研究,因为钣金件展开需要单独分析);另一部分是简单的钣金样板件,一般取其外轮廓尺寸。 1)直线样板料板件料表的制作。分析:图l所示的两种板件为不规则梯形,制作这种类型的料表时一般按三角形或矩形来考虑。料表:98*110三角样;135 *175样。 2)弧线样板料板件料表的制作。图2所示的是一块带弧度的样板料,下料时在圆弧所在的方向最大尺寸应加5-10 mm的剪切余量。计算:(略),料表:605*115。 对图3所示的样板料,考虑其料较长,如下一块料不易剪料,所以下两块料制件。另外,在宽度上加5-10mm的余量。料表:235*1117(2)。
2折边制件类 1)基本计算方法(仅对折边角度为90°进行分析,其它折边角度类同。注:折边制件料的厚度(B)不大于6mm)。 图4所示的制件的截面展开长度等于所有展开单边外形轮廓尺寸之和减去板厚的1.5倍的折边次数所得差值。 ①图4(a)所示其截面展开尺寸为L0=H+L-1.5×B(B为板厚,下同)。 ②图4(b)所示其截面展开尺寸为L0=H+2L-2×1.5B。 ③图4(c)所示其截面展开尺寸为LO=H+LI+L2-2×1.5×B。 ④图4(d)所示其截面展开尺寸为ILl=(L-L1)+2B+LI+2H-4×1.5×B。 对于图4(c)、(d)两种情况,通过实践还可得出较简易的计算方法:
钣金加工计算公式集合.pdf
钣金折弯计算公式 1.生产车间经验值 2.PROE计算公式 PROE钣金展开经验公式
经验公式(车间老师傅的算法,在实际中略有不同,需要调整) 前提条件:内r<2 壁厚<2.5 折弯角度90° 展开长度L=L1+L2-2T+0.5T (1)L1 L2为外径T为板厚 也即L=L1'+L2'+0.5T (2) L1' L2'为内径T为板厚 还即L=L1"+L2"+2r+0.5T (3) L1" L2"为直段长度r为折弯内径我这里是用的0.5T,大多数人有用0.3T的 如果内r/T>2,就直接用中性层K=0.5计算好了再看PROE中的展开 PROE中的展开长度就是: L=L1"+L2"+DL L1" L2"为直段长DL为弧段展开长 请记住这个DL,这个DL就是我们要制作的折弯表内的值!
再回过来看看上贴的第三个公式 L=L1"+L2"+2r+0.5T 很容易导出: DL=2r+0.5T DL为弧段展开长r为折弯内径现在要制作折弯表了 折弯系数DL弧长=2(R+KT)*3.14*(折弯角/360) K为K因子 T为厚 R为内侧半径 折弯系数DL弧长=2R+0.2T =K=0.41因子折弯扣除L=2R-0.2T 折弯系数DL弧长=2R+0.3T =K=0.46因子折弯扣除L=2R-0.3T 折弯系数DL弧长=2R+0.35T =K=0.5因子折弯扣除L=2R-0.35T 钣金展开经验计算方法 声明:本计算方法为本人经验算法,只在本人现工作之处适用,照搬可能会有偏差。先说一个名词:折弯余量 折弯余量这个名词我在论坛别的贴子已经说过,这里再重复一下: 一个已成形的钣金折弯,它有三个尺寸:两个轮廓尺寸和一个厚度尺寸,定义两个轮廓尺寸为L1、L2,厚度尺寸为T,我们都已知道,L1+L2是要大于展开长度L的,它们的差值就是折弯余量,我定义为K,那么一个弯的展开尺寸L=L1+L2-K。一般冷轧钢板的K值(条件:90度弯,标准折弯刀具) T=1.0 K=1.8 T=1.2 K=2.1 T=1.5 K=2.5 T=2.0 K=3.5 T=2.5 K=4.3 T=3.0 K=5.0
五金钣金展开计算参数
1. 目的:为完善作业标准,制订本文件。 2. 范围:适用于本公司设计部门之作业。 3. 职责:针对设计计算展开统一计算参数。 4. 内容: 展开计算原理 板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受压力的过渡层一中性层,中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准。中性层位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处,当弯曲关径弯小,折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中收的内侧移动,中性层到板料内侧的距离用入表示 展开的基本公式: 展开长度=料内+料内+补偿量 4.1中性层系数 注明:K1适用于有顶底的V形或U形弯曲,K2适用于无顶底的V形弯曲?但通常我们习惯取K2值。 4.2压弯90度角的修正系数a值 注明:此数据可单独用于90度角的折弯修正,也可与中性层系数互相检查核对。 4.3其余图形展开计算方法:
r/t W0.5时,均可按90度清角计算展开长度展开注意事项为了防止产品展开过程中的失误,造成下料模的多次修改,特制定下料模的制作方式. (1) .凡对一些展开存在不确定因素的产品,例如,有拉伸性质的展开,多次折弯,Z折,有拉料现象 等产品的下料模,经工程分析有必要先试模的,其制作方式如下: A. 下料模的模板先不完全加工完毕,先完成机加及热处理部分,线割部分暂缓加工. B. 成型模先做,试模时先镭射(按下料模展开尺寸)试模,产品先做实测,不合格时修正展开尺寸再镭射,一直 修到合格为止,合格样品送客户先承认. C. 样品经客户承认后,按修正展开尺寸整理下料模,进行下料模的线割加工. (2) .对展开较直观的,可基本控制的产品,一般只要经俩人展开核对无误,下料模可按正常方式加工
钣金件的展开计算---准确计算
钣金中的展开计算 一、钣金的计算方法概论 钣金零件的工程师和钣金材料的销售商为保证最终折弯成型后零件所期望的尺寸,会利用各种不同的算法来计算展开状态下备料的实际长度。其中最常用的方法就是简单的―掐指规则‖,即基于各自经验的算法。通常这些规则要考虑到材料的类型与厚度,折弯的半径和角度,机床的类型和步进速度等等。 总结起来,如今被广泛采纳的较为流行的钣金折弯算法主要有两种,一种是基于折弯补偿的算法,另一种是基于折弯扣除的算法。 为了更好地理解在钣金设计的计算过程中的一些基本概念,先了解以下几点: 1、折弯补偿和折弯扣除两种算法的定义,它们各自与实际钣金几何体的对应关系 2、折弯扣除如何与折弯补偿相对应,采用折弯扣除算法的用户如何方便地将其数据转换到折弯补偿算法 3、K因子的定义,实际中如何利用K因子,包括用于不同材料类型时K因子值的适用范围 二、折弯补偿法
为更好地理解折弯补偿,请参照图1中表示的是在一个钣金零件中的单一折弯。图2是该零件的展开状态。 折弯补偿算法将零件的展开长度(LT)描述为零件展平后每段长度的和再加上展平的折弯区域的长度。展平的折弯区域的长度则被表示为―折弯补偿‖值(BA)。因此整个零件的长度就表示为方程(1):LT = D1 + D2 + BA (1) 折弯区域(图中表示为淡***的区域)就是理论上在折弯过程中发生变形的区域。简而言之,为确定展开零件的几何尺寸,让我们按以下步骤思考: 1、将折弯区域从折弯零件上切割出来 2、将剩余两段平坦部分平铺到一个桌子上 3、计算出折弯区域在其展平后的长度 4、将展平后的弯曲区域粘接到两段平坦部分之间,结果就是我们需要的展开后的零件
钣金展开计算及底孔定义
一般折弯1 (R=0, θ=90°): 1. 当0
钣金件展开计算方法
(工艺设计部) 页次:1 OF 9 工程展开计算方法 一. 目的: 统一展开计算方法, 做到展开的快速准确. 二. 适用范围: 君雄钣金部 三. 展开计算原理: 1. 板料在弯曲过程中外层受到拉应力, 内层受到压应力, 从拉到压之间有一既不受拉力又不受 压力的过渡层称为中性层; 中性层在弯曲过程中的长度和弯曲前一样, 保持不变, 所以中性层是计算弯曲件展开长度的基准. 2. 中性层位置与变形程度有关, 当弯曲半径较大, 折弯角度较小时, 变形程度较小, 中性层位 置靠近板料厚度的中心处; 当弯曲半径变小, 折弯角度增大时, 变形程度随之增大, 中性层位置逐渐向弯曲中心的内侧移动. 中性层到板料内侧的距离用λ表示. 四. 展开计算方法: 展开计算的基本公式: 展开长度= 料内+ 料内+ 补偿量 一般折弯1 (R=0, θ=90°): L=A+B+K 1. 当0 (工艺设计部) 页次:2 OF 9 工程展开计算方法 一般折弯2 (R≠0, θ=90°): L=A+B+K (K值取中性层弧长) 1. 当T<1.5时, λ=0.5T 2. 当T≧1.5时, λ=0.4T 注: 当用折刀加工时: 1. 当R≦ 2.0时, 按R=0处理. 2. 当2.0 折弯展开计算公式【超简单】 内容来源网络,由深圳机械展收集整理! 更多折弯等钣金设备展示,就在深圳机械展! 在钣金展开中,影响展开长度计算精度的因素有: 折弯内弧半径r下模V型槽宽,板料实际厚度t',和弯曲曲角度α。自由折弯板料在展开长度计算时,没有明确的公式来计算折弯系数,只能查到不同折弯内弧半径的折弯系数。而内弧半径与加工工艺有关,使用不同的下模V型槽宽,内弧半径也不相同,导致无法获得折弯系数的准确性。一般是凭经验判断折弯系数,不同的人判断的折弯系数也不相同。 在钣金中折弯中,经常用到形式分为L折N折和Z折几种。下面我们对几种钣金的展开做个探讨。 1、L折,L折分90°折和非90°折。 在90°折方面,根据经验折弯系数总结如下表 在非90°方面,根据经验折弯系数总结如下。 L=A+B+补偿量*仅供参考 T=0.8 R=0.5 120°≤q≤160° 补偿量为0.1 160°<q≤180° 可忽略不计 T=1.0 R=0.5 120°≤q≤145° 补偿量为0.2 145°<q≤170° 补偿量为0.1 170°<q≤180° 可忽略不计 T=1.2 R=0.5 补偿量与T=1.0相同 T=1.5 R=0.5 120°≤q≤130° 补偿量为0.3 130°<q≤150° 补偿量为0.2 150°<q≤170° 补偿量为0.1 170°<q≤180° 可忽略不计 180& deg;-q L=A+B+------ (2*∏*r) 360° 螺丝攻牙钻孔径和滚造径对照表 本表所推选之钻头孔径,是针对攻牙加工时,能够很容易的了解钻孔直径;而依抿市售之标准钻头所选定的,在使用钻头的情况下,由于钻头的形状及尺寸、精度、被钻孔之材质等,对于所钻孔的尺寸、精度有很大的影响,所以使用本表之钻孔径,若有不当之处,应视实际壮况适当的变更钻头直径,本表是依据2级牙 最大最小最大最小G4-G6G7-G8G9G4-G6G7-G8G9 硬材软材M1.0*0.250.750.7850.729M12*1.011.0011.15310.917M1.0*0.250.860.88-No 2 - 56UNC 1.94-- W1/8 - 40 2.65 2.60M1.1*0.250.850.8850.829M12*0.511.5011.52011.400M1.1*0.250.960.98-No 3 - 48 2.23-- W5/32 - 32 3.25 3.20M1.2*0.250.950.9850.929M14*1.512.5012.67612.376M1.2*0.25 1.06 1.08-No 4 - 40 2.50-- W3/16 - 24 3.75 3.70M1.4*0.30 1.00 1.142 1.075M14*1.013.0013.15312.917M1.4*0.30 1.24 1.25-No 5 - 40 2.83-- W1/4 - 20 5.10 5.00M1.6*0.35 1.25 1.321 1.221M15*1.513.5013.67613.376M1.6*0.35 1.41 1.43-No 6 - 32 3.07-- W5/16 - 18 6.60 6.50M1.7*0.35 1.35 1.421 1.321M15*1.014.0014.15313.917M1.7*0.35 1.51 1.53-No 8 - 32 3.73 3.77- W3/8 - 168.007.90M1.8*0.35 1.45 1.521 1.421M16.1.514.5014.67614.376M1.8*0.35 1.61 1.63-No10 - 24 4.24 4.30- W7/16 - 149.409.30M2.0*0.40 1.60 1.679 1.567M16*1.015.0015.15314.917M2.0*0.40 1.78 1.80-No12 - 24 4.90 4.96- W1/2 - 1210.7010.50M2.2*0.45 1.75 1.838 1.713M17*1.515.5015.67615.376M2.2*0.45 1.95 1.98-1/4 - 20- 5.72- W9/16 - 1212.3012.00M2.3*0.40 1.90 1.979 1.867M17*1.016.0016.15315.917M2.3*0.40 2.08 2.10-5/16 - 18-7.24- W5/8 - 1113.7012.50M2.5*0.45 2.10 2.138 2.013M18*2.016.0016.21015.835M2.5*0.45 2.25 2.28-3/8 - 16-8.748.81 W3/4 - 1016.7013.50M2.6*0.45 2.20 2.238 2.113M18*1.516.5016.67616.976M2.6*0.45 2.35 2.38-7/16 - 14-10.2010.30 W7/8 - 919.5016.50M3.0*0.50 2.50 2.599 2.459M18*1.017.0017.15316.917M3.0*0.50 2.73 2.75-1/2 - 13-11.2711.82 W1 - 822.4019.30M3.0*0.60 2.40 2.440 2.280M20*2.018.0018.21017.835M3.5*0.60 3.17 3.20-No 2 - 64UNF 1.97-- W1-1/8 - 725.0024.80M3.5*0.60 2.90 3.010 2.850M20*1.518.5018.67618.376M4.0*0.70 3.62 3.65 3.69No 3 - 56 2.27-- W1-1/4 - 728.3028.00M4.0*0.70 3.30 3.422 3.242M20*1.019.0019.15318.917M5.0*0.80 4.56 4.60 4.64No 4 - 48 2.56-- M4.0*0.75 3.25 3.326 3.106M22*2.020.0020.21019.835M6.0*1.00 5.45 5.50 5.55No 5 - 44 2.66-- M4.5*0.75 3.80 3.878 3.688M22*1.520.5020.67620.376M7.0*1.00 6.45 6.50 6.55No 6 - 40 3.16-- M5.0*0.80 4.20 4.334 4.134M22*1.021.0021.15320.917M8.0*1.257.317.387.44No 8 - 36 3.78-- M5.0*0.90 4.10 4.170 3.930M24*2.022.0022.21021.835M10*1.509.189.259.32No 10- 32 4.39 4.43- M6.0*1.00 5.00 5.153 4.917M24*1.522.5022.67622.376M10*1.259.319.389.44No 12 -28 4.99 5.04- M7.0*1.00 6.00 6.153 5.917M24*1.023.0023.15322.917M12*1.7511.0411.1211.211/4 -28 5.85 5.90- SM1/8 - 40 2.735 - 2.688M8.0*1.25 6.80 6.912 6.647M25*2.023.0023.21022.835M12*1.2511.3111.3811.445/16 -247.367.41- SM1/8 - 44 2.769 - 2.722M9.0*1.257.807.9127.647M25*1.523.5023.67623.3763/8 -24-9.00- SM9/64 - 40 3.128 - 3.083M10*1.508.508.6768.376M25*1.024.0024.15323.9177/16 -20-10.4810.54 SM11/64 - 40 3.855 - 3.805M11*1.509.509.6769.376M26*1.524.5024.67624.3761/2 -20-12.0712.13 SM3/16 - 32 4.205 - 4.155M12*1.7510.3010.44110.160M27*2.025.0025.21024.835 SM3/16 - 28 4.143 - 4.093M14*2.0012.0012.21011.835M27*1.525.5025.67625.376SM7/32 - 32 5.003 - 4.955M16*2.0014.0014.21013.835M27*1.026.0026.15325.917 SM15/64 - 28 5.325 - 5.570M18*2.5015.5015.74415.294M28*2.026.0026.21025.835 SM1/4 - 40 5.890 - 5.735M20*2.5017.5017.74417.294M28*1.526.5026.67626.376SM1/4 - 28 5.721 - 5.366M22*2.5019.5019.74419.294M28*1.027.0027.15326.917最大最小 SM9/32 - 28 6.508 - 5.648M24*3.0021.0021.25220.752M30*3.027.0027.15226.752最大最小PS 1/16 - 28 6.50 6.632 6.490 SM11/32 - 288.092 - 8.432M27*3.0024.0024.25223.752M30*2.028.0028.21027.835No 1-64(1.854) 1.55 1.582 1.425PS 1/8 - 288.508.6378.495 SM3/8 - 288.880 - 8.015M30*3.5026.5026.77126.211M30*1.528.5028.67628.376No 2-56(2.184) 1.80 1.871 1.695PS 1/4 - 1911.4011.54911.341 SM7/16 - 2810.466 - 10.401M30*1.029.0029.15328.917No 3-48(2.515) 2.10 2.146 1.941PS 3/8 - 1915.0015.05414.846 SM7/16 - 1610.037 - 9.967M32*2.030.0030.21029.835No 4-40(2.845) 2.30 2.385 2.157PS 1/2 - 1418.5018.77318.489 SM1/2 - 2011.819 - 11.749M32*1.530.5030.67630.376No 5-40(3.175) 2.60 2.697 2.487PS 3/4 - 1424.0024.25923.975 SM9/16 - 2013.400 - 13.425最大最小M33*1.030.0030.25229.752No 6-32(3.505) 2.80 2.895 2.642PS 1 - 1130.2030.47130.111 M1.0*0.20.800.8210.783M33*2.031.0031.21030.835No 8-32(4.166) 3.40 3.530 3.302PS 1-1/4 - 1138.8039.13238.772 M1.1*0.20.900.9210.883M33*1.531.5031.67631.376No 10-24(4.826) 3.90 3.962 3.683PS 1-1/2 - 1144.8045.02544.665 M1.2*0.2 1.00 1.0210.983M35*1.533.5033.67633.376No 12-24(5.486) 4.50 4.597 4.344PS 2 - 1156.5056.83656.476 M1.4*0.2 1.20 1.221 1.183M36*3.033.0033.25232.752 1/4 - 20 5.10 5.257 4.979 M1.6*0.2 1.40 1.421 1.383M36*2.034.0034.21033.835 5/16 - 18 6.60 6.731 6.401 M1.7*0.2 1.45 1.500 1.460M36*1.534.5034.67634.376 3/8 - 168.008.1537.798 M3*0.5 2.63 - 2.60M1.8*0.2 1.60 1.621 1.583 7/16 - 149.409.5509.144M3.0*0.6 2.56 - 2.50M2.0*0.25 1.75 1.785 1.729 1/2 - 1310.8011.02310.592M3.5*0.6 3.06 - 3.03M2.2*0.25 1.95 1.985 1.929 9/16 - 1212.2012.44611.989使用绞刀时不使用绞刀时M4.0*0.7 3.49 - 3.45M2.3*0.25 2.05 2.610 2.001 5/8 - 1113.6012.86813.386PT 1/16 - 28 6.10 6.20 6.244 6.384 M4.0*0.75 3.45 - 3.41M2.5*0.35 2.20 2.221 2.121最大最小 3/4 - 1016.5018.84016.307PT 1/8 - 288.108.208.2498.388 M4.5*.75 3.96 - 3.92M2.6*0.35 2.20 2.246 2.186No 0-80(1.524) 1.25 1.305 1.182 7/8 - 919.5019.76119.177PT 1/4 - 1910.7011.0010.96211.174 M5.0*0.8 4.43 - 4.38M3.0*0.35 2.70 2.721 2.621No 1-72(1.854) 1.55 1.612 1.474 1 - 822.2022.60621.971PT 3/8 - 1914.2014.5014.44814.658 M5.0*0.9 4.36 - 4.31M3.5*0.35 3.20 3.221 3.121No 2-64(2.184) 1.85 1.912 1.756 1-1/8 - 725.0025.34924.638PT 1/2 - 1417.6018.0017.97918.263 M6.0*1.0 5.30 - 5.25M4.0*0.5 3.50 3.599 3.459No 3-58(2.515) 2.10 2.197 2.025 1-1/4 - 728.2028.52427.813PT 3/4 - 1423.0023.5023.37823.663 M7.0*1.0 6.30 - 6.25M4.5*0.5 4.00 4.099 3.959No 4-48(2.845) 2.40 2.458 2.271 1-3/8 - 630.8031.11530.353PT 1 - 1129.0029.5029.45929.822 M8.0*1.07.28 - 7.23M5.0*0.5 4.50 4.599 4.459No 5-44(3.175) 2.70 2.740 2.551 1-1/2 - 634.0034.29033.528PT 1-1/4 - 1137.5038.0037.97638.339 M8.0*1.257.12 - 7.07M5.5*0.5 5.00 5.099 4.959No 6-40(3.506) 2.90 3.022 2.820 1-3/4 - 539.5039.82738.964PT 1-1/2 - 1143.4044.0043.86944.232 M6.0*0.75 5.30 5.378 5.188No 8-36(4.166) 3.50 3.606 3.404 2 - 4-1/245.2045.59344.679PT 2 - 1154.9055.5055.41255.844 M6.0*0.5 5.50 5.550 5.400No 10-32(4.826) 4.10 4.165 3.963 M7.0*0.75 6.30 6.378 6.188No 12-28(5.846) 4.60 4.724 4.496 M7.0*0.5 6.50 6.550 6.4001/4 - 28 5.50 5.588 5.360M8.0*1.07.007.153 6.9175/16 - 24 6.907.035 6.782 M8.0*0.757.307.3787.1883/8 - 248.508.6368.382最大最小M8.0*0.57.507.5207.4007/16 - 209.9010.0339.729No 12 - 32 4.700 4.826 4.623使用绞刀时不使用绞刀时2BA 4.0 - 4.2M9.0*1.08.008.1537.9171/2 - 2011.5011.60711.3291/4 - 32 5.600 5.690 5.4861/16 - 27 6.10 6.25 6.35 3BA M9.0*0.758.308.3788.1889/16 - 1812.9013.08112.7515/16 - 327.1007.2647.0871/8 - 278.338.438.74 4BA 3.0 - 3.2M10*1.258.808.9128.6475/8 - 1814.5014.68114.3513/8 - 328.7008.8658.6611/4 -1810.7211.1311.13 5BA 2.7 - 2.8M10*1.09.009.1538.9173/4 - 1617.5017.67817.3237/16 - 2810.20010.33810.1353/8 -1814.2714.2714.68 6BA 2.4 - 2.5M10*0.759.309.3789.1887/8 - 1420.5020.57520.2701/2 - 2811.80011.93811.7091/2 -1417.4817.8618.26 M10*0.59.509.5209.400 1 - 1223.2023.57123.1149/16 - 2413.20013.38613.1323/4 -1422.6323.0123.42 M11*1.010.0010.1538.9171-1/8 - 1226.5026.74626.2895/8 - 2414.80014.98614.732 1 -11-1/228.5828.9829.36 M11*0.7510.3010.37810.1881-1/4 - 1229.5029.92129.4643/4 - 2017.80017.95817.6781-1/4-11-1/237.3137.6938.10 M12*1.5010.5010.67610.3761-3/8 - 1232.8033.09632.6397/8 - 2021.00021.13320.8531-1/2-11-1/243.6644.0444.45 M12*1.2510.8010.91210.6471-1/2 - 1236.0036.27135.814 1 - 2024.00024.30824.028 2 -11-1/255.5855.9656.36规格钻孔径规格滚造径英制电器螺纹公制螺纹规格滚造径2级牙钻孔径NPT 英 制 管 螺 纹 英 制 管 螺 纹 规格标准径有效牙部之长度(最小)中之毋螺牙内径标准长度(最小)中 之毋螺牙内径 规格(UNC)标准径规格标准率规格(UNF)标准径2级牙钻孔径规格2级牙钻孔径规格(UNC)标准径2级牙钻孔径注:迫牙丝攻之钻孔径,在上表所列之数值,由于被加工材料之材质,硬度,形状,尺寸等之影响,多少会有所变动,因此于参考上表之同时,亦精增减若干。 规格2级牙钻孔径公 制 粗 螺 纹公 制 细 螺 纹规格精 度 等 级标准径2级牙钻孔径 规格标准径美 制 粗 螺 纹美制迫牙丝攻钻孔径 规格NPS 规格英 制 管 螺 纹 钻孔径 精 度 等 级 标准径公制迫牙丝攻钻孔径美 制 特 细 螺 纹钻孔径螺丝攻牙钻孔径和滚造径对照表钻孔径 公 制 细 螺 纹美 制 细 螺 纹英 制 螺 纹针车用螺纹规格 统一展开计算方法,做到展开的快速准确. 适用范围 NWE 冲件样品中心. 三.展开计算原理 板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一既 不受拉力又不受压力的过渡层--中性层,中性层在弯曲过程中的长度和弯曲前一 样保持不变,所以中性层是计算弯曲件展开长度的基准.中性层位置与变形程度 有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚 度的中心处,当弯曲半径变小,折弯角度增大时,变形程度随之增大,中性层位置 逐渐向弯曲中心的内侧移动?中性层到板料内侧的距离用λ表示. 四.计算方法 展开的基本公式: 展开长度=料内+料内+补偿量 一般折弯:(R=0, θ =90 ° ) L=A+B+K 1. 当 0T≤0.3 时,K=O 2. 对于铁材:(如 GI,SGCC,SECC,CRS,SPTE, 3. 对于其它有色金属材料如AL,CU: 当 TE0.3 时, K=0.4T 注:R 兰2.0时,按R=0处理. 一般折弯(R ≠ 0 θ =90 ° ) L=A+B+K K 值取中性层弧长 1. 当「1.5 时 λ =0.5T 2. 当 T 1.5 时 λ =0.4T SUS 等) a.当 0.3 T 1.5 时,K=0.4T b.当 1.5 汀 2.5 时,K=0.35T c.当 T 2.5 时,K=0.3T — 丿 B _i I * / L ------ A ------ 中性層 一般折弯 (R=O L=A+B+K 1. 当 T≤0.3 时 2. 当T 三0.3时 注:K 为90 ° 一般折弯(R ≠ 0 θ ≠ 90 ° ) L=A+B+K 1. 当 T H 1.5 时 λ =0.5T 2. 当 T 1.5 时 λ =0.4T K 值取中性层弧长 注:当R 20,且用折刀加工时,则按R=0来 计算,A 、B 依倒 零角后的直边长度取值 Z 折1(直边段差). 1. 当H.5T 时,分两次成型时,按两个90°折弯计算 2. 当 H "5T 时,一次成型,L=A+B+K K 值依附件中参数取值 Z 折2(斜边段差). 1. 当HNT 时,按直边段差的方式计算,即:展开长 度=展 开前总长度+K K=0.2 2. 当H 2T 时,按两段折弯展开(R=0 θ ≠ 90 ° ). θ ≠ 90 ° ) K ' =0 K ' =( ∕90)*K 时的补偿量 钣金产品展开计算方法 经本人测试检验,本材料的CNC轧形展开部分算法适合一般性展开计算7.1 90?无内R轧形展开 K值取值标准: a.t≦0.8mm,K=0.45 b.0.8mm c. 1.2mm 折弯机吨位与V槽与小翻边以及理论计算公式 ————————————————————————————————作者:————————————————————————————————日期: 2 折弯工作吨位 折弯过程中,上、下模之间的作用力施加于材料上,使材料产生塑性变形。工作吨位就是指折弯时的折弯压力。 确定工作吨位的影响因素有:折弯半径、折弯方式、模具比、弯头长度、折弯材料的厚度和强度等,见图1所示。 通常,工作吨位可按下表选择,并在加工参数中设置。 1、表中数值为板料长度为一米时的折弯压力: 例:S=4mm L=1000mm V=32mm 查表得P=330kN 2、本表按强度σb=450N/mm2的材料为依据计算的,在折弯其它不同材料时,折弯压力为表中数据与下列系系数的乘积; 青铜(软):0.5;不锈钢:1.5;铝(软):0.5 ;铬钼钢:2.0。 3、折弯压力近似计算公式:P=650s2L/1000v其中各参数的单位P——kN S——mm L——mm V——mm 折弯压力对照表 v 4.0 6.0 8.0 10 12 14 16 18 20 24 28 32 36 40 48 70 90 110 130 b 2.8 4.0 5.5 7.0 8.5 10 11 12.5 14 17 20 22 25 28 32 42 56 70 85 r 0.7 1.0 1.3 1.6 2.0 2.3 2.6 3.0 3.3 3.8 4.5 5.0 6.0 6.5 8.0 10 13 16 19 s 0.5 40 30 0.6 60 40 30 30 0.8 70 50 40 30 1.0 110 80 70 60 1.2 120 100 80 70 60 1.5 150 120 110 90 80 2.0 220 190 170 150 130 110 2.5 250 220 200 170 150 130 3.0 330 290 250 210 180 160 3.5 400 330 290 250 220 200 4.0 440 370 330 290 260 220 4.5 470 410 370 330 270 5.0 510 450 400 340 270 6.0 590 490 390 300 8.0 700 520 429 10 810 650 12 950 780 14 1100 3折弯展开计算公式【超简单】
螺丝攻牙钻孔径和滚造径对照表
钣金折弯展开系数计算
钣金产品展开尺寸计算
折弯机吨位与V槽与小翻边以及理论计算公式