热处理盐浴配方

热处理盐浴配方
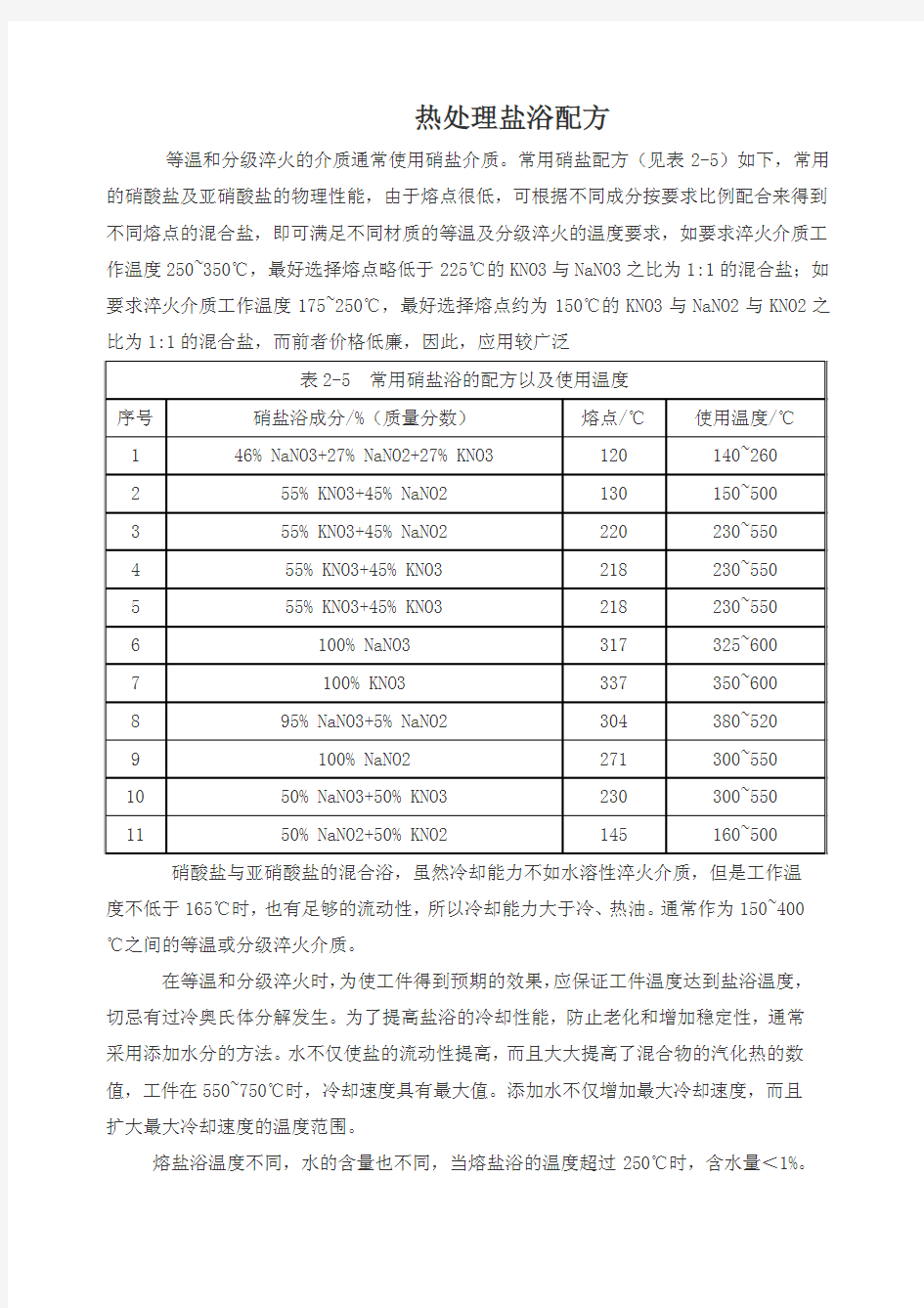
等温和分级淬火的介质通常使用硝盐介质。常用硝盐配方(见表2-5)如下,常用的硝酸盐及亚硝酸盐的物理性能,由于熔点很低,可根据不同成分按要求比例配合来得到不同熔点的混合盐,即可满足不同材质的等温及分级淬火的温度要求,如要求淬火介质工作温度250~350℃,最好选择熔点略低于225℃的KNO3与NaNO3之比为1:1的混合盐;如要求淬火介质工作温度175~250℃,最好选择熔点约为150℃的KNO3与NaNO2与KNO2之比为1:1的混合盐,而前者价格低廉,因此,应用较广泛
表2-5 常用硝盐浴的配方以及使用温度
序号 硝盐浴成分/%(质量分数) 熔点/℃ 使用温度/℃
1 46% NaNO3+27% NaNO2+27% KNO3 120 140~260
2 55% KNO3+45% NaNO2 130 150~500
3 55% KNO3+45% NaNO2 220 230~550
4 55% KNO3+45% KNO3 218 230~550
5 55% KNO3+45% KNO3 218 230~550
6 100% NaNO3 31
7 325~600
7 100% KNO3 337 350~600
8 95% NaNO3+5% NaNO2 304 380~520
9 100% NaNO2 271 300~550
10 50% NaNO3+50% KNO3 230 300~550
11 50% NaNO2+50% KNO2 145 160~500
硝酸盐与亚硝酸盐的混合浴,虽然冷却能力不如水溶性淬火介质,但是工作温
度不低于165℃时,也有足够的流动性,所以冷却能力大于冷、热油。通常作为150~400
℃之间的等温或分级淬火介质。
在等温和分级淬火时,为使工件得到预期的效果,应保证工件温度达到盐浴温度,切忌有过冷奥氏体分解发生。为了提高盐浴的冷却性能,防止老化和增加稳定性,通常
采用添加水分的方法。水不仅使盐的流动性提高,而且大大提高了混合物的汽化热的数值,工件在550~750℃时,冷却速度具有最大值。添加水不仅增加最大冷却速度,而且
扩大最大冷却速度的温度范围。
熔盐浴温度不同,水的含量也不同,当熔盐浴的温度超过250℃时,含水量<1%。
在55%KNO3+45%NaNO2熔盐浴中加入水,将显著提高冷却性能,无水熔盐浴的温度对散热系数影响甚小;而有水熔盐浴,当浴温超过300℃时,散热系数却明显下降。对于熔盐为145℃的50%KNO3+50%NaNO2硝盐浴,在250℃和300℃时分别添加1%和0.5%的水,从而可以使淬透性差的碳素工具钢和碳素钢有效地冷却。
减少熔盐浴的含水量,将显著地影响冷却性能,随时间的延长,逐渐接近无添加水的冷却性能,因此必须使含量保持相对稳定。静止时熔盐浴水分的小事比搅拌时快,故生产中用搅拌器进行连续搅拌,或采用专用设备使水的损耗量不断地给以补充。在连续淬火等温时,必须采用这些方法维持淬火硝盐浴中的水分,等温的硝盐槽与淬火硝盐槽分离。添加0.12%水,与未加入者相比,冷却能力可提高1倍。
每班工作后要捞渣,硝盐老化渣多,捞渣就是把不熔物除掉。捞渣是保持硝盐浴冷却能力的一个有效手段。捞渣方法:其方法一般是“先高后低”,即把硝盐浴温度升至比正常工作温度高30~50℃以上,然后温度自然下降,比正常工作温度稍低,此时可进行捞渣操作。若渣多且块大,表明老化严重,视情况确定是否更新。生产中,在淬火工件前进行一次捞渣工作,对保证硝盐浴冷却能力起到一定作用。
根据实际生产量来确定硝盐浴的过滤周期,过滤使用120目的铜丝网,将沉淀在槽底的高熔点盐渣以及氧化物过滤掉,并按比例同时每周进行一次化验,根据化验结果,调整熔盐浴成分,这样熔盐浴可长期使用,使工件的淬火质量稳定。
熔盐浴在使用过程中,浴温应严格控制,不宜波动过打。当生产批量大时,会使熔盐浴温度升高,因此,浴槽要设有冷却装置。由于熔融的硝酸盐容易着火和飞溅伤人,因此在操作过程中,应备防护用具,注意安全。在停止使用时要注意密封,以防氧化。浴槽在重新加热时,特别是在浴槽底部加热的炉子应缓慢进行,否则会因浴槽底部迅速熔化,体积激烈膨胀,顶部不熔而爆炸。使用硝酸盐浴做淬火介质时,熔盐浴不可用石墨或铸铁坩埚做容器,否则会发生爆炸。
盐浴炉热处理工安全技术操作规程标准版本
文件编号:RHD-QB-K6441 盐浴炉热处理工安全技术操作规程标准版本 (操作规程范本系列) 编辑:XXXXXX 查核:XXXXXX 时间:XXXXXX
盐浴炉热处理工安全技术操作规程 标准版本 操作指导:该操作规程文件为日常单位或公司为保证的工作、生产能够安全稳走地有效运转而制走的,并由相关人员在办理业务或操作时必须遵循的程序或步骤。,其中条款可根据自己现实基5出上调整,请仔细浏览后进行编辑与保存。 1?工作前指定炉前操作负责人,遵守一般热处理工 安全操作规程,并做好如下准备: a.仔细检查测温仪表、仪器、电气设备接地线是 否完好正确; b.检查抽风装置运转是否正常; c?检查次级铜板,主、辅电极是否被物体短路,清 除盐炉炉面的凝固层和抽风口附近的污物,及时击碎
凝固层,避免下榻爆出熔盐; CL入炉的工件、工具、夹具和挂具应绝对禁止有水,必须经过烘烤和预热。 2?调节电流时应首先将变压器断电。 1 ?盐炉启动时应用低电压,之后逐步升压。 2?工件不准与热电偶、电极相接触。 3?工件应捆扎牢虱掉入炉内工件,立即断电捞
4.填加盐类和脱氧剂,必须经过烘烤,并应缓慢加
入,加盐量应控制在规定的范围。 7.中温盐炉每班脱氧、捞渣一次,高温盐炉连续工作4h即应脱氧和捞渣。 8.每次停炉前应检查辅助电极是否完好汗燥放入 时应首先断电。 9.高温盐炉使用温度一般不超过1300o C;中温盐炉使用温度一般不超过950弋;硝盐炉使用温度最高不得超过750O C o 10 ?工作中严禁硝盐带入中高温槽内,并严禁将棉丝物、木炭、石墨及氨盐带入硝盐炉内。
QPQ防锈处理
QPQ处理,它是Quench-Polish-Quench的缩写形式。是指将黑色金属零件放入两种性质不同的盐浴中,通过多种元素渗入金属表面形成复合渗层,从而达到使零件表面改性的目的。它没有经过淬火,但达到了表面淬火的效果,因此国内外称之为QPQ。 定义 是指将黑色金属零件放入两种性质不同的盐浴中,通过多种元素渗入金属表面形成复合渗层,从而达到使零件表面改性的目的。它没有经过淬火,但达到了表面淬火的效果,因此国内外称之为QPQ。 简介 大汉盐浴复合处理技术将热处理与防腐蚀处理一次完成,处理温度低,时间短,能同时提高零件表面硬度、耐磨性和抗蚀性,减少摩擦系数,变形小,无公害。具有优化加工工序,缩短生产周期,降低生产成本的优点,得到众多厂家的认可和赞誉。像美国GE、GM 公司、德国大众、奔驰、日本丰田、本田等一些著名的跨国公司,均大量采用。 大汉盐浴复合处理技术在工艺上它是热处理技术与防腐蚀技术的结合,在性能上它是高耐磨性和高抗蚀性的结合,在渗层上是由多种化合物组成的复合渗层。因此国外认为这是金属表面强化技术领域内的巨大进展,把它称之为一种新的冶金方法。 特点 目前,QPQ表面改性技术在国内也得到大量推广应用,尤其在汽车、摩托车、纺机、机床、电器开关、工模具上使用效果非常突出。其具体的特点如下: 1 良好的耐磨性、耐疲劳性能 该工艺能极大地提高各种黑色金属零件表面的硬度和耐磨性,降低摩擦系数。产品经过QPQ处理后,耐磨性比常规淬火、高频淬火高16倍以上,比20#钢渗碳淬火高9倍以上,比镀硬铬和离子氮化高2倍以上。 疲劳试验表明:该工艺可使中碳钢的疲劳强度提高40%以上,比离子氮化,气体氮化效果均好。该工艺特别适合于形状复杂的零件,解决技术关键,让变形难题迎刃而解。 2 良好的抗腐蚀性能 对几种不同材料、不同工艺处理的样品按同样的试验条件,按ASTMBll7标准进行了连续喷雾试验,盐雾试验温度35±2℃,相对湿度>95%,5%NaCL水溶液喷雾。试验结果表明,经QPQ处理后的零件抗蚀性是1Crl8Ni9Ti不锈钢的5倍,是镀硬铬的70倍,是发黑的280倍。 3 产品处理以后变形小
QPQ盐浴复合处理技术的基本原理及操作注意事项
QPQ盐浴复合处理技术的基本原理及操作注意事项“QPQ”是英文“Quench—Polish—Quench”的字头缩写。原意为淬火—抛光—淬火,在国内把它称作QPQ盐浴复合处理技术,其中“盐浴复合”的含义是指在氮化盐浴和氧化盐浴两种盐浴中处理工件。QPQ盐浴复合热处理技术既可以使工件几乎不变形,同时又可以大幅度提高金属表面的耐磨性、抗蚀性,是一种新的金属表面强化改性技术。这种技术实现了渗氮工序和氧化工序的复合,氮化物和氧化物的复合,耐磨性和抗蚀性复合,热处理技术和防腐技术的复合。 我司经过多年的实践独立开发了成分独特的渗氮盐浴配方,其中添加了一种特殊的氧化剂,使盐浴中的有害氰根含量保持在0.2%以下,同时盐浴中的有效成分氰酸根含量长期保持稳定。试验表明,现有气体软氮化和离子渗氮基本上都可以用QPQ盐浴复合处理技术来代替,而且可以大为提高工件的耐磨性和抗蚀性。其抗蚀性可达到C u-Ni-Cr多层电镀的水平,成功的应用于气弹簧、刀具、模具、纺织机械、汽车等行业,通过对零件的滑动磨损试验,耐磨性比发黑处理高出几百倍。通过海水防腐试验,QPQ处理的零件均比发黑处理的零件提高几十倍,效果很好。 由于新技术,所以工艺上就有其独特的要求,操作中必须严格规范,工件才能达到耐磨性和抗蚀性的要求,并得到较为美观的外表(黑亮色)。下面就工艺中几个关键步骤加以分析讨论: 一、QPQ技术的基本工艺过程 1、工件清洗---清水漂洗—预热—盐浴氮化—盐浴氧化—冷水冷却 —热水浸泡—清水漂洗—烘干—抛光—二次氧化—抛光—包 装。 预热(空气炉)350-400℃、20-30min 氮化(盐浴炉)550-580℃、60-180min 氧化炉(盐浴炉)370-400℃、20-40min 预热的作用:预热的作用是烤干工件表面的水分,使冷工件升温后再入氮化炉,以防带水工件入氮化炉后引起盐浴溅射和防止
盐浴炉热处理工安全技术操作规程正式版
Guide operators to deal with the process of things, and require them to be familiar with the details of safety technology and be able to complete things after special training.盐浴炉热处理工安全技术操作规程正式版
盐浴炉热处理工安全技术操作规程正 式版 下载提示:此操作规程资料适用于指导操作人员处理某件事情的流程和主要的行动方向,并要求参加施工的人员,熟知本工种的安全技术细节和经过专门训练,合格的情况下完成列表中的每个操作事项。文档可以直接使用,也可根据实际需要修订后使用。 1.工作前指定炉前操作负责人,遵守一般热处理工安全操作规程,并做好如下准备: a.仔细检查测温仪表、仪器、电气设备接地线是否完好正确; b.检查抽风装置运转是否正常; c.检查次级铜板,主、辅电极是否被物体短路,清除盐炉炉面的凝固层和抽风口附近的污物,及时击碎凝固层,避免下榻爆出
熔盐; d.入炉的工件、工具、夹具和挂具应绝对禁止有水,必须经过烘烤和预热。 2.调节电流时应首先将变压器断电。 1.盐炉启动时应用低电压,之后逐步升压。 2.工件不准与热电偶、电极相接触。 3.工件应捆扎牢固。掉入炉内工件,立即断电捞取。
4.填加盐类和脱氧剂,必须经过烘烤,并应缓慢加入,加盐量应控制在规定的范围。 7.中温盐炉每班脱氧、捞渣一次,高温盐炉连续工作4h即应脱氧和捞渣。 8.每次停炉前应检查辅助电极是否完好,干燥放入时应首先断电。 9.高温盐炉使用温度一般不超过1300℃;中温盐炉使用温度一般不超过950℃;硝盐炉使用温度最高不得超过750℃。
盐浴金属热处理种类特点及技术发展动向
盐浴金属热处理种类特点及技术发展动向 2013-08-30 09:46:00 盐浴热处理已有数十年的历史,其本身已不是新鲜事物。当今提倡高效率生产的环境下,容易实现自动化批量生产的真空热处理等增加,而在作业环境、废水处理、炉体寿命、生产效率、成本等方面存在难点的盐浴热处理正在逐渐减少。但是有些领域仍然要依赖于盐浴热处理。下面介绍盐浴热处理的特征及其最近的技术动向。 广义的盐浴热处理中包含有渗碳氮化、软氮化、浸硫处理等表面处理,本文只对采用中性盐的盐浴热处理进行介绍。 1、盐浴炉及其种类 金属热处理用的盐浴一般分为高温用(约1000-1350℃)、中温用(约570-950℃)、低温用(约140-550℃)3种。整体可能使用的温度范围是140-1350℃。 高温用盐浴主要是高速工具钢、模具钢淬火加热用;中温用盐浴是低温合金工具钢、构造用钢、轴承钢、弹簧钢等淬火加热,高速工具钢预热、中间保持用以及各种高温回火、等温正火等用;低温用盐浴用于间歇淬火、等温淬火、淬火时冷却、低温回火等。使用盐的种类各不相同,高温用基本都用BaCl2,中温用BaCl2、NaCl、CaCl2等氯化物的混合液。与此相对,低温用NaNO3、KNO3、NaNO2等硝酸盐以及亚硝酸盐的混合液。 盐浴加热的方法有直热(电极)式与外热式。高温采用在盐浴中通上直流电加热的电极式。中温以及低温采用外热式。外热式是在钢制的罐中加入盐,之后加热罐体。温度控制稍有些难度,但优点在于除电之外,还可以用汽、油等,使用能源多样化。 2、盐浴炉热处理特点 盐浴热处理的优点是: 1)淬火加热时间短,结晶粒不会粗大化,韧性强,有利于应变。 2)炉温分布良好,应变变少。 3)高温区域冷却快、低温区域冷却比较缓慢,淬火容易,且应变减小。 4)能够对应大范围的热处理条件(间歇淬火、等温淬火、部分热处理、短时间加热、冷却、复杂的温度变化等)。 5)氧化脱碳少。 6)热处理温度、时间调整能够在短时间内完成,能够对应多品种、小批量。 7)设备费用比较便宜。 加热时间能够缩短的原因与盐浴热容量以及热传导度密切相关。图1示出?25mm高速工具钢淬火时的加热、冷却曲线。表面与中心部的温度差用预热(900℃)是3min,而用本加热(1180℃)只有2min,内外温度差消失。通常,用真空炉等加热要求约20-30min,其差明显增大。钢的结晶粒度大小依赖于相变点正上方的奥氏体结晶粒度的大小,所以为了得到细微的奥氏体结晶粒度,增加钢的加热速度与不使其上方升到淬火温度以上非常重要。而盐浴热处理,由于浴液温度的均匀性高,能够在短时间内均匀加热 图1:盐浴热处理中加热、冷却曲线参见原创。 真空炉等加热时,由于容易导致处理件产生不均匀加热,所以要增加时间,或者是提高淬火温度,这就会引起奥氏体结晶粒度的粗大化,导致韧性降低。 由真空炉以及盐浴炉的奥氏体化时间比较结果可知,在1000℃时真空炉的奥氏体化时间是盐浴炉的4-5倍,在1200℃时约为9倍。
QPQ处理简介
大汉盐浴复合处理技术是今年来新兴的一种表面热处理技术,它是Quench-Polish-Quench的缩写形式。是指将黑色金属零件放入两种性质不同的盐浴中,通过多种元素渗入金属表面形成复合渗层,从而达到使零件表面改性的目的。它没有经过淬火,但达到了表面淬火的效果,因此国内外称之为QPQ。 大汉盐浴复合处理技术将热处理与防腐蚀处理一次完成,处理温度低,时间短,能同时提高零件表面硬度、耐磨性和抗蚀性,减少摩擦系数,变形小,无公害。具有优化加工工序,缩短生产周期,降低生产成本的优点,得到众多厂家的认可和赞誉。像美国GE、GM公司、德国大众、奔驰、日本丰田、本田等一些著名的跨国公司,均大量采用。 大汉盐浴复合处理技术在工艺上它是热处理技术与防腐蚀技术的结合,在性能上它是高耐磨性和高抗蚀性的结合,在渗层上是由多种化合物组成的复合渗层。因此国外认为这是金属表面强化技术领域内的巨大进展,把它称之为一种新的冶金方法。 目前,QPQ表面改性技术在国内也得到大量推广应用,尤其在汽车、摩托车、纺机、机床、电器开关、工模具上使用效果非常突出。其具体的特点如下: 1良好的耐磨性、耐疲劳性能 该工艺能极大地提高各种黑色金属零件表面的硬度和耐磨性,降低摩擦系数。产品经过QPQ处理后,耐磨性比常规淬火、高频淬火高16倍以上,比20#钢渗碳淬火高9倍以上,比镀硬铬和离子氮化高2倍以上。 疲劳试验表明:该工艺可使中碳钢的疲劳强度提高40%以上,比离子氮化,气体氮化效果均好。该工艺特别适合于形状复杂的零件,解决技术关键,让变形难题迎刃而解。 2良好的抗腐蚀性能 对几种不同材料、不同工艺处理的样品按同样的试验条件,按ASTMBll7标准进行了连续喷雾试验,盐雾试验温度35±2℃,相对湿度>95%,5%NaCL水溶液喷雾。试验结果表明,经QPQ处理后的零件抗蚀性是1Crl8Ni9Ti不锈钢的5倍,是镀硬铬的70倍,是发黑的280倍。 3产品处理以后变形小 工件经QPQ处理处理之后几乎没有变形产生,可以有效的解决常规热处理方法难以解决的硬化变形难题。例如:尺寸为510×460×1.5mm的2Cr13不锈钢薄板经QPQ处理之后,表面硬大于HRC60,不平度小于0.5mm。目前,QPQ技术在众多得轴类零件、细长杆件上应用得非常成功,有效的解决了一直以来存在的热处理硬化和产品变形的矛盾。 4可以代替多道热处理供需和防腐蚀处理工序,时间周期短 工件经QPQ处理后,在提高其硬度和耐磨性的基础上同时提高其抗腐蚀能力,并且形成黑色、漂亮的外观,可以代替常规的淬火一回火一发黑(镀铬)等多道工序,缩短生产周期,降低生产成本。大量的生产数据表明,QPQ处理与渗碳淬火相比可以节能50%,比镀硬铬节约成本30%,性价比高。 5无公害水平高、无环境污染 QPQ处理工艺过程经有关环保部门检测鉴定,并经全国各地用户的实际使用证明,各种有害物质排放量均低于国家排放标准允许值。由于技术先进,质量稳定,QPQ技术应用的产品有数百种之多,已在全国各地建立了多条生产线。 6QPQ技术适用材料的范围广泛
QPQ盐浴及质量控制
QPQ处理的质量控制 吴清江张永顺 摘要: QPQ盐浴复合热处理技术是一种新的金属表面强化改性技术。本文研究了QPQ盐浴复合热处理的工艺过程及质量控制要点。 关键词: QPQ 复合热处理质量控制 “QPQ”是英文“Quench—Polish—Quench”的字头缩写。原意为淬火—抛光—淬火,在国内把它称作QPQ盐浴复合处理技术,其中“盐浴复合”的含义是指在氮化盐浴和氧化盐浴两种盐浴中处理工件。QPQ盐浴复合热处理技术既可以使工件几乎不变形,同时又可以大幅度提高金属表面的耐磨性、抗蚀性,是一种新的金属表面强化改性技术。这种技术实现了渗氮工序和氧化工序的复合,氮化物和氧化物的复合,耐磨性和抗蚀性复合,热处理技术和防腐技术的复合。 成都某研究所在20世纪80年代中期独立开发了成分独特的渗氮盐浴配方,其中添加了一种特殊的氧化剂,使盐浴中的有害氰根含量保持在0.2%以下,同时盐浴中的有效成分氰酸根含量长期保持稳定。试验表明,现有气体软氮化和离子渗氮基本上都可以用QPQ盐浴复合处理技术来代替,而且可以大为提高工件的耐磨性和抗蚀性。其抗蚀性可达到C u-Ni-Cr多层电镀的水平。某厂为解决某型号产品试制暴露出的火药气体对炮架腐蚀严重的问题,于98年引进此项专利技术,成功的应用于产品的生产中,通过对零件的滑动磨损试验,耐磨性比发黑处理高出几百倍。通过海水防腐试验,QPQ处理的零件均比发黑处理的零件提高几十倍,效果很好。 由于新技术,所以工艺上就有其独特的要求,操作中必须严格规范,工件才能达到耐磨性和抗蚀性的要求,并得到较为美观的外表。下面就工艺中几个关键步骤加以分析讨论: 1工艺原理 1.1 基本工艺过程: QPQ盐浴复合处理主要工序有: 预热:350-400℃ 20-40min
盐浴液体氮化处理
盐浴液体氮化处理 一、盐浴液体氮化(QPQ)工艺: 工件在57010℃工作温度,在熔盐中将(硫)氮、碳等原子渗入工件表层,赋予工件超强耐磨、硬度高、耐腐蚀、变形小、抗疲劳等诸多性能。熔盐本身是热载体和(硫)氮、碳原子活性原子,它与工件表面能充分接触,渗层及硬度均匀,稳定。对于耐腐蚀性能要求高且光洁度要求▽8以上的工件,通常采用氮化后加氧化、抛光、再次氧化。经NQPQ处理后的工件表面具有富氧氮化层,在保证耐磨、减摩、不变形、抗咬死和抗疲劳强度不变的同时,耐腐蚀性大幅提高,表面呈光亮黑色,美观、实用。 盐浴氮化前的工艺要求在盐浴氮化之前,复杂零件需进行在不低于580℃温度下正火并随后缓慢冷却的调质处理或采用高淬高回的前热处理工艺,补偿解决氮化后的轻微变形,精密零件处理前要在直径方向留有82μm的加工余。 二、盐浴液体氮化(QPQ)广泛应用于: 1、应用的行业: 汽车零部件、轻工机械、液压机械、齿轮、工具和模具制造等多种行业。常用产品有:锯条、螺丝、曲轴、缸套、柱塞、缸塞环、发动机气门、齿轮、蜗杆、钻头、刀具、高强度紧固件、销轴、铝压铸模、铝挤压模、塑料模、缝纫机零件、电气动工具零件等……
2、常用的材料: 各种碳钢(20#、45#、40cr)高速钢(W6Mo5Cr4V2 、 W18Cr4V、W12Cr4V4Mo)铸模钢热模氮化钢(3Cr2W8V H1338CrMo1)不锈钢:1Cr 13、2cr 13、201、301、304、3 16、1Cr18Ni9Ti)球墨铸铁:QT20- 60、QT400-17 、KmQTMn6各种材料硬度: 碳钢、低合金钢:HV500~700 铸铁:HV500~800 热模钢、铸模钢、冲模钢(Crl2型):HV700~1000 各种不锈钢、耐热钢:HV800~1100 各种高速钢(淬火):HV950~1200 三、盐浴液体氮化(QPQ)特点: 1、硬度 QPQ处理后的硬度和常规淬火、高频、渗氮等处理的硬度,它们的金相组织是不同的,QPQ处理的温度在57010℃液体里,通过原子渗入钢材,原子和钢材结合在一起,从而提高产品表面硬度和耐磨效果,经QPQ处理后,中碳钢、高速钢等耐磨性可以达到常规淬火的20倍,渗碳淬火的10倍,离子渗氮的3倍,镀硬铬的5倍 2、极小的变形: QPQ盐浴复合处理后工件几乎不变形,是变形最小的硬化技术,可以解决常规硬化方法及一些管材比较薄容易变形无法解决的硬化变形难题。
盐浴炉热处理工安全技术操作规程通用版
操作规程编号:YTO-FS-PD723 盐浴炉热处理工安全技术操作规程通 用版 In Order T o Standardize The Management Of Daily Behavior, The Activities And T asks Are Controlled By The Determined Terms, So As T o Achieve The Effect Of Safe Production And Reduce Hidden Dangers. 标准/ 权威/ 规范/ 实用 Authoritative And Practical Standards
盐浴炉热处理工安全技术操作规程 通用版 使用提示:本操作规程文件可用于工作中为规范日常行为与作业运行过程的管理,通过对确定的条款对活动和任务实施控制,使活动和任务在受控状态,从而达到安全生产和减少隐患的效果。文件下载后可定制修改,请根据实际需要进行调整和使用。 1.工作前指定炉前操作负责人,遵守一般热处理工安全操作规程,并做好如下准备: a.仔细检查测温仪表、仪器、电气设备接地线是否完好正确; b.检查抽风装置运转是否正常; c.检查次级铜板,主、辅电极是否被物体短路,清除盐炉炉面的凝固层和抽风口附近的污物,及时击碎凝固层,避免下榻爆出熔盐; d.入炉的工件、工具、夹具和挂具应绝对禁止有水,必须经过烘烤和预热。 2.调节电流时应首先将变压器断电。
1.盐炉启动时应用低电压,之后逐步升压。 2.工件不准与热电偶、电极相接触。 3.工件应捆扎牢固。掉入炉内工件,立即断电捞取。 4.填加盐类和脱氧剂,必须经过烘烤,并应缓慢加入,加盐量应控制在规定的范围。 7.中温盐炉每班脱氧、捞渣一次,高温盐炉连续工作4h 即应脱氧和捞渣。 8.每次停炉前应检查辅助电极是否完好,干燥放入时应首先断电。 9.高温盐炉使用温度一般不超过1300℃;中温盐炉使用温度一般不超过950℃;硝盐炉使用温度最高不得超过750℃。 10.工作中严禁硝盐带入中高温槽内,并严禁将棉丝物、木炭、石墨及氨盐带入硝盐炉内。
盐浴液体氮化处理
宁波铁凝科技盐浴液体氮化(QPQ)工艺: 一、盐浴液体氮化(QPQ)工艺: 工件在570±10℃工作温度,在熔盐中将(硫)氮、碳等原子渗入工件表层,赋予工件超强耐磨、硬度高、耐腐蚀、变形小、抗疲劳等诸多性能。熔盐本身是热载体和(硫)氮、碳原子活性原子,它与工件表面能充分接触,渗层及硬度均匀,稳定。对于耐腐蚀性能要求高且光洁度要求▽8以上的工件,通常采用氮化后加氧化、抛光、再次氧化。经NQPQ处理后的工件表面具有富氧氮化层,在保证耐磨、减摩、不变形、抗咬死和抗疲劳强度不变的同时,耐腐蚀性大幅提高,表面呈光亮黑色,美观、实用。 盐浴氮化前的工艺要求在盐浴氮化之前,复杂零件需进行在不低于580℃温度下正火并随后缓慢冷却的调质处理或采用高淬高回的前热处理工艺,补偿解决氮化后的轻微变形,精密零件处理前要在直径方向留有8±2μm的加工余。 二、盐浴液体氮化(QPQ)广泛应用于: 1、应用的行业: 汽车零部件、轻工机械、液压机械、齿轮、工具和模具制造等多种行业。常用产品有:锯条、螺丝、曲轴、缸套、柱塞、缸塞环、发动机气门、齿轮、蜗杆、钻头、刀具、高强度紧固件、销轴、铝压铸模、铝挤压模、塑料模、缝纫机零件、电气动工具零件等…… 2、常用的材料: 各种碳钢(20#、45#、40cr) 高速钢(W6Mo5Cr4V2 、W18Cr4V、W12Cr4V4Mo) 铸模钢热模氮化钢(3Cr2W8V H13 38CrMo1) 不锈钢:1Cr13、2cr13、201、301、304、316、1Cr18Ni9Ti) 球墨铸铁:QT20-60、QT400-17 、KmQTMn6 各种材料硬度: 碳钢、低合金钢:HV 500~700 铸铁:HV 500~800 热模钢、铸模钢、冲模钢(Crl2型):HV 700~1000 各种不锈钢、耐热钢:HV 800~1100 各种高速钢(淬火):HV 950~1200
热处理盐浴有害固体废物无害化处理方法
热处理盐浴有害固体废物无害化处理方法 JB /T 6047—92 中华人民共和国机械电子工业部1992—05—05批准 1993—07—01实施 1 主题内容与适用范围 本标准规定了热处理盐浴有害固体废物的化学处理工艺和安全技术要求。 本标准适用于热处理盐浴有害固体废物——钡盐渣、硝盐渣和氰盐渣的无害化处理。 2 引用标准 GB 7487 异烟酸——吡唑啉酮比色法 ZB Z71 001 热处理盐浴有害固体废物污染管理的一般规定 3 基本方法 分别采用化学沉淀法和氧化法对热处理盐浴三类废渣进行无害化处理。 3.1 盐浴废渣种类和来源 盐浴废渣种类和来源见表1。 3.2 钡盐渣处理 采用沉淀Ba 2+法,加入沉淀剂Na 2SO 4或Na 2CO 3+H 2SO 4,将可溶性有毒钡盐转变成难溶于水的无毒硫酸钡沉淀。其化学反应式如下: (1) 或 (2) 3.3 硝盐渣处理 采用氧化法,加入氧化剂NaClO ,将易溶于水的有毒亚硝酸盐氧化成无毒的硝酸盐溶液。其化学反应式如下: (3) 3.4 氰盐渣处理 采用Fe 2+络合和Fe 3+直接反应法,加入铁盐处理,先使氰根氧化成亚铁氰化盐,再进一步氧化,最后转变成无毒的铁氰化盐沉淀。其化学反应式如下: (4) (5) 4 盐浴废渣处理工艺 4.1 盐浴废渣处理工艺流程 4.1.1 废渣预处理工艺流程 废渣预处理工艺流程见图1。
4.1.2 钡盐渣浸出液处理工艺流程钡盐渣浸出液处.理工艺流程见图2。 4.1.3 硝盐渣浸出液处理工艺流程硝盐渣浸出液处理工艺流程见图3。
4.1.4 氰盐渣浸出液处理工艺流程 氰盐渣浸出液处理工艺流程见图4。 4.2 处理设备 粉碎机、搅拌机、溶渣槽、过滤器、贮液池、处理槽(缸)。4.3 材料或试剂 材料或试剂见表2。 4.4 盐浴废渣处理条件 盐浴废渣处理条件见表3。
QPQ盐浴复合处理技术的基本原理及操作注意事项样本
QPQ盐浴复合处理技术的基本原理及操作注意事项”QPQ”是英文”Quench—Polish—Quench”的字头缩写。原意为淬火—抛光—淬火, 在国内把它称作QPQ盐浴复合处理技术, 其中”盐浴复合”的含义是指在氮化盐浴和氧化盐浴两种盐浴中处理工件。QPQ盐浴复合热处理技术既能够使工件几乎不变形, 同时又能够大幅度提高金属表面的耐磨性、抗蚀性, 是一种新的金属表面强化改性技术。这种技术实现了渗氮工序和氧化工序的复合, 氮化物和氧化物的复合, 耐磨性和抗蚀性复合, 热处理技术和防腐技术的复合。 我司经过多年的实践独立开发了成分独特的渗氮盐浴配方, 其中添加了一种特殊的氧化剂, 使盐浴中的有害氰根含量保持在0. 2%以下, 同时盐浴中的有效成分氰酸根含量长期保持稳定。试验表明, 现有气体软氮化和离子渗氮基本上都能够用QPQ盐浴复合处理技术来代替, 而且能够大为提高工件的耐磨性和抗蚀性。其抗蚀性可达到Cu-Ni-Cr多层电镀的水平,成功的应用于气弹簧、刀具、模具、纺织机械、汽车等行业, 经过对零件的滑动磨损试验, 耐磨性比发黑处理高出几百倍。经过海水防腐试验, QPQ处理的零件均比发黑处理的零件提高几十倍, 效果很好。 由于新技术, 因此工艺上就有其独特的要求, 操作中必须严格规范, 工件才能达到耐磨性和抗蚀性的要求, 并得到较为美观的外表(黑亮色)。下面就工艺中几个关键步骤加以分析讨论: 一、QPQ技术的基本工艺过程
1、工件清洗---清水漂洗—预热—盐浴氮化—盐浴氧化—冷水 冷却—热水浸泡—清水漂洗—烘干—抛光—二次氧化—抛 光—包装。 预热( 空气炉) 350-400℃、20-30min 氮化( 盐浴炉) 550-580℃、60-180min 氧化炉( 盐浴炉) 370-400℃、20-40min 预热的作用: 预热的作用是烤干工件表面的水分, 使冷工件升温后再入氮化炉, 以防带水工件入氮化炉后引起盐浴溅射和 防止冷工件入炉后氮化炉温度下降太多。一般温度下降不超 过30℃, 同时预热对减少工件变形和获得色泽均一的外观也 有一定的作用。 氮化: 氮化是QPQ盐浴复合处理技术的核心工序, 由于氮化盐浴中氰酸根( CNO-) 的分解产生活性氮原子, 在金属表面形成耐磨和抗蚀性很高的化合物层和耐疲劳的扩散层。 氧化: 氧化的主要作用可使工件从氮化炉带出的盐中的氰根( CN-) 彻底分解, 消除公害, 同时在工件表面形成黑色的氧化膜( Fe3O4) , 增加抗蚀性, 对提高耐磨也有一定的好处。 2、渗层外貌及特征 QPQ盐浴复合处理以后在钢的表面形成的渗层外貌: 最外面是氧化膜, 主要成分是( Fe3O4) , 氧化物层里面是化合物层, 也称”白亮层”, 主要成分是Fe2-3CN, 化合物层以内是扩散层, ( 1) 化合物层:
模具热处理
一.技术先进 QPQ盐浴复合处理技术是世界最新金属表面强化技术。该技术通过在金属表面渗入多种合金元素,从而大幅度提高产 品的耐磨性能。它被广泛用于汽车、机车、工程机械、纺织机械、轻工机械、仪表、工模具等各种行业。自德国DEGUSSA 公司推出QPQ技术后,其用户遍及德、美、英、日等国约800多家.如:美国的通用电器[GE]公司有该工艺不仅成功的取代了镀硬铬工艺,改善了机车柴油机缸套的耐磨、耐蚀性、而且降低了成本,同时消除了六价铬的公害;日本本田公司有数套自动化的QPQ设备分设国内外,有150多种汽车、摩托车零件采用了此技术,年处理量6万吨;丰田和日本公司每月数百吨零件采用此技术处理.国内的杀害大众汽车等众多厂家采用此技术有于大量处理曲轴、模具、工具、汽车、柴油机、摩托车、纺织配件等. 二.性能优良 1.比较的表面硬度 产品经QPQ处理2-3小时,总渗层可到达0.4-0.6MM,下面是部分材料 经QPQ处理后的白亮深度和硬度: 材料牌号举列前处理处理温度处理时间表面硬度Hv0.1 白亮层深度 纯铁 570 2-4小时 500-650 12-25μ 底碳钢 A3,20,20Cr 570 2-4小时 550-770 12-25μ 中碳钢 45,40Cr 570 2-4小时 550-770 12-25μ 高碳钢 T8,T12 570 2-4小时 550-770 2-25μ 氮化钢 38CrMoAL调质 570 2-4小时 950-1050 12-20μ 铸模钢 3Cr2W8V 淬火 570 2-3小时 950-1000 10-17μ 热模钢 5CrMnMo淬火 570 2-3小时 770-900 10-20μ 冷模钢 Cr12MoV高温淬火 520 2-3小时>950 10-20μ 高速钢 W6Mo5Cr4V2[刀具] 淬火 550 4-45分钟 1000-1300
盐浴炉热处理工安全操作规程标准范本
操作规程编号:LX-FS-A74318 盐浴炉热处理工安全操作规程标准 范本 In The Daily Work Environment, The Operation Standards Are Restricted, And Relevant Personnel Are Required To Abide By The Corresponding Procedures And Codes Of Conduct, So That The Overall Behavior Can Reach The Specified Standards 编写:_________________________ 审批:_________________________ 时间:________年_____月_____日 A4打印/ 新修订/ 完整/ 内容可编辑
盐浴炉热处理工安全操作规程标准 范本 使用说明:本操作规程资料适用于日常工作环境中对既定操作标准、规范进行约束,并要求相关人员共同遵守对应的办事规程与行动准则,使整体行为或活动达到或超越规定的标准。资料内容可按真实状况进行条款调整,套用时请仔细阅读。 1.工作前要指定炉前操作负责人,遵守一般热处理工安全操作规程。并做好如下准备: (1)必须穿戴好工作服、工作帽、皮鞋、眼镜或防护面罩; (2)仔细检查测温仪表、仪器、电气设备接地线等是否完好正确; (3)检查抽风装置是否正常,液体氰化炉应单独抽风; (4)检查汇流铜板,主、辅电极是否短路。 (5)清除盐炉炉面的凝固盐层和抽风口附近的污
物,击碎凝固盐层,避免熔盐爆出; (6)入炉的工件、工具、夹具和挂具等均应干燥无水,必须经过烘烤或预热。 2.调节电流时应先将变压器断电。 3.盐炉启动时应采用低电压,以后逐渐升压。 4.工件不准与热电偶,电极相接触。 5.工件应捆扎牢靠,若掉入炉内应断电后捞取。 6.添加的盐类及脱氧刑,必须经过烘烤并应缓慢加入。加盐量应控制在规定范围内。 7.中温盐炉应每班脱氧、捞渣一次。高温盐炉连续工作4小时即应脱氧。 8.每次停炉前应检查辅助电极是否完好、干燥,放入时应首先断电。 9.高温盐炉使用温度一般不超过1300℃,中
QPQ盐浴氮化处理
QPQ盐浴氮化处理_提供芜湖地区42CrMo产品QPQ盐浴氮化处理加工业务 一、工艺简介 二、QPQ技术将热处理与防腐蚀处理一次完成,处理温度低,时间短,能同时提高零件表面硬度、 耐磨性和抗蚀性,减少摩擦系数,变形小,无公害。具有优化加工工序,缩短生产周期,降低生产成本的优点。 QPQ技术在工艺上它是热处理技术与防腐蚀技术的结合,在性能上它是高耐磨性和高抗蚀性的结合,在渗层上是由多种化合物组成的复合渗层。因此国外认为这是金属表面强化技术领域内的巨大进展,把它称之为一种新的冶金方法。 QPQ盐浴复合处理技术在上世纪70年代由德国公司发明,经过几十年的不断地发展改进,应用范围越来越广,因此在国外被认为是金属表面强化技术领域内的巨大进展,把它称之为一种新的冶金方法。目前,QPQ 盐浴复合处理技术在国内也得到大量推广应用,尤其在汽车、摩托车、轴类产品、电子零件、纺机、机床、电器开关、工模具上使用效果非常突出。 二、技术特点: 1、良好的耐磨性 QPQ工艺中,金属材料在570±10℃的工作温度下与盐浴液体发生反应,可以在金属表面形成一层品质优良的致密的化合物层。该化合物完全由ε氮化铁组成,能够高效地提高金属表面的硬度、致密性、从而使金属表面拥有良好的耐磨性能。处理后金属材料表面硬度值的高低主要取决于钢中的合金元素,合金元素含量越高,则其渗层硬度越高。按渗层硬度的高低,可以把常用材料分成以下几大类: (1)碳钢、低台金钢 代表钢号:20、45、T iO、20Cr、40Cr等。渗层表面硬度:500—700HV (2)合金钢
代表钢号:3CrW8V、Crl2MoV、38CrMoA l、1Crl3—4Cr13等。渗层表面硬度:850—1000HV (3)高速钢、奥氏体不锈钢 代表钢号:淬火的Wl8C r4V、W6Mo5C r4V2及1Crl8Ni9Ti等渗层表面硬度:1000—1250HV (4)铸铁 渗层表面硬度:>500HV 下图是40Cr材料的工件经过不同处理方式后所做的滑动磨损试验数据,以QPQ的磨损值0.22mg为基准,QPQ工艺的耐磨性是镀硬铬2.1倍,离子氮化的2.8倍,高频淬火的23.7倍以及常规淬火的29.4倍。 2、良好的耐腐蚀性 下图为45#钢经过QPQ盐浴复合工艺、镀装饰铬、镀硬铬和普通发黑处理后与1Cr18Ni9Ti不锈钢以及1Cr13材料的中性盐雾试验对比。可以看出45#钢经过QPQ处理耐腐蚀性是1Cr18Ni9Ti不锈钢的5倍,是镀硬铬的70倍,更是普通发黑的280倍。其他材料经过QPQ工艺处理后,中性盐雾测试能达到100-300小时。 3、良好的耐疲劳性 经过QPQ盐浴复合工艺处理后的金属表面引入和产生了很高的残余压应力,其结果导致了大大提高各种类型的抗疲劳强度,经过试验证明可提高抗疲劳强度100%左右,减缓点蚀、锈蚀等表面缺陷的产生。 4、极小的变形 QPQ盐浴复合处理技术由于工艺温度低,在钢的相变点以下,不会发生组织转变,因此,与产生巨大组织应力的淬火、高频淬火、渗碳淬火和碳氮共渗等硬化工艺相比,处理后工件的变形要小得多。同时由于在570—580℃氮化以后,工件要在350—400℃保温15—20min,这会大大减少工件冷却时产生的热应力,因此QPQ盐浴复合工艺处理后工件几乎不变形,是变形最小的硬化技术,可以有效的解决常规热处理方法难以解决的硬化变形难题。 5、低碳环保
QPQ技术简介
QPQ技术简介 一、QPQ技术简介 QPQ盐浴复合处理技术的名称源于它是在氮化盐浴和氧化盐浴两种盐浴中处理工件,实现了氮化工序和氧化工序的复合;渗层组织上是氮化物和氧化物的复合;性能上是耐磨性和抗蚀性的复合;工艺上是热处理技术和防腐技术的复合。 “QPQ”是英文Quench—Polish—Quench的字头缩写。原意为淬火(快冷)—抛光—淬火(快冷),从专业上来讲,这种说法不够确切,但在国际上已经习惯地沿用至今。 通常表面硬化技术只能提高金属表面的耐磨性,表面抗蚀技术一般只能提高金属表面的抗蚀性,而QPQ盐浴复合处理技术则可以同时大幅度提高金属表面的耐磨性和抗蚀性,提高的幅度均比常规硬化和抗蚀技术高10倍以上,因此它被称为冶金学领域内的革命性新技术。同时该技术还具有工件几乎不变形、无公害、节能等优点。 QPQ盐浴复合处理技术的核心是其无公害的盐浴配方。该配方由德国迪高沙公司实行可口可乐式的独家国际垄断,以向用户提供成品生产用盐(从不提供盐浴配方)和生产设备的方式向世界各国进行成套技术转让。 该技术开发以后,世界上一些著名的大公司率先从德国引进了成套技术。美国通用电器公司(GE)用这项新技术成功地取代了内燃机车缸套的镀硬铬工艺,消除了六价铬对环境的污染,并提高了产品的耐磨性和抗蚀性。美国康明斯公司利用此项技术解决了进、排气门的耐磨抗蚀问题。德国大众轿车的凸轮轴,奥地利斯太尔重型汽车驱动桥减速器的内齿轮也采用了这项技术。该技术几乎被日本所有汽车厂家采用,其中以本田公司最有代表性,该公司有五座大型自动化设备分设于国内外,处理零件达150多种,年处理量达6万吨。 二、QPQ技术的渗层性能及特点 1)极高的耐磨性 在MM200型试验机上进行了严格的滑动磨损试验,40Cr钢经QPQ盐浴复合处理后,耐磨性可以达到常规淬火的30倍,低碳钢渗碳淬火的14倍,离子氮化的2.8倍,镀硬铬的2.1倍。 对45钢进行的滚动磨损试验取得了与滑动磨损试验类似的结果。 国外对40Mn钢进气门和5Cr21Mn9Ni4N钢排气门耐磨性比较试验,结果说明经QPQ盐浴复合处理的气门的耐磨性比镀硬铬的气门大都高2倍左右。 2)好的抗蚀性 A) 露天放置试验 在四川盆地潮湿的条件下,进行了室外露天遮雨放置试验,这更接大大多数产品的存放条件,45钢经QPQ盐浴复合处理后,抗蚀性可以达到镀硬铬的16倍,1Cr13不锈钢的26倍,1Cr18Ni9Ti不锈钢的4.5倍。 B) 盐雾试验 在试验室条件下进行了标准的5% NaCl 水溶液盐雾试验,经QPQ盐浴复合处理的45钢抗盐雾腐蚀能力为1Cr18Ni9Ti不锈钢的5倍,镀装饰铬的35 倍,1Cr13不锈钢的40 倍,镀硬铬的70倍,发黑的280倍。 C)失重试验
浅谈四把火
浅谈四把火 “四把火”是指冶金工业生产中最重要的四项热处理工艺包括退火,正火,淬火,回火。 一、“第一把火”退火 退火是将工件加热到适当温度,保持一定的时间,然后缓慢冷却(一般随炉冷却)的热处理工艺。 退火的主要目的是为了降低钢铁材料的硬度,提高塑性和韧性,改善切削加工性能和锻压加工性能;细化钢铁材料组织,均匀其化学成分;消除钢铁材料的内应力,防止其变形和开裂;为后续加工或热处理做准备。 退火主要用于碳素结构钢、合金结构钢的铸件、锻件、焊件及钢锭等。 根据钢铁材料的化学成分和退火目的的不同,退火通常分为完全退火、等温退火、球化退火、去应力退火、均匀化退火等。(部分退火的加热温度范围如图 01所示。部分退火工艺曲线如图 02所示。) 图 01 部分退火工艺加热温度范围示意图 图 02 部分退火工艺曲线示意图
二、“第二把火”正火 正火就是将工件加热到奥氏体化后,保持适当的时间后,在空气中冷却的热处理工艺。正火与退火相比,一般加热温度比退火高;冷却速度比退火快,过冷度较大,因此正火后得到的组织比较细,强度和硬度比退火高。另外,正火与退火相比具有操作简便、生产周期短、生产效率高、生产成本低的的优点。 正火的目的与退火类同,不过具有更高的力学性能,主要用于对于力学性能要求不高的普通结构零件,正火可作为最终热处理。对于低中碳结构钢,主要是提高硬度,改善切削加工性能;对于过共析钢,为球化退火、淬火做组织准备。 三、“第三把火”淬火 淬火是指将工件加热到奥氏体化后,保持一定时间,然后以适当速度冷却获得马氏体(或贝氏体)组织的热处理工艺。 淬火的主要目的就是为了强化材料,提高材料的强度或硬度,用于要求有较高强韧性的工模具和弹簧及要求高硬度的零件之中。这里要注意,淬火后的工件是不能直接使用的,必须进行回火后才能投入生产、使用。 不同的钢种其淬火加热温度不同。非合金钢的淬火加热温度可由铁碳合金相图确定,如图 03所示。 图 03 非合金钢淬火加热的温度范围 淬火加热时间包括升温时间和保温时间。可参照热处理工艺曲线(图 04)。 图 04 热处理工艺曲线
QPQ处理工艺
什么是QPQ处理工艺? 发布时间:2008-3-4 什么是QPQ处理工艺? 这是一种盐溶液体氮化技术,即在盐浴炉中进行的热化学扩散与钝化以及精密处理相结合的无公害金属表面处理工艺。金属在两种不同性质的低温熔融盐熔液中作复合处理,先使多种元素同时渗入金属表面形成由几种化合物组成的复合渗层,以使金属表面得到强化改性。这种复合处理技术与提高耐磨性的单一热处理技术和提高抗蚀性的单一表面防护技术相比,它可以同时大幅度地提高金属表面的耐磨性和抗蚀性。单一热处理技术或表面防护技术是无法同时达到这两个要求的。 旋转接头零件QPQ处理工艺的参数 根据不同的金属材质,可在最高不超过425℃的盐浴炉中进行90~120分钟的处理。 QPQ处理工艺特点 1、可在工件表面生成双层的氮化层,对于黑色金属表面化合层可达到10~25微米深度,扩散层深达0.3~0.8mm。 2、具有表面乌黑发亮的色泽,化合层均匀性极佳,表面硬度高,有很高的耐磨性、耐腐蚀性。中碳钢的耐磨性可以达到常规淬火的30倍,低碳钢渗碳淬火的14倍,离子渗氮的2.8倍,镀硬铬的2.1倍,疲劳强度提高40%以上。 3、抗腐蚀性比电镀硬铬高70倍以上,远远高于镀镍,达到铜镍铬三层复合镀的水平,比1Cr18Ni9Ti不锈钢还高5倍,是发黑的280倍。 4、盐浴复合处理后工件几乎不变形,是变形最小的硬化技术,可处理加工精度要求很高的工件,粗糙度在1.0μm以上的工件处理后无变化,粗糙度在0.5μm以下的工件处理后粗糙度略微增加。 5、可以同时替代淬火(高频淬火、渗碳淬火)―回火―发黑(镀铬)等多道热处理和防腐工序,大大缩短生产周期,提高工件品质。 6、无公害水平高、不污染环境 QPQ处理后零件的优点 在工件表面生成具有极高耐摩擦性、抗咬合性、耐磨损性、防腐蚀性以及较高疲劳强度的表面层。并且不具有其它表面镀层工艺所遇到的问题—氢脆。综合性能优于发蓝、镀铬、锌、镍等表面镀层工艺。
关于模具热处理的一些经验
关于模具热处理的一些经验分享~ 2016-01-01 1. H13模具钢如何热处理硬度才能达到58度? 进行1050~1100度加热淬火,油淬,可以达到要求,但一般热作模具是不要求这么高的硬度的,这么高的硬度性能会很差,不好用,一般在HRC46~50左右性能好、耐用。 2. 模具热处理过后表面用什么洗白? 问题补充:我是开模具抛光店的,一般模具都用油石先打过再拿去渗氮,渗氮回来又要用油石把那一层黑的擦白,再抛光很麻烦,不擦白打不出镜面来,材料有H13 的,有进口的好多种,如果有药水能洗白的话,就可以直接抛光了。 (1)可以用不锈钢酸洗液,或者盐酸清洗。喷砂处理也可以。磨床磨的话费用高,而且加工量大,有可能使尺寸不达标的。盐酸洗不掉的话,估计您用的是高铬的模具钢?是D2还是H13?高铬模具钢的氧化层比较难洗掉。用不锈钢酸洗液应该可以,磨具商店或者不锈钢商店都有卖的。 (2)你们没有不锈钢酸洗膏吗?那种可以。H13这类含铬比较高的模具钢,氧化层是难以用盐酸洗掉的。还有一个办法,我自己也在用。你们的模具既然已经油石磨过,表面就是比较光滑的。实际上,可以先只用粗的油石打磨,或者用
砂带打磨,之后就去热处理。回来之后再用细油石打磨。而我用的办法是,用纤维轮先打磨,就可以有效的把黑皮去除,再研磨抛光。或者喷砂,用800 目的碳化硼做一遍喷砂试试,应该就能够去除黑皮,还不需要化太多功夫重磨。 3.热处理厂对金属是怎么热处理的? 热处理厂的设备非常多,炉子大概有箱式炉,井式炉,箱式炉用的最多,很多热处理都可以在这里面处理,比如退火,正火和淬火的加热过程,回火这些常见的热处理。 其实就是一个用电加热的炉子,先将炉子升温到预定温度,然后把工件丢进去,等待一段时间到预定温度,然后保温一段时间,然后取出,或者在炉子里一起冷却,井式炉一般是作为渗碳处理设备,是一个埋到地下的炉子,工件放进去之后,密封,然后往炉子里面滴入一些富碳液体,比如煤油或则甲醇,然后在高温下这些液体分解成碳原子渗入工件表面。 淬火池是淬火的场所,就是一个池子,里面有水溶液或者是油,就是箱式炉出来的工件淬火的冷却的地方,一般就是直接丢进去,然后等一段时间捞出来。还有其他的一些设备,比如高频机,就是一个可以将50 赫兹的工频电变成一个200K 赫兹电流的超大功率的设备,比如常见的有200 千瓦的最大功率,然后用一个内部通冷却水的铜管做的线圈放在工件的外面,一般几十毫米的工件,几秒种到十几秒的时候你就看到工件表面变红,表面温度到预定值的时候,然后有一个水套升上来喷淬火液到工件表面,完成淬火过程。常见的就这些了。 4.我们最近的Cr12 或Cr12MoV 的材料热处理和裂了几次了,为什么
- 盐浴液体氮化处理
- 盐浴炉热处理工安全技术操作规程(2021)
- 热处理盐浴炉操作规程
- 盐浴炉热处理安全技术操作规程
- 盐浴炉热处理工安全技术操作规程标准版本
- JBT 6048-1992 Salt bath heat treatment热处理盐浴
- 盐浴炉热处理工安全技术操作规程
- 盐浴加热热处理对人体的危害及其防护
- 盐浴炉热处理安全技术操作规程(2021)
- 盐浴炉热处理工安全技术操作规程通用版
- 盐浴炉热处理工安全操作规程(正式)
- 热处理盐浴有害固体废物无害化处理方法
- 热处理盐浴配方
- 盐浴炉热处理工安全操作规程标准范本
- 热处理盐浴配方
- QPQ盐浴复合热处理技术
- 盐浴炉热处理安全技术操作规程示范文本
- 盐浴金属热处理种类特点及技术发展动向
- 盐浴炉热处理工安全技术操作规程正式样本
- 盐浴液体氮化(QPQ)工艺