DIN 76ISO-公制螺纹的螺纹尾扣,螺纹退刀槽(中文)总结

企业标准1983年12月通用型
1.1.2螺纹退刀槽1 通用型
2 短杆型
3 长杆型
DIN 76第1部分第2页
表1:外螺纹
123
3) 如果在相应标准或图纸中没有作其它说明的话,则间距采用 1。
4) 间距 2用于单槽和十字槽螺栓以及因技术原因必须采用小间距使用场合。 5) 间距
3只用于C 级螺栓(之前为g 型螺栓)。
DIN 76第1部分第3页
2.2 内螺纹(螺纹基孔)
ISO 4755 标准里没有关于内螺纹的规定。
2.2.1 螺纹尾扣 2.2.2 螺纹退刀槽 4) e 1
通用型
e 2 短杆型
通用型结构的螺纹长度“b “和盲孔深度”t “需按照 AN 268第2部分从选项表中选定。 e 1和e 2需圆整到整数mm
C 型 通用型 过渡角为 ∝ = 30?,但允许加工成 25?到30?
D 型 短杆型 过渡角为 ∝ = 60?,但无法在数控机床上加工
其余尺寸参见2.2.1条
g 2 之前为f 2
退刀槽 “dg ”需在图纸中以数值标注。
M20,g 2 = 13的“通用型“螺纹退刀槽应标记为:DIN 76-13 M20,g 2 = 9.3的“短杆型“螺纹退刀槽应标记为:DIN 76-9.3 x 60?
1) 当螺纹孔需要带退刀槽时,盲孔深度”t ”需根据AN 268第2 部分从选项表中选定。 2) d a 最小 = 1d , d a 最大 = 1.05d
3) 对于特殊角度,如90?或60?, 须在图纸中注明。如果此处配装件为带螺纹尾扣的双头螺栓,建议设计为60?,同样对中心
孔也设计为60?,而对于配装由轻金属材料加工的双头螺栓则应设计为圆柱形埋头孔。 如果使用阶梯钻头可加工成90?的埋头孔。
b = 有效螺纹长度
4)如果必须要加退刀槽的话,只能用在车削加工件上。
对M20以上的的螺纹孔,可在数控机床上加工退刀槽。
5)如果在图纸上没有标注底孔的形状,则允许用M形顶端的钻头加工底孔。
“M形钻头顶端”,可用立体钻头加工
(带转位式刀片的钻头)
DIN 76第1部分第4页表2:内螺纹
细牙螺纹的螺纹尾扣尺寸和螺纹退刀槽尺寸需按导程P选定
有关管螺纹的参数见DIN 76第2部分
有关梯形螺纹、锯齿形螺纹和半圆形螺纹以及其它粗制螺纹的参数请参见DIN 76第3部分
在此建议,对包括UN-螺纹在内的其它螺纹,在计算其尾扣和退刀槽时要使用表1和表2中以螺纹导程为参数的计算公式,如x1= 2.5P
企业标准1984年12月通用型
2.1.3 螺纹退刀槽
≈
螺
纹
你
中
径
螺
杆
直
径
1 通用型
2 短杆型
3 长杆型
螺纹退刀槽的标记
DIN 76第2部分第2页 表1: 外螺纹
1
2
3
1) 如果在相应标准或图纸中没有作其它说明的话,则螺纹尾扣采用x 1,间距采用1。 3) 间距
3只用于C 级零件(之前为g 型)。
2.2 内螺纹(螺纹基孔)
2.2.1 螺纹尾扣 2.2.2 螺纹退刀槽 4) e 1 通用型 e 2 短杆型
C 型 通用型 过渡角为 ∝ = 30?,但允许加工成 25?到30?
D 型 短杆型 过渡角为 ∝ = 60?,但无法在数控机床上加工
其余尺寸参见2.2.1条
* g 2 之前为f 2
退刀槽 “dg ”需在图纸中以数值标注。
G1,g 2 = 10.1的“通用型“螺纹退刀槽应标记为:DIN 76-10.1 G1,g 2 = 6.7的“短杆型“螺纹退刀槽应标记为:DIN 76-D 6.7 x 60?
1) 在计算深度尺寸t 时,建议允许的偏差为 ±0.5
0 P
b = 有效螺纹长度
2) d a 最小 = 1d , d a 最大 = 1.05d
3) 对于特殊角度,如90?或60?, 须在图纸中注明。
如果使用阶梯钻头可加工成90?的埋头孔。
4) 如果必须要加退刀槽的话,只能用在车削加工件上。
对G?以上的的螺纹孔,可在数控机床上加工退刀槽。
DIN 76第2部分第3页
表2:内螺纹
有关ISO 公制螺纹的参数见DIN 76第1部分.
有关梯形螺纹、锯齿形螺纹和半圆形螺纹以及其它粗制螺纹的参数请参见DIN 76第3部分 * 数值的公差值已圆整到0.1mm
如果在图纸上没有标注底孔的形状,则允许用M 形顶端的钻头加工底孔。
“M 形钻头顶端”, 可用立体钻头加工 (带转位式刀片的钻头) 引用标准
DIN 76 第1部分 关于ISO 公制螺纹(符合DIN 13标准)的尾扣,退刀槽
DIN 76第3部分 关于梯形螺纹、锯齿形螺纹和半圆形螺纹以及其它粗制螺纹的尾扣,退刀槽
DIN ISO 228第1部分关于非密封连接的管螺纹,螺纹简称,尺寸和公差
早期版本
DIN 76第2部分,09.24、04.43、11.53版本
更改说明
本标准在1953年11月版本的基础作了如下更改:
a)标准内容作了彻底的修改,并与DIN ISO 228第1部分及DIN 76第1部分的内容相一致。b)本标准只限于对管螺纹作出标准规范,因为关于英制螺纹的标准DIN 11已经作废。
国际专利分类号
F 16 B 35-00
企业标准1977年1月
(有的零件上螺纹延伸到头部)≈
螺
纹
中
径
-
Φ
= 过度角
DIN 76第3部分第2页
表1:外螺纹
123
3 内螺纹(螺母螺纹),螺纹基孔
3.1 螺纹尾扣(只适用于d ≤ 8mm的螺纹) 3.2 螺纹退刀槽(只适用于d > 8mm的螺纹)
D型:通用型,过渡角为30?,但允许加工成25?到30?
E型:短杆型,过渡角为60?
F型:长杆型,过渡角为30?
其它尺寸参见3.1条
b = 有效螺纹长度
螺纹退刀槽直径Φ“dg”需以具体数值标注正在图纸上。
5)在计算深度尺寸t时,建议允许的偏差为±0.50 P
6)β通常为90?到120?
在MAN公司的Augsburg工厂使用的是附加的或与DIN 76第1部分有所不同的企业标准。
螺纹退刀槽的表面光洁度一般为:粘贴特,如果要求其它光洁度须在标记中加以说明,如DIN 76 – 36 –特殊符号
殊符号见原文
DIN 76第3部分第3页
表2:内螺纹
注释:在确定e1到e3的数值时,已经考虑了各种不同的内螺纹加工工艺的因素,而且为容纳加工过程中产生的切屑留有足够的深度。
过渡基孔或退刀槽的宽度是本着可以用单锥式钻头加工“长杆型”内螺纹的原则加以选定的。通用型螺纹须用成套螺纹钻头多次加工;而“短杆型”螺纹却要用专用成套钻头多次加工。
单锥式钻头只用来加工低强度材质的长杆型过渡孔或长杆型细牙螺纹。
对于梯形螺纹结构尽可能地只设计螺纹退刀槽。
4 图纸上的标注示例
在图纸上对螺纹尾扣和螺纹退刀槽可以用提示参照DIN 76 第3部分相关标准内容的方法来代替直接标注具体尺寸。
4.1外螺纹
示例:螺纹尾扣x1 参照DIN 76第3部分
螺纹间距1参照DIN 76第3部分
B型螺纹退刀槽参照DIN 76第3部分
4.2内螺纹
示例:过渡基孔e1参照DIN 76第3部分
E型螺纹退刀槽参照DIN 76第3部分
注释
本标准在编写过程中充分兼顾了(1975年9月版的)DIN 76第1部分相关内容。与此同时该标准也融入了DIN 5614中有关铁路车辆用梯形螺纹和半圆头螺纹的螺纹槽相关标准内容,以便为铁路车辆标准委员会撤销DIN 5614做好准备。此外,DIN 76第1部分的注释内容对本标准也有积极的参考意义。
螺纹退刀槽
结构要素 第1部分: 普通螺纹收尾、倒角、肩距和退刀槽 (eqv NK 1507:2000) 1 范围 Q/YJ 0310 的本部分规定了普通螺纹收尾、倒角、肩距和退刀槽的型式、尺寸和图样标注。 本部分适用于PROTOS 90E 技术转化设计的普通螺纹(以下简称“螺纹”)收尾、倒角、肩距、退 刀槽设计和制造。 2 型式和尺寸 2.1 外螺纹 外螺纹收尾、倒角、肩距和退刀槽的型式按图 1,尺寸按表 1。 图1 表 1 螺纹 螺纹收尾 肩距 螺纹退刀槽 d fmax 螺距P 螺纹规格 x a A(普通)型 B(窄)型 r≈ g(h13) 0.40 M2 1.00 1.20 1.4 1 0.45 M2.5 1.10 1.35 1.6 1.1 d-0.7 0.50 M3 1.25 1.50 1.75 1.25 0.2 d-0.8 0.60 M3.5 1.50 1.80 2.1 1.5 d-1.0 0.70 M4 1.75 2.10 2.45 1.75 d-1.1 0.75 M4.5 1.90 2.25 2.6 1.9 d-1.2 0.80 M5 2.00 2.40 2.8 2 0.4 d-1.3 1.00 M6 2.50 3.00 3.5 2.5 d-1.6 1.25 M8 3.20 4.00 4.4 3.2 0.6 d-2.0 1.50 M10 3.80 4.50 5.2 3.8 0.8 d-2.3 1.75 M12 4.30 5.30 6.1 4.1 d-2.6 M14 2.00 M16 5.00 6.00 7.0 5.0 1.0 d-3.0 2.50 M20 6.30 7.50 8.7 6.3 1.2 d- 3.6 3.00 M24 7.50 9.00 10.5 7.5 1.6 d-4.4
DINT:螺纹收尾和螺纹退刀槽
DINT:螺纹收尾和螺纹退刀槽
————————————————————————————————作者:————————————————————————————————日期:
潍柴动力股份有限公司 2007年6月 DIN76T1:1983-12 (企业标准:DIN76T1:1993-06) 按DIN 13米制 -ISO 螺纹的 螺纹收尾和螺纹退刀槽
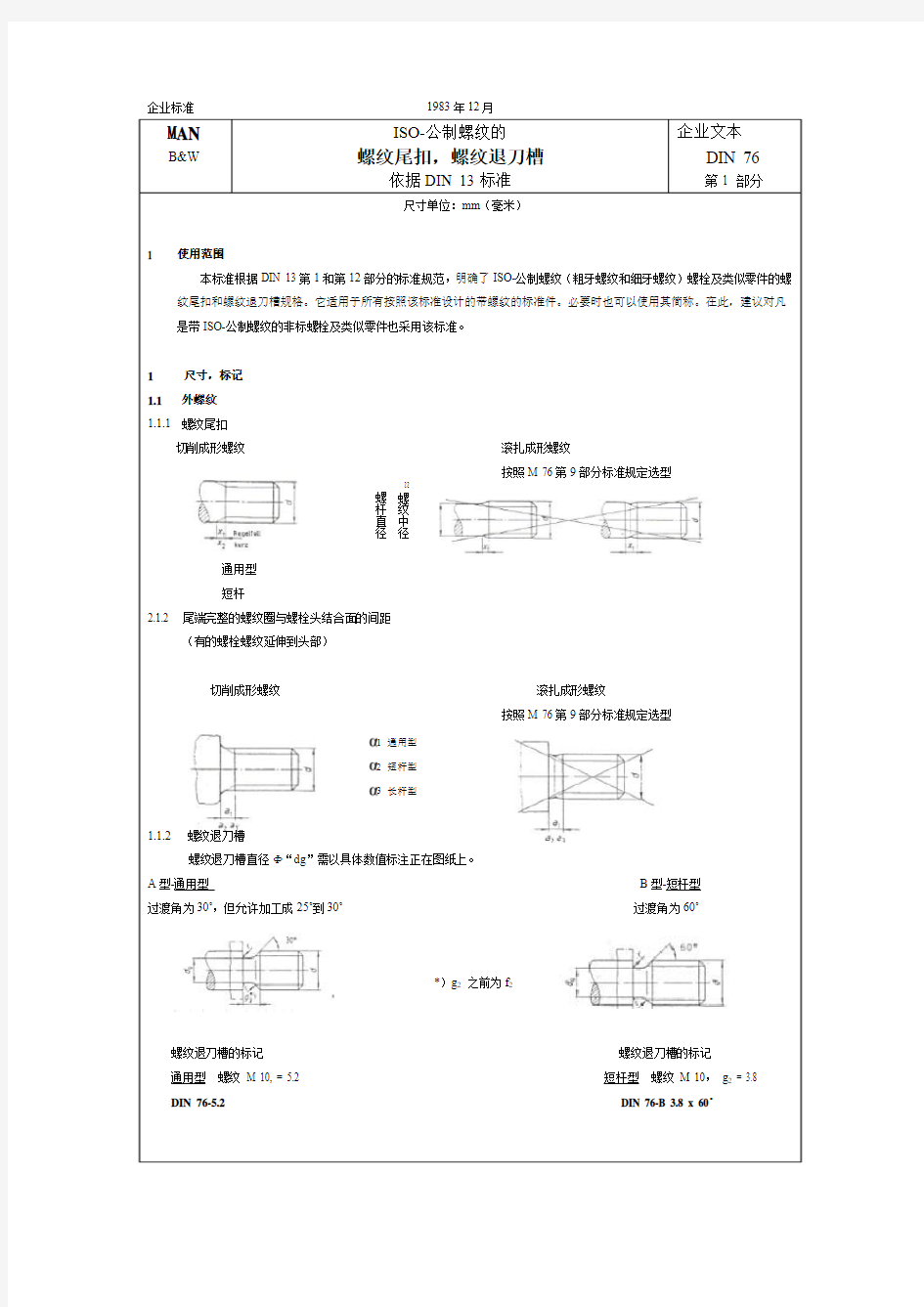
标准名称按DIN 13米制-ISO螺纹的螺纹收尾和螺纹退刀槽 第1页 用阴影标示厂标说明本标准包含对国际标准ISO 3508-1976和ISO 4755-1983的规定。专业性的更改或补充见编制说明。 尺寸单位:mm 1使用范围 本标准规定了按DIN13-1和DIN13-12的米制ISO-螺纹(标准螺纹和细牙螺纹)的螺钉及类似螺纹件的螺纹收尾和螺纹退刀槽的规格。本标准适用于所有标准件以及指出参见本标准的零件。需要时可以使用规定的缩写符号。在此建议,本标准也可用于采用米制ISO-螺纹的非标准螺钉和类似螺纹件。 2尺寸标注 2.1 外螺纹 2.1.1 螺纹收尾 x 1一般情况 2.1.2最后一扣完整螺纹距支承面的间距 (适应于全螺纹零件) a1 一般情况 2.1.3 螺纹退刀槽 A 型一般情况 *)g1: 此前的f1 g2: 此前的f2 A形螺纹退刀槽的标注方法为: 螺纹退刀槽DIN76-A 杆 径 ≈ 螺 纹 中 径
标准名称按DIN 13米制-ISO螺纹的螺纹收尾和螺纹退刀槽翻译校对技校审定
标准名称 按DIN 13米制-ISO 螺纹的螺纹收尾和螺纹退刀槽 第2页 表1. 螺距 p 8) 螺纹公称 直径(标准 螺纹) d 8) 螺纹收 尾 x 1 最大 一般1) 间距 a 1 最大 一般3) 螺纹退刀槽 d g h 13 6) g 1 最小 A 一般7) g 2 最大 A 一般7) r ≈ 1) 如果各标准或图纸未另行规定,也可使用螺纹收尾x 1。 3) 如果各标准或图纸未另行规定,也可使用间距a 1。 6)公差带h12适用于公称直径至3mm 的螺纹。 7)如果各标准或图纸未另行规定,也可使用A 形退刀槽。与ISO 4755-1983标准不同的是,g 2=3.5P 而非3P 。 8)细牙螺纹的螺纹收尾和螺纹退刀槽的尺寸按螺距P 选择。 3螺纹沉孔 说明:K 103自粘标签,用于按DIN76的螺纹沉孔, K103D 1) d a 最小=1d 最大=1.05d 螺母的沉孔直径d a 按各自产品标准(尺寸标准)确定。 2) 如90o或60o特别情况的沉孔,应在图纸中做出标注。采用螺纹收尾的双头螺柱和中心孔 ,建议取60o沉孔,用轻金属制造的双头螺柱取圆柱形沉孔。 螺纹沉孔按DIN 76, 给出的尺寸相当于
(完整版)螺纹收尾、肩距、退刀槽、倒角.doc
螺纹收尾、肩距、退刀槽、倒角( GB3-79 ) mm 0.5 3 1.25 0.7 1.5 2 1 1.5 d-0.8 0.5 1 1.5 3 4 2 1.5 0.75 4.5 1.9 1 2.25 3 1.5 2.25 1 d-1.2 0.6 1.5 2.3 3.8 6 3 2 0.8 5 2 1 2. 4 3.2 1.6 2.4 d-1.3 0.8 1.6 2.4 4 6.4 1 6 2.5 1.25 3 4 2 3 d-1.6 1 2 3 5 8 4 2.5 7 1.5 1.25 8 3.2 1.6 4 5 2.5 3.75 d-2 1.2 2.5 3.8 6 10 5 3 1.5 10 3.8 1.9 4.5 6 3 4.5 2.5 d-2.3 1.5 3 4.5 7 12 6 1.75 12 4.3 2.2 5.3 7 3.5 5.25 2.5 d-2.6 3.5 5.2 9 14 7 4 普14 2 2 5 2.5 6 8 4 6 d- 3 4 6 10 16 8 5 通16 螺18 3.5 纹 2.5 20 6.3 3.2 7.5 10 5 7.5 5 7.5 12 18 10 6 d-3.6 22 2.5 d-4.4 24 3 7.5 3.8 9 12 6 9 6 9 1 4 22 12 7 27 4.5 30 3.5 9 4.5 10.5 14 7 10.5 7 10.5 16 26 16 9 33 d-5 3 36 d-5.7 4 10 5 12 1 6 8 12 5.5 8 12 18 26 16 9 39 4.5 42 11 5.5 13.5 18 9 13.5 6 d- 6.4 4 9 13.5 21 29 18 10
DIN 76ISO-公制螺纹的螺纹尾扣,螺纹退刀槽(中文)
企业标准1983年12月通用型 1.1.2螺纹退刀槽
DIN 76第1部分第2页表1:外螺纹
DIN 76第1部分第3页 2.2 内螺纹(螺纹基孔) ISO 4755 标准里没有关于内螺纹的规定。 2.2.1 螺纹尾扣 2.2.2 螺纹退刀槽 4) e 1 通用型 e 2 短杆型 通用型结构的螺纹长度“b “和盲孔深度”t “需按照 AN 268第2部分从选项表中选定。 e 1和e 2需圆整到整数mm C 型 通用型 过渡角为 ∝ = 30?,但允许加工成 25?到30? D 型 短杆型 过渡角为 ∝ = 60?,但无法在数控机床上加工 其余尺寸参见2.2.1条 g 2 之前为f 2 退刀槽 “dg ”需在图纸中以数值标注。 M20,g 2 = 13的“通用型“螺纹退刀槽应标记为:DIN 76-13 M20,g 2 = 9.3的“短杆型“螺纹退刀槽应标记为:DIN 76-9.3 x 60? 1) 当螺纹孔需要带退刀槽时,盲孔深度”t ”需根据AN 268第2 部分从选项表中选定。 2) d a 最小 = 1d , d a 最大 = 1.05d 3) 对于特殊角度,如90?或60?, 须在图纸中注明。如果此处配装件为带螺纹尾扣的双头螺栓,建议设计为60?,同样对中心 孔也设计为60?,而对于配装由轻金属材料加工的双头螺栓则应设计为圆柱形埋头孔。 如果使用阶梯钻头可加工成90?的埋头孔。 b = 有效螺纹长度
4)如果必须要加退刀槽的话,只能用在车削加工件上。 对M20以上的的螺纹孔,可在数控机床上加工退刀槽。 5)如果在图纸上没有标注底孔的形状,则允许用M形顶端的钻头加工底孔。 “M形钻头顶端”,可用立体钻头加工 (带转位式刀片的钻头)
退刀槽和普通螺纹的检测
《机械零件测量与检验》退刀槽和普通螺纹的检测——电子教案 数控技术专业 名师课堂资源开发小组 2016年2月
子任务4:退刀槽和普通螺纹的检测 某公司承接了一批轴和球轴零件的加工,由于人手紧缺,特请我们协助对轴零件上的键槽和球轴 上的成形面尺寸误差进行检测。如图5-1,2 图5-1 轴 图5-2 一、 零件尺寸公差的分析 从图样分析可知,螺纹轴零件形状较复杂,由圆角、倒角、螺纹、退刀槽等常见结 构组成,定形尺寸要求较高有0052.038-φ、0 052 .032-φ,0052.027-φ,0039.020-φ,M27X2-6g ,查标准数值GB/T 1800.1-2009可得其尺寸精度均介于IT8-IT9,定位尺寸要求较高的有20±0.08,其尺寸精度接近于IT10;总体尺寸72±0.15的精度介于IT11-IT12;其它均为未注线性尺寸公差。 螺套结构简单,仅螺纹为普通三角形螺纹,牙型角为60°,其公称直径为40,螺距为2,中径和顶径公差带为6H ; 螺纹的相关专业术语及知识点 1) 螺纹的种类和使用要求 按用途可分为三类:
①紧固螺纹 主要用于紧固和连接零件。其牙型为三角形,如普通螺纹。对紧固螺纹 的使用要可旋合性和连接的可靠性。 ②传动螺纹 主要传递动力和位移。其牙型为梯形、矩形和锯齿形等。对传动螺纹的 使用要传递动力要可靠,传动比要稳定。 ③密封螺纹 主要用于密封,如各种机械设备的液压、气动、润滑和冷却等管路系统。 对密封螺纹的使用要密封性和连接的可靠性。如表5—1。 表6—1 螺纹的种类和用途 2) 普通螺纹主要几何参数 普通螺纹的几何参数有十个:大径(D 、d )、小径(1D 、1d )、中径(2D 、2d )、 单一中径(S D 2、s d 2)、螺距(P )和导程(Ph )、牙型角(α)和牙侧角(1α、2α)、螺纹旋合长度、螺纹升角(?)、最大实体牙型、最小实体牙型。 图5—3 普通螺纹大径、小径