钣金产品常用抽孔攻芽数据表
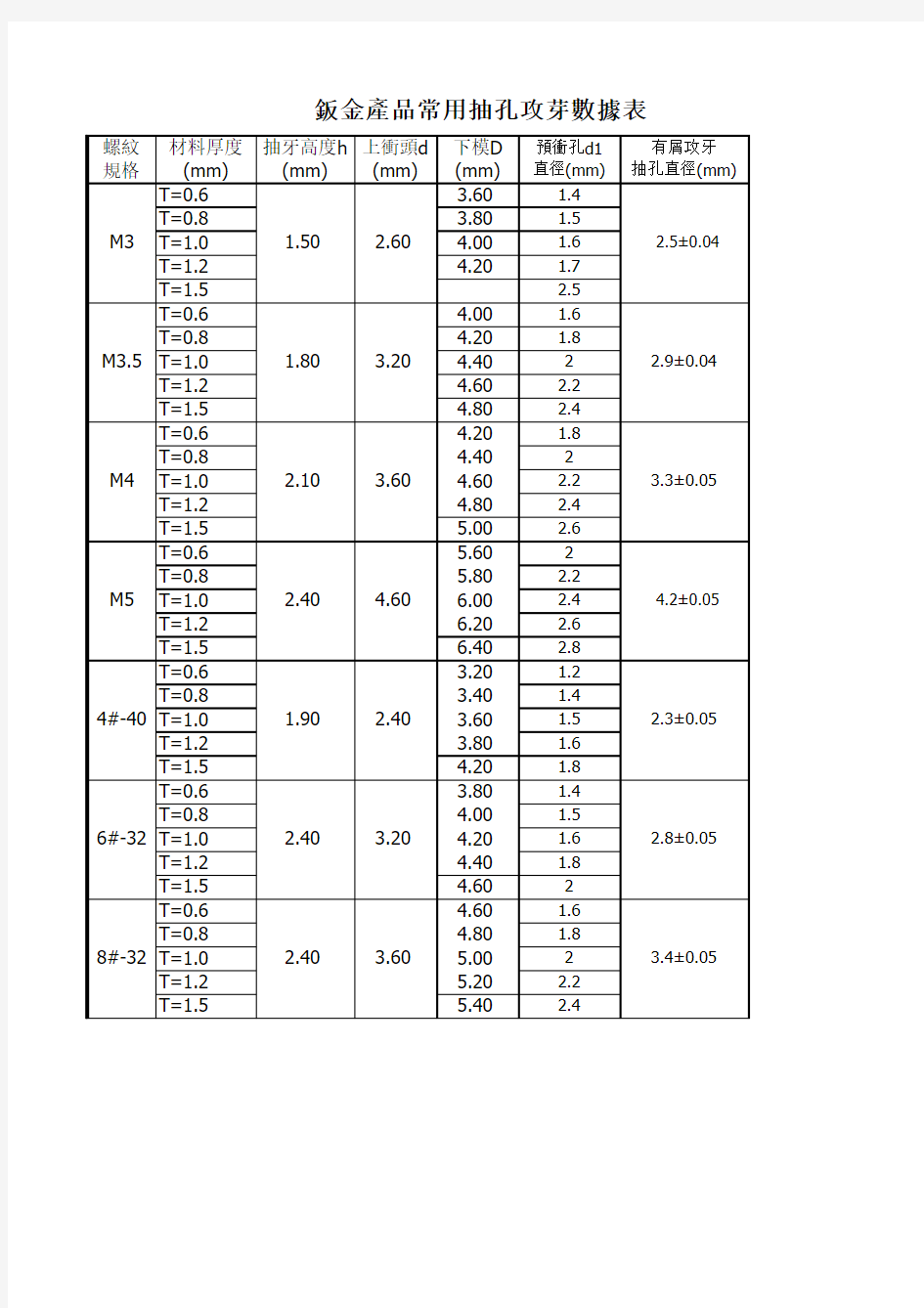

螺紋規格
材料厚度(mm)抽牙高度h (mm)上衝頭d (mm)
下模D
(mm)預衝孔d1直徑(mm)
有屑攻牙抽孔直徑(mm)
T=0.6 3.60 1.4T=0.8 3.80 1.5T=1.0 4.00 1.6T=1.2 4.20 1.7T=1.5 2.5T=0.6 4.00 1.6T=0.8 4.20 1.8T=1.0 4.402T=1.2 4.60 2.2T=1.5 4.80 2.4T=0.6 4.20 1.8T=0.8 4.402T=1.0 4.60 2.2T=1.2 4.80 2.4T=1.5 5.00 2.6T=0.6 5.602T=0.8 5.80 2.2T=1.0 6.00 2.4T=1.2 6.20 2.6T=1.5 6.40 2.8T=0.6 3.20 1.2T=0.8 3.40 1.4T=1.0 3.60 1.5T=1.2 3.80 1.6T=1.5 4.20 1.8T=0.6 3.80 1.4T=0.8 4.00 1.5T=1.0 4.20 1.6T=1.2 4.40 1.8T=1.5 4.602T=0.6 4.60 1.6T=0.8 4.80 1.8T=1.0 5.002T=1.2 5.20 2.2T=1.5
5.40
2.4
6#-32 2.40 3.20
2.8±0.05
8#-32 2.40 3.60
3.4±0.05
2.10
3.60
3.3±0.05
M5 2.40 4.60
4.2±0.05
M3 1.50 2.60
2.5±0.04
M3.5 1.80 3.20
2.9±0.04
4#-40鈑金產品常用抽孔攻芽數據表
M4 1.90 2.40
2.3±0.05
抽芽的高度與預沖孔大小有關,預沖孔小,抽芽增高,但抽芽易破,預沖孔大,則抽
其變化遵循體積不變原則。因為普遍來講,抽芽高度較,需擠薄處理,其壁濃厚一般為0.6倍料濃。
備注
無屑攻牙
抽孔直徑(mm)
2.75±0.04
3.2±0.04
3.65±0.05
4.6±0.05
2.5±0.05
3.07±0.05 3.77±0.05
,則抽芽高度變小。其壁濃厚一般為0.6倍料濃