热处理车间年终总结

热处理车间主任个人年终总结
车间主任是生产一线的指挥员,负有组织生产、协调生产、带好队伍的重要使命,其职责包括如下内容:生产管理(产量、进度)、质量控制、成本控制、设备管理、安全管理、现场6S管理以及对班组进行管理、培训与考核部下、激励部下等等,现从以上各方面对2011年整年热处理车间工作进行总结。
一、人员
1、2011年全年,车间积极响应公司减员提效率方针政策,车间通过人员结构的调整,岗位职责进一步清晰,顺利完成逐月减编减人,至2011年7月份后热处理一车间人员基本控制在合理稳定的范围内,78—80人左右。
2、2011年全年前两个季度,车间人员流动比较大,主要原因在于对员工关心不够,不能为员工创造便捷、舒心的工作氛围,新员工很难适应车间的工作及公司的生活,老员工情绪也存在波动,通过深刻反思及不断改进,车间生产管理工作深入到员工工作中的点滴小事,7、8、9三个月,在高温、艰苦的工作环境下,基本无离职人员,甚至人员基本无请假,不得不说这是车间管理工作的一大进步和提高。
3、10月份以后,热处理一车间和二车间合并,我们的队伍壮大了,同时对车间的管理也是挑战,合并初期人员有不适应,离职人员增多,“人员关怀、控制人员流失、提高人员出勤率”也将是车间2012年人员管理的工作重点。
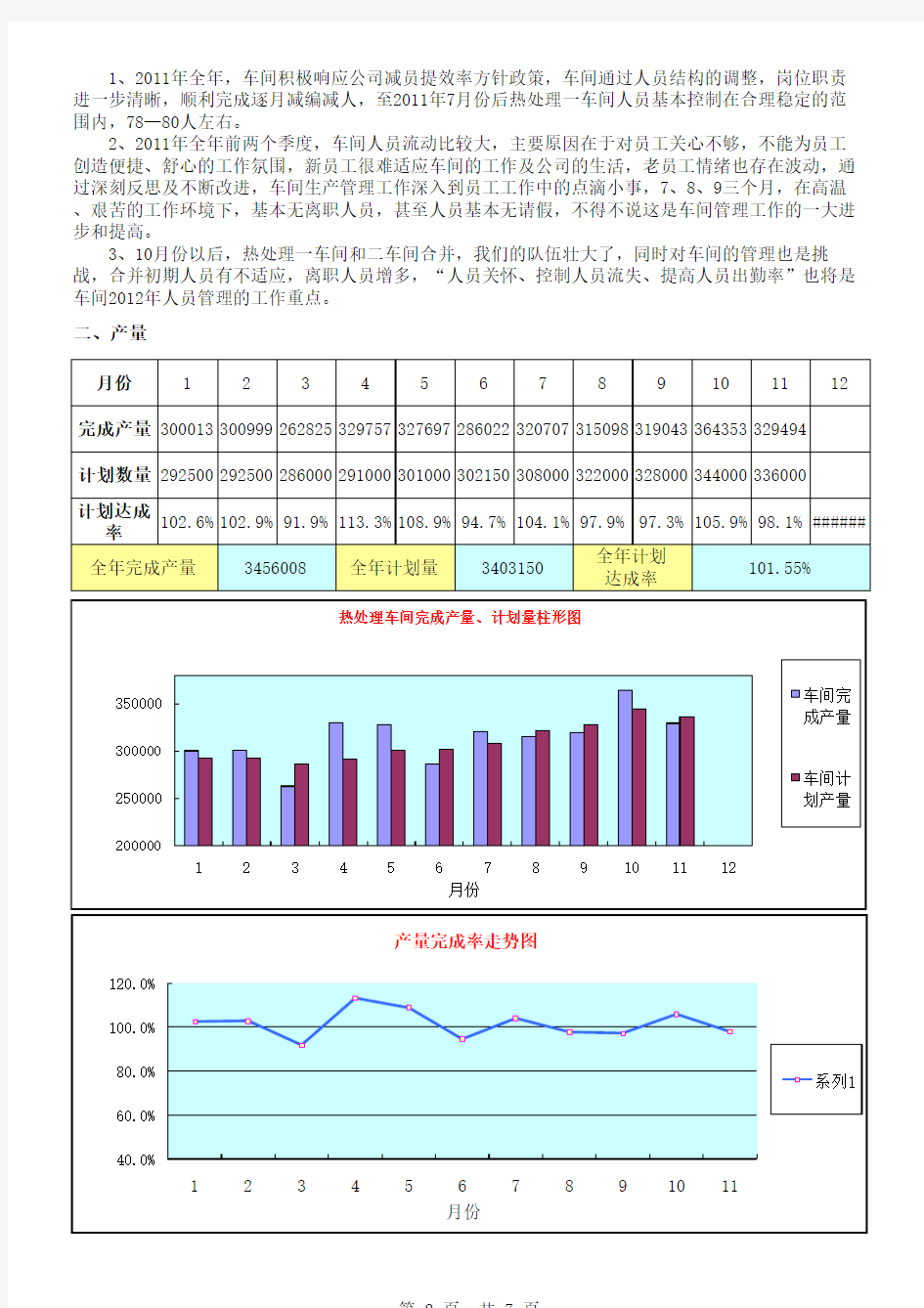
二、产量
1、2011年全年,是振奋人心的一年,现已经完成产量3456008件(除去12月份),全年产量计划达成率为101.55%,顺利完成公司下达的年完成350万件产量目标,如此辉煌的业绩凝聚了热处理车间全体人员的勤劳和汗水。
2、虽然漂亮的完成了公司年产量计划目标,但是从完成率走势中,也能发现一些不足,例如产量的不稳定,这与人员的流动、设备故障率、前序毛坯的供应、车间管理等很多因素息息相关,这些地方也是明年车间要不断改进完善的地方。
三、质量
1、2011年全年热处理车间责任报废原因前三项,分别是磕碰伤、平面、圆度变形、动平衡报废,这3个问题也是热处理车间一直以来的“老问题、大问题、难问题”,归纳其根本原因主要还在于,车间管理、物流优化、设备改进,2012年车间质量管理工作面临巨大的挑战,需要车间全体人员不断的努力,才能逐个解决以上说述“老大难”三个问题。
2、2011年前半年,热处理车间质量管理工作存在一些问题,综合合格率有5个月都未能达到,公司合格率计划目标,通过不断总结经验教训积极改进,明细化人员职责,在后半年车间质量趋于稳定,基本达到公司综合合格率计划目标。
1、2011年热处理车间共计出现工伤9次,现对以上9次工伤从原因类别及时间两个方面进行分析。
2、原因类别主要分为3类,第一项因设备小故障,作业人员进行维修时,出现工伤,其中所占比例为45%,分析其原因主要在于人员缺乏安全意识以及缺乏基本解决故障能力,导致自身被设备所伤,第二项为产品转运时,产品掉落,出现工伤,其中所占比例为33%,其主要原因在于流转小车设计缺乏防护,转运产品人员动作不规范。第三项为作业操作不规范,导致工伤,其中所占比例为22%。
3、从出现工伤时间上分析,11月份出现3起工伤,所占比例为34%,主要原因在于春节前后,人员工作中思想注意力不够集中,安全危机意识有所松懈,导致工伤频发。
热处理设备(尤其是热处理炉),是公司整体生产计划能否完成的重要的一个环节,车间设备管理工作是我2011年工作的重点,一年来通过不断努力,取得了不错的成绩,2011年度我也有幸被公司评为优秀设备管理者,车间主要从以下方面进行设备管理工作。
一、每天巡回检查确保设备健康运转
每天早8:00的设备检查,与车间各工段长、设备管理员的现场设备检查,排查设备异常及隐患,及时解决,避免小问题变成大问题,为设备的健康顺利运转打下坚实的基础。
二、 坚实做好设备维护和保养工作
每周二、四、六组织人员对设备进行清洁保养工作,确保热处理所有设备无灰尘,无油污,每月10号、20号、30号热处理车间全体人员对设备进行维护保养,确保任何螺丝无松动,轴承、链条均润滑到位,减少设备损耗。
三、 设备不断改进、创新
四、料框改进
六、成本
1、成本控制工作是公司2011年重点工作项目之一,在车间全面工作中也属于是起步阶段,2011年车间主要工作侧重于建立人员的成本意识,让每一位员工关注到车间使用的天燃气、压缩空气、乙炔、氧气、水、电、切削液、强力刀片等等辅料,使每一位员工有“以厂为家”的观念,杜绝任何浪费现象,2011年热处理车间成本基本处于盈利状态。
2、同时车间主要从以下方面来控制车间成本:
①、每月至少一次组织人员对全车间漏气点进行排查,及时改进。
②、水电使用分区域落实责任人,杜绝浪费现象。
③、专人对物料使用情况进行统计分析,找出可节约之处,找出重点控制关注点。
④、现场检查过程中,及时发现改进造成能源、物料浪费现象。
七、现场6S
1、2011年现场6S管理工作较往年有了一大进步,基本杜绝了以前“脏、乱、差”的现象,能有今天的成绩值得车间去自豪,但更需要长足的坚持。
2、车间主要从以下方面进行现场6S的管理工作:
①、长期坚持不懈的现场检查,第一时间整改现场6S的不符合事项。
②、每周二、四、六开展现场整理、整顿工作。
③、交接班制度的贯彻落实。
④、人员思想、纪律从严管理。
3、虽然现场6S管理工作有了不错的成绩,但是车间深知要真正意义的达到6S标准,真正有一个让客户眼前一亮的漂亮现场,仍需要不断的改进,2012年现场6S的工作重点在于,产品、物料的定置定位,现场所有标示的完善及做到所有标示的清晰合理。
八、来年工作重点
1、人员管理,从“人员素质、人员纪律、人员思想”三个方面进行管理。
①、素质管理
由于班组成员所接受的教育程度各不相同,人员的素质也因此参差不齐,这就需要培训、引 导。首先,管理者的综合素质要达到一定的高度,否则无法以身作则。其次,培训、引导要有针对性,对不同的人要采取不同的方式进行培训。再者,人员的素质不是培训两天就能提高的,这是一个日积月累的过程,持之以恒很重要。
②、纪律管理
要使班组成员能够自觉地遵守劳动纪律,班组必须有一套比较完善的考核制度。厂有厂规,班有班规,班规是厂规的延续和细化,且更具针对性。考核要公平,透明度要高。考核公平是避免管理者与被管理者矛盾激化的首要条件,考核及时可对应受到教育的人起到良好的警示和促进作用,考核透明就是要让班组的每个成员都知道,从而提高对劳动纪律的认识。
③、思想管理
思想管理是利用正确的舆论导向引导班组成员在思想和行为上向良好、健康的方向发展,思想管理是班组管理的基础,加强思想管理可以提高人员的思想素质,提高班组人员的自觉性,使班组成员和睦相处。
2、产量方面主要着重关注钻孔、切冒口人员的稳定及效率,保证热处理炉的正常运行。
①、钻孔、切冒口人员的稳定及效率
2011年的工作中,钻孔、切冒口工序人员的不稳定及效率低下问题一直影响着2011年产量计划的达成,经常出现在制品积压、人员不够、效率低下导致只能通过人员两班倒加班来消化产品的现象,2012年必须通过设备的改进,使钻孔、切冒口工序人员减轻劳动强度,提升其效率,最终结果让每一个钻孔、切冒口作业人员能有一个可观的薪资回报。
②、热处理炉的正常运行
3、品质方面,推行“全员自检”,杜绝批量报废,避免批量不良。
①、生产过程中,各工序操作员必需填写自检数据记录卡,严防自检中的“走过场”,通过安排人员“巡检”、“抽检”、“重点检查”等手段进行监督,来达到无批量报废、无批量不良的生产过程。
②、通过培训,使热处理全员具备强大的自检能力,让每一个人能识别废品、挑出不良品。
③、 定期召开质量分析会,及时组织不合格品的质量分析会。
4、安全方面
①、从加强员工的安全意识入手,以吸取以往事故教训为主,继续强化员工的安全意识,做好新员工的安全教育.我们要始终坚持“居安思危、警钟长鸣”的工作方针,让员工做任何事脑袋里都会有安全意识。
②、把确保安全生产当作首要和重点问题来抓,利用每周的车间生产例会,把安全意识时刻贯穿到每名职工的头脑之中,安全措施层层到位.生产安全方面,车间今年着重即时解决生产现场出现的安全隐患,要求领班、副领班全程跟班生产,班前班中班后要随时检查和反映解决生产现场的安全隐患。
③、抓好车间的安全防火工作.这项工作同样是我们全年安全生产工作的重点,车间配备了消防灭火器材,要责任到个人,即时定时检查灭火器和各消防器材的完整性和有没有过期。
④、对发生的安全事故坚持事故分析会制度,坚持做到四不放过.通过事故分析会,责任到人,让员工安全防范意思大大增强
5、设备方面
①、坚持今年的每月10、20、30号所有员工对设备的大保养,每周的2、4、6各设备的除尘、加油。
②、制定强有力的培训计划,要耐心对操作人员的素质教育进行培训。操作人员的工作态度和工作积极性、责任感对工程机械的使用性能有很大的影响,一个合格的操作人员应该具有高度的责任感和职业荣誉感,能够摆正自己的位置,热爱自己的本职工作,服从领导的管理和指派,严格遵守公司的各项规章制度,认真执行工程机械安全操作规程,安全生产,并出色完成领导交给的各项任务。 ③、制定 定人定岗、定人定机的制度,减少机械故障率。车间的所有操作人员如果能认真遵守执行了“定人、定机、定岗,人随机走的三定原则”车间各设备的操作手基本上都能按照要求进行操作,设备管理制度的制定和执行都从严执行,建立机械设备档案,实行定人、定机、定岗和单机核算,设备的完好率达到95%以上,利用率达到80%以上,实行保养制度,并要按时、按级进行保养,一级保养200工作小时,二级保养600工作小时,三级保养1800工作小时。
④、对热处理料框进行改进,12月份已制作了一个用螺丝固定的料框,现正在试用。明年要持续改进为公司节约成本。
⑤、明年要对各设备进行改进,减轻员工的劳动强度。
6、成本方面
①、每月至少一次组织人员对全车间漏气点进行排查,及时改进。
②、培训全员的成本意识,鼓励全员参与节约车间成本。
③、安排人员记录每天能源、物料消耗台帐,进行分析,实行能源、物料消耗的中间控制。
7、现场6S方面
①、实行分片责任区域划分制,逐个区域大整顿,对整顿后符合6S要求现场拍照记录,明确按此标准保持该责任区域现场。
②、物料定置定位,现场所有标示完善、清晰明了。