管道漏磁检测工具使用概述

管道漏磁检测工具使用概述
在某一特定方向的磁通量的钢件。
线大部分通过管壁。因此,管壁是一
虽然大部
也有一部分
天然气输
管道缺陷处的磁场在缺陷处的磁力线密
度小于周围的磁力线密度。在缺陷处
的两面磁通量产生变化。此外,气耦
在管道(磁铁侧)放置一个传感器通
用于测量管壁相邻磁场。在管道缺陷
处,传感器记录了更高的磁通密度或
磁场,这表明此处存在一个缺陷。在
这种方式下,磁通泄漏导致漏磁工具
检测到异常,。磁通泄漏量取决于测
检查目标
漏磁的检查通常用于探测,定位和表征天燃气管道的缺陷及其他异常。缺陷的类型有很多种,而不是所有这些异常可以通过漏磁检测或特点。
缺陷和异常的类型
漏磁检测工具通常用于探测,定位和表征金属损耗和天然气输送管道的其他异常。缺陷的类型有很多种,而不是所有这些异常可以通过漏磁检测或特点。
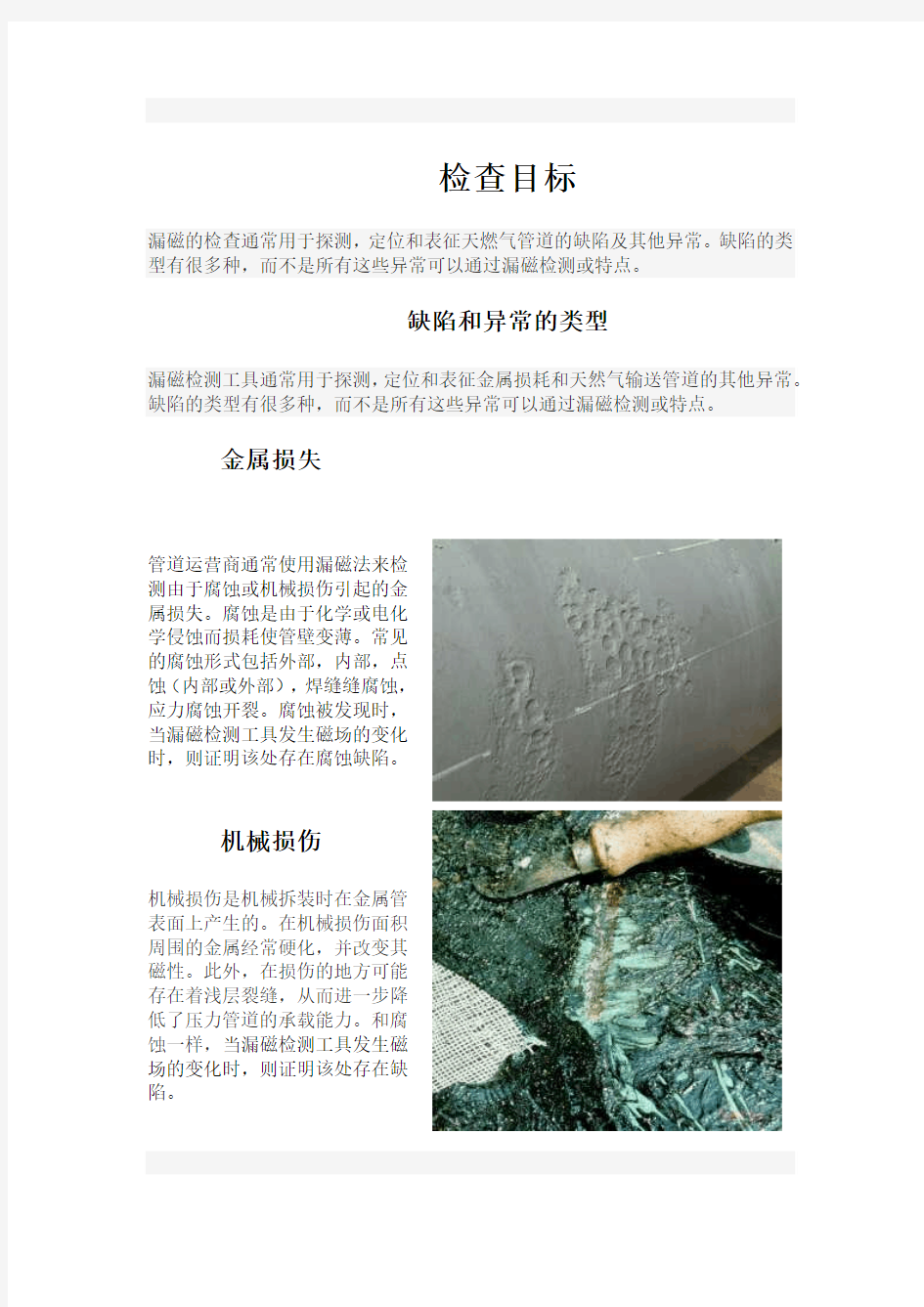
金属损失
管道运营商通常使用漏磁法来检
测由于腐蚀或机械损伤引起的金
属损失。腐蚀是由于化学或电化
学侵蚀而损耗使管壁变薄。常见
的腐蚀形式包括外部,内部,点
蚀(内部或外部),焊缝缝腐蚀,
应力腐蚀开裂。腐蚀被发现时,
当漏磁检测工具发生磁场的变化
时,则证明该处存在腐蚀缺陷。
机械损伤
机械损伤是机械拆装时在金属管
表面上产生的。在机械损伤面积
周围的金属经常硬化,并改变其
磁性。此外,在损伤的地方可能
存在着浅层裂缝,从而进一步降
低了压力管道的承载能力。和腐
蚀一样,当漏磁检测工具发生磁
场的变化时,则证明该处存在缺
陷。
金相异常
漏磁检测还可以检测漏一
些冶金异常现象,而这通
常被管道运营商认为是无
害的。在这里,金相异常包
括硬质点、叠片、裂片、
结痂,夹杂物,和各种各样
的其他缺陷。
硬质点是一个区域内的硬度远高于它周围的硬度。当氢原子存在于钢板
或管坯的制造过程中的冷却不均匀或淬火裂纹,从而导致成形失败,可
以形成硬质点。
叠片是内部的金属分离,一般都是平行的管道表面。裂片和结痂已进入
表面金属件;结痂通常是由于铸造缺陷而轧制过程中裂片进入。夹杂物
是钢凝固过程中被困在其中的非金属颗粒。
由于这些缺陷在漏磁检测时改变了原有的磁场,所以很容易被检测出来。
硬质点,结痂,和裂片等缺陷明显改变管道的磁学性质,但夹杂物和的
叠片一般不能改变管道的磁学性质。因此,硬点,结痂,裂片比夹杂物
和叠片容易找到。漏磁检测有一个优势,就是能够检测到某些检测系统
不能检测的缺陷类型。由于漏磁系统是不是很敏感,夹杂物和叠片(这
通常被认为是,而不是缺陷的缺陷),必须分析的迹象是低于其他检测
系统的漏磁工具。事实上,漏磁金属损失缺陷的重点,使得它的许多检
测应用的首选技术。
裂纹
漏磁检测工具会偶尔发现裂缝,虽
然他们没有为此而设计的。只在有
限的条件下可以发现类似裂缝的
缺陷。管道裂缝并不常见,但这种
情况发生是由于疲劳,应力腐蚀,
焊缝缺陷。选择性焊接腐蚀往往与
裂缝分组,因为它会导致一个楔形槽的缺陷有点像一条缝。裂痕有时被发现,当他们在一个方向,显著影响周围的缺陷磁场导向。
凹痕和变形
漏磁检测工具可以检测凹痕和
变形,虽然他们也不会为此而
设计的。凹痕是在钢管表面凹
陷,变形是由于过度弯曲或压
缩产生的管道局部塌陷。当传
感器未与管壁完全接触时,漏
磁检测工具可以检测凹痕和变形,。凹痕和变形的检测没有在本报告中详细介绍。
漏磁检测工具最常用在检测金属损失上。金属损失区域的严重程度是它的几何形状,管道的几何形状及其其机械性能的变化。目前已制定标准,如ASME B31G和RSTRENG,估计损失金属地区的失效压力。其他类型的缺陷检测工具已经或正在开发。了解失效的标准是非常重要的,这是为了了解漏磁工具检测和表征的精度要求。
运营商根据的管道条件的维护和维修策略确定检测和鉴定的要求。一些运营商的有志于确定其中正在形成缺陷的位置,和他们注重检测那些容易变大的小的缺陷。其他人则在确定大的缺陷,可能会影响到整个管线的完整性,他们将更加重视对检测或鉴定的准确性。他们总是需要较高
的检测可靠性,特别是对威胁管道完整性的缺陷。检查结果优先用于进行实地调查,或采取补救措施时,需要良好的表征精度。
检测界限要求
检测需求是一种功能的整体目标的一个检验。一些运营商使用这种检查来确定未来的问题领域。在这里,检测是为了发现缺陷或者能长大的缺陷。其他运营商更感兴趣的是确保他们的管线线有没有缺陷或严重威胁的
完整性的缺陷。在这种情况下,检测发现较大的缺陷。
不足和缺陷的尺寸
(Φ36 x 0.375 X60)
漏磁检测的缺陷检测要求可从上面的曲线估计。在图中的屈服应力,因为它设计和维修共同的参考值。此外,它是一个最大允许缺陷,在这个定义和在ASME B31G验收标准中的可接受缺陷之间的分界线。
设计规范和标准中一般假设管道能承受的最大压力等于屈服压力。因此,图中所示的曲线,可以漏磁检测工具确定的检测的最低下限。如果发现漏磁工具金属损失的区域,是小于曲线显示则工具可以检测到的缺陷以及缺陷。
缺陷存在于右上方显示的曲线里面。漏磁工具可以检测出的这些缺陷一定是大于最低下限的。接受检测的概率是很难界定的,管道运营商所使用的检测所需的概率只有有极少数的成果。
一些运营商已经指定“检测报告所有的一般腐蚀...大于20%......
所有点蚀...大于40%,有80%的把握。这意味着可错过的缺陷概率大于20%。作为一个例子,有关检测概率已经指定的重复性率,一个运
营商已经指定了95%的可重复性率。如果一再错失的缺陷,可重复性
是难以检测的可靠性。
表征精度要求
漏磁检测的精度要求,取决于管道运营商对目标进行的检查。如前所述,一些经营者需要确定不完善或缺陷形成的地方。在涂层被破坏的地区,例如,水和土壤条件下可以导致腐蚀缺陷。其他运营商的目的只在于确定关键缺陷,并有小的缺陷和不完善之处定位的重点。表征的准确性是非常重要的,在区分缺陷和不完善和管道组件不相关的迹象。
检测界限的要求,显示了典型缺陷和破损的边界之间的界限。类似的曲线可以用来评估的敏感程度异常的严重程度是否是错误的长度和深度。了解一个地区的金属损失的严重程度作为数的长度和深度是重要的,理解当精度的长度和深度是必要的。
错误检测的敏感性
(Φ36 x 0.375 X60)
上面显示的几条曲线的缺陷,在不同应力下失效。底部曲线是屈服压力为100%失效的缺陷;中间的曲线是屈服应力的95%,顶部曲线是屈服应力的90%失效的缺陷,对缺陷。像以前一样,纵坐标(x轴)是缺陷的长度和横坐标(Y轴)是缺陷的深度。
缺陷长度的准确性是非常重要的,当一个长度错误估计导致的结果非常严重的。对于30%的深14英寸长的缺陷以上,长度在两英寸的缺陷并没有明显改变失效应力。因此,在长度误差不会显著影响计算。
更深层次的缺陷,长度误差变得越来越重要。两英寸的误差为60%,深4英寸长的缺陷,导致在更大的错误的严重性。所以,长度精度比更浅的缺陷,更短的深缺陷重要。
大多数检测工具,具有良好的精度,估计个别缺陷的长度。但是当几个缺陷非常接近时出现困难。在检测报告中,许多厂商将“本集团”作为复合材料缺陷的个别缺陷,即,两个或更多的缺陷是作为一个单一的缺陷报告。这种做法是非常保守的,尤其是当一些深层缺陷进行分组。
最完整的分析方法允许腐蚀坑(简称深缺陷)被视为个别坑处理时,他们的分离是相当小。例如,坑可以作为单独的缺陷处理时,分离大于三倍壁厚或一英寸。显然,报告四个2英寸长的缺陷,作为一个8英寸长的缺陷,会导致严重的错误。
深度的准确性是非常重要的,当一个缺陷在深度上出现严重的错误时,会导致严重错误估计。对于上述两个缺陷,深度误差的影响是相似的:深度10%的错误在估计每个缺陷的严重性时导致在5%左右的误差。因此,短深的缺陷,则长度的准确性是最重要的,深度的准确性对所有缺陷非常重要的。
表征的准确性也是管线检查发现迹象一种功能。有一些迹象,管道运营商可以调查所有的迹象。在这里,检测可能是最重要的,而表征是
不太重要。上述许多迹象表明,表征精度更重要。同样,表征可能是至关重要的,如果指示不轻易或独立的调查。
实地评估和维护时需要准确地定位缺陷的位置。可以帮助所在区域的缺陷和验证的准确性和维护文档记录,如管道环焊缝,壁厚的变化,阀门需要的关闭功能。通常情况下,定位精度的要求,依靠这个可供检测的标记系统。
定位精度要求
准确确定缺陷的位置是至关重要的,因为运营商必须亲自完成一个缺陷报告。额外的检查或预防性维护工作时困难而且昂贵的,例如在海底线的定位精度或过河的地方的定位也是重要的。
整体位置的要求往往是基于防止不必要的破坏的需要。通常情况下,气孔用于检查可能的缺陷。气孔的大小不等,但通常暴露在3至15
英尺的管道上。因此,漏磁检测工具必须找到它的具体位置,以减少不必要的破坏。在关键领域中。定位精度要求更加严格。在海底应用,它是必要的,可能发现埋藏线和涂料存在的缺陷。在这里,它可能是必须要找到一个或更多的标志。
在一般情况下,从最近的参考点,如主线阀,分支连接,或交叉点,漏磁检测工具检测到缺陷精度±0.1%。通常情况下,达到必要的定位
精度,管道供应商提供的地面标记(AGM)系统的检测,通常是由漏
磁检测工具通过检测磁场的快速变化得到的。股东周年大会上指出的运
行时间,允许作为输入的数据记录上的固定参考的位置。全球卫星(GPS)的调查数据可以使用,位置应切实可行做出永久地标记。
错误的检测报告是被归类为缺陷。通过适当的管道特征识别和分析,可以减少错误报告。为检测出来缺陷是错误报告缺陷的对面。未检测出的缺陷是更为严重的是可导致由于速度高,机械故障,感应器或数据采集系统故障的盲区。通常情况下,有一个误报和漏报精度之间权衡。
误检和漏检的精度要求
误报是归类为异常的地方没有缺陷,或存在严重缺陷。漏磁工具,
其性质是接收从管道与周围环境传来的信号。有时,这些迹象都定性为异常。误报的两个常见的原因是附近的管道和套管偏心金属物体产生的。如果这些特征都认为是缺陷,则会在没有缺陷的地方产生昂贵的维护和善后工作。
如果在有许多明显迹象的地方无法找到的误报的原因,误检可能导致相当数量的额外工作。当外管表面观察无异常,异常则可能是管内表面上。此时,就需要使用其他的无损检测技术的额外检查,以寻找内部异常。
误检是否一个可接受的水平,取决于检查结果如何使用。如果所有出现异常的迹象的特征,误检的数量必须是低的。很少有接受没经过具体论证的报告。一些运营商指定“无显著缺陷分类”,而认为他调查了所有的异常迹象。
漏检是一个比误检更为严重,特别是可能危及管道完整性。漏检是从数据分析中的错误或盲区。在分析错误通常会导致产生小幅度的信号异常,或者大型或严重的异常。分析错误导致异常信号时,误认为那些从管道周围的其他环境产生的。
许多因素可以导致盲区。大多数检查供应商的指定工具速度在可接受的范围内,如果速度超过将不能保证精度,例如,每小时10英里。从管壁和传感器系统故障导致分离的碎片也可能导致盲区。一些检查厂商也定义焊缝周围的盲区,管道内侧及附近一些管道组织,如附件。
分析漏磁检测的数据
最后一步是在漏磁检测分析。分析从测量的漏磁场(或缺陷)的过程估计缺陷几何形状和深度,。漏磁数据分析的技术的结果取决于设计和运作时漏磁检测工具的能力和局限性。典型的设计折中方案,包括选择一个较短的磁极间距,以提供更好的检测能力,通过急弯或更大的升空(穿)板,提供较长的运行检测。
漏磁信号的解释是困难的,因为没有信号的形状和几何缺陷或严重程度之间的简单关系。表征复杂的检测,包括流速,剩磁,钢的性能变化,工作应力相关的检测变量。本节的目的是展示通常用于分析漏磁在线检测数据分析技术的表征能力。
结果预期,如检验要求,包括检测位置和表征的精度。这些都将在下面讨论。
定位精度
漏磁供应商报告他们的检测工具提供3至7英尺或0.1%至0.3%的距离内,从最近的参考点的位置精度。检测工具从已知的参照点指示的位置确定里程表测量。因此,工具的定位精度取决于里程表的准确性和参考点的位置上。
一个管道运营商最近报道在管道沿线每隔1.5英里用磁性参考标记点。一个1.5公里的间距和0.1%的误差,给出了一个4英尺内的标记之间的中途的预期定位精度。实际漏磁工具的定位精度有少数报告。一个检测工具供应商报告说,97%的检测迹象是在5英尺深的实际情况准确的管道阀门,分支连接,和其他管道附件的详细图纸,帮助检测工具提高定位精度。通过设置参考点(例如,磁标记)每英里或更小,供应商可以定制其所需要检测工具定位精度。在管线上有许多明确定义的参考点,这些精度可以接近几英寸。
定位精度存在里程表不准确及其他限制。里程表不准确导致磨损和测量结果偏移。
检测界限
在一般情况下,漏磁场的振幅与金属损失量。因此,检测工具检出最低金属损失的区域或漏磁工具的下限和该区域的长度,宽度,深度有关。
已公布的几份报告给出了漏磁工具的检测界限。对于传统的检测工具,供应商能够检测到的最小的腐蚀坑深度介于15%和20%的壁厚。同样,最小检出坑的长度和宽度,壁厚的80%。对于先进的工具,检测到的最小的腐蚀坑是20%至70%,另一个20至40%。20%的深度是指腐蚀补丁;三次管壁厚度长度和宽度等于40%至70%的深度是指坑是第三个较小。
油气管道漏磁检测缺陷的三维成像技术
第28卷 第5期2007年9月 石油学报 A CT A PETROLEI SINICA V o l.28Sept. N o.5 2007 基金项目:国家自然科学基金项目(No 150175109)/基于漏磁基波检测的三维图像信息重建原理研究0资助。 作者简介:王长龙,男,1965年10月生,2006年获西安交通大学博士学位,现为军械工程学院副教授,主要从事无损检测方面的工作。 E -mail:W ang -oec @1261com 文章编号:0253O 2697(2007)05O 0146O 03 油气管道漏磁检测缺陷的三维成像技术 王长龙 纪凤珠 王建斌 左宪章 (军械工程学院 河北石家庄 050003) 摘要:漏磁检测是油气管道常用的无损检测方法,检测的重点是根据测量的漏磁信号重构缺陷的轮廓。提出了基于小波神经网络的三维成像方法,利用图像函数矩阵表达出管道缺陷的三维图像,矩阵元素值对应着缺陷的深度。利用小波神经网络,建立了由缺 陷漏磁信号到图像函数矩阵关系的映射。选用的小波函数是墨西哥草帽小波,采用随机梯度下降算法训练。训练样本为三维有限元仿真数据和测量数据。采用训练数据对小波神经网络进行逼近缺陷图像函数矩阵的训练,然后用训练好的小波神经网反演给定数据,重构缺陷图像。实验结果表明,该方法能够实现三维缺陷漏磁检测的成像化及可视化。关键词:油气管道;漏磁检测;缺陷重构;三维成像技术;小波神经网络;随机梯度下降算法中图分类号:T E 87316 文献标识码:A 3-D imaging technology for determining defect of oi-l gas pipeline in magnetic flux leakage testing Wang Changlong Ji Fengzhu Wang Jianbin Zuo Xianzhang (Or d nance Eng ineer ing College,Shij iaz huang 050003,China) Abstract :T he mag netic flux leakag e (M FL )testing is commonly used in the no ndestructive evaluation (ND E)o f o i -l g as pipeline.T he key element is to r eco nstr uct the defect pro file based o n t he measured M FL signals.A three -dimensional imaging techno log y for de -fect o f pipeline based o n a w avelet neur al netw o rk (WN N )was pr esented.A n imag e function matr ix ex pressed t he 3-D imag e parame -ter s of def ect of pipeline.T he mat rix elements co rresponded to depth of defect in pipeline.T he mapping betw een M F L sig nal and im -ag e functio n matrix was est ablished by the W N N.T he M ex ican hat wav elet frame w as used as a wavelet funct ion and a st ochastic g ra -dient descent alg or ithm w as adopted in the tr aining procedur e.In t he experiment,the W NN was fir st tr ained to appr ox imate the func -t ion matrix o f defect imag e using the t raining data samples fr om bo th the simulated data sets for 3-D finit e element mo del and the measured M FL sig na ls.T he tr ained W N N w as then applied to inv erse the g iven M F L signals and r eco nstr uct the defect imag e.T he test ing r esults demonstrated t hat the pro po sed a ppro ach can successfully implement 3-D imaging and v isual r epr esentatio n of defect in pipeline. Key words :oi-l g as pipeline;magnetic flux leakag e testing ;defect r eco nstr uction;3-D imaging technolog y;w avelet neural netw or k;sto -chastic g radient descent algo rithm 漏磁无损检测是油气管道常用的无损检测方法之一[1] 。在漏磁检测时,不但要求能够判断出缺陷,而 且要求将缺陷分布情况转换为人的视觉可以感受的图形和图像形式,在屏幕上直接显示出来,实现缺陷可视化。目前国内外在研究漏磁检测的可视化方面做了许多工作,已经取得了许多成果[2-8],实现了缺陷的二维轮廓反演或二维成像。笔者通过图像函数矩阵表达出缺陷图像,借助小波神经网络实现缺陷的三维成像。 1 缺陷的三维图像和漏磁信号表达式 111 缺陷的三维图像表达式 要想实现缺陷的三维成像,须首先建立缺陷的三 维图像数学表达式。以孔洞型缺陷为例,选取缺陷位置及坐标(图1)。 图1 缺陷位置的空间坐标 Fig.1 The spatial coordinate of def ect position
长输管道漏磁内检测缺陷识别方法
长输管道漏磁内检测缺陷识别方法 摘要:我们针对管道漏磁内检的缺陷识别问题,提出了一种基于阈值分析的方 法来对漏磁检测数据的处理,生成了一系列的漏磁检测曲线,这样更有利于图像 的识别,我们利用相关软件在识别过程中产生了一条竖直的线来进行定位,环形 焊缝在识别螺旋焊缝时,以圆点的形式产生斜线定位螺旋焊缝,实现了焊缝的自 动化识别。在进行识别的过程中,我们用三线表来进行了缺陷位置的标注,对于 不同的漏磁检测数据进行了多次的识别之后,表明这种方法的识别率是比较高的。关键词:漏磁内检测,漏磁检测曲线,缺陷识别,数据分析 管道的腐蚀主要是造成管道泄漏的主要问题,然而漏磁内检测技术主要是因 为管道内部的环境要求不够高,不需要耦合剂等优点,这就成为了目前比较成熟 的检测手段之一,目前我们所常用的识别方法有,优化方法中的逐次逼近法,还 有多元统计法以及神经网络法。我们主要通过对于漏磁检测数据的处理,还有分 析利用相关软件对转化成的数组形式的漏磁检测数据来进行操作,形成了管道漏 磁曲线,找到了相应的位置,通过判断满足了相应的条件。 一、管道漏磁内检测基本原理 1.1、漏磁检测原理 如果管壁中存在着缺陷的话,磁导率就会发生变化,整个磁路中的磁通发生 畸形现象,这样就会改变整个途径,有部分的磁通会离开管壁,这样空气就会作 为介质来绕过缺陷,在管壁的表面形成一个漏磁场。漏磁通被磁敏感器所捕捉之后,形成了相应的感应信号,缺陷漏磁信号中所含有的缺陷信息可以对信号进行 分析,判断出缺陷是否超标。 1.2、管道漏磁内检测器 漏磁检测器主要有测量节,计算机节和电池节三部分组成。测量节装有励磁 装置和传感器测量信号,计算机节是非常重要的一个主要核心,主要负责测量的 过程控制和数据的处理以及储存,电池节部分是为整个装置在管道中的长时间工 作提供一个充足的电。漏磁检测器的磁铁将磁通引入管壁之后,检测器在管内行 走的过程中,如果没有发现缺陷,则磁力线在管壁内分布,如果管道内外都有缺陷,则会有一部分的磁力线泄露到管壁外发生变形现象。 二、检测数据的处理办法 2.1、数据特征分析 管道漏磁内检测数据主要为缺陷数据和非缺陷数据两种。如果管道内壁的区域完好,它的信号幅值就会很小,检测曲线就会呈现一个平滑没有畸形的现象;反之,在整体管道内壁的缺陷处检测到的漏磁信号,因为边缘场效应会发生突变,缺陷 处有较大的漏磁场。所以我们对于大量的实验数据来进行分析,从管道外壁检测 到的信号幅值大小来分析,如果变大的话,这一信号就可以为下一步的识别作为 依据。 2.2、数据曲线的显示办法 我们根据相应的数据结构,以每一个漏磁检测数据所对应的序数和记录数来作为 屏幕的横坐标,还有纵坐标,这样就可以清楚地表示数据的变化,用曲线上下波 动来表示数据的变化,这样可以通过每一条通道在图形上形成的宽度,通过对具 体数值的变化处理形成点坐标,表示成曲线图。 2.3、数据曲线的显示 管道漏磁检测的每一个数据文件都有一定的标准,所以我们可以通过采集数据的
管道漏磁内检测缺陷漏磁场二维ANSYS仿真过程
A.2 管道漏磁内检测缺陷漏磁场二维ANSYS 仿真 A.2.1问题描述 管径为377mm ,管壁厚度为8mm ,对于二维几何模型来讲,管道检测装置是一个完全轴对称的图形,只需要建立1/4实体模型。模型包括管壁、磁化器、永磁体、钢刷和轭铁。 图A.1中A1表示内缺陷的实体,深50%,长2cm ,处于两个磁极中间;A2、A4为永磁体,厚3cm ,长8cm ,矫顽力为896000Oe ,相对磁导率为1.05;A3、A5为钢刷,厚5cm ,长8cm ,相对磁导率为186000; A7为轭铁,厚2cm ,长36cm ,相对磁导率为186000;A10为管壁,厚8mm ,长46cm ,采用X52号钢,它的磁特性如表4.2成非线性,B-H 曲线如图4.2所示;A6、A8、A9为空气域,是由包围检测装置和管壁的空气域分割而成,管壁外取5 cm 宽的空气域,空气的相对磁导率为1。 以Y 轴为对称轴(管壁轴向延伸方向),坐标原点取在管道中心,建立仿真模型。 A.2.2 ANSYS 仿真GUI (图形用户界面)操作方法 1. 创建物理环境 (1)过滤图形界面 GUI :Main Menu> Preferences ,弹出图A.2界面对话框,选中“Magnetic -N odal”(磁场-节点分析),对后面的分析进行菜单及相应的图形界面过滤。 图A.1实体模型
图A.2过滤图形界面 (2)定义工作标题 Utility Menu>File>Change Title,在弹出的对话框中输入“MFL Analysis”,单击“OK”,如图A.3所示。 图A.3定义工作标题 (3)指定工作名 Utility Menu>File>Change Jobname,在弹出的对话框中输入“MFL_2D”,单击“OK”,如图A.4所示。 图A.4指定工作名 (4)指定工作目录 Utility Menu>File>Change Directory,弹出“Change Working Directory”对话框,选择(建立)工作目录“E:\MFL_ANSYS”,单击“确定”,如图A.5所示。 图A.5指定工作目录 (5)定义单元类型和选项 GUI:Main Menu>Preprocessor>Element Type>Add/Edit/Delete,弹出“Element Types”单元类型对话框,如图A.6(a)所示。单击“Add …”按钮,弹出“Library of Element Types”单元类型库对话框,如图A.7所示。
管道漏磁内检测
漏磁内检测 作者:河南中拓石油工程技术股份有限公司 1. 概述 电磁检测是十分重要的无损检测方法,应用十分广泛。当它与其它方法结合使用时能对铁磁性材料的工件提供快捷且廉价的评定。随着技术的进步,人们越来越注重检测过程的自动化。这不仅可以降低检测工作的劳动强度,还可提高检测结果的可靠性,减少人为因素的影响。 漏磁检测方法是一项自动化程度较高的磁学检测技术,其原理为:铁磁材料被磁化后,其表面和近表面缺陷在材料表面形成漏磁场,通过检测漏磁场来发现缺陷。从这个意义上讲,压力容器检测中常用的磁粉检测技术也是一种漏磁检测,但习惯上人们把用传感器测量漏磁通的方法称为漏磁检测,而把用磁粉检测漏磁通的方法称为磁粉检测,且将它们并列为两种检测方法。 磁粉检测只能发现表面和近表面裂纹缺陷,而且检测时需要表面打磨,仅适合工件停产的检测;漏磁检测除能发现表面和近表面裂纹的缺陷外,还可从外部发现工件内部的腐蚀坑等缺陷,而且不需要对工件表面进行打磨处理,适用于工件在线检测。而工件在线检测是目前用户最急需的方法,它可以减少不必要的停车,降低检验成本。另外,漏磁检测还能对缺陷深度和长度等进行定量。虽然目前在工件检测中,漏磁检测技术的应用较少,但它具有磁粉检测所不具备的优点,所以其应用前景非常广阔。 2 漏磁检测的原理及特点 利用励磁源对被检工件进行局部磁化,若被测工件表面光滑,内部没有缺陷,磁通将全部通过被测工件;若材料表面或近表面存在缺陷时,会导致缺陷处及其
图1 漏磁检测原理图 附近区域磁导率降低,磁阻增加,从而使缺陷附近的磁场发生畸变(图1),此时磁通的形式分为三部分,即①大部分磁通在工件内部绕过缺陷。②少部分磁通穿过缺陷。③还有部分磁通离开工件的上、下表面经空气绕过缺陷[z1。第3部分即为漏磁通,可通过传感器检测到。对检测到的漏磁信号进行去噪、分析和显示,就可以建立漏磁场和缺陷的量化关系,达到无损检测和评价的目的。 由于漏磁检测是用磁传感器检测缺陷,相对于磁粉、渗透等方法,有以下优点: (1)易于实现自动化漏磁检测方法是由传感器获取信号,然后由软件判断有无缺陷,因此非常适合于组成自动检测系统。实际工业生产中,漏磁检测被大量应用于钢坯、钢棒、钢管的自动化检测; (2)较高的检测可靠性漏磁检测一般采用计算机自动进行缺陷的判断和报警,减少了人为因素的影响; (3)可实现缺陷的初步定量缺陷的漏磁信号与缺陷形状尺寸具有一定的对应关系,从而可实现对缺陷的初步量化,这个量化不仅可实现缺陷的有无判断,还可对缺陷的危害程度进行初步评价; (4)高效能、无污染采用传感器获取信号,检测速度快且无任何污染。 漏磁检测的缺点除了跟磁粉检测相似外,还由于检测传感器不可能象磁粉一样紧贴被检测表面,不可避免地存在一定的提离值,从而降低了检测灵敏度;另一方面,由于采用传感器检测漏磁场,不适合检测形状复杂的试件。对形状复
储罐底板漏磁检测综述.
1.3储罐底板漏磁检测方法、应用及其发展趋势 磁现象是认识较早的物理现象之一,我国春秋战国时期就使用司南作为磁测量仪器,东汉时期就有磁化技术的研究。北宋沈括所著《梦溪笔谈》对磁化技术有详细的介绍。国外对漏磁检测技术的研究很早, 采用磁粉探伤检测技术的设想,最早由美国人霍克于1922年提出,因为当时没有磁化技术的限制和合格的磁粉,这一伟大设想没有实 现.1933 年Zuschlug [ 5]首先提出应用磁敏传感器测量漏磁场的思想, 但并没受到重视。1947年Hast ing s设计了第一套完整的漏磁检测系统,漏磁检测才开始受到普遍的承认,1950年西德Forster 研制出产品化的漏磁探伤装置。用于焊缝及其管、棒体的探伤,磁化方式采用剩磁法。1965 年, 美国TubecopeVetco 国际公司采用漏磁检测装置Linalo g 首次进行了管内检测, 开发了Wellcheck 井口探测系统, 能可靠地探测到管材内外径上的腐蚀坑、横向伤痕和其它类型的缺陷。漏磁的检测结果具有良好的定量性、客观性和可记录性, 不仅适用于钢棒和钢管的成品检验, 而且对于粗糙表面的钢坯等中间产品的探伤也适用, 但是一般情况下漏磁探伤只适用于形状比较规则的工件。1973 年, 英国天然气公司采用漏磁法对其所管辖的一条直径为600 mm 的天然气管道的管壁腐蚀减薄状况进行了在役检测, 首次引入了定量分析方法。ICO 公司的EMI 漏磁探伤系统通过漏磁探伤部分来检测管体的横向和纵向缺陷, 壁厚测量结合超声技术进行, 提供完整的现场探伤。;1 976年,加拿大诺兰达矿业有限公司Krank KitZinger等人[251首次采用霍尔元件作为磁敏元件外加永磁体构成的轴向磁扼对钢管施加轴向磁化的漏磁检测设备. 英国Silver Wing 公司已经推出了多种储罐和管道漏磁检测系统,例如FLOORMAP2000 储罐底板检验系统, 通过便携式计算机将所有检测到的数据以图形方式直观地显示出来, 它能检测下底板的深为40% 罐板厚的人工缺陷( 圆锥形孔洞或弧坑, 也可发现6mm 厚的平板上大约深为20%罐板厚的腐蚀。 对于缺陷漏磁场的计算始于1966年,Shcherbinin和Zat sepin两人采用磁偶极子模型计算表面开口的无限长裂纹, 前苏联也于同年发表了第一篇定量分 析缺陷漏磁场的论文, 提出用磁偶极子、无限长磁偶极线和无限长磁偶带来模拟工件表面的点状缺陷、浅裂纹和深裂缝。之后, 苏、美、德、日、英等国相继对 这一领域开展研究, 形成了两大学派, 主要为研究磁偶极子法和有限元法。
管道漏磁在线检测技术
收稿日期:2005-08-20 基金项目:国家自然科学基金仪表专项基金资助项目(60327001)作者简介:杨理践(1957-),男,湖南长沙人,教授. 信息科学与工程 文章编号:1000-1646(2005)05-0522-04 【特邀】 管道漏磁在线检测技术 杨理践 (沈阳工业大学信息科学与工程学院,沈阳110023) 摘 要:管道是石油和天然气长距离输送的主要方式.漏磁检测技术是管道在线检测的主要方法.介绍了管道在线漏磁检测系统的研究背景、检测原理以及检测系统的基本结构.为适应大管径管道的检测要求及提高检测精度,利用一阶差分及嵌入式零树编码的方法对管道漏磁检测数据进行压缩,并得到了较为满意的压缩比.研究了基于FPG A 和DSP 的管道漏磁在线检测系统.应用有限元法分析研究了漏磁信号的特点,应用神经网络及多传感器数据融合技术对管道缺陷进行智能识别. 关 键 词:漏磁;现场可编程门阵列;数字信号处理器;嵌入式零树编码;神经网络;数据融合中图分类号:T M 153 文献标识码:A H igh precision pipeline Magnetic Flux Leakage on 2line inspection technology Y ANGLi 2jan (School of In formation Science and Engineering ,Shenyang University of T echnology ,Shenyang 110023,China ) Abstract :Pipeline is the main manner of long distance transportation of oil and natural gas.Magnetic Flux Leakage (MF L )detecting technology is the main method of on 2line inspection.In this paper we introduced the research back 2ground ,inspection principle and the basic structure of inspection device of high precision on 2line MF L inspection system which owned self 2determination in formation property right.In order to fit the detecting demand for pipeline which having bigger diameter and im prove the measurement accuracy ,one order difference method and embedded ze 2ro coding method were applied to com press the MF L data which obtained a satis fied com pression rate.The new on 2line MF L inspection system is developed and designed based on FPG A and DSP.Characteristics of MF L signal has been studied by adopting Finite 2element analysis approach and neural netw ork and multi 2sens ors data fusion technol 2ogy has been em ployed to recognize the pipeline defect intelligently. K ey w ords :MF L ;FPGA;DSP;embedded zero tree ;neural netw ork;data fusion 长输管道是石油、天然气运输的主要方式.油气管道输送的基本要求是安全、高效.然而由于腐 蚀、磨损、意外损伤等原因导致的管线泄漏事故时有发生.一旦未能及时发现并采取必要措施,不仅会造成能源浪费、经济损失,而且会严重污染环境甚至危及人身安全.为防止事故造成的损失,必须定期进行管道检测,发现管道缺陷,并且获得其位置、类型、程度等精确信息,从而为管道的安全评 价、寿命预测、检修维护等提供可靠依据.管道检测是一个涉及多学科领域的研究项目, 具有大量的理论研究问题和工程技术问题.在漏磁、超声、涡流等检测技术方法中漏磁检测技术是应用广泛、技术成熟的铁磁性管道缺陷检测技术,它适于多种传输介质,对铁损失等常见的管道缺陷有很好的检测效果.漏磁检测的基本原理是通过导磁磁化管壁,在管道缺陷处由于磁场畸变会形成漏 第27卷第5期2005年10月沈 阳 工 业 大 学 学 报Journal of Shenyang University of T echnology Vol 127No 15 Oct.2005
管道漏磁无损检测传感器的设计与实现
管道漏磁无损检测传感器的设计与实现 摘要:针对管道陷检测的现状,研制了一种适用于输油、输气管道的漏磁无损检测传感器,该传感器由磁敏器件、励磁模块、导轮等部分组成,具有灵敏度高、可用性强的特点,能满足不同管径和工况的管道缺陷检测,内容涉及漏磁检测、磁敏器件的选择、永磁体的优化以及导轮的设计等。 关键词:漏磁检测;磁敏器件;励磁模块;导轮 输油、输气管道在长期使用中,由于表层地基不稳定、介质腐蚀、意外事故等原因,管道易发生位貌变化,并产生腐蚀与裂纹等缺陷和损伤,发生油气泄漏现象,将对环境造成极大的污染和危害,并带来经济和人身安全上的巨大损失,所以必须对工业管道进行定期无损检测。 目前的管道检测技术主要有漏磁检测、超声检测、远场涡流检测、射线检测等。超声法测量壁厚精度较高,是一种接触式单点检测方法,但是检测效率低。涡流法主要用于检测管道表层缺陷,如要检测管道内部缺陷,需从管道内部穿过,结构复杂。射线检测对于复杂的工况环境具有不易操作性。相比较而言,漏磁检测法有很高的检测速度,对于金属材料,它不仅能提供金属材料表面缺陷的信息,还能提供材料裂纹深度的信息,且不需要耦合剂,因此该方法已被广泛用于油气管道、储罐罐底的腐蚀检测和钢丝绳、钢板、钢块等铁磁材料的无损检测中[1,2]。国家“十五”863项目“海底管道内爬行器及检测技术”中,以漏磁检测法设计了管道检测系统,文中将对其中的漏磁检测传感器的设计及其相关问题进行研究。 1 漏磁检测传感器的原理及设计 1.1 磁敏器件的选择 漏磁检测的原理是通过永磁体、导磁体及管道形成磁回路,将管道磁化到接近磁饱和状态,再检测管道缺陷引起的漏磁通,所以磁敏元件的选择是漏磁测量精确与否的关键。目前常用的磁敏器件有磁敏管、磁敏电阻、检测线圈、霍尔元件等[3]。 相比较而言,磁敏管的灵敏度虽然高,但线性度太差;磁敏电阻温度性很差且有局部非线性;检测线圈的灵敏度、温度特性和线性度都可以,但线圈测量磁感应时只能测量变化的磁场,当磁场变化缓慢时,线圈很难测到,而且线圈和磁场之间运动的相对速度变化也会影响测量值的大小。 霍尔元件是根据霍尔效应制成的,将一通电导体或半导体薄片置于磁场中,则产生一个和电流及磁场方向垂直的电场,亦即产生一电动势,这种现象叫霍尔效应。霍尔电动势可以表示为: