Fanuc机器人devicenet连接配置

Devicenet连接
简介:机器人做主站
万可现场总线适配器做远程终端
1,硬件:A full-slot motherboard
SST-DN3-104 daughterboard
万可device net现场适配器750-346,
数字输入模组750-402,数字输出模组750-531
终端模块750-600 。24伏开关电源。
2,软件:机器人安装device net interface, device net slave(做主站可以不要)软件。
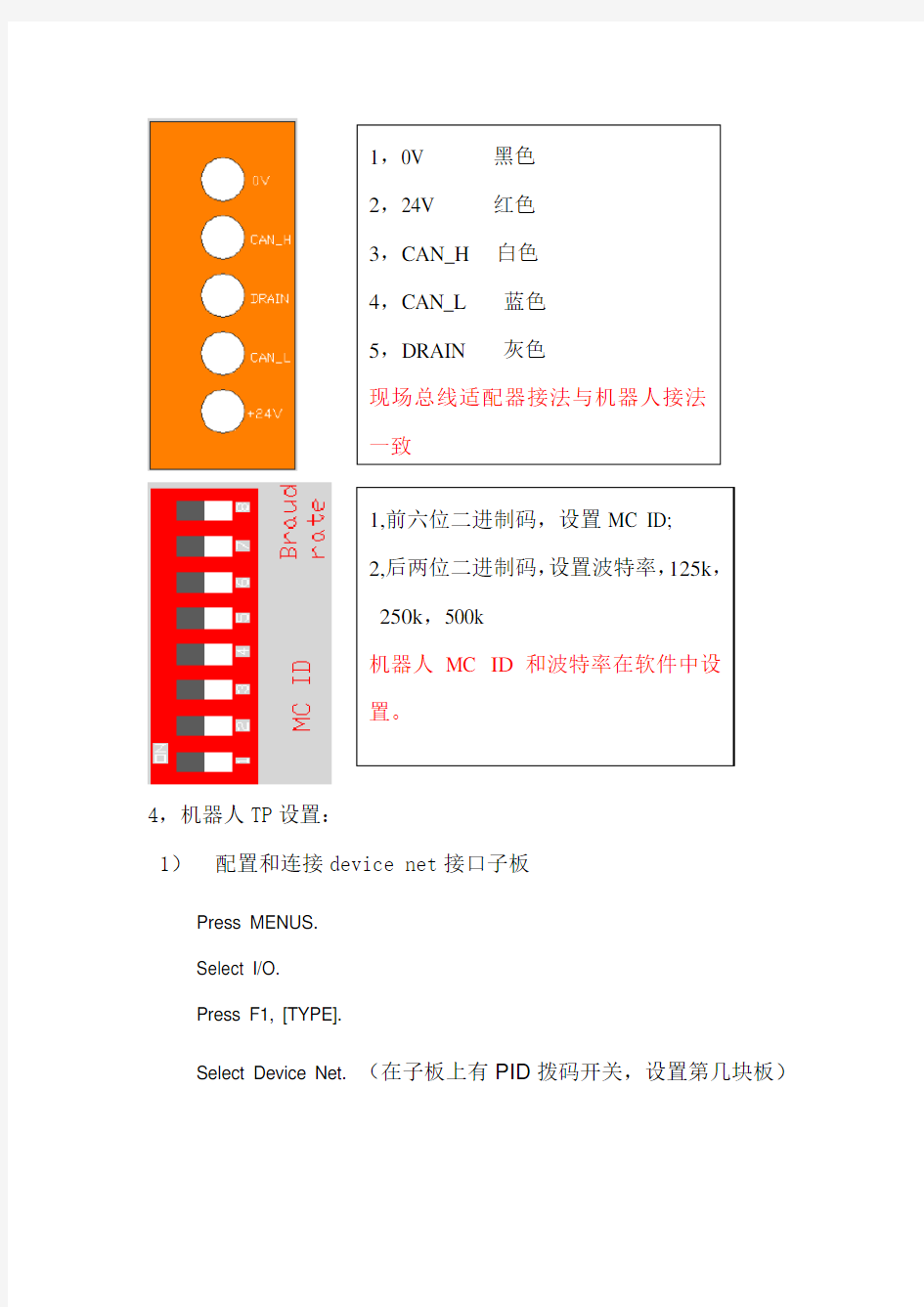
3,现场总线接法:
4,机器人TP 设置:
1) 配置和连接device net 接口子板
Press MENUS.
Select I/O.
Press F1, [TYPE].
Select Device Net. (在子板上有PID 拨码开关,设置第几块板)
2) press F4, DETAIL配置子板:
press PRVE,EXIT;移动光标,press F4, ONLINE
3)在线搜寻网络设备,press NEXT
Press F3, DIAG.
(WAGO远程终端的MC ID为1;)
Press F4, QUERY.
If the query is successful,如下:
Device Net Device Info 1/8
Board: 1
Mac Id: 1
1 Baud-rate: 125 KB
2 Device name: 750-346
3 Vendor Id: 40
4 Device Type: 12
5 Product Code: 346
6 I/O Mode: POLL
7 Digital inputs: 24
8 Digital outputs: 16
9 Analog inputs: 0
10 Analog outputs: 2
11 COS/CYC Ack: YES
12 Analog First: NO
13 Input Data Offset (bytes): 0
4) 在用户定义列表中增加网络设备设置信息,
Press F3, ADD_DEF.
5)为机器人主站创建设备列表,press F3,DEV_LST
Device List Screen
6)机器人重新启动,机器人根据设备列表为远程设备自动分配I/O
7)移动光标使远程终端750-346 ON
Device List Screen
FANUC机器人基本操作指导
FANUC 机器人基本操作指导
1.概论----------------------------------------------------------------------------------------------------------- 1
1)机器人的构成------------------------------------------------------------------------------------------- 1 2)机器人的用途------------------------------------------------------------------------------------------- 1 3)FANUC 机器人的型号-------------------------------------------------------------------------------- 1 2.FANUC 机器人的构成--------------------------------------------------------------------------------- 1
1)FANUC 机器人软件系统------------------------------------------------------------------------------- 1 2)FANUC 机器人硬件系统------------------------------------------------------------------------------- 2
(1). 机器人系统构成------------------------------------------------------------------------------ 2 (2). 机器人控制器硬件--------------------------------------------------------------------------- 2 3.示教盒 TP------------------------------------------------------------------------------------------------- 2 1)TP 的作用------------------------------------------------------------------------------------------------- 2 2)认识 TP 上的键------------------------------------------------------------------------------------------- 3 3)TP 上的开关---------------------------------------------------------------------------------------------- 4 4)TP 上的显示屏------------------------------------------------------------------------------------------- 5
安全操作规程
5
编程
6
1.通电和关电------------------------------------------------------------------------------------------------ 7
1)通电-------------------------------------------------------------------------------------------------------- 7
2)关电-------------------------------------------------------------------------------------------------------- 7
2.手动示教机器人----------------------------------------------------------------------------------------- 7
1)示教模式-------------------------------------------------------------------------------------------------- 7
2)设置示教速度-------------------------------------------------------------------------------------------- 8 3)示教-------------------------------------------------------------------------------------------------------- 8
3.手动执行程序--------------------------------------------------------------------------------------------- 8
4.自动运行---------------------------------------------------------------------------------------------------- 9
Fanuc外部信号选择PNS程序和RSR程序启动运行
Fanuc机器人程序自动运行,这里是外部信号选择PNS程序和RSR程序启动运行,本文做了举例运行,且加入详细说明,篇幅有点长,约11400字,需30分钟阅读。 说明:这里主要了解Fanuc机器人的自动运行条件,选择PNS、RSR程序名的启动方式,通过外部IO选择不同PNS和RSR程序并启动运行。具体的一些操作步骤和过程,需要去机器人上面进行验证。做此文时候,回来才发现此篇幅有点长,欢迎大家耐心观看阅读,以后尽量把文章篇幅做短一些。 一、自动运行条件和系统变量设定 1、Fanuc机器人自动运行条件设定 (1)TP示教器开关置于OFF; (2)通过示教器上step切换为连续运行状态; (3)控制柜钥匙开关打到AUTO模式; (4)专用信号UI[1]-UI[3]都设定为ON; (5)专用信号UI[8]*ENBL为ON,切换开关; (6)在设定当中,设定自动模式为REMOTE(远程模式)
Menu菜单——>0next下一页——>6system系统——>F1type类型——>config配置——>Remote/Local setup选择远程模式; (7)系统变量$RMT_MASTER为0(默认值是0),即menu菜单——>0 next下一页——>6system系统——>F1type类型——>Variables变量——>$RMT_MASTER设为0 说明:系统变量$RMT_MASTER定义下列远端设备 0:外围设备 1:显示器/键盘(CRT/KB) 2:主控计算机 3:无外围设备(无遥控装置) 2、自动运行功能说明 自动运转是从遥控装置通过外围设备I/O输入来启动程序的一种功能,具有如下功能。 (1)机器人启动请求(RSR)功能,根据机器人启动请求信号(RSR1~8输入)选择并启动程序。程序处在执行中或暂停中的情况下,所选程序进入等待状态,等待当前执行中的程序结束后又被启动。
(完整word版)FANUC焊接机器人控制系统介绍、应用故障分析及处理
FANUC焊接机器人控制系统介绍、应用故障分析 及处理 FANUC机器人主要应用在奇瑞公司乘用车一厂和乘用车三厂的焊装车间中,其控制系统采用32位CPU 控制,采用64位数字伺服驱动单元,同步控制6轴运动;支持离线编程技术;控制器内部结构相对集成化,这种集成方式具有结构简单、整机价格便宜且易维护保养等特点。 焊接是工业生产中非常重要的加工方式,同时由于焊接烟尘、弧光和金属飞溅的存在,焊接的工作环境非常恶劣,随着人工成本的逐步提升,以及人们对焊接质量的精益求精,焊接机器人得到了越来越广泛的应用。 机器人在焊装生产线中运用的特点 焊接机器人在高质、高效的焊接生产中发挥了极其重要的作用,其主要特点如下: 1.性能稳定、焊接质量稳定,保证其均一性 焊接参数如焊接电流、电压、焊接速度及焊接干伸长度等对焊接结果起决定性作用。人工焊接时,焊接速度、干伸长等都是变化的,很难做到质量的均一性;采用机器人焊接,每条焊缝的焊接参数都是恒定的,焊缝质量受人为因素影响较小,降低了对工人操作技术的要求,焊接质量非常稳定。 2.改善了工人的劳动条件 采用机器人焊接后,工人只需要装卸工件,远离了焊接弧光、烟雾和飞溅等;点焊时,工人不再需要搬运笨重的手工焊钳,从大强度的体力劳动中解脱出来。 3.提高劳动生产率 机器人可一天24h连续生产,随着高速、高效焊接技术的应用,使用机器人焊接,效率提高地更加明显。 4.产品周期明确,容易控制产品产量 机器人的生产节拍是固定的,因此安排生产计划非常明确。 5.可缩短产品改型换代的周期,降低相应的设备投资 可实现小批量产品的焊接自动化。机器人与专机的最大区别就是它可以通过修改程序以适应不同工件的生产。 FANUC机器人控制系统 1.概述 FANUC机器人主要应用在奇瑞公司乘用车一厂和乘用车三厂的焊装车间中,是奇瑞公司最早引进的焊接机器人,也是最先用到具有附加轴的焊接机器人。其控制系统采用32位CPU控制,以提高机器人运动插补运算和坐标变换的运算速度;采用64位数字伺服驱动单元,同步控制6轴运动,运动精度大大提高,最多可控制21轴,进一步改善了机器人动态特性;支持离线编程技术,技术人员可通过离线编程软件设置参数,优化机器人运动程序;控制器内部结构相对集成化,这种集成方式具有结构简单、整机价格便宜且易维护保养等特点。其控制原理如图1所示。
[电气]FANUC机器人的通讯
FANUC机器人的通讯 -------PROFIBUS-DP&DEVICE NET 本文主要以FANUC机器人为中心,介绍FANUC机器人与SIEMENS PLC 的PROFIBUS-DP通讯以及FANUC机器人与FRONIUS焊机的DEVICE NET通讯。 一、FANUC机器人与SIEMENS PLC的PROFIBUS-DP通讯 1.硬件准备 本文采用的PLC为S7-300 CPU317-2PN/DP,FANUC机器人型号为,以PLC 为主站,FANUC机器人为从站,通过DP线连接。FANUC机器人的PROFIBUS-DP 通讯板卡处连接如下图所示。 2.软件设置 (1)PLC组态 组态主站系统后,在DP网上挂上FANUC机器人并组态通讯区。 a)站号分配 b)I/O地址分配:采用默认的8Byte Out 10Byte In,起始地址无重复占用即可 (2)机器人示教盒设置 a)站地址设置 进入菜单-6设置-1PROFIBUS-ENTER。 将3站地址设置成与PLC组态时的地址一致,并将6单次报错设为禁用。 注:在未进行DP通讯前,若要使机器人动作,6单次报错应设为启用。b)波特率设置 按下F3进入[其他]-选择总站参数 参数中的波特率应与PLC组态中的传输速度一致,若需修改,可通过F4[选择]进行更改。 c)I/O分配设置 进入菜单-I/O-数字-ENTER PLC从站组态时地址分配为8 Byte Out,因此机器人中只需使用DI[1-64],将机架设置为67,插槽为1,开始为1。 注:PLC的输出(OUT)相当于机器人的输入(IN),插槽67代表PROFIBUS-DP 通讯。 按F3 IN/OUT切换至DO设置,同理,PLC从站组态时地址分配为10 Byte In,因此机器人中只需使用DO[1-80]。 重新设置I/O地址后图中状态一栏显示PEN表明设置正确为可用状态,此时应重启控制器,激活设置。状态栏显示ACTIV时为可用并已激活,UNASG为不可用。 至此PROFIBUS-DP通讯设置完成,可通过STEP7读取查看是否通讯成功。
电气FANUC机器人的通讯
FANUC机器人的通讯 --- PROFIBUS-DP&DEVICE NET 本文主要以FANUC机器人为中心,介绍 FANUC机器人与SIEMENS PLC的 PROFIBUS-DP通讯以及FANUC机器人与FRONIUS焊机的DEVICE NET通讯。 一、FANUC 机器人与 SIEMENS PLC 的 PROFIBUS-DP 通讯 1.硬件准备 本文采用的PLC为S7-300 CPU317-2PN/DP, FANUC机器人型号为,以 PLC为主站, FANUC机器人为从站,通过DP线连接。FANUC机器人的PROFIBUS-DP通讯板卡处连接如下图所示。 2.软件设置 ⑴PLC组态 组态主站系统后,在 DP网上挂上FANUC机器人并组态通讯区。 a)站号分配 b)I/O地址分配:采用默认的8Byte Out 10Byte In,起始地址无重复占用即可 (2)机器人示教盒设置 a)站地址设置 进入菜单-6 设置-1PROFIBUS-ENTER。 将3站地址设置成与PLC组态时的地址一致,并将6单次报错设为禁用。注:在未进行DP 通讯前,若要使机器人动作,6单次报错应设为启用。 b)波特率设置 按下F3进入[其他卜选择总站参数 参数中的波特率应与PLC组态中的传输速度一致,若需修改,可通过F4[选择]进行更改。 c)I/O分配设置 进入菜单-I/O-数字-ENTER PLC从站组态时地址分配为8 Byte Out,因此机器人中只需使用 DI[1-64],将机架设置为67,插槽为1,开始为1。 注:PLC的输出(OUT)相当于机器人的输入(IN),插槽67代表PROFIBUS-DP通讯。 按F3 IN/OUT切换至DO设置,同理,PLC从站组态时地址分配为10 Byte In,因此机器人中只需使用DO[1-80]。 重新设置I/O地址后图中状态一栏显示 PEN表明设置正确为可用状态,此时应重启控制 器,激活设置。状态栏显示 ACTIV时为可用并已激活,UNASG为不可用。 至此PROFIBUS-DP通讯设置完成,可通过 STEP7读取查看是否通讯成功。 二、FANUC机器人与FRONIUS焊机的DEVICE NET通讯 1.硬件准备 a)在进行FANUC机器人与FRONIUS焊机通讯之前,应确保所有电缆连接正确,机器 人与焊机之间的端子连接如下表所示 注:在端子2与4,白与蓝之间应加一个120欧的电阻。见下图
FANUC发那科工业机器人常见报警的解释
第一章常见报警的解释 1.1 368报警(串行数据错误) 上图中368报警以及相关编码器报警的原因有: (1)电机后面的编码器有问题,如果客户的加工环境很差,有时会有切削液或液压油浸入编码器中导致编码器故障。 (2)编码器的反馈电缆有问题,电缆两侧的插头没有插好。由于机床在移动过程中,坦克链会带动反馈电缆一起动,这样就会造成反馈电缆被挤压或磨损而损坏,从而导致系统报警。尤其是偶然的编码器方面的报警,很大可能是反馈电缆磨损所致。 (3)伺服放大器的控制侧电路板损坏。 解决方案: (1)把此电机上的编码器跟其他电机上的同型号编码器进行互换,如果互换后故障转移说明编码器本身已经损坏。 1
(2)把伺服放大器跟其同型号的放大器互换,如果互换后故障转移说明放大器有故障。 (3)更换编码器的反馈电缆,注意有的时候反馈电缆损坏后会造成编码器或放大器烧坏,所以最好先确认反馈电缆是否正常。 电源模块PSM控制板内风扇故障443,610 1.2 上图报警是电源模块控制板内风扇损坏导致的报警(使用αi电源模块时),报警时电源模块PSM的LED显示“2”,主轴放大器SPM的LED显示“59”。 拆下电源模块控制板后,风扇位置如下图所示: 2
1.3 主轴放大器SPM内冷风扇故障 此故障没有画面报警信息,但是有上图的“FAN”在闪烁,此现象表明主轴放大器SPM的内冷风扇出现了故障。 1.4 伺服放大器SVM内冷风扇报警608,444 3
上图中的报警表示伺服放大器SVM的内冷风扇出现了故障(Z轴和A轴同时出现报警是因为Z轴和A轴是同一个放大器控制的)。上图中的报警出现时对应的伺服放大器上的LED 显示“1”。 1.5 主轴放大器和伺服放大器的内冷风扇位置 4
FANUC外部轴添加以及协调功能
FANUC机器人调试 一、添加外部轴 ―PREV‖ key and ―NEXT‖→CONTROLLED START →MENUS →MAINTENANCE 2. Press arrow (上下键) keys and move the cursor to ―Basic positioner‖. Then press F4. MANUAL. 变位机9、10轴 ―Extended Axis Control‖. Then press F4. MANUAL. 滑台7、8轴 输入1,按ENTER 进行滑台7、8轴的添加 输入2,按ENTER 进行滑台,9、10轴的添加 3.Y ou will see similar to the following
旋转轴9作为―Basic positioner‖----Group 2的第九轴,所以输入9,按ENTER 旋转轴会出现下面4、5界面 默认输入1,按ENTER 5.运动类型选择 6.Y ou will see simlar screen to following one . 集成轴(7、8轴)出现以下画面 旋转轴(9、10)稍微有些区别 七轴与九轴添加完八轴和十轴添加回到上画面继续添加 第7组直线轴
1 .Motor=aiF8/3000 40A 2.Gear Ratio=8.6 3 .Direction=+Y EXTENDED AXIS TYPE=Integrated Rail(Linear Axis) 4.Joint Max Speed=160.000 (mm/sec) (可改变附加轴的转动速度) 5 .Motion sign= FALSE (可改变附加轴的转动方向) 6 .Upper Limit=700 mm 7 .Lower Limit=-700 mm 8 .Master position=0.000 mm 9 .Accel Time 1=256 Accel Time2=128 11 .Exp Filter V alid= 128 12 .Minimum Accel Time=384 13 .Load Ratio=5.000 14 .axis amp Number=2 axis amp type=2 15.Brake Number=2 16 .Servo off valid=FALSE (Disable) Servo off Time=10.000 第8组直线轴: 1 .Motor=aiF8/3000 40A 2.Gear Ratio=2
FANUC机器人基本操作指导
FANUC机器人基本操作指导 1.概论----------------------------------------------------------------------------------------------------------- 1 1)机器人的构成------------------------------------------------------------------------------------------- 1 2)机器人的用途------------------------------------------------------------------------------------------- 1 3)FANUC机器人的型号-------------------------------------------------------------------------------- 1 2.FANUC机器人的构成--------------------------------------------------------------------------------- 1 1)FANUC机器人软件系统------------------------------------------------------------------------------- 1 2)FANUC机器人硬件系统------------------------------------------------------------------------------- 2 (1). 机器人系统构成------------------------------------------------------------------------------ 2 (2). 机器人控制器硬件--------------------------------------------------------------------------- 2 3.示教盒TP------------------------------------------------------------------------------------------------- 2 1)TP的作用------------------------------------------------------------------------------------------------- 2 2)认识TP上的键------------------------------------------------------------------------------------------- 3 3)TP上的开关---------------------------------------------------------------------------------------------- 4 4)TP上的显示屏------------------------------------------------------------------------------------------- 5 安全操作规程 5 编程 6 1.通电和关电------------------------------------------------------------------------------------------------ 7 1)通电-------------------------------------------------------------------------------------------------------- 7 2)关电-------------------------------------------------------------------------------------------------------- 7 2.手动示教机器人----------------------------------------------------------------------------------------- 7 1)示教模式-------------------------------------------------------------------------------------------------- 7 2)设置示教速度-------------------------------------------------------------------------------------------- 8 3)示教-------------------------------------------------------------------------------------------------------- 8 3.手动执行程序---------------------------------------------------------------------------------------------8 4.自动运行----------------------------------------------------------------------------------------------------9
发那科机器人常见故障代码和故障处理方法
常用故障代码和故障排除方法 伺服 - 001操作面板紧急停止 SRVO- 001 Operator panel E-stop [现象]按下了操作箱/操作面板的紧急停止按扭。 SYST-067面板HSSB断线报警同时发生,或者配电盘上的LED(绿色)熄灭时,主板(JRS11)-配电盘(JRS11)之间的通信有异常,可能是因为电缆不良、配电盘不良、或主板不良。(注释) [对策1]解除操作箱/操作面板的紧急停止按扭。 [对策2]确认面板开关板(CRM51)和紧急停止按扭之间的电缆是否断线,如果断线,则更换电缆。 [对策3]如果在紧急停止解除状态下触点没有接好,则是紧急停止按扭的故障。逐一更换开关单元或操作面板。 [对策4]更换配电盘。 [对策5]更换连接配电盘(JRS11)和主板(JRS11)的电缆。 在采取对策6之前,完成控制单元的所有程序和设定内容的备份。 [对策6]更换配电盘。 (注释)SYST-067面板HSSB断线报警同时发生,或RDY LED熄灭时,有时会导致下面的报警等同时发生。(参阅示教操作盘的报警历史画面) 伺服-001操作面板紧急停止 伺服-004栅栏打开 サーボ-007外部紧急停止 伺服-204外部(SVEMG异常)紧急停止 伺服-213保险丝熔断(面板PCB) 伺服-280SVOFF输入 伺服 - 002示教操作盘紧急停止 SRVO- 002 Teach pendant E-stop [现象]按下了示教操作盘的紧急停止按扭。 [对策1]解除示教操作盘的紧急停止按扭。 [对策2]更换示教操作盘。 伺服 - 003紧急时自动停机开关 SRVO- 003 Deadman switch released [现象]在示教操作盘有效的状态下,尚未按下紧急时自动停机开关。 [对策1]按下紧急时自动停机开关并使机器人操作。 [对策2]更换示教操作盘。 伺服 - 021SRDY断开(组:i轴:j) SRVO- 021 SRDY off (Group:i Axis:j) [现象]当HRDY断开时,虽然没有其他发生报警的原因,SRDY处在断开状态。(所谓HRDY,就是主机相对于伺服发出接通还是断开伺服放大器的电磁接触器的信号。SRDY是伺服相对于主机发出伺服放大器是否已经停止的信号。
FANUC发那科工业机器人的通讯参数设置
FANUC的通讯参数设置 机床通迅参数包括以下几个方面: 0MD为 1 波特率 4800 2 数据位 7 3 停止位 2 4 奇偶校验偶 5 ASCII码或EIA码选定 ASCII 6 握手协议software 18M为 0MD为 1 波特率9600 2 数据位 7 3 停止位 2 4 奇偶校验偶 5 ASCII码或EIA码选定 ASCII 6 握手协议software 法兰科接口参数设置 1
现在DNC机床联网已成一个大的潮流,可是仍然有很多人对此知之甚少。尤其是对于一些机床数据通信参数的设定一无所知。一般而言,机床通迅参数包括以下几个方面: 1 波特率 2 数据位 3 停止位 4 奇偶校验 5 ASCII码或EIA码选定 6 握手协议 机床的版本不一样,这些参数的位置也不一样。希望知道的朋友可以提供一些不同版本机床的通信参数资料,以便大家多了解 0M系统 波特率: 552,553,250,251(I/O为0,1,2,3) 2
停止位:02#0,12#0,50#0,51#0(I/O为0,1,2,3) EIA码和ASCII码的选定 :02#3,12#3,50#3,51#3(I/O为0,1,2,3) 51#4:是否使用CD载波信号 55#2:通信协议B/A 奇偶校验一般都为偶校验 机床通迅参数包括以下几个方面: 0MD为 1 波特率 4800 2 数据位 7 3 停止位 2 4 奇偶校验偶 5 ASCII码或EIA码选定 ASCII 6 握手协议software 3
18M为 0MD为 1 波特率9600 2 数据位 7 3 停止位 2 4 奇偶校验偶 5 ASCII码或EIA码选定 ASCII 6 握手协议software 发那克900以后参数意义 -------------------------------------------------------------------------------- 900 #5 公英制转换; 1,公制 #4 主轴模拟/串行输出; 1,用离合器 4
Fanuc机器人IO配置和UIUO配置
Fanuc机器人IO配置和UI/UO配置 说明:这几天直接跳转发送Fanuc部分内容知识,以供大家阅读借鉴。这里主要给大家分享Fanuc机器人的IO分类以及CRMA15、CRMA16的IO分配,UI/UO的分配。 一、Fanuc机器人IO种类 1、Fanuc机器人IO分类 I/O (输入/输出信号),是机器人与末端执行器、外部装置等系统的外围设备进行通信的电信号。有通用I/O 和专用I/O 。 (1)通用I/O 通用I/O 是用户可以自己定义和使用的的I/O信号,通用I/O 有如下三类。I/O 的i表示信号号码和组号码的逻辑号码。 ?数字I/O:DI[i ]/DO[i ]个数:512/512 ?群组I/O:GI[i ]/GO[i ]个数:100/100,范围:0-32767 ?模拟I/O:AI[i ]/AO[i ]个数:64/64,范围:0-16383 (2)专用I/O 系统定义的专用IO信号,用户不能重新定义功能的信号;专用I/O 是用途已经确定的I/O ,专用I/O 有如下几种。 ?外围设备(UOP):UI[i ]/UO[i ]个数:18/20 ?操作面板(SOP):SI[i ]/SO[i ]个数:15/15 ?机器人I/O :RI[i ]/RO[i ]个数:8/8
3、Fanuc机器人图片(图片来自百度网络) 二、Fanuc机器人通讯IO模块 1、Fanuc机器人硬件种类和机架号 机架系指构成I/O 模块的硬件的种类。?0 =处理I/O 印刷电路板
?1~16=I/O 单元MODELA/B ?32 =I/O LINK 从动装置 ?48 =外围设备控制接口(CRMA15、CRMA16) 2、Fanuc机器人CRMA15、CRMA16插槽 插槽系指构成机架的I/O 模块部件的号码。 ?使用处理I/O 印刷电路板的情况下,按所连接的印刷电路板顺序分别为插槽1、2...。 ?使用I/O 单元MODEL A/B的情况下,则为用来识别所连接模块的号码。 ?I/O LINK 从动装置以及外围设备接口(CRMA15, CRMA16)下始终为1。 3、接线实物图 (1)紧凑型控制柜CRMA15/CRMA16面板插头 (2)外引实物端子台图片
发那科机器人报警处理(中文)
3 按下F2[RELEASE(释放)]以释放超行程轴。 4 按住shift键,按下警告清除按钮。 5按住shift键,按下微动键把工具沿超行程轴线微动到可移动的有效范围内。 从损坏的腕部警告复原(SERVO-006) 步骤: 1 按住SHIFT键,然后按下RESET键。 2 按住SHIFT键的同时,按下正确的微动键以把机器人移到其能被维修的位置。 从一个脉冲不匹配警告,BZAL警告,RCAL警告复原(SRVO-038,062,063) 步骤:1 按下MENUS键,显示界面菜单。 2 按下“0--NEXT---”,然后在下个页面选择“ 6 SYSTEM”。按下F1“[TYPE(类型)]”, 然后选择“Variables”。显示系统变量界面。 3 把系统变量$MCR.$SPC_RESET设为TRUE。(这个系统变量很快会被自动设回 FALSE)。 4 按下RESET键以释放警告。 提示:即使检测到一个脉冲计数不匹配警告,该控制数据可能会被纠正。如果该控制数据被纠正,控制不需要被执行。只要把$DMR_GRP.$MASTER_DONE设为真,然后在 位置界面上选择 6 MASTER/CAL。 从其他警告复原 步骤:1 清除该警告的引发源。例如,纠正程序。 2 按下RESET键来重置该警告。然后,教导盒界面上的警告信息消失。ALARM LED (发光二极管)灯灭。 C.2 警告代码 SRVO 错误代码(ID=11) SRVO-001SERVO Operator panel E--stop 可能原因:操作面板上的紧急停止按钮被按下。 解决方法:顺时针拧动紧急停止按钮以松开此按钮,并按下RESET(重启)。SRVO-002 SERVO Teach pendant E--stop 可能原因:教导盒上的紧急停止按钮被按下。 c-671
- FANUC机器人IO板信号表
- FANUC机器人基本操作指导
- FANUC机器人1-Axis SERVO POSITIONER维修说明
- 发那科机器人外部信号启动
- FANUC发那科工业机器人的通讯参数设置
- 发那科机器人报警处理(中文)
- Fanuc外部信号选择PNS程序和RSR程序启动运行
- FANUC机器人培训资料最新版本
- [电气]FANUC机器人的通讯
- 发那科机器人外部信号启动
- FANUC 机器人由PLC控制外部自动启动,暂停。
- (完整word版)FANUC焊接机器人控制系统介绍、应用故障分析及处理
- 发那科机器人外部信号启动
- 发那科机器人常见故障代码和故障处理方法
- 发那科机器人外部信号启动.ppt
- 发那科机器人外部信号启动
- [电气]FANUC机器人的通讯
- 发那科机器人外部信号启动
- 发那科机器人常见故障代码和故障处理方法
- (完整版)FANUC机器人基本操作指导