CNC 钢 料 加 工 参 数 表
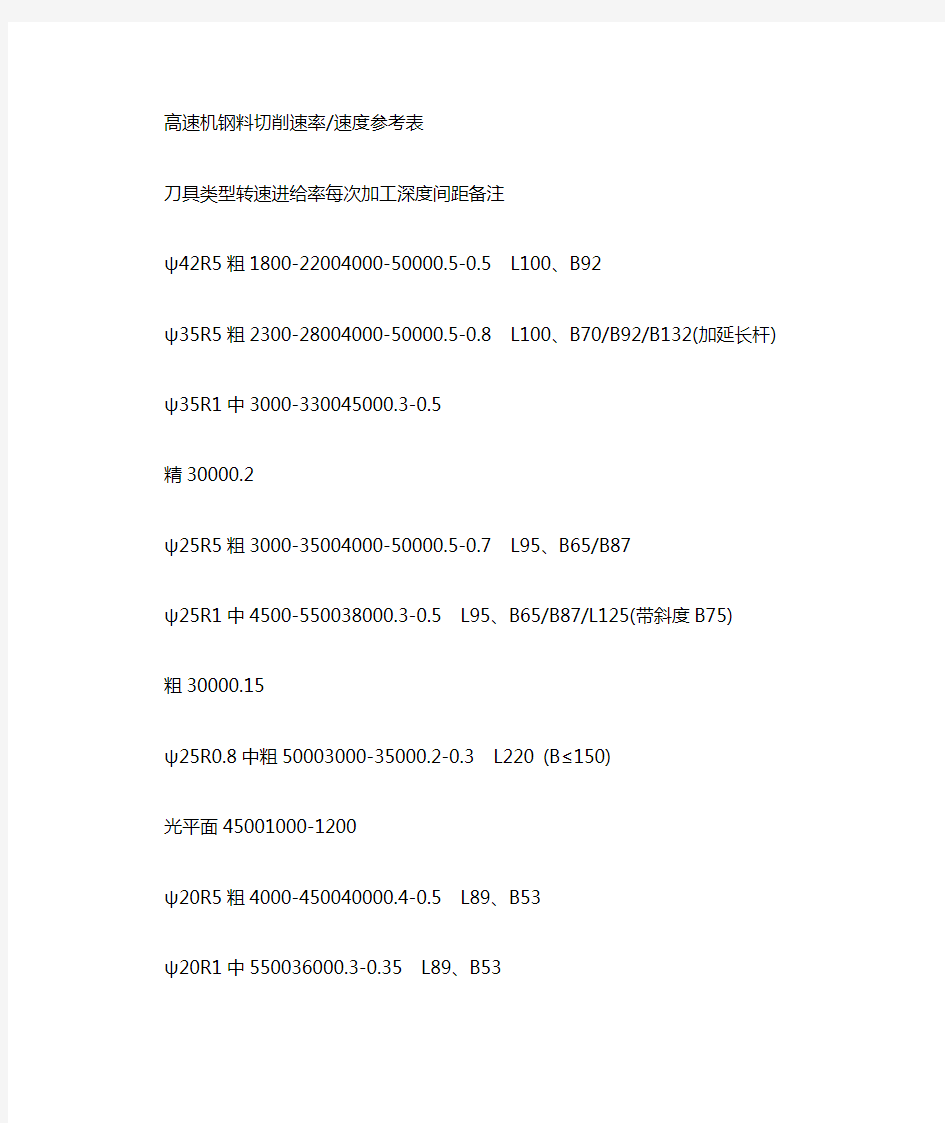
高速机钢料切削速率/速度参考表
刀具类型转速进给率每次加工深度间距备注
ψ42R5粗1800-22004000-50000.5-0.5L100、B92
ψ35R5粗2300-28004000-50000.5-0.8L100、B70/B92/B132(加延长杆) ψ35R1中3000-330045000.3-0.5
精30000.2
ψ25R5粗3000-35004000-50000.5-0.7L95、B65/B87
ψ25R1中4500-550038000.3-0.5L95、B65/B87/L125(带斜度B75)
粗30000.15
ψ25R0.8中粗50003000-35000.2-0.3L220 (B≤150)
光平面45001000-1200
ψ20R5粗4000-450040000.4-0.5L89、B53
ψ20R1中550036000.3-0.35L89、B53
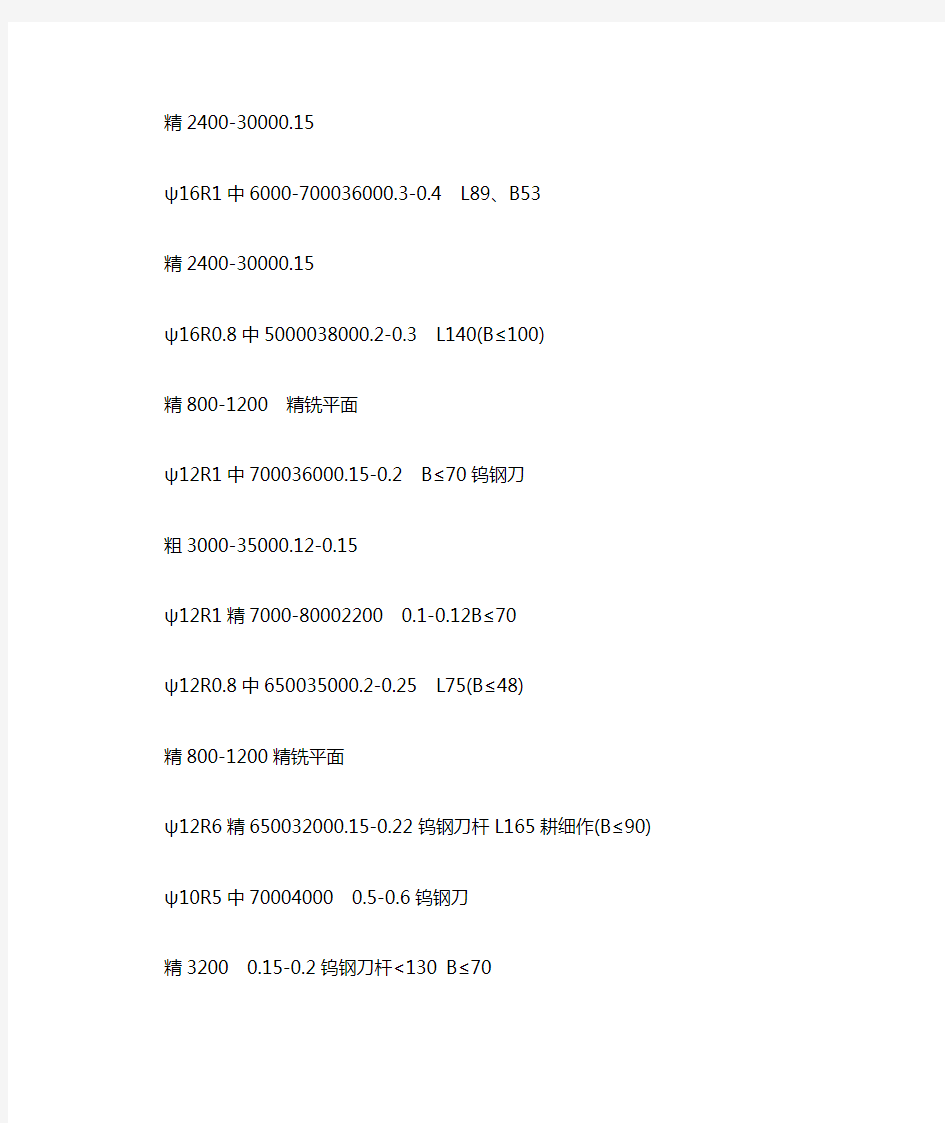
精2400-30000.15
ψ16R1中6000-700036000.3-0.4L89、B53
精2400-30000.15
ψ16R0.8中5000038000.2-0.3L140(B≤100)
精800-1200精铣平面
ψ12R1中700036000.15-0.2B≤70钨钢刀
粗3000-35000.12-0.15
ψ12R1精7000-800022000.1-0.12B≤70
ψ12R0.8中650035000.2-0.25L75(B≤48)
精800-1200精铣平面
ψ12R6精650032000.15-0.22钨钢刀杆L165耕细作(B≤90)ψ10R5中700040000.5-0.6钨钢刀
精32000.15-0.2钨钢刀杆<130 B≤70
ψ8R4中800036000.4-0.5钨钢刀
精32000.15-0.18钨钢刀杆<116 B≤50
ψ6R3中9500-1000035000.3-0.4L90 B50
精32000.12-0.15
ψ5R2.5中1100032000.3L80 B30
精30000.1-0.12
ψ4R2精120002500-28000.1-0.12L45 B≤30
ψ3R1.5精1250024000.08-0.1L38 B≤22
ψ2R1精1400020000.06-0.08L50 B≤14
ψ1.5R0.75精180002500-30000.05-0.07L50 B≤12
ψ1R0.5精180002500-30000.05L50 B≤12
ψ12精600030000.1-0.15L50 B≤70
ψ10精72003000-35000.08-0.1L50 B≤60
ψ8精8000-95003000-34000.08-0.1L50 B≤50ψ6精100003000-34000.06-0.1L50 B≤40
ψ5精110003000-33000.05-0.1L50 B≤35
ψ4精125002800-32000.05-0.1L50 B≤30
ψ3精1350028000.05-0.08L50 B≤22
ψ2.5精130002500-30000.05-0.07L50 B≤18
ψ2精140002500-30000.04-0.06L50 B≤14
ψ1.5精145002500-30000.02-0.04L50 B≤12
ψ1精200002500-30000.1-0.2L50 钨钢刀B≤12ψ10R2中7200400000.25-0.3L100 B≤60
精3000-35000.17-0.22
ψ10R0.5中720040000.25-0.3L100 B≤60
精3000-35000.17-0.22
ψ8R2中800040000.2-0.25L100 B≤50
精3000-35000.15-0.19
ψ8R0.5中800040000.2-0.25L100 B≤50
精3000-35000.15-0.19
ψ6R1中950040000.15-0.18L100 B≤40
精3000-34000.1-0.15
ψ6R0.5中950040000.15-0.18L100 B≤40
精3000-34000.1-0.15
ψ4R0.5中110003000-34000.1-0.15L50 B≤30
精2800-32000.1-0.12
ψ3R0.5中1300030000.09-0.12L45 B≤22精2200-25000.06-0.08
ψ2R0.4中1300020000.05-0.08钨钢刀
精1400
ψ1.5R0.3中1500025000.02-0.05L57 B≤12精1300030000.02-0.04
ψ1R0.2精2000030000.02-0.03L57 (B≤12
加工中心常用刀具参数
加工中心常用刀具参数(普通机) 刀具转速进刀切削吃刀量退刀 d32r5 1900 1500 1800 0.6 1300 d25r5 2100 1300 1500 0.6 1200 d20r5 2200 1100 1300 0.5 800 d16r0.5 2400 1000 1100 0.4 800 d12r0.5 2600 800 1000 0.35 600 d10r0.5 2800 700 800 0.35 600 d8r0.5 3000 600 600 0.3 500 d6r0.5 3200 450 500 0.25 400 d12 2800 800 1000 0.35 600 d10 2800 700 800 0.35 600 d8 3000 600 600 0.3 500 d6 3200 450 500 0.25 400 d4 3500 300 400 0.2 400 d12r6 3200 800 1000 0.3 600 d10r5 3600 700 800 0.25 600 d6r3 4000 450 500 0.2 400 d4r2 4800 300 400 0.15 400 d2r1 5600 250 300 0.1 300 d1r0.5 6800 200 200 0.08 250 加工中心常用刀具参数(高速机) 刀具转速进刀切削吃刀量退刀 d16r0.5 6500 1000 1100 0.35 800 d12r0.5 7000 800 1000 0.3 600 d10r0.5 7500 700 800 0.3 600 d8r0.5 8000 600 600 0.3 500 d6r0.5 8500 450 500 0.2 400 d12 7000 800 800 0.35 600 d10 7500 600 650 0.3 600 d8 8000 500 600 0.3 500 d6 10000 350 400 0.25 400 d4 12000 200 300 0.2 300 d2 14000 150 250 0.15 250 d1 16000 150 200 0.1 200 d0.8 21000 100 150 0.06 200 d12r6 8500 600 800 0.25 600 d10r5 8800 500 650 0.2 600 1
模具常用钢材一览表
模具常用钢材一览表 钢材类型 钢厂编号 出厂状态及硬度 钢材特性 供应商 比较标准 塑料模具钢 LKM638 预硬至HB 270 - 300 加工性能良好 LKM AISI P20 塑料模具钢 LKM738 预硬至HB 290 - 330 优质预硬,硬度均匀易切削加工 LKM AISI P20 Ni / DIN1.2738 塑料模具钢 LKM738H 预硬至HB 330 - 370 优质预硬,硬度均匀易切削加工 LKM AISI P20 Ni / DIN1.2738 塑料模具钢 LKM2311 预硬至HB 280 - 325 预加硬塑料模具钢 LKM AISI P20 / DIN1.2311
塑料模具钢 LKM2312 预硬至HB 280 - 325 极易切削,适宜大批量快速加工LKM AISI P20 S / DIN 1.2312 塑料模具钢 舞阳718 预硬至HB 290 - 340 预加硬塑胶模具钢 中国舞阳 AISI P20 Ni/DIN 1.2738 塑料模具钢 宝钢P20 预硬至HB 270 - 300 预加硬塑胶模具钢 中国宝钢 AISI P20 塑料模具钢 德国2738 预硬至HB 290 - 330 预加硬塑胶模具钢 德国 AISI P20 Ni 塑料模具钢 LKM2711 预硬至HB 335 - 380 高硬度及高韧性 LKM AISI P20,特级版/DIN1.2711 塑料模具钢 IMPAX 718H
预硬至HB 330 - 380 预加硬纯洁均匀,含镍约1.0% 瑞典ASSAB AISI P20,改良型 塑料模具钢 NAK80 预硬至HB 370 - 400 高硬度,镜面效果特佳,放电加工良好,焊接性能极佳 日本大同 AISI P21,(改良型) VAR 耐腐蚀塑料模具钢 LKM2083 退火至HB 215 - 240(需淬火) 可加硬至约HRC52,防酸及拋光性能良好 LKM AISI 420 / DIN 1.2083 耐腐蚀塑料模具钢 LKM2083H 预硬至HB 280 - 310 预加硬,防酸及拋光性能良好 LKM AISI 420 / DIN 1.2083 耐腐蚀镜面模具钢 STAVAX S136 退火至约HB 215(需淬火) 高纯度,高镜面度,拋光性能好,抗锈防酸能力极佳,热处理变形少瑞典ASSAB AISI 420,ESR 耐腐蚀镜面模具钢 STAVAX S136H 预硬至HB 290 - 330 高纯度,高镜面度,拋光性能好,抗锈防酸能力极佳,热处理变形少瑞典ASSAB
数控加工中心刀具转速进给参考表
CNC 轉速進給S50C參考飛刀下刀量S F 備註?11 20002000P20* ?1320002000P20* ?1720002000~2400P20* ?2120002000~2400P20* ?2620002000~2400P20*圓刀下刀量S F 備註?351500 3000~3500 P20* ?501000 3000~3500 P20* ?631000 3000~3500 P20*噴水鑽Q值S F 備註?28 2 600~800 70~100 一律使用G73 ?33 2 600~800 50~70 一律使用G73 ?381~2 600~800 50~70 一律使用G73 ?471~2 500~600 50以下一律使用G73 ?541~2 500~600 50以下一律使用G73
麻花鑽Q值S F 備註?3以下 1 1500~1800 100 一律使用G83 ?3~?1~2 1200~1500 100 一律使用G83 ?6~? 2 1000~1200 100 一律使用G83 ?9~? 2 800~1000 100 一律使用G83 ?11~?13 2 600~800 100 一律使用G83 ?14~?16 2 500~600 100 一律使用G83 ?17~?19 2 400~500 80~100 一律使用G83 ?20~?231~2300~400 80以下一律使用G83 ?24~?27 1~2300以下80以下一律使用G83 沉頭刀Q值S F 備註?21 1~2 500 50~100 一律使用G73 ?26 1~2 500 50~100 一律使用G73 ?31 1~2 500 50~100 一律使用G73 ?36 1~2 500 50~100 一律使用G73 ?41 1~2 500 50~100 一律使用G73 ?46 1~2 500 50~100 一律使用G73 ?48 1~2 500 50~100 一律使用G73 ?55 1~2 500 50~100 一律使用G73
模具钢材一览表
模具钢材一览表奥国BOHLER塑胶模具钢 钢材代号AISI代号出厂硬度应用硬度特性和用途 M238P20+Ni HRC30-35HRC30-35 通用高精光度。钢材表面至中心硬度一致,放电加工性能能和光蚀刻性能甚佳,适合氮化等。适用于塑胶模具。 M238H P20+Ni HRC33-38HRC33-38通用高精光度,比M238有更高的强度,使用寿命更长。 M300420HRC31-35HRC31-35耐腐蚀,抗磨损,高精光度。适用于接触化学腐蚀性大,透机镜头等各类塑胶模具。 M310420MAX230HB HRC55-57防锈蚀,高精光度。耐磨性好,容易加工和抛光。用于PVC 蚀性塑胶和含磨织维塑胶的模具及光学上之模具。 M333420MAX230HB HRC53-58耐腐蚀,耐磨损,超高精光度。导热性入韧性好,适用于高光模具。 W302H13MAX230HB HRC50-54长寿,高精光度。具有高温耐磨性,可作表面氮化,电蚀,容易切削,适用于长寿塑胶模具。 法国INEUSTEEL塑胶模具钢 钢材代号AISI代号出厂硬度应用硬度特性和用途 1.2738P20+Ni HRC30-35HRC30-35通用高精光度。钢材表面至中心硬度一致。放电加工性能好好,抛光性能和光蚀刻性能佳,适合氮化等,短途于大型 1.2738H P20+Ni HRC33-38HRC33-38通用高精光度。比1.2738有更高的强度,使用寿命更长。 SP300~P20HRC30-33HRC30-33通用高强度,高精光度。切削性抛光度及腐蚀刻比常规P20能特佳,晒纹好,适用于优质注塑模和其它模具。 SP400P21HRC37-43HRC37-473时效硬化,硬度均匀,超高精光度。耐磨性强,切削性良好越,适用于高抛光度及高要求的内模件。 1.2346420HRC27-32HRC27-32耐腐蚀,高精光度,用于PVC之类化学腐蚀性塑胶模具。AH61H13MAX230HB HRC50-54长寿,高精光度。适用于长寿塑胶模具。 德国塑胶模具钢 钢材代号AISI代号出厂硬度应用硬度特性和用途 2738P20+Ni HRC28-33HRC28-33通用较高精光度。钢材表面至中心硬度一致,放电加工性能性能良好。适用于塑胶模具。 2738H P20+Ni HRC33-38HRC33-38预硬材料,通用高精光度,比738有更高的强度,是一般塑之选。 718P20+Ni HRC30-35HRC30-35通用高精光度。钢材表面至中心硬度一致。放电加工性能好和光蚀刻性能甚佳,适合氮化等。适用于塑胶模具。 718H P20+Ni HRC33-38HRC33-38通用高精光度,比718有更高的强度,使用寿命更长。 S136420MAX230HB HRC50-54防腐蚀,高精光度(可达镜面)。适用于接触化学腐蚀性,相机镜头等各类塑胶的模具。 S136H420HRC30-36HRC30-36防腐蚀,高精光度。适用于接触化学腐蚀性,透明塑胶,相类塑胶的模具。 2316~420HRC27-32HRC27-32耐腐蚀,高精光度。用于PVC之类化学腐蚀性塑胶模具。2344ESR H13MAX230HB HRC50-54长寿,高精光度。适用于长寿塑胶模具。 日本优质钢材 钢材代号
常用模具钢材的价格表
常用模具钢材的价格表 日本日立大同名称性能单价硬度 SLD(SKD-11) 特种冷冲模合金钢 58元/Kg 58-62 DAC(SKD-61) 优质热作铸模合金钢 60元/Kg 52-56 FDAC(DH2F) 特种耐热压铸模具钢 85元/Kg 37-43 DC-53 特种冷冲模合金钢 62元/Kg 60-63 HPM50(NAK80) 预加硬优质塑胶模具钢 54元/Kg 37-43 NAK55 预加硬优级塑胶模具钢 52元/Kg 36-42 SKH-9(SKH-51) 特种优质高速钢 180元/Kg 60-63 YKS3(YK30) 高级碳素工具钢 45元/Kg 58-62 SGT(SKS3) 耐磨不变形合金工具钢 43元/Kg 56-60 PX5 优质塑料模具钢 28元/kg 30-35 HPM1 塑胶模具钢 56元/Kg 37-41 HPM38 抗腐蚀镜面模具钢 88元/Kg 50-55 H3100 三宝红铜 120元/Kg 锻打铜78元/Kg DEX20 通用粉末高速钢 800元/Kg 62-66 DEX40 通用粉末高速钢 800元/Kg 64-67 S50C 优质碳素钢 16元/Kg 28-32 瑞典一胜百 618 预加硬塑胶模具钢 25元/Kg 30-35 718 预加硬塑胶模具钢 48元/Kg 30-36 718H 预加硬塑胶模具钢 56元/Kg 31-38 S136 优质抗腐蚀镜面模具钢 106元/Kg 50-53 S136H 优质抗腐蚀镜面模具钢 118元/Kg 52-55 8407 热作压铸模具钢 95元/Kg 52-56 DF-2 不变形耐磨油钢 45元/Kg 56-60 XW-41 高碳高铬工具钢 72元/Kg 58-62 58德国撒斯特 2311 塑胶模具钢 24元/Kg 30-34 2738 预加硬塑胶模具钢 28元/Kg 30-35 2316 预加硬抗腐蚀镜面模具钢 68元/Kg 30-38 2083 抗腐蚀镜面模具钢 65元/Kg 31-38 2344 热作压铸模具钢 66元/Kg 52-56 2510 不变形耐磨油钢 46元/Kg 56-60 2379 特种冷冲模合金钢 58元/Kg 58-62 德国P20 优质塑料模具钢 22元/Kg 30-33 美国P20 优质塑料模具钢 24元/Kg 30-34 奥地利百绿 M202 优质预加硬塑胶模具钢 30元/Kg 30-35 M238 优质预加硬塑胶模具钢 32元/Kg 30-36 M300 优质预加硬抗腐蚀镜面模具钢 85元/Kg 30-43 M310 优质抗腐蚀镜面模具钢 88元/Kg 50-53 W302 热作压铸模具钢 83元/Kg 52-56 K460 不变形耐磨油钢 48元/Kg 56-60 K110 特种冷冲模合金钢 58元/Kg 58-62
常用模具材料牌号对照表
常用模具材料牌号对照表 类别中国钢号通用钢号钢材特性 塑胶模具钢3Cr2Mo P20(美国)预硬塑胶模具钢 3Cr2NiMo 718(瑞典)超预硬塑胶模具钢 4Cr13 S136(瑞典)抗腐蚀塑胶模具钢 1CrNi3 NAK80(日本)镜面塑胶模具钢 3Cr17Mo M300(奥地利)耐腐蚀塑胶模具钢五金模具钢CrWMn SKS3(日本)不变形油钢 Cr12MoV SKD11(日本)耐磨韧性铬钢 8407(瑞典) 热作模具钢4Cr5MoV SKD61(日本)通用热作模具钢 H13(美国)
常用高品质模具钢对照及特性
冷作模具钢 CrWMn/SKS31/105W/Cr6高硬度,中等淬透性,价格低廉。 207-255 820-840 下料模、冲头、成型模、搓丝板顶出杆及小型塑料压模 等。 9Mn2V/O2/DF-2 具有良好冲载能力,热处理变形小。≤229 780-800 厚度小于6mm以下的小型冲压模具及切纸机、刀具等。 9CrWMn/O1/SKS3/DF-3/100Mn/CrW4 淬火变形小,具有良好的刃口保持能力,热处理变形小。197-241 820-840 薄片冲压模、手饰 压花模等。 9SiCr/X100Cr/MoV51具有高硬度良好的韧性和较好的抗回火稳定性。197-241 860-880 下料模、冲头、搓丝板、压印模、顶出杆等 Cr5Mo1V/A2/SKD12/XW-10/210/Cr12空冷淬硬性铬钢,韧性极佳,高耐磨损性和抗腐蚀能力。≤255 950-1000 拉伸模、压花模、下料 模、冲压模、及耐磨塑料模等。 Cr12/D3/SKD1/X165Cr/MoV12高碳铬钢,具有高耐磨性和抗腐蚀能力。217-269 950-980 应用于小动载条件下要求高耐磨形状简单的拉 伸模及冲载模。 Cr12MoV/X155Cr/VMo121具有良好的淬透性,高耐磨性,韧性高。 207-255 1000-1020 下料模、冲头、滚丝轮、剪刀片、冷镦模、 陶土模及热固塑料成型模等。 Cr12Mo1V1/D2/SKD11/W-42具有良好的淬透性,高韧性,高耐磨损性,强韧性极佳,并具有良好的抗回火稳定性,热处理变形小。≤255 1000-1020 重型落料模、冷挤压模、深拉伸模、滚丝模、剪刀片、冷镦模、陶土模等。 7Cr7Mo2V2Si具有高韧性,高耐磨损性,热处理变形小。 241-269 1100-1150 适用于要求强韧性及高冲击载荷下工作的冷镦、冷冲等作业模具,特别适用于标准件和钢球的冷镦模具及汽车弹簧钢板的冲孔、冲头 7CrSiMnMoV 火焰淬火模具钢,具有高淬透性,淬火温度范围宽,可用火焰加热淬火,并具有良好堆焊性217-241 880-910 应用于要求热处理变形小而施以火焰加热局部淬火的大型镶块模具及冲压厚度、≤7mm钢板大冲压模具和剪切下料模、切纸刀、陶土模及轧辊等。 热作模具钢 5CrMnMo淬透性一般,价格较低,淬火后硬度和5CrNiMo相近,而塑性韧性相对低一些。197-241 820-850 用于制造形状简单,厚度 小于250毫米的小型热锤锻模。 5CrNiMo/L6/56Cr/NiMoV7淬火后综合力学性能较好,热强性和淬透性一般 197-241 830-860 用于制造形状简单,工作温度一般,厚度在250~350毫米之间的中型热锤锻模块。 5CrNiMoV/SKT4 淬透性,淬硬性较5CrNiMo、5CrMnMo显著改善。≤240 830-880 用于制造厚度>350毫米,型腔复杂,受力载荷 较大的大型锤锻模或锻造压力机热锻模。 4Cr5MoSiV1/SWG8407/H13/H13ESR/SKD61/X40Cr/MoV51具有良好耐热性,抗热疲劳性能及耐液态金属冲蚀性能,高淬透性,优良综合力学性能,较高的抗回火稳定性。≤235 1020-1050 用于制造冲击载荷较大,型腔复杂的长寿命锤锻模或锻造压力机用模具或镶块;以
加工中心的刀具及参数选择
加工中心的刀具及参数选择 刀具的选择和切削用量的确定是数控加工工艺中的重要内容,它不仅影响数控机床的加工效率,而且直接影响加工质量。CAD/CAM技术的发展,使得在数控加工中直接利用CAD的设计数据成为可能,特别是微机与数控机床的联接,使得设计、工艺规划及编程的整个过程全部在计算机上完成,一般不需要输出专门的工艺文件。现在,许多CAD/CAM软件包都提供自动编程功能,这些软件一般是在编程界面中提示工艺规划的有关问题,比如,刀具选择、加工路径规划、切削用量设定等,编程人员只要设置了有关的参数,就可以自动生成NC程序并传输至数控机床完成加工。因此,数控加工中的刀具选择和切削用量确定是在人机交互状态下完成的,这与普通机床加工形成鲜明的对比,同时也要求编程人员必须掌握刀具选择和切削用量确定的基本原则,在编程时充分考虑数控加工的特点。本文对数控编程中必须面对的刀具选择和切削用量确定问题进行了探讨,给出了若干原则和建议,并对应该注意的问题进行了讨论。 一、数控加工常用刀具的种类及特点 数控加工刀具必须适应数控机床高速、高效和自动化程度高的特点,一般应包括通用刀具、通用连接刀柄及少量专用刀柄。刀柄要联接刀具并装在机床动力头上,因此已逐渐标准化和系列化。数控刀具的分类有多种方法。根据刀具结构可分为: ①整体式; ②镶嵌式,采用焊接或机夹式连接,机夹式又可分为不转位和可转位两种;
③特殊型式,如复合式刀具,减震式刀具等。 根据制造刀具所用的材料可分为: ①高速钢刀具; ②硬质合金刀具; ③金刚石刀具; ④其他材料刀具,如立方氮化硼刀具,陶瓷刀具等。 从切削工艺上可分为: ①车削刀具,分外圆、内孔、螺纹、切割刀具等多种; ②钻削刀具,包括钻头、铰刀、丝锥等; ③镗削刀具; ④铣削刀具等。 为了适应数控机床对刀具耐用、稳定、易调、可换等的要求,近几年机夹式可转位刀具得到广泛的应用,在数量上达到整个数控刀具的30%~40%,金属切除量占总数的80%~90%。数控刀具与普通机床上所用的刀具相比,有许多不同的要求,主要有以下特点: ⑴刚性好(尤其是粗加工刀具),精度高,抗振及热变形小; ⑵互换性好,便于快速换刀; ⑶寿命高,切削性能稳定、可靠; ⑷刀具的尺寸便于调整,以减少换刀调整时间; ⑸刀具应能可靠地断屑或卷屑,以利于切屑的排除; ⑹系列化,标准化,以利于编程和刀具管理。 二、数控加工刀具的选择 刀具的选择是在数控编程的人机交互状态下进行的。应根据机床的加工能力、工件材料的性能、加工工序、切削用量以及其它相关因
常见模具钢材的密度
常见钢料的密度,常用单位g/cm3=0.000001kg/mm3 1、普通钢铁:7.85g/cm3 2、铜的密度:8.90g/cm3,黄铜密度8.50-8.80,其中59、62、65、68号黄铜的密度是8.50,80、85、90黄铜的密度是8.70 3、模具钢: 冷作钢:Cr12密度(7.78g/cm3) Cr12Mov密度(7.85g/cm3),D2密度,SKD11密度,DC11密度,SLD密度全都是7.85g/cm3 高速工具钢:SKH9密度,W6Mo5Cr4V2,M2,M35,M42,SKH51密度,MH51,YXM1密度都是8.25g/cm3 粉末高速钢: asp-23密度,asp30密度,asp60密度都是8.25g/cm3 钨钢/硬质合金:YG20密度13.50 YG15密度14.2 YG11密度度14.50 YG8密度14.80 常用物质表(1g/cm3=1000kg/m3=1吨/立方米)
叮叮小文库冰0.92 铅11.40 银10.50 酒精0.79 水银(汞) 13.60 汽油0.75 灰口铸铁 6.60-7.40 软木0.25 白口铸铁7.40-7.70 锌7.10 可锻铸铁7.20-7.40 纯铜材8.90 铜8.90 59、62、65、68黄铜8.50 铁7.86 80、85、90黄铜8.70 铸钢7.80 96黄铜8.80 工业纯铁7.87 59-1、63-3铅黄铜8.50 普通碳素钢7.85 74-3铅黄铜8.70 优质碳素钢7.85 90-1锡黄铜8.80 碳素工具钢7.85 70-1锡黄铜8.54 易切钢7.85 60-1和62-1锡黄铜8.50 锰钢7.81 77-2 黄铜8.60 15CrA铬钢7.74 67-2.5、66-6-3-2、60-1-1黄铜8.50 20Cr、30Cr、40Cr铬钢7.82 镍黄铜8.50 38CrA铬钢7.80 锰黄铜8.50 铬、钒、镍、钼、锰、硅钢7.85 7-0.2、6.5-0.4、6.5-0.1、4-3锡青铜8.80 纯 2.70 5-5-5铸锡青铜8.80 铬镍钨钢7.80 3-12-5铸锡青铜8.69 铬钼钢7.65 铸镁 1.80 含钨9高速工具钢8.30 工业纯钛(TA1、TA2、TA3) 4.50
加工中心的刀具及参数选择教程文件
加工中心的刀具及参 数选择
加工中心的刀具及参数选择 刀具的选择和切削用量的确定是数控加工工艺中的重要内容,它不仅影响数控机床的加工效率,而且直接影响加工质量。CAD/CAM技术的发展,使得在数控加工中直接利用CAD的设计数据成为可能,特别是微机与数控机床的联接,使得设计、工艺规划及编程的整个过程全部在计算机上完成,一般不需要输出专门的工艺文件。现在,许多CAD/CAM软件包都提供自动编程功能,这些软件一般是在编程界面中提示工艺规划的有关问题,比如,刀具选择、加工路径规划、切削用量设定等,编程人员只要设置了有关的参数,就可以自动生成NC程序并传输至数控机床完成加工。因此,数控加工中的刀具选择和切削用量确定是在人机交互状态下完成的,这与普通机床加工形成鲜明的对比,同时也要求编程人员必须掌握刀具选择和切削用量确定的基本原则,在编程时充分考虑数控加工的特点。本文对数控编程中必须面对的刀具选择和切削用量确定问题进行了探讨,给出了若干原则和建议,并对应该注意的问题进行了讨论。 一、数控加工常用刀具的种类及特点 数控加工刀具必须适应数控机床高速、高效和自动化程度高的特点,一般应包括通用刀具、通用连接刀柄及少量专用刀柄。刀柄要联接刀具并装在机床动力头上,因此已逐渐标准化和系列化。数控刀具的分类有多种方法。根据刀具结构可分为: ①整体式;
②镶嵌式,采用焊接或机夹式连接,机夹式又可分为不转位和可转位两种; ③特殊型式,如复合式刀具,减震式刀具等。 根据制造刀具所用的材料可分为: ①高速钢刀具; ②硬质合金刀具; ③金刚石刀具; ④其他材料刀具,如立方氮化硼刀具,陶瓷刀具等。 从切削工艺上可分为: ①车削刀具,分外圆、内孔、螺纹、切割刀具等多种; ②钻削刀具,包括钻头、铰刀、丝锥等; ③镗削刀具; ④铣削刀具等。 为了适应数控机床对刀具耐用、稳定、易调、可换等的要求,近几年机夹式可转位刀具得到广泛的应用,在数量上达到整个数控刀具的30%~40%,金属切除量占总数的80%~90%。数控刀具与普通机床上所用的刀具相比,有许多不同的要求,主要有以下特点: ⑴刚性好(尤其是粗加工刀具),精度高,抗振及热变形小; ⑵互换性好,便于快速换刀; ⑶寿命高,切削性能稳定、可靠; ⑷刀具的尺寸便于调整,以减少换刀调整时间; ⑸刀具应能可靠地断屑或卷屑,以利于切屑的排除;
常用模具钢价格及用途
SKD11模具钢 价格 国产进口 27-35元/kg 55-65元/kg skd11模具钢成分 元素 C Si Mn Mo S Cr P V 量 1.50 0.25 0.45 1.00 ≤0.01 12.00 ≤0.025 0.35 skd11模具钢概述 SKD11为日本工具钢牌号,日立和大同钢厂都有生产,日立产SKD11商品名为SLD(最新改良版称作SLD-MAGIC),大同钢厂商品名为DC11。两者在大陆均有设厂,在业界最为知名,价格也最高。该钢是一种在国际广泛应用的空冷硬化热作模具钢。经电炉冶炼并经电渣重溶,高纯净度,韧性更好,组织均匀,具有良好的高温强度、韧性与抗高温疲劳性能,能承受温度骤变,适宜在高温下长期工作,具有优良的切削性能和抛光性能,淬火温度1020℃。是制作大、中型铝合金压铸模的最佳材料。 skd11模具钢出厂状态 硬度:软性退火至约HB210 skd11模具钢特性 高耐磨的通用冷作模具钢;淬火性佳,热处理变形少。 其优点: (1)进行了真空脱气精炼,因此内部质量极为清洁; (2)机械加工性良好;(3)淬透性良好,空冷就能硬化,无需担心淬裂; (4)热处理变形非常小,淬火偏差极小,最适合有精度要求的模具 (5)耐磨性极为优秀,最适合用作锈钢或高硬材料的冲裁模 (6)韧性良好. skd11模具钢用途 此钢易于车削,并宜制锋利刀口、剪刀、圆锯、冷或热作修整模、滚筒边、螺丝纹、线模、铣刀、冲击模、圆型滚筒、制电力变压器心冲模、切割钢皮轧刀、钢管成型滚筒、特殊成型滚筒、精密规、形状繁杂之冷压工具、心轴、冶金、锡作模、塑胶模、螺钉头模等。 skd11模具钢热处理 淬火:先预热700~750℃,再加热至1000~1050℃在静止空气中冷却,如钢具厚度在6寸以上者加热至980~1030℃在油中淬硬更佳。 回火:加热至150~200℃,在此温度中停留,然后在静止空气中冷却。 硬度:HRC 61以上。 退火:加热至800~850℃,在此温度停留1~3小时,在炉中任其渐冷。 锻制:1050~950℃。 SKD11模具钢使用方法 1.“淬火+回火”状态下使用
常用塑胶模具钢材特性汇总(精)
产地 编号硬度 价元/KG 特性 用途 MEK4 预硬至HB350-400同时兼备高硬度及高韧性,耐磨性良好,可氮化处理表面硬度达800HV 不需淬火,用于高硬度、高韧性、高耐磨的塑胶模,经氮化处理可提高模具寿命 236正火至HB240或以下高纯度,高镜面度,抛光性良好,经过淬火及高温回火,硬度可至HRC 50-52,可提高抛光性及耐腐蚀性, 需淬火加硬,要求严格的镜面模,适合注塑医疗配件及PVC,PA,POM,PA+GF,EP,PC,PMMA塑料之酸性塑胶及添加阻燃剂塑胶,适用于高耐磨高耐腐蚀镜面模具 236H 预硬至HB290-330高纯度,高镜面度,抛光性良好,耐磨性及抗酸型比一般AISI420更优同上,已预加硬 718H 预硬至HB330-380 (HRC35-39 国23/瑞55P20+NI,良好的抛光性能、蚀纹性和放电加工性,可氮化及火焰加硬, 国产料价格便宜适合小批量模具,渗氮后可用于GF、CF、PTFE料模具预加硬,不用淬火,高抛光及高要求内模,适合PS、PE、PP、ABS与没有添加阻燃剂的塑胶模, (PA、PVC、POM有酸性不适合,中等批量塑胶注塑模,可做滑块、斜顶 S136 退火至HB20095
需淬火加硬,镜面模,冷却水路不受腐蚀,适合PVC,PA,POM,PC,PMMA塑料及 酸性塑胶,添加阻燃剂塑胶,必须在潮湿的环境下工作及存放的模具,高光洁透明模具,高耐磨模具 S136H 预硬至HB290-330100 同上,已预加硬 8407退火至HB185热模钢,高韧性及耐热性良好,耐磨性压铸模,挤压模,非腐蚀性塑胶硬模 NAk55预硬至HB344-40055高韧性 ,易切削,焊接性好,加硫 高性能塑胶、橡胶模具 NAK80 预硬至HB344-400(HRC37-43 国40/日60NAK55的镜面改善材料,优秀的蚀纹性、放电加工性和镜面抛光性, 镜面抛光模具,防灰尘,电视机滤光板,化妆品盒,精密皮纹加工模具,办公自动化设备,汽车零件放电加工模具,透明产品或要求光洁度的产品模具,不适合含阻燃剂及腐蚀性塑胶 S-STAR 预硬至HB300-330适于中小批量之PMMA、PC等高镜面注塑模,PVC,PA,POM等腐蚀性塑胶及添加阻燃剂塑胶, S-STAR-A 退火至HB299VCD 影碟,化妆品容器,医疗器械工具;同上,需淬火加硬,适于大批量 P20 预硬至285-330HB (30-36HRC 国10/美18良好的抛光性能及光蚀刻花性能,可直接用于模具加工,可渗碳淬火适于电视机壳、洗衣机、饮水机、吸尘器等塑料模及模架;挤压模具;热塑性塑料吹塑模具; P20 HH 预硬至HB320-370 比P20更优越
常用模具材料牌号对照表
常用模具材料牌号对照表类别中国钢号通用钢号钢材特性 塑胶模具钢 3Cr2Mo P20(美国) 618(瑞典) 预硬塑胶模具钢3Cr2NiMo 718(瑞典) P20+Ni(美国) 超预硬塑胶模具钢 钢 钢 冷作模具钢 CrWMn/SKS31/105W/Cr6高硬度,中等淬透性,价格低廉。 207-255 820-840 下料模、冲头、成型模、搓丝板顶出杆及小型塑料压模等。 9Mn2V/O2/DF-2 具有良好冲载能力,热处理变形小。≤229 780-800 厚度小于6mm 以下的小型冲压模具及切纸机、刀具等。
9CrWMn/O1/SKS3/DF-3/100Mn/CrW4 淬火变形小,具有良好的刃口保持能力,热处理变形小。197-241 820-840 薄片冲压模、手饰压花模等。 9SiCr/X100Cr/MoV51具有高硬度良好的韧性和较好的抗回火稳定性。197-241 860-880 下料模、冲头、搓丝板、压印模、顶出杆等 Cr5Mo1V/A2/SKD12/XW-10/210/Cr12空冷淬硬性铬钢,韧性极佳,高耐磨损性和抗腐蚀能力。≤255 950-1000 拉伸模、压花模、下料模、冲压模、及耐磨塑料模等。 并具有良好堆焊性217-241 880-910 应用于要求热处理变形小而施以火焰加热局部淬火的大型镶块模具及冲压厚度、≤7mm钢板大冲压模具和剪切下料模、切纸刀、 陶土模及轧辊等。 热作模具钢
5CrMnMo淬透性一般,价格较低,淬火后硬度和5CrNiMo相近,而塑性韧性相对低一些。197-241 820-850 用于制造形状简单,厚度小于250毫米的小型热锤锻 模。 5CrNiMo/L6/56Cr/NiMoV7淬火后综合力学性能较好,热强性和淬透性一般 197-241 830-860 用于制造形状简单,工作温度一般,厚度在250~350毫米之间的 中型热锤锻模块。 ≤240 抗 镁锌等金属长寿命压铸模具,部分高寿命耐磨塑料模具。 3Cr2W8V/H21/SKD5较5CrNiMo及H13在高温下有较高强度、硬度及抗回火稳定性,但韧性及抗热疲劳性能,抗熔融金属冲蚀性能不及H13 207-255 1100-1150 用于制造工作温度≥550℃并承受较高的静载荷,而冲击载荷较低的锻造 压力机模或热挤压模具。 塑料模具钢
常用注塑材料性能
.目录 1.ABS 丙烯腈-丁二烯-苯乙烯共聚物 (3) 2.PA6 聚酰胺6或尼龙6 (3) 3.PA12 聚酰胺12或尼龙12 (4) 4.PA66 聚酰胺66或尼龙66 (5) 5.PBT 聚对苯二甲酸丁二醇酯 (5) 6.PC 聚碳酸酯 (6) 7.PC/ABS 聚碳酸酯和丙烯腈-丁二烯-苯乙烯共聚物和混合物 (7) 8.PC/PBT 聚碳酸酯和聚对苯二甲酸丁二醇酯的混合物 (7) 9.PE-HD 高密度聚乙烯 (8) 10.PE-LD 低密度聚乙烯 (8) 11.PEI 聚乙醚 (9) 12.PET 聚对苯二甲酸乙二醇酯 (9) 13.PETG 乙二醇改性-聚对苯二甲酸乙二醇酯 (10) 14.PMMA 聚甲基丙烯酸甲酯 (10) 15.POM 聚甲醛 (11) 16.PP 聚丙烯 (11) 17.PPE 聚丙乙烯 (12) 18.PS 聚苯乙烯 (13) 19.PVC (聚氯乙烯) (13) 20.SA苯乙烯-丙烯腈共聚物 (14)
常用二十种塑料注塑性能、典型应用、注塑工艺、物理和化学特性介绍 1.A BS 丙烯腈-丁二烯-苯乙烯共聚物 典型应用范围: 汽车(仪表板,工具舱门,车轮盖,反光镜盒等),电冰箱,大强度工具(头发烘干机,搅拌器,食品加工机,割草机等),电话机壳体,打字机键盘,娱乐用车辆如高尔夫球手推车以及喷气式雪撬车等。 注塑模工艺条件: 干燥处理:ABS材料具有吸湿性,要求在加工之前进行干燥处理。建议干燥条件为80~90℃下最少干燥2小时。材料温度应保证小于0.1%。 熔化温度:210~280℃;建议温度:245℃。 模具温度:25~70℃。(模具温度将影响塑件光洁度,温度较低则导致光洁度较低)。 注射压力:500~1000bar。 注射速度:中高速度。 化学和物理特性: ABS 是由丙烯腈、丁二烯和苯乙烯三种化学单体合成。每种单体都具有不同特性:丙烯腈有高强度、热稳定性及化学稳定性;丁二烯具有坚韧性、抗冲击特性;苯乙烯具有易加工、高光洁度及高强度。从形态上看,ABS是非结晶性材料。三中单体的聚合产生了具有两相的三元共聚物,一个是苯乙烯-丙烯腈的连续相,另一个是聚丁二烯橡胶分散相。ABS的特性主要取决于三种单体的比率以及两相中的分子结构。这就可以在产品设计上具有很大的灵活性,并且由此产生了市场上百种不同品质的ABS材料。这些不同品质的材料提供了不同的特性,例如从中等到高等的抗冲击性,从低到高的光洁度和高温扭曲特性等。ABS材料具有超强的易加工性,外观特性,低蠕变性和优异的尺寸稳定性以及很高的抗冲击强度。 2.P A6 聚酰胺6或尼龙6 典型应用范围: 由于有很好的机械强度和刚度被广泛用于结构部件。由于有很好的耐磨损特性,还用于制造轴承。 注塑模工艺条件: 干燥处理:由于PA6很容易吸收水分,因此加工前的干燥特别要注意。如果材料是用防水材料包装供应的,则容器应保持密闭。如果湿度大于0.2%,建议在80℃以上的热空气中干燥16小时。如果材料已经在空气中暴露超过8小时,建议进行105℃,8小时以上的真空烘干。 熔化温度:230~280℃,对于增强品种为250~280℃。 模具温度:80~90℃。模具温度很显著地影响结晶度,而结晶度又影响着塑件的机械特性。对于结构部件来说结晶度很重要,因此建议模具温度为80~90℃。对于薄壁的,流程较长的塑件也建议施用较高的模具温度。增大模具温度可以提高塑件的强度和刚度,但却降低了韧性。如果壁厚大于3mm,建议使用20~40℃的低温模具。对于玻璃增强材料模具温度应大于80℃。 注射压力:一般在750~1250bar之间(取决于材料和产品设计)。
加工中心刀柄规格型号【大全】
加工中心刀柄型号 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展. 刀柄是机床和刀具的连接体,刀柄是影响同心度和动平衡一个关键环节,千万不能将它当成一般的部件来看待。同心度可以决定刀具在旋转一周的情况下各切刃部分的切削量是否均匀;在主轴旋转时动不平衡将产生周期性的震动。 根据主轴锥孔分两大类 按加工中心主轴装刀孔的锥度通常分为两大类: 锥度为7: 24的SK通用刀柄 锥度为1: 10的HSK真空刀柄 ▌锥度为7: 24的SK通用刀柄 7:24指的是刀柄锥度为7:24,为单独的锥面定位,锥柄较长。锥体表面同时要起两个重要作用,即刀柄相对于主轴的精确定位以及实现刀柄夹紧。
优点:不自锁,可以实现快速装卸刀具;制造刀柄只要将锥角加工到高精度即可保证连接的精度,所以刀柄成本相对较低。 缺点:在高速旋转时主轴前端锥孔会发生膨胀,膨胀量的大小随着旋转半径与转速的增大而增大,锥度连接刚度会降低,在拉杆拉力的作用下,刀柄的轴向位移也会发生改变。每次换刀后刀柄的径向尺寸都会发生改变,存在着重复定位精度不稳定的问题。 锥度为7:24的通用刀柄通常有五种标准和规格: 1. 国际标准IS0 7388/1 (简称IV或IT) 2. 日本标准MAS BT(简称BT) 3. 德国标准DIN 2080型(简称NT或ST) 4. 美国标准ANSI/ASME(简称CAT) 5. DIN 69871 型(简称JT、DIN、DAT或者DV) 拉紧方式: NT型刀柄是在传统型机床上通过拉杆将刀柄拉紧,国内也称为ST;其它四种刀柄均是在加工中心上通过刀柄尾部的拉钉将刀柄拉紧。 通用性:
常用模具材料牌号对照表
常用模具材料牌号对照表 别中国钢号通用钢号钢材特性 类 塑胶模具钢3Cr2Mo P20(美国)618(瑞典) 预硬塑胶模具钢 3Cr2NiMo 718(瑞典)P20+Ni( 美国) 超预硬塑胶模具钢 4Cr13 S136(瑞典)抗腐蚀塑胶模具钢 1CrNi3 NAK80 (日本)镜面塑胶模具钢 3Cr17Mo M300 (奥地利)耐腐蚀塑胶模具钢 钢 五金模具钢CrWMn SKS3(日本)不变形油 Cr12 Cr12MoV SKD11(日本)D3(美国) 耐磨韧性铬钢 Cr12Mo1V1 D2(美国) 热作模具钢4Cr5MoSiV1 SKD61 (日本)通用热作模具钢 H13(美国) 8407(瑞典) 冷作模具钢 CrWMn/SKS31/105W/Cr6 高硬度,中等淬透性,价格低廉。207-255 820-840 下料模、冲头、成型模、搓丝板顶出杆及小型塑料压模等。 9Mn2V/O2/DF-2 具有良好冲载能力,热处理变形小。≤229 780-800 厚度小于6mm 以下 的小型冲压模具及切纸机、刀具等。 9CrWMn/O1/SKS3/DF-3/100Mn/CrW4 淬火变形小,具有良好的刃口保持能力,热处理变形小。197-241 820-840 薄片冲压模、手饰压花模等。 9SiCr/X100Cr/MoV51 具有高硬度良好的韧性和较好的抗回火稳定性。197-241 860-880 下料模、冲头、搓丝板、压印模、顶出杆等 Cr5Mo1V/A2/SKD12/XW-10/210/Cr12 空冷淬硬性铬钢,韧性极佳,高耐磨损性和抗腐蚀能力。≤255 950-1000 拉伸模、压花模、下料模、冲压模、及耐磨塑料模等。 Cr12/D3/SKD1/X165Cr/MoV12 高碳铬钢,具有高耐磨性和抗腐蚀能力。217-269 950-980 应用于小动载条件下要求高耐磨形状简单的拉伸模及冲载模。 Cr12MoV/X155Cr/VMo121 具有良好的淬透性,高耐磨性,韧性高。207-255 1000-1020 下料模、冲头、滚丝轮、剪刀片、冷镦模、陶土模及热固塑料成型模等。 Cr12Mo1V1/D2/SKD11/W-42 具有良好的淬透性,高韧性,高耐磨损性,强韧性极佳, 并具有良好的抗回火稳定性,热处理变形小。≤255 1000-1020 重型落料模、冷挤压模、 深拉伸模、滚丝模、剪刀片、冷镦模、陶土模等。 7Cr7Mo2V2Si 具有高韧性,高耐磨损性,热处理变形小。241-269 1100-1150 适用于要求强韧性及高冲击载荷下工作的冷镦、冷冲等作业模具,特别适用于标准件和钢球
常用模具钢材的价格表知识分享
常用模具钢材的价格 表
常用模具钢材的价格表 日本日立大同名称性能单价硬度 SLD(SKD-11) 特种冷冲模合金钢 58元/Kg 58-62 DAC(SKD-61) 优质热作铸模合金钢 60元/Kg 52-56 FDAC(DH2F) 特种耐热压铸模具钢 85元/Kg 37-43 DC-53 特种冷冲模合金钢 62元/Kg 60-63 HPM50(NAK80) 预加硬优质塑胶模具钢 54元/Kg 37-43 NAK55 预加硬优级塑胶模具钢 52元/Kg 36-42 SKH-9(SKH-51) 特种优质高速钢 180元/Kg 60-63 YKS3(YK30)高级碳素工具钢 45元/Kg 58-62 SGT(SKS3) 耐磨不变形合金工具钢 43元/Kg 56-60 PX5 优质塑料模具钢 28元/kg 30-35 HPM1 塑胶模具钢 56元/Kg 37-41 HPM38 抗腐蚀镜面模具钢 88元/Kg 50-55 H3100 三宝红铜 120元/Kg 锻打铜78元/Kg DEX20 通用粉末高速钢 800元/Kg 62-66 DEX40 通用粉末高速钢 800元/Kg 64-67 S50C 优质碳素钢 16元/Kg 28-32 瑞典一胜百 618 预加硬塑胶模具钢 25元/Kg 30-35 718 预加硬塑胶模具钢 48元/Kg 30-36 718H 预加硬塑胶模具钢 56元/Kg 31-38
S136 优质抗腐蚀镜面模具钢 106元/Kg 50-53 S136H 优质抗腐蚀镜面模具钢 118元/Kg 52-55 8407 热作压铸模具钢 95元/Kg 52-56 DF-2 不变形耐磨油钢 45元/Kg 56-60 XW-41 高碳高铬工具钢 72元/Kg 58-62 58德国撒斯特 2311 塑胶模具钢 24元/Kg 30-34 2738 预加硬塑胶模具钢 28元/Kg 30-35 2316 预加硬抗腐蚀镜面模具钢 68元/Kg 30-38 2083 抗腐蚀镜面模具钢 65元/Kg 31-38 2344 热作压铸模具钢 66元/Kg 52-56 2510 不变形耐磨油钢 46元/Kg 56-60 2379 特种冷冲模合金钢 58元/Kg 58-62 德国P20 优质塑料模具钢 22元/Kg 30-33 美国P20 优质塑料模具钢 24元/Kg 30-34 奥地利百绿 M202 优质预加硬塑胶模具钢 30元/Kg 30-35 M238 优质预加硬塑胶模具钢 32元/Kg 30-36 M300 优质预加硬抗腐蚀镜面模具钢 85元/Kg 30-43 M310 优质抗腐蚀镜面模具钢 88元/Kg 50-53 W302 热作压铸模具钢 83元/Kg 52-56 K460 不变形耐磨油钢 48元/Kg 56-60 K110 特种冷冲模合金钢 58元/Kg 58-62