文档库 最新最全的文档下载
当前位置:文档库 › CNC加工切削参数表
CNC加工切削参数表
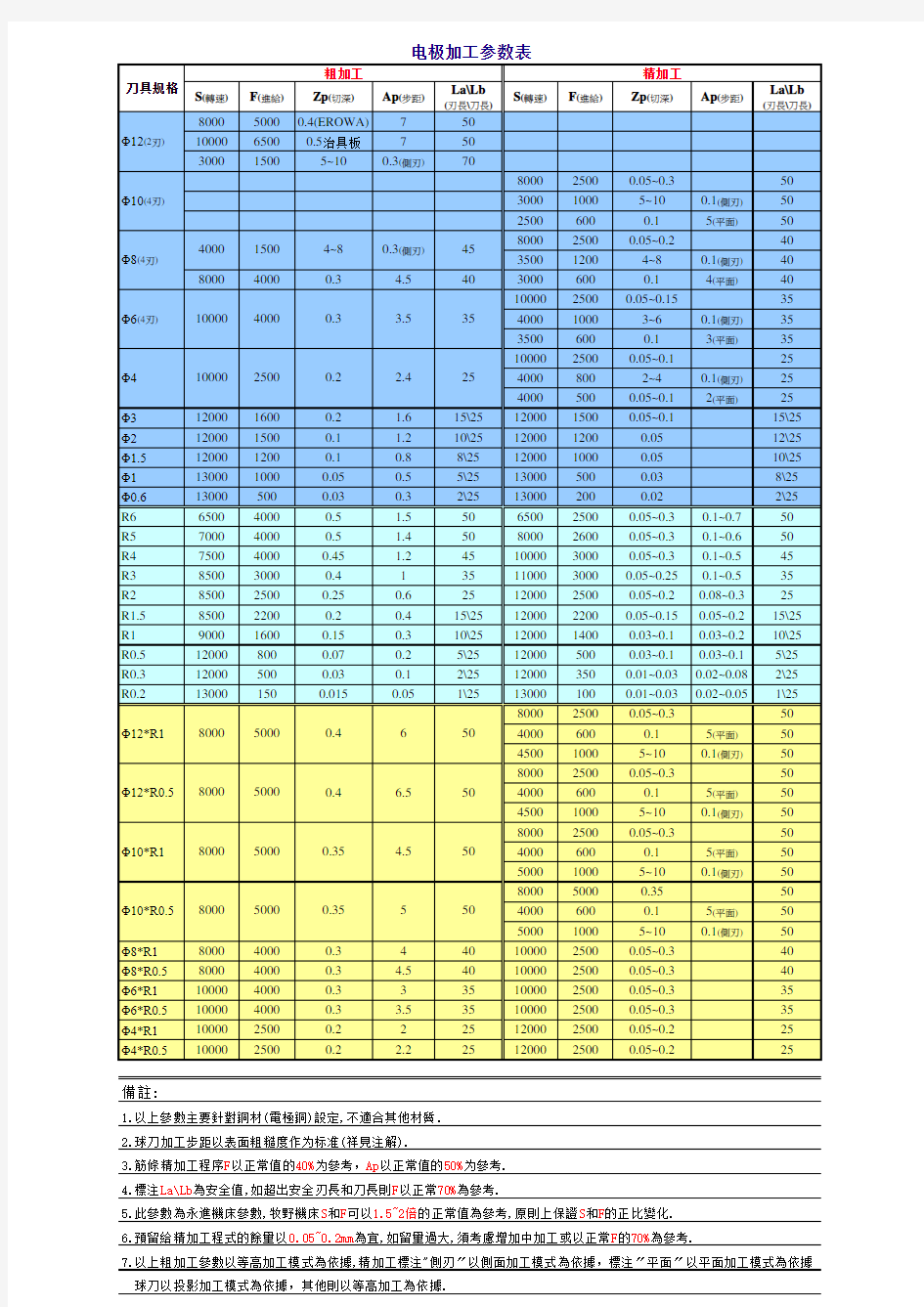
电极加工参数表
備註:
1.以上參數主要針對銅材(電極銅)設定,不適合其他材質.
2.球刀加工步距以表面粗糙度作为标准(祥見注解).
3.筋條精加工程序F以正常值的40%为參考,Ap以正常值的50%为參考.
4.標注La\Lb為安全值,如超出安全刃長和刀長則F以正常70%為參考.
5.此參數為永進機床參數,牧野機床S和F可以1.5~2倍的正常值為參考,原則上保證S和F的正比變化.
6.預留給精加工程式的餘量以0.05~0.2mm為宜,如留量過大,須考慮增加中加工或以正常F的70%為參考.
7.以上粗加工參數以等高加工模式為依據,精加工標注"側刃〞以側面加工模式為依據,標注〞平面〞以平面加工模式為依據 球刀以投影加工模式為依據,其他則以等高加工為依據.
相关文档
- 切削参数
- CNC加工中心 精加工切削参数计算表
- CNC加工中心-精加工切削参数计算表
- 加工中心高速切削参数表
- CNC加工中心切削参数表
- 加工中心转速和进给参数表
- 加工中心硬质合金刀具切削参数表经典
- CNC加工中心-精加工切削参数计算表
- (完整版)加工中心新刀具常用切削参数参照表1
- 加工中心刀具切削参数
- 加工中心新刀具常用切削参数参照表
- 加工中心CNC切削参数表(大全)
- 加工中心切削参数表
- 加工中心切削参数表
- CNC加工中心-精加工切削参数计算表
- 加工中心刀具切削参数
- 加工中心切削参数表
- CNC数控机床 加工中心钻孔 攻丝切削参数表
- 加工中心切削参数表-自动计算EXCEL表格
- CNC加工中心-精加工切削参数计算表