FANUC伺服系统维修技术经验总结及FANUC伺服电机维修方法

FANUC伺服系统维修技术经验总结及FANUC伺服电机
维修方法2
2.数字式交流伺服驱动单元的故障检测与维修
(1)驱动器上的状态指示灯报警 FANUC S系列数字式交流伺服驱动器,设有11个状态及报警指示灯,指示灯的状态以及含义见表5-8。
以上状态指示灯中,HC、HV、OVC、TG、DC、LV的含义与模拟式交流速度控制单元相同,主回路结构与原理亦与模拟式速度控制单元相同,不再赘述。表5-8中,OH、OFAL、FBL为S系列伺服增添的报警指示灯,其含义如下。
表5-8 FANUCS系列驱动器状态指示灯一览表
1)OH报警。OH为速度控制单元过热报警,发生这个报警的可能原因有:
①印制电路板上S1设定不正确。
②伺服单元过热。散热片上热动开关动作,在驱动器无硬件损坏或不良时,可通过改变切削条件或负载,排除报警。
③再生放电单元过热。可能是Q1不良,当驱动器无硬件不良时,可通过改变加减速频率,减轻负荷,排除报警。
④电源变压器过热。当变压器及温度检测开关正常时,可通过改变切削条件,减轻负荷,排除报警,或更换变压器。
⑤电柜散热器的过热开关动作,原因是电柜过热。若在室温下开关仍动作,则需要更换温度检测开关。
2)OFAL报警。数字伺服参数设定错误,这时需改变数字伺服的有关参数的设定。对于FANUC 0系统,相关参数是8100,8101,8121,8122,8123以及8153~8157等;对于10/11/12/15系统,相关参数为1804,
1806,1875,1876,1879,1891以及1865~1869等。
3)FBAL报警。FBAL是脉冲编码器连接出错报警,出现报警的原因通常有以下几种:
①编码器电缆连接不良或脉冲编码器本身不良。
②外部位置检测器信号出错。
③速度控制单元的检测回路不良。
④电动机与机械间的间隙太大。
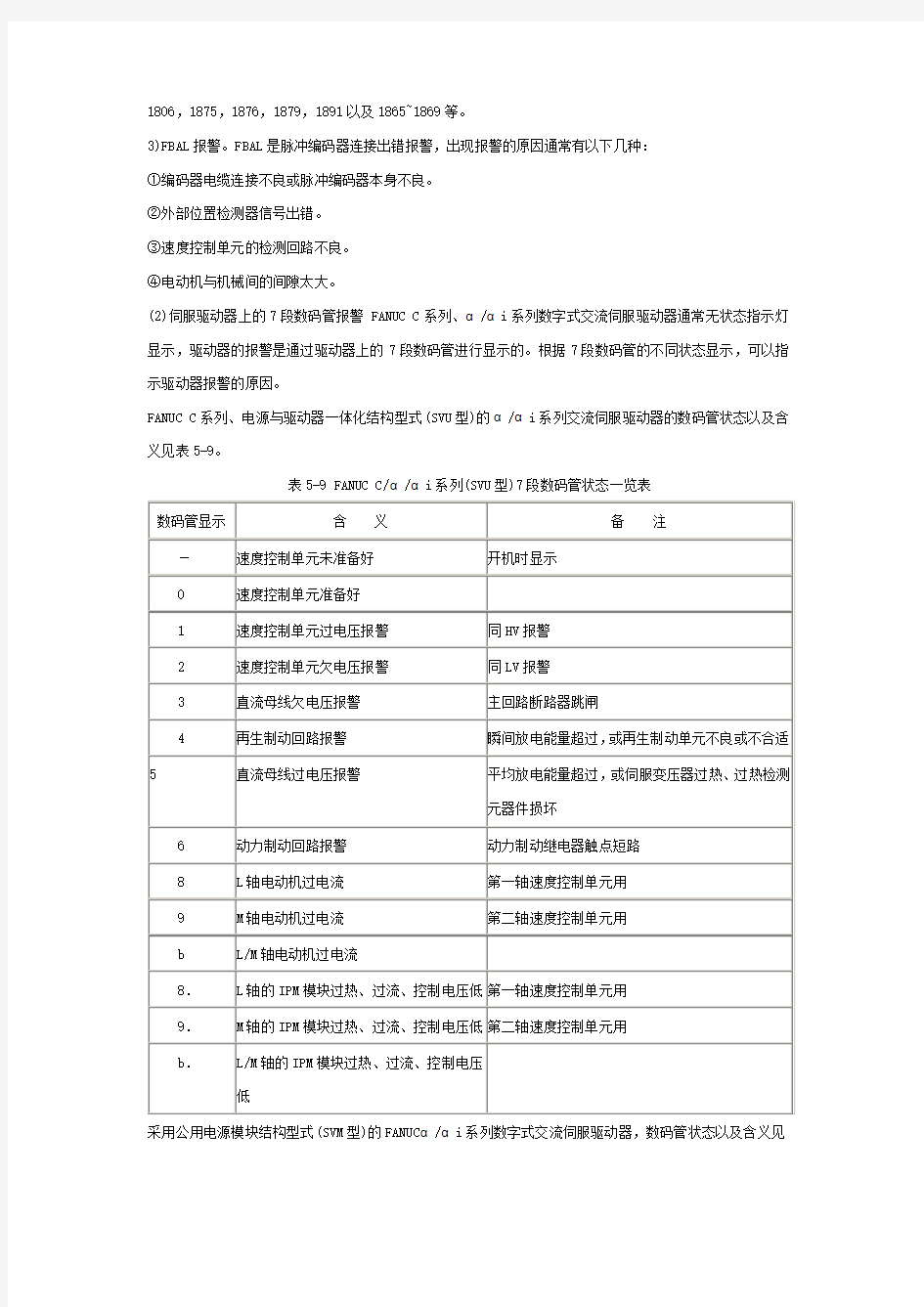
(2)伺服驱动器上的7段数码管报警 FANUC C系列、α/αi系列数字式交流伺服驱动器通常无状态指示灯显示,驱动器的报警是通过驱动器上的7段数码管进行显示的。根据7段数码管的不同状态显示,可以指示驱动器报警的原因。
FANUC C系列、电源与驱动器一体化结构型式(SVU型)的α/αi系列交流伺服驱动器的数码管状态以及含义见表5-9。
表5-9 FANUC C/α/αi系列(SVU型)7段数码管状态一览表
采用公用电源模块结构型式(SVM型)的FANUCα/αi系列数字式交流伺服驱动器,数码管状态以及含义见
表5-10;有关电源模块的状态显示及故障诊断详见本书第7章第7.2.4
表5-10 FANUCα/αi系列(SVM型)7段数码管状态一览表
FANUC β系列数字式交流速度控制单元,带有POWER、READY、ALM 3个状态指示灯与7段数码管状态显示,指示灯与数码管的含义见表5-11。
(3)系统CRT上有报警的故障
1)FANUC-0系统的报警。FANUC数字伺服出现故障时,通常情况下系统CRT上可以显示相应的报警号,对于大部分报警,其含义与模拟伺服相同;少数报警有所区别,这些报警主要有:
①4N4报警:报警号中的N代表轴号(如:1代表X轴:2代表Y轴等,下同),报警的含义是表示数字伺服系统出现异常,详细内容可以通过检查诊断参数;诊断参数的意义见本书第5.2.3节。
表5-11 FANUCβ系列7段数码管状态一览表
②4N6报警:表示位置检测连接故障,可以通过诊断参数作进一步检查、判断,参见本章第5.2.3节。
③4N7报警:表示伺服参数设定不正确,可能的原因有:
a)电动机型号参数(FANUC 0为8N20、FANUCll/15为1874)设定错误。
b)电动机的转向参数(FANUC 0为8N22、FANUCll/15为1879)设定错误。
c)速度反馈脉冲参数(FANUC 0为8N23、FANUCll/15为1876)设定错误。
d)位置反馈脉冲参数(FANUC 0为8N24、FANUCll/15为1891)设定错误。
e)位置反馈脉冲分辨率(FANUC 0为037bit7、FANUCll/15为1804)设定错误。
④940报警:它表示系统主板或驱动器控制板故障。
2)FANUCl0/11/12/15系统的报警。当使用数字伺服时,在FANUC l0/11/12及FANUC15上可以显示相应的报警。这些报警中,SV000~SVl00号报警的含义与前述的模拟伺服基本相同,不再赘述。对于数字伺服的特殊报警主要有以下几个。
①SVl01报警:绝对编码器数据出错报警。可能的原因是绝对编码器不良或机床位置不正确。
②SVll0报警:串行编码器报警(串行A)。可能的原因是串行编码器不良或连接电缆不良,具体内容可以参见α/β系列伺服驱动器报警说明。
③SVlll报警:串行编码器报警(串行C),原因同上。
④SVll4报警:串行编码器数据出错。
⑤SVll5报警:串行编码器通信出错。
⑥SVll6报警:驱动器主接触器(MCC)不良。
⑦SVll7报警:数字伺服电流转换错误。
⑧SVll8报警:数字伺服检测到异常负载。
3)FANUCl6/18系统的报警。在FANUCl6/18系统中,当伺服驱动器出现报警时,CNC亦可显示相应的报警信息,这些信息包括:
①ALM400报警:伺服驱动器过载,可以通过诊断参数DGN201进一步分析,有关DGN201的说明见后述。
②ALM401报警:伺服驱动器未准备好,DRDY信号为“0”。
③ALM404报警:伺服驱动器准备好信号DRDY出错,原因是驱动器主接触器接通(MCON)未发出,但驱动器DRDY信号已为“1”。
④ALM405报警:回参考点报警。
⑤ALM407报警:位置误差超过设定值。
⑥ALM409报警:驱动器检测到异常负载。
⑦ALM410报警:坐标轴停止时,位置跟随误差超过设定值。
⑧ALM411报警:坐标轴运动时,位置跟随误差超过设定值。
⑨ALM413报警:数字伺服计数器溢出。
⑩ALM414报警:数字伺服报警,详细内容可以参见诊断参数DGN200~204的说明。
⑾ALM415报警:数字伺服的速度指令超过了极限值(511875P/s),可能的原因是机床参数CMR设定错误。⑿ALM416报警:编码器连接出错报警,详细内容可参见诊断参数DGN201的说明。
⒀ALM417报警:数字伺服参数设定错误报警,相关的参数有:PRM2020/2022/2023/2024/2084/2085/1023等。
⒁ALM420报警:同步控制出错。
⒂ALM421报警:采用双位置环控制时,位置误差超过。
在系统使用绝对编码器时,报警还包括以下内容:
①ALM300报警:坐标轴需要手动回参考点操作。
②ALM301报警:绝对编码器通信出错。
⑧ALM302报警:绝对编码器数据转换出现超时报警。
④ALM303报警:绝对编码器数据格式出错。
⑤ALM304报警:绝对编码器数据奇偶校验出错。
⑥ALM305报警:绝对编码器输入脉冲错误。
⑦ALM306报警:绝对编码器电池电压不足,引起数据丢失。
⑧ALM307报警:绝对编码器电池电压到达更换值。
⑨ALM308报警:绝对编码器电池报警。
⑩ALM308报警:绝对编码器回参考点不能进行。
在系统使用串行编码器时,串行编码器报警内容如下:
①ALM350报警:串行编码器故障,具体内容可以通过诊断参数DGN202/204检查。
②ALM351报警:串行编码器通信出错,具体内容可以通过诊断参数DGN203检查。
3.交流伺服电动机的维修
(1)交流伺服电动机的基本检查原则上说,交流伺服电动机可以不需要维修,因为它没有易损件。但由于交流伺服电动机内含有精密检测器,因此,当发生碰撞、冲击时可能会引起故障,维修时应对电动机作如下检查:
1)是否受到任何机械损伤?
2)旋转部分是否可用手正常转动?
3)带制动器的电动机,制动器是否正常?
4)是否有任何松动螺钉或间隙?
5)是否安装在潮湿、温度变化剧烈和有灰尘的地方?等等。
(2)交流伺服电动机的安装注意点维修完成后,安装伺服电动机要注意以下几点:
1)由于伺服电动机防水结构不是很严密,如果切削液、润滑油等渗入内部,会引起绝缘性能降低或绕组短路,因此,应注意电动机尽可能避免切削液的飞溅。
2)当伺服电动机安装在齿轮箱上时,加注润滑油时应注意齿轮箱的润滑油油面高度必须低于伺服的输出轴,防止润滑油渗入电动机内部。
3)固定伺服电动机联轴器、齿轮、同步带等连接件时,在任何情况下,作用在电动机上的力不能超过电动机容许的径向、轴向负载(见表5-12)。
表5-12 交流伺服电动机容许的径向、轴向负载
4)按说明书规定,对伺服电动机和控制电路之间进行正确的连接(见机床连接图)。连接中的错误,可能引起电动机的失控或振荡,也可能使电动机或机械件损坏。当完成接线后,在通电之前,必须进行电源线和电动机壳体之间的绝缘测量,测量用500兆欧表进行:然后,再用万能表检查信号线和电动机壳体之间的绝缘。注意:不能用兆殴表测量脉冲编码器输入信号的绝缘。
(3)脉冲编码器的更换如交流伺服电动机的脉冲编码器不良,就应更换脉冲编码器。更换编码器应按规定步骤进行,以FANUC S系列伺服电动机为例,编码器在交流伺服电动机中的安装如图5-16所示,更换步骤如下:
1—电枢线插座 2—连接轴 3—转子 4—外壳 5—绕组 6—后盖联接螺钉 7—安装座 8—安装座联接螺钉 9—编码器固定螺钉 10—编码器联接螺钉 11—后盖 12—橡胶盖 13—编码器轴 14—编码器电缆 15—编码器插座
图5-16 伺服电动机结构示意图
1)松开后盖联接螺钉6,取下后盖11。 2)取出橡胶盖12。
3)取出编码器联接螺钉10,脱开编码器和电动机轴之间的联接。 4)松开编码器固定螺钉9,取下编码器。
注意:由于实际编码器和电动机轴之间是锥度啮合,联接较紧,取编码器时应使用专门的工具,小心取下。 5)松开安装座的联接螺钉8,取下安装座7。
编码器维修完成后,再根据图5-16重新安装上安装座7, 并固定编码器联接螺钉10,使编码器和电动机轴啮合。
为了保证编码器的安装位置的正确,在编码器安装完成后,应对转子的位置进行调整,方法如下: 1)将电动机电枢线的V 、W 相(电枢插头的B 、C 脚)相连。
2)将U 相(电枢插头的A 脚)和直流调压器的“+”端相联,V 、W 和直流调压器的“-”端相联(见图5-17a),编码器加X+5V 电源(编码器插头的J 、N 脚间)。
3)通过调压器对电动机电枢加入励磁电流。这时,因为Iu=I V +I W 。,且Iv=Iw ,事实上相当于使电动机工作
在图5-17b所示的90°位置,因此伺服电动机(永磁式)将自动转到U相的位置进行定位。
注意:加入的励磁电流不可以太大,只要保证电动机能进行定位即可(实际维修时调整在3—5A)。
4)在电动机完成U相定位后,旋转编码器,使编码器的转子位置检测信号C1、C2、C4、C8(编码器插头的C、P、L、M脚)同时为“1”,使转子位置检测信号和电动机实际位置一致。
5)安装编码器固定螺钉,装上后盖,完成电动机维修。
图5-17 转子位置调整示意图
FANUC 0系统的重装及调整方法
FANUC 0系统的重装及调整方法
一、前言
数控系统由于机床长时间闲置、电池失效、操作人员操作失误等原因,均会造成数控系统的瘫痪,在此情况下必须对数控系统进行重装和调整。前不久,我厂从外单位置换回一台台湾大冈工业股份有限公司生产的TNC-20NT数控车床,该数控车床因长期闲置,所用的FANUC0数控系统已经完全瘫痪,机床的数控系统在启动后CRT不能进入FANUC0数控系统正常的工作界面,而显示出一些奇怪的乱码。
为了使机床能早日正常运行,我们通过原机床使用单位从机床购买商处拿到了该类型机床的技术数据参数,对该机床的数控系统进行重装及调整。其具体方法如下:
二、启动数控系统
由于数控系统不能正常启动,并在CRT 上显示出乱码,我们判断可能是两种原因引起的。一是由于机床长期闲置不用,电池耗尽导致程序丢失后的残余参数造成;二是数控系统CNC 主板损坏。
区别这两种故障的方法是:在启动机床数控系统的同时按下机床面板上的“RESET”和“DELETE”两个键,若待一会儿后CRT上显示出FANUC公司的版本号,并出现正常画面,则系统CNC主板正常。反之则系统CNC主板损坏。同时按下这些键的功能是清除机床的全部参数,即将因机床长期闲置,电池耗尽程序丢失后的残余参数全部清除,以便重新安装系统程序。注意,这种方法一定要慎用,除非是数控系统死机或不能运行。否则将使正常工作的整个机床数控系统瘫痪!
三、系统密级型功能参数的输入
当系统成功启动后,首先应输入FANUC 0系统的密级型功能参数,然后才能输入机床的其它参数,否则数控系统不能工作。具体方法如下:
a、将机床面板上的选择开关拨到MDI方式;
b、按下“PARAM”键,使CRT上显示SETTING2画面;
c、设定“PWE=1”,同时将机床面板上的EDIT KEY开关打开;
d、首先输入901#参数,此时CRT上会出现100#编程报警,用删除键将该报警消除。然后输入900#~939#FANUC0系统密级型功能参数;
e、回到SETTING2画面,将“PWE=1”设定为“PWE=0”,同时将机床面板上的EDIT KEY开关关闭;
f、关闭机床电源后,重新启动机床系统,现在就可以输入FANUC 0系统的其它机床参数。
四、系统机床参数的输入和调整
当系统功能参数输入完毕后,重新按照系统密级型功能参数输入的步骤a~c操作,至第d 步时从000#参数开始将机床厂商所给的机床数据参数全部输入完毕,然后回到CRT正常工作画面。此时一般情况下机床应有各部分的动作了。接下来将机床面板上的选择开关拨到JOG方式下,手动检查各部分动作是否正常。若正常便可以输入零件加工程序进行试切削。反之则需要检查动作不正常部分的原因。此时可以从机床参数中调出机床PLC梯形图进行检查。
FANUC 0系统设置了非常方便的调用PLC梯形图的方法,即修改机床参数便可以在CRT上查阅PLC梯形图,并可在线监测PLC的输入输出状态。具体方法参照FANUC0系统密级型功能参数的输入方法至第c步,然后按下PARAM键,使之显示PARAMETER画面,将机床参数60.2改为“1”。将“PWE=0”,同时将机床面板上的EDIT KEY开关关闭。按下“DGNOS”键,此时CRT界面上PLC梯形图已经显示出来了。查阅动作不正常部分的PLC梯形图,并结合调整
和修改机床参数或修理机床电路,整个机床就可以正常工作了。
需要注意的是台湾大冈工业股份有限公司生产的TNC-20NT数控车床在机床参数中增加了D 参数,这些参数是该机床的专用参数,正确地理解这些参数对于维护和修理该机床会带来意想不到的效果。下面用部分维修实例来说明怎样利用FANUC0系统的机床参数检查、调整和修理机床故障。
五、故障修理实例
5.1、零件加工程序不能输入
在成功地重装FANUC0系统后,在机床编辑状态下,我们发现零件的加工程序无论如何也不能被编辑和输入。根据该故障现象,我们对照FANUC0系统的使用维护手册中的每一个参数及其意义进行检查,发现0018#参数的第7位为编辑操作,当其为“1”时,为编辑B方式,当前为“0”时,为标准方式。而CRT上的机床参数该位为“1”。我们采用上述修改参数的方法和步骤,将其值由“1”改为“0后”,零件加工程序便能顺利地输入了。
5.2、手动刀塔不能回转
扳动机床上的TOOL SELECT(刀具选择)开关刀塔不能回转。根据该机床的技术资料,PLC 梯形图上的X16.0、X16.1、X17.0和X20.7分别为刀具选择开关的四把刀的位置,在线状态下观察PLC梯形图的对应部分无异常。观察机床面板发现面板上的X、Z轴原点指示灯不亮,说明X、Z轴均不在机床原点。手动将X、Z轴调整至机床原点,并使机床面板上的原点位置指示灯亮,故障排除。
5.3、尾座顶针不能伸缩
手动尾座顶针开关,尾座顶针不能伸缩。从机床技术资料可知:PLC梯形图上的输入点X20.1和X20.3为尾座顶针向前和向后的两个按钮。从CRT中调出PLC梯形图可知,在线状态下按下X20.1按钮,R531.7导通,而D464.6不通。因此Y80.2没有输出。查阅机床技术资料可
知,D464.6为机床尾座的设定参数。根据FANUC0系统的原理,我们在MDI方式下,按上面调出机床参数的方法,将机床D参数中的D464.6修改为“1”,故障排除。
5.4、自动循环不能进行
机床各部分动作正常而自动循环不能进行,可以从以下几个方面检查故障:
a、检查诊断参数454.0是否为“1”;
b、踏下脚踏开关后,检查诊断参数523.3是否为“1”;
c、检查防护门保护装置是否存在,若有防护门保护装置,将其短路或修改诊断参数455.1为“0”,即人为使保护装置失效。
在检查中发现诊断参数454.0为“0”,将其修改为“1”后,自动循环正常。
数控系统的重装和调整方法对于数控机床维修人员来说是维修中一种非常重要的手段,熟练地掌握这种方法会给数控系统的维护和修理工作带来极大的方便。
FANUC数控系统0调试
FANUC数控系统0调试
FANUC数控系统是最畅销的机床控制系统之一。目前,在国内使用的FANUC数控系统主要有0系统和0i系统。针对广大用户的实际情况,本文简要叙述这两种系统的连接及调试,掌握了这两种系统,其它FANUC系统的调试则迎刃而解。
1系统与机床的连接
0i系统的连接图如下图,0系统和其他系统与此类似。图中,系统输入电压为DC42V±10%,约7A。伺服和主轴电动机为AC200V(不是220V)输入。这两个电源的通电及断电顺序是有要求的,不满足要求会出现报警或损坏驱动放大器。原则是要保证通电和断电都在CNC的控制之下。具体时序请见“连接说明书(硬件)”。
其它系统如 0 系统 , 系统电源和伺服电源均为 AC200V 输入。
伺服的连接分 A 型和 B 型 , 由伺服放大器上的一个短接棒控制。A 型连接是将位置反馈线接到 CNC 系统;B 型连接是将其接到伺服放大器。 Oi 和近期开发的系统用 B 型。0系统大多数用 A 型。两种接法不能任意使用 , 与伺服软件有关。连接时最后的放大器的 JX1B 需插上 FANUC 提供的短接插头 , 如果遗忘会出现 #401 报警。另外 , 若选用一个伺服放大器控制两个电动机 , 应将大电动机电枢接在 M 端子上 , 小电动机接在 L 端子上 , 否则电动机运行时会听到不正常的嗡嗡声。
FANUC 系统的伺服控制可任意使用半闭环或全闭环 , 只需设定闭环型式的参数和改变接线 , 非常简单。
主轴电动机要的控制有两种接口 : 模拟 (0~1OVDC) 和数值 ( 串行传送 ) 输出。模拟口需用其它公司的变频器及电动机。
用 FANUC 主轴电动机时 , 主轴上的位置编码器 ( 一般是 1024 条线 ) 信号应接到主轴电动机的驱动器上 (JY4 口 ) 。驱动器上的 JY2 是速度反馈接口 , 两者不能接错。
目前使用的 I/0 硬件有两种 : 内装 I/0 印刷板和外部 I/0 模块。 I/0 板经系统总线与 CPU 交换信息;I/0 模块用 I/O LINK 电缆与系统连接 , 数据传送方式采用串行格式 , 所以可远程连接。编梯形图时这两者的地址区是不同的。而且 ,I/0 模块使用前需首先设定地址范围。
为了使机床运行可靠 , 应注意强电和弱电信号线的走线、屏蔽及系统和机床的接地。电平 4.5V 以下的信号线必须屏蔽 , 屏蔽线要接地。连接说明书中把地线分成信号地、机壳地和大地。请遵照执行连接。另外,FANUC系统、伺服和主轴控制单元及电动机的外壳都要求接大地。为了防止电网干扰,交流的输入端必须接浪涌吸收器(线间和对地)。如果不处理这些问题,机床工作时会出现#910、#930报警或是不明原因的误动作。
2 调试步骤
2.1 步骤一:接线
按照设计的机床电柜接线图和系统连接说明书(硬件)中(书号:B-61393或
B-63503)绘出的接线图仔细接线。
2.2 步骤二:通电
拔掉CNC系统和伺服(包括主轴)单元的保险,给机床通电。如无故障,装上保险,给机床和系统通电。此时,系统会有#401等多种报警。这是因为系统尚未输入参数,伺服和主轴控制尚未初始化。
2.3 步骤三:设定参数
①. 系统功能参数(既所谓的保密参数):这些参数是订货时用户选择的功能,系统出厂时FANUC已经设好,0C和0i不必设。但是,0D(0TD和0MD)系统,须根据实际机床功能设定#932--#935的参数位。机床出厂时系统功能参数表必须交给机床用户。
②.进给伺服初始化:将各进给轴使用的电机的控制参数调入RAM区,并根据丝杠螺距和电机与丝杠间的变速比配置CMR和DMR。设参数SVS,使显示器画面显示伺服设定屏(Servo Set)。0系统设参数#389/0位=0;0i系统设参数#3111/0位=1。然后在伺服设定屏上设下列各项:
?初始化位置0。此时,显示器将显示P/S 000报警,其意义是要求系统关机,重新启动。但不要马上关机,因为其它参数尚未设入。应返回设定屏继续操作。
?指定电机代码(ID)。根据被设定轴实际使用的电机型号在“伺服电机参数说明书(B—65150)”中查出其代码,设在该项内。
?AMR设0。
?设定指令倍比CMR。CMR=命令当量/位置检测当量。通常设为1。但该项要求设其值的1倍,所以设为2。
?设定柔性变速比(N/M)。根据滚珠丝杠螺距和电机与丝杠间的降速比设定该值。计算公式如下:
计算中1个脉冲的当量为1μm。式中的分子实际就考虑了电机轴与丝杠间的速比。将该式约为真分数,其值即为N和M。该式适用于经常用的伺服半闭环接法,全闭环和使用分离型编码器的半闭环另有算法。
?设定电机的转向。111表示电机正向转动,-111为反向转动。
?设定转速反馈脉冲数。固定设为8129。
?设定位置反馈脉冲数。固定设为12500。
?设定参考计数器容量。机床回零点时要根据该值寻找编码器的一转信号以确定零点。该值等于电机转一转的进给轴的移动脉冲数。
按上述方法对其它各轴进行设定,设定完成后系统关机并重新开机,伺服初始化完成。
③.设定伺服参数:0系统#500--#595的有关参数;0i#1200--#1600的有关参数。这些是控制进给运动的参数,包括:位置增益,G00的速度,F的允许值,移动时允许的最大跟随误差,停止时允许的最大误差,加/减速时间常数等等。参数设定不当,会产生#4x7报警。
④. 主轴电动机的初始化设定初始化位和电动机的代码。只有 FANUC 主轴电动机才进行此项操作
⑤. 设定主轴控制的参数设定各换档档次的主轴最高转速、换档方法、主轴定向
或定位的参数、模拟主轴的零漂补偿参数等。
⑥. 设定系统和机床的其它有关参数参数意义见 " 参数说明书 " 。
2.4 步骤四:编梯形图,调机
要想主轴电动机转动 , 必须把控制指令送到主轴电动机的驱动器 , 头 $SIP 是
这一指令的控制信号 , 因此在梯形图中必须把它置 1。
不同的 CNC 系统使用不同型式的 PMC, 不同型式的 PMC 用不同的编程器。 FANUC 近期开发的PMC 可以方便地用软件转换。可以用编辑卡在 CNC 系统上现场编制梯形图 ,
也可以把编程软件装入 PC机 , 编好后传送给 CNC 。近期的系统中梯形图是存储在 F-ROM 中 , 因此编好的或传送来的梯形图应写入 F-ROM, 否则关机后梯形图会丢失。编梯形图最重要的注意点是一个信号的持续 ( 有效 ) 时间和各信号的时序 ( 信号的互锁 ) 。在FANUC 系统的连接说明书 ( 功能 ) 中对各控制功能的信号都有详细的时序图。调机时或以后机床运行中如发现某一功能不执行 , 应首先检查接线然后检查梯形图。
调机实际上是把 CNC 的I/0 控制信号与机床强电柜的继电器、开关、阀等输入 / 输出信号一一对应起来 , 实现所需机床动作与功能。为方便调机和维修 ,CNC 系统中提供了 PMC 信号的诊断屏幕。在该屏上可以看到各信号的当前状态。
综上所述 , 调机有三个要素 : 接线、编梯形图和设置参数。调试中出现问题应从这三个方面着手处理 , 不要轻易怀疑系统。梯形图调好后应写人 ROM。0 系统用的是 EPROM, 所以需要专用的写入器;Oi 等其它系统用 F-ROM, 只需在系统上执行写入操作即可。
FANUC 系统运行可靠 , 调试容易 , 因此在国内外得到了广泛应用。
FANUC伺服系统维修技术经验总结及FANUC伺服电机维修方法
FANUC伺服系统维修技术经验总结及FANUC伺服电机维修方法2 2.数字式交流伺服驱动单元的故障检测与维修 (1)驱动器上的状态指示灯报警 FANUC S系列数字式交流伺服驱动器,设有11个状态及报警指示灯,指示灯的状态以及含义见表5-8。 以上状态指示灯中,HC、HV、OVC、TG、DC、LV的含义与模拟式交流速度控制单元相同,主回路结构与原理亦与模拟式速度控制单元相同,不再赘述。表5-8中,OH、OFAL、FBL 为S系列伺服增添的报警指示灯,其含义如下。 1)OH报警。OH为速度控制单元过热报警,发生这个报警的可能原因有: ①印制电路板上S1设定不正确。 ②伺服单元过热。散热片上热动开关动作,在驱动器无硬件损坏或不良时,可通过改变切
削条件或负载,排除报警。 ③再生放电单元过热。可能是Q1不良,当驱动器无硬件不良时,可通过改变加减速频率,减轻负荷,排除报警。 ④电源变压器过热。当变压器及温度检测开关正常时,可通过改变切削条件,减轻负荷,排除报警,或更换变压器。 ⑤电柜散热器的过热开关动作,原因是电柜过热。若在室温下开关仍动作,则需要更换温度检测开关。 2)OFAL报警。数字伺服参数设定错误,这时需改变数字伺服的有关参数的设定。对于FANUC 0系统,相关参数是8100,8101,8121,8122,8123以及8153~8157等;对于10/11/12/15系统,相关参数为1804,1806,1875,1876,1879,1891以及1865~1869等。 3)FBAL报警。FBAL是脉冲编码器连接出错报警,出现报警的原因通常有以下几种: ①编码器电缆连接不良或脉冲编码器本身不良。 ②外部位置检测器信号出错。 ③速度控制单元的检测回路不良。 ④电动机与机械间的间隙太大。 (2)伺服驱动器上的7段数码管报警 FANUC C系列、α/αi系列数字式交流伺服驱动器通常无状态指示灯显示,驱动器的报警是通过驱动器上的7段数码管进行显示的。根据7段数码管的不同状态显示,可以指示驱动器报警的原因。 FANUC C系列、电源与驱动器一体化结构型式(SVU型)的α/αi系列交流伺服驱动器的数
富士伺服电机选型计算资料
附录 ■容量选择计算■电脑编程器■参数表
附 附录 容量选择计算 (1) 机械系统的种类 用可变速电机驱动的机械系统,一般有以下几类。 机构特点 滚珠丝杠(直接连接) 用于距离较短的高精度定位。 电机和滚珠丝杠只用联轴节连接,没有间隙。 滚珠丝杠(减速) 选择减速比,可加大向机械系统传递的转矩。 由于产生齿轮侧隙,需要采取补偿措施。 齿条和小齿轮 用于距离较长的(台车驱动等)定位。小齿轮转 动一圈包含了π值,因此需要修正。 同步皮带(传送带) 与链条比较,形态上的自由度变大。 主要用于轻载。皮带轮转动一圈的移动量中包含π 值,因此需要修正。 将伺服系统用于机械系统中时,请注意以下各点。 ①减速比 为了有效利用伺服电机的功率,应在接近电机的额定速度(最高旋转速度)数值的范围使用。在最高旋 转速度下连续输出转矩,还是比额定转矩小。 ②预压转矩 对丝杠加预压力,刚性增强,负载转矩值增大。 由预压产生的摩擦转矩,请参照滚珠丝杠规格书。 ③保持转矩 升降机械在停止时,伺服电机继续输出保持力。 在时间充裕的场合,建议使用保持制动。
附-2
附录附 机构特点 链条驱动 多用于输送线上。必须考虑链条本身的伸长并采取相应的措施。在减速 比比较大的状态下使用,机械系统的移动速度小。 进料辊 将板带上的材料夹入辊间送出。 由于未严密确定辊子直径,在尺寸长的物件上将产生误差,需进行π补 偿。 如果急剧加速,将产生打滑,送出量不足。 转盘分度 转盘的惯性矩大,需要设定足够的减速比。 转盘的转速低,多使用蜗轮蜗杆。 主轴驱动 在卷绕线材时,由于惯性矩大,需要设定够的减速比。 在等圆周速度控制中,必须把周边机械考虑进来研究。
FANUC 伺服电机规格
FANUC伺服电机规格一览表(β、βis、αC、α、αCi、αi系列) 电气室 2003-8-30
FANUC AC SERVO MOTOR a C series DESCRIPTIONS Ⅰ. TYPES OF MOTORS AND DESIGNATION Models A06B-01□□-B☆○○ a C3/2000 and aC6/2000□□ 21 : Model a C3/2000 26 : Model aC6/2000 ☆ 0 : Taper shaft (standard) 1 : Taper shaft with the brake(8Nm) 5 : Straight shaft 6 : Straight shaft with the brake(8Nm) ○○ 75 : With the pulse coder aA64 77 : With the pulse coder aI64 Models A06B-01□□-B☆○○ aC12/2000 and aC22/1500□□ 41 : Model aC12/2000 45 : Model aC22/1500 ☆ 0 : Straight shaft (standard) 1 : Straight shaft with the brake(35Nm) 5 : Taper shaft 6 : Taper shaft with the brake(35Nm) ○○ 75 : With the pulse coder aA64 77 : With the pulse coder aI64 NOTE: For the aC series,serial pulse coder A cannot be used. Ⅱ. TYPE OF MOTORS AND SPECIFICATIONS
菲仕伺服电机选型样本
Type U301.20.30.94Nm 1.18Nm 2000Rpm 2500Rpm 0.45A 0.57A 0.20Kw 2.30Nm/A 139V/Krpm 133Hz 118.34Ohm 120.80mH -V 370V 0.13mkgm2 2.2kg 2.9kg U301.60.30.95Nm 1.39Nm 6000Rpm 7400Rpm 1.30A 2.00A 0.60Kw 0.48Nm/A 29V/Krpm 400Hz 10.17Ohm 14.53mH -V 372V 0.13mkgm2 2.2kg 2.9kg U302.20.3 2.00Nm 2.48Nm 2000Rpm 2500Rpm 0.98A 1.19A 0.42Kw 2.30Nm/A 139V/Krpm 133Hz 41.30Ohm 59.20mH -V 371V 0.194mkgm2 2.7kg 3.4kg U302.50.3 2.00Nm 2.60Nm 5000Rpm 6000Rpm 2.00A 2.60A 1.05Kw 1.09Nm/A 66V/Krpm 333Hz 8.51Ohm 14.55mH -V 333V 0.194mkgm2 2.7kg 3.4kg U304.10.3 3.90Nm 3.95Nm 1000Rpm 1500Rpm 1.00A 1.10A 0.41Kw 3.95Nm/A 239V/Krpm 67Hz 87.44Ohm 120.36mH -V 380V 0.156mkgm2 4.5kg 5.2kg U304.20.3 4.18Nm 4.91Nm 2000Rpm 2500Rpm 2.00A 2.36A 0.88Kw 2.29Nm/A 139V/Krpm 133Hz 15.85Ohm 29.58mH -V 371V 0.156mkgm2 4.5kg 5.2kg U304.50.2 3.95Nm 4.00Nm 5000Rpm 7500Rpm 10.00A 10.00A 2.07Kw 0.43Nm/A 26V/Krpm 333Hz 0.48Ohm 1.40mH 201V -V 0.156mkgm2 4.5kg 5.2kg U304.50.3 3.95Nm 4.00Nm 5000Rpm 7500Rpm 5.50A 6.10A 2.07Kw 0.73Nm/A 44V/Krpm 333Hz 1.40Ohm 4.10mH -V 344V 0.156mkgm2 4.5kg 5.2kg U503.20.3 3.80Nm 4.42Nm 2000Rpm 2628Rpm 1.65A 1.80A 0.80Kw 2.28Nm/A 138V/Krpm 133Hz 16.88Ohm 63.67mH -V 338V 0.97mkgm2 4.8kg 5.8kg U503.30.3 3.00Nm 3.50Nm 3000Rpm 3200Rpm 2.20A 2.56A 0.94Kw 1.36Nm/A 82V/Krpm 200Hz 7.01Ohm 31.60mH -V 374V 0.97mkgm2 4.8kg 5.8kg U503.40.3 2.80Nm 3.50Nm 4000Rpm 6000Rpm 3.20A 4.30A 1.17Kw 0.93Nm/A 56V/Krpm 267Hz 3.30Ohm 9.00mH -V 375V 0.97mkgm2 4.8kg 5.8kg U503.50.3 2.00Nm 3.50Nm 5000Rpm 5200Rpm 2.20A 3.80A 1.05Kw 1.00Nm/A 61V/Krpm 333Hz 3.14Ohm 14.30mH -V 376V 0.97mkgm2 4.8kg 5.8kg U505.20.3 5.08Nm 5.30Nm 1500Rpm 2244Rpm 2.00A 2.10A 0.80Kw 2.71Nm/A 164V/Krpm 133Hz 13.96Ohm 56.43mH -V 295V 1.13mkgm2 5.7kg 6.7kg U505.30.2 3.50Nm 5.00Nm 3000Rpm 4000Rpm 6.00A 7.00A 1.10Kw 0.65Nm/A 39V/Krpm 200Hz 0.97Ohm 2.94mH 170V -V 1.13mkgm2 5.7kg 6.7kg U505.40.3 4.00Nm 5.52Nm 4000Rpm 4800Rpm 4.20A 4.30A 1.68Kw 1.36Nm/A 82V/Krpm 267Hz 3.65Ohm 14.05mH -V 372V 1.13mkgm2 5.7kg 6.7kg U506.20.3 6.44Nm 7.34Nm 2000Rpm 2568Rpm 2.90A 3.30A 1.35Kw 2.32Nm/A 141V/Krpm 133Hz 6.92Ohm 31.04mH -V 322V 1.13mkgm2 6.8kg 7.8kg U506.20.2 5.70Nm 7.62Nm 2000Rpm 2500Rpm 4.40A 5.87A 1.19Kw 1.36Nm/A 82V/Krpm 133Hz 2.12Ohm 9.68mH 180V -V 1.13mkgm2 6.8kg 7.8kg U506.30.3 5.50Nm 6.63Nm 3000Rpm 3200Rpm 3.53A 4.24A 1.73Kw 1.56Nm/A 94V/Krpm 200Hz 3.37Ohm 20.60mH -V 349V 1.13mkgm2 6.8kg 7.8kg U506.30.2 5.80Nm 7.62Nm 3000Rpm 4000Rpm 8.53A 13.96A 1.82Kw 0.68Nm/A 41V/Krpm 200Hz 0.65Ohm 2.42mH 175V -V 1.13mkgm2 6.8kg 7.8kg U506.40.3 4.50Nm 5.87Nm 4000Rpm 5000Rpm 3.20A 4.80A 1.88Kw 1.29Nm/A 78V/Krpm 267Hz 2.25Ohm 9.79mH -V 375V 1.13mkgm2 6.8kg 7.8kg U509.30.2 6.60Nm 9.20Nm 3000Rpm 4000Rpm 8.50A 12.40A 2.07Kw 0.85Nm/A 51V/Krpm 200Hz 0.54Ohm 2.03mH 211V -V 1.33mkgm28.8kg 9.8kg U509.20.39.16Nm 10.40Nm 2000Rpm 2378Rpm 3.70A 4.05A 1.92Kw 2.55Nm/A 154V/Krpm 133Hz 4.83Ohm 25.77mH -V 346V 1.33mkgm28.8kg 9.8kg U509.40.3 6.00Nm 9.98Nm 4000Rpm 4200Rpm 4.00A 8.00A 2.51Kw 1.28Nm/A 77V/Krpm 267Hz 1.12Ohm 7.74mH -V 378V 1.33mkgm28.8kg 9.8kg U512.20.311.24Nm 13.18Nm 2000Rpm 2473Rpm 4.80A 5.50A 2.35Kw 2.52Nm/A 153V/Krpm 133Hz 2.97Ohm 17.29mH -V 334V 1.42mkgm210.8kg 11.8kg U512.40.3 6.00Nm 12.84Nm 2500Rpm 4500Rpm 5.00A 11.00A 1.57Kw 1.22Nm/A 74V/Krpm 267Hz 0.80Ohm 5.27mH -V 378V 1.42mkgm210.8kg 11.8kg U710.10.3 6.40Nm 7.80Nm 1000Rpm 1500Rpm 1.50A 1.90A 0.67Kw 4.33Nm/A 262.08V/Krpm 67Hz 18.90Ohm 90.20mH -V 373V 0.73mkgm28.5kg 11.5kg U710.40.39.60Nm 10.50Nm 4000Rpm 4100Rpm 6.70A 6.70A 4.02Kw 1.58Nm/A 95.63V/Krpm 267Hz 1.99Ohm 10.73mH -V 391V 0.73mkgm28.5kg 11.5kg U710.50.3 5.89Nm 8.98Nm 5175Rpm 5300Rpm 5.35A 8.60A 3.19Kw 1.10Nm/A 66.58V/Krpm 333Hz 1.03Ohm 8.10mH -V 375V 0.73mkgm28.5kg 11.5kg U715.35.312.35Nm 12.74Nm 3500Rpm 5000Rpm 7.10A 7.70A 4.53Kw 1.74Nm/A 105.32V/Krpm 233Hz 1.38Ohm 12.08mH -V 394V 1.0mkgm210.2kg 13.2kg U715.50.2 6.00Nm 12.00Nm 4500Rpm 5000Rpm 10.00A 21.60A 2.83Kw 0.62Nm/A 37.53V/Krpm 333Hz 0.14Ohm 1.53mH 174V -V 1.0mkgm210.2kg 13.2kg U720.05.316.80Nm 18.40Nm 500Rpm 800Rpm 2.00A 2.20A 0.88Kw 9.20Nm/A 556.85V/Krpm 33Hz 26.90Ohm 193.60mH -V 330V 1.3mkgm211.9kg 14.9kg U720.15.317.00Nm 19.00Nm 1500Rpm 1800Rpm 5.73A 6.44A 2.67Kw 3.29Nm/A 199.13V/Krpm 100Hz 2.88Ohm 31.24mH -V 371V 1.3mkgm211.9kg 14.9kg U720.20.311.70Nm 16.00Nm 2000Rpm 2500Rpm 5.09A 6.61A 2.45Kw 2.53Nm/A 153.13V/Krpm 133Hz 2.33Ohm 14.88mH -V 322V 1.3mkgm211.9kg 14.9kg U720.30.216.00Nm 19.00Nm 3000Rpm 4000Rpm 16.50A 20.67A 5.03Kw 0.99Nm/A 59.92V/Krpm 200Hz 0.36Ohm 3.96mH 204V -V 1.3mkgm211.9kg 14.9kg U720.30.316.80Nm 16.80Nm 3000Rpm 3700Rpm 11.80A 11.80A 5.28Kw 1.59Nm/A 95.94V/Krpm 200Hz 0.67Ohm 5.70mH -V 291V 1.3mkgm211.9kg 14.9kg U720.40.312.40Nm 17.79Nm 4000Rpm 4800Rpm 10.50A 15.19A 5.19Kw 1.28Nm/A 77.47V/Krpm 267Hz 0.55Ohm 3.90mH -V 319V 1.3mkgm213.6kg 16.6kg U725.50.214.00Nm 23.16Nm 4500Rpm 5000Rpm 20.00A 37.95A 6.60Kw 0.67Nm/A 40.55V/Krpm 333Hz 0.08Ohm 1.03mH 176V -V 1.6mkgm213.6kg 16.6kg U730.15.322.00Nm 23.80Nm 1500Rpm 2000Rpm 7.50A 8.00A 3.46Kw 3.22Nm/A 194.90V/Krpm 100Hz 2.00Ohm 20.06mH -V 317V 1.9mkgm215.2kg 18.2kg U730.20.322.00Nm 23.00Nm 2000Rpm 2150Rpm 8.50A 9.70A 4.61Kw 2.65Nm/A 160.40V/Krpm 133Hz 2.00Ohm 23.20mH -V 345V 1.9mkgm215.2kg 18.2kg U730.30.316.90Nm 26.60Nm 3000Rpm 3200Rpm 11.60A 18.90A 5.31Kw 1.52Nm/A 92.00V/Krpm 200Hz 0.38Ohm 3.50mH -V 287V 1.9mkgm215.2kg 18.2kg U740.05.324.00Nm 42.00Nm 500Rpm 800Rpm 2.50A 5.23A 1.26Kw 9.00Nm/A 544.74V/Krpm 33Hz 10.30Ohm 96.50mH -V 314V 2.4mkgm218.5kg 21.5kg U740.20.324.00Nm 34.00Nm 2000Rpm 2180Rpm 7.08A 13.48A 5.03Kw 2.72Nm/A 164.63V/Krpm 133Hz 0.80Ohm 8.04mH -V 327V 2.4mkgm218.5kg 21.5kg U740.30.321.80Nm 33.00Nm 3000Rpm 3200Rpm 14.00A 21.70A 6.85Kw 1.63Nm/A 98.66V/Krpm 200Hz 0.29Ohm 3.00mH -V 304V 2.4mkgm218.5kg 21.5kg We reserve the right to make technical changes. ULTRACT III Stand-still Weight (without Nominal Inductance Max Nominal Torque power Frequency Constant still speed torque brake)phase Weight (with brake)current Winding Stand-Back EMF between Nominal torque Nominal current Nominal speed Winding Resistance Rotor Inertia 400VAC Nominal Voltage (Supply Voltage)230VAC
FANUC AI伺服电机规格
III. FANUC AC SERVO MOTOR αi SERIES
B-65262EN/03FANUC AC SERVO MOTOR αi SERIES1.GENERAL 1GENERAL The FANUC AC servo motor αi series consists of a range of servo motors that are suitable for the feed axes of machine tools. They have the following features: Excellent acceleration characteristics The rotor inertia has been reduced without sacrificing maximum outp ut torque. As a result, the motors offer excellent acceleration characteristics. Compact The use of the latest ferrite magnet, combined with an op timized mechanical design, reduces both the overall length and weight. The result is compact, lightweight servo motors. Excellent waterproofing The use of waterp roof connectors and FANUC's unique stator seal p rovide excellent waterp roofing, ensuring that no liquid, such as coolant, can enter the motor. Extended continuous-operation High-density winding, low iron loss by the optimum core shape, and the use of the latest servo software reduce heat generation during high-sp eed rotation to a minimum and allow a wide continuous operating zone. Smooth rotation Further imp rovements have been made to the unique magnetic p ole shap e to minimize torque rip p le. The result is extremely smooth rotation. Controllability The use of the latest servo software maintains controllability even when a disturbance occurs. High-performance sensor The high-resolution pulse coder model α1000i A,α1000i I or α16000i A is provided as standard. This pulse coder allows precise positioning. Powerful brake A powerful brake with an increased holding torque is available as an option. The brake uses an asbestos-free design.
伺服电机计算选择应用实例
伺服电机计算选择应用实例 1. 选择电机时的计算条件 本节叙述水平运动伺服轴(见下图)的电机选择步骤。 例:工作台和工件的 W :运动部件(工作台及工件)的重量(kgf )=1000 kgf 机械规格 μ :滑动表面的摩擦系数=0.05 π :驱动系统(包括滚珠丝杠)的效率=0.9 fg :镶条锁紧力(kgf )=50 kgf Fc :由切削力引起的反推力(kgf )=100 kgf Fcf :由切削力矩引起的滑动表面上工作台受到的力(kgf ) =30kgf Z1/Z2: 变速比=1/1 例:进给丝杠的(滚珠 Db :轴径=32 mm 丝杠)的规格 Lb :轴长=1000 mm P :节距=8 mm 例:电机轴的运行规格 Ta :加速力矩(kgf.cm ) Vm :快速移动时的电机速度(mm -1)=3000 mm -1 ta :加速时间(s)=0.10 s Jm :电机的惯量(kgf.cm.sec 2) Jl :负载惯量(kgf.cm.sec 2) ks :伺服的位置回路增益(sec -1)=30 sec -1 1.1 负载力矩和惯量的计算 计算负载力矩 加到电机轴上的负载力矩通常由下式算出: Tm = + Tf Tm :加到电机轴上的负载力矩(Nm) F :沿坐标轴移动一个部件(工作台或刀架)所需的力(kgf) L :电机转一转机床的移动距离=P ×(Z1/Z2)=8 mm Tf :滚珠丝杠螺母或轴承加到电机轴上的摩擦力矩=2Nm 无论是否在切削,是垂直轴还是水平轴,F 值取决于工作台的重量,摩擦系数。若坐标轴是垂直轴,F 值还与平衡锤有关。对于水平工作台,F 值可按下列公式计算: 不切削时: F = μ(W+fg ) 例如: F=0.05×(1000+50)=52.5 (kgf) Tm = (52.5×0.8) / (2×μ×0.9)+2=9.4(kgf.cm) = 0.9(Nm) 切削时: F = Fc+μ(W+fg+Fcf) 例如: F=100+0.05×(1000+50+30)=154(kgf) Tmc=(154×0.8) / (2×μ×0.9)+2=21.8(kgf.cm) =2.1(Nm) 为了满足条件1,应根据数据单选择电机,其负载力矩在不切削时 应大于0.9(Nm ),最高转速应高于3000(min -1)。考虑到加/减速, F ×L 2πη
详解伺服电机详解
伺服电机原理 一、交流伺服电动机 交流伺服电动机定子的构造基本上与电容分相式单相异步电动机相似.其定子上装有两个位置互差90°的绕组,一个是励磁绕组Rf,它始终接在交流电压Uf上;另一个是控制绕组L,联接控制信号电压Uc。所以交流伺服电动机又称两个伺服电动机。 交流伺服电动机的转子通常做成鼠笼式,但为了使伺服电动机具有较宽的调速范围、线性的机械特性,无“自转”现象和快速响应的性能,它与普通电动机相比,应具有转子电阻大和转动惯量小这两个特点。目前应用较多的转子结构有两种形式:一种是采用高电阻率的导电材料做成的高电阻率导条的鼠笼转子,为了减小转子的转动惯量,转子做得细长;另一种是采用铝合金制成的空心杯形转子,杯壁很薄,仅0.2-0.3mm,为了减小磁路的磁阻,要在空心杯形转子内放置固定的内定子.空心杯形转子的转动惯量很小,反应迅速,而且运转平稳,因此被广泛采用。 交流伺服电动机在没有控制电压时,定子内只有励磁绕组产生的脉动磁场,转子静止不动。当有控制电压时,定子内便产生一个旋转磁场,转子沿旋转磁场的方向旋转,在负载恒定的情况下,电动机的转速随控制电压的大小而变化,当控制电压的相位相反时,伺服电动机将反转。 交流伺服电动机的工作原理与分相式单相异步电动机虽然相似,但前者的转子电阻比后者大得多,所以伺服电动机与单机异步电动机相比,有三个显著特点: 1、起动转矩大 由于转子电阻大,其转矩特性曲线如图3中曲线1所示,与普通异步电动机的转矩特性曲线2相比,有明显的区别。它可使临界转差率S0>1,这样不仅使转矩特性(机械特性)更接近于线性,而且具有较大的起动转矩。因此,当定子一有控制电压,转子立即转动,即具有起动快、灵敏度高的特点。 2、运行范围较广 3、无自转现象 正常运转的伺服电动机,只要失去控制电压,电机立即停止运转。当伺服电动机失去控制电压后,它处于单相运行状态,由于转子电阻大,定子中两个相反方向旋转的旋转磁场与转子作用所产生的两个转矩特性(T1-S1、T2-S2曲线)以及合成转矩特性(T-S曲线)
图解伺服电机选型实例
伺服电机计算选择应用实例 1. 选择电机时的计算条件 本节叙述水平运动伺服轴(见下图)的电机选择步骤。 例:工作台和工件的 W :运动部件(工作台及工件)的重量(kgf )=1000 kgf 机械规格 μ :滑动表面的摩擦系数=0.05 π :驱动系统(包括滚珠丝杠)的效率=0.9 fg :镶条锁紧力(kgf )=50 kgf Fc :由切削力引起的反推力(kgf )=100 kgf Fcf :由切削力矩引起的滑动表面上工作台受到的力(kgf ) =30kgf Z1/Z2: 变速比=1/1 例:进给丝杠的(滚珠 Db :轴径=32 mm 丝杠)的规格 Lb :轴长=1000 mm P :节距=8 mm 例:电机轴的运行规格 Ta :加速力矩(kgf.cm ) Vm :快速移动时的电机速度(mm -1)=3000 mm -1 ta :加速时间(s)=0.10 s Jm :电机的惯量(kgf.cm.sec 2) Jl :负载惯量(kgf.cm.sec 2) ks :伺服的位置回路增益(sec -1)=30 sec -1 1.1 负载力矩和惯量的计算 计算负载力矩 加到电机轴上的负载力矩通常由下式算出: Tm = + Tf Tm :加到电机轴上的负载力矩(Nm) F :沿坐标轴移动一个部件(工作台或刀架)所需的力(kgf) L :电机转一转机床的移动距离=P ×(Z1/Z2)=8 mm Tf :滚珠丝杠螺母或轴承加到电机轴上的摩擦力矩=2Nm 无论是否在切削,是垂直轴还是水平轴,F 值取决于工作台的重量,摩擦系数。若坐标轴是垂直轴,F 值还与平衡锤有关。对于水平工作台,F 值可按下列公式计算: 不切削时: F = μ(W+fg ) 例如: F ×L 2πη
数控机床故障维修实例
数控机床故障维修实例集团文件版本号:(M928-T898-M248-WU2669-I2896-DQ586-M1988)
数控机床故障维修实例 天津一汽夏利汽车股份有限公司内燃机制造分公司杨琦 摘要:文中简述了关于数控机床故障的几个维修实例,如无法及时购到同型器件时的替代维修方法及与伺服、PLC相关的几个故障维修实例。 一、部件的替代维修 1.1丝杠损坏后的替代修复 采用FANUC 0G系统控制的进口曲轴连杆轴颈磨床,在加工过程中出现了411报警,发现丝杠运行中有异响。拆下丝杠后发现丝杠母中的滚珠已经损坏,需要更换丝杠。但因无法马上购到同样参数的丝杠,为保证生产,决定用不同参数的丝杠进行临时替代。替代方案是:用螺距为10mm的丝杠替代导程为6mm丝杠,且丝杠的旋向由原来的左旋改为了现在的右旋。为保证替代可以进行,需要对参数进行修正。但由于机床的原参数 P8184=0、P8185=0,所以无法通过改变柔性进给齿轮的方法简便地使替代成功,需根据DMR,CMR,GRD的关系,对参数进行修正。 对于原来导程为6mm的丝杠,根据参数P100=2,可知其CMR为1,根据参数 P0004=01110101,可以知道机床原DMR为4,而且机床原来应用的编码器是 3000pulse/rev。而对于10mm的丝杠,根据DMR为4,只能选择2500线的编码器,且需将P4改变为01111001。 同时根据:计数单元=最小移动单位/CMR;计数单元=一转检测的移动量/(编码器的检测脉冲*DMR) 可以计算出原机床的计数单元=6000/(3000*4)=1/2,即最小移动单位为0.5。在选择10mm的丝杠后,根据最小移动单位为0.5,计数单元=10000/(2500*4) =0.5/CMR,所以CMR=0.5则参数 p100=1。然后将参数p8122=-111,转变为 111后,完成了将旋向由左旋改为了右旋的控制,再将P8123=12000变为10000后完后了替代维修。 1.2用α系列放大器对C系列伺服放大器的替代 机床滑台的进给用FANUC power mate D控制,伺服放大器原为C系列A06B-6090-H006,在其损坏后,用α系列放大器A06B-6859-H104进行了替代。替代时,首先是接线的不同,在C系列放大器上要接入主电源200V、急停控制100A、100B,地线G共6颗线;而对于α系列放大器,要接入主电源200V,没有接100A、100B,而是将CX4插头的2-3进行短接来完成急停控制,然后将拨码开关SA1的1、2、3端设定在ON,拨码4设定在OFF后完成了替代维修。 200V
伺服电机及选型完整版
伺服电机及选型 HEN system office room 【HEN16H-HENS2AHENS8Q8-HENH1688】
伺服电机 伺服电机(servomotor)是指在伺服系统中控制机械元件运转的发动机。伺服电机可以控制速度,位置精度非常准确,可以将电压信号转化为转矩和转速以驱动控制对象。伺服电机转子转速受输入信号控制,并能快速反应,在自动控制系统中,用作执行元件,可把所收到的转换成电动机轴上的角位移或输出。 “伺服”一词源于希腊语“奴隶”的意思,“伺服电机”可以理解为绝对服从控制信号指挥的电机:在控制信号发出之前,转子静止不动,当控制信号发出时,转子立即转动;当控制信号消失时,转子能即时停转。因此伺服电机指的是随时跟随命令进行动作的一种电机,是以其工作性质命名的。 伺服主要靠脉冲来定位,伺服电机接收到一个脉冲就会旋转一个脉冲对应的角度,从而实现位移。伺服本身带有编码器,具备发出脉冲的功能,所以伺服电机每旋转一个角度,就会发出对应数量的脉冲。等于是把电机旋转的详细信息反馈回去,形成闭环。这样的话,系统就会知道发了多少脉冲给电机,同时又收了多少脉冲回来,这样就能很精准的控制电机的转动,实现非常精准的定位。 一、伺服电机分类 1、直流伺服 结构简单控制容易。但从实际运行考虑,直流伺服电动机引入了机械换向装置,成本高,故障多,维护困难,经常因碳刷产生的火花影响生产,会产生电磁干扰。而且碳刷需要维护更换。机械换向器的换向能力,也限制了电动机的容量和速度。2、交流伺服 分为永磁同步伺服电机和异步伺服电机。目前运动控制基本都用同步电机。 永磁同步伺服电机内部的转子是永磁铁,驱动器控制的U/V/W三相电形成电磁场,转子在此磁场的作用下转动,同时电机自带的编码器反馈信号给驱动器,驱动器根据反馈值与目标值进行比较,调整转子转动的角度。伺服电机的精度决定于编码器的精度(线数)。特点如下: 1、控制速度非常快,从启动到额定转速只需几毫秒;而相同情况下异步电机却需要几秒钟。 2、启动扭矩大,可以带动大惯量的物体进行运动。 ? 3、功率密度大,相同功率范围下相比异步电机可以把体积做得更小、重量做得更轻。 ? 4、运行效率高。 ? 5、可支持低速长时间运行。 ? 6、断电无自转现象,可快速控制停止动作。 7、控制和响应性能比异步伺服电机高很多。 二、伺服电机计算 、电机转矩 电机转矩,简单的说,就是转动的力量的大小。也就是电机可以发出多大的力,转矩是一种力矩,力矩在物理中的定义是: 力矩= 力×力臂 这里的力臂就可以看成电机所带动的物体的转动半径。如果电机转矩太小,就带不动所要带的物体,也就是感觉电机的“劲”不够大。 假设我们是采用滚珠丝杆使工件做平行移动: 假设:
FANUC伺服电机选型计算
1 引言 现代机电行业中经常会碰到一些复杂的运动,这对电机的动力荷载有很大影响。伺服驱动装置是许多机电系统的核心,因此,伺服电机的选择就变得尤为重要。首先要选出满足给定负载要求的电动机,然后再从中按价格、重量、体积等技术经济指标选择最适合的电机。设计时进给伺服电机的选择原则是:首先根据转矩-速度特性曲线检查负载转矩,加减速转矩是否满足要求,然后对负载惯量进行校合,对要求频繁起动、制动h的电机还应对其转矩均方根进行校合,这样选择出来的电机才能既满足要求,又可避免由于电机选择偏大而引起的问题。 本文主要叙述了针对VMC 750立式加工中心的功能要求和规格参数,对各轴的伺服电动机进行计算选择,确定FANUC伺服电动机的型号和规格大小,并给出数据表。同时在论文中简述了各数据的计算公式以及数据计算例子。让读者能够直观的了解VMC750的伺服电机的数据信息,并知道如何根据一台加工中心的功能要求和规格参数进行数据计算,来选择合适的伺服电机。
2.选择电动机时的必要计算 在伺服电机选型计算当中其主要数据包括:负载/ 电机惯量比,加减速力矩,切削负载转矩,连续过载时间等几方面的内容,本节内容便为大家简述了以上重要数据的计算方式。 2.1 负载/ 电机惯量比 正确设定惯量比参数是充分发挥机械及伺服系统最佳效能的前提,此点在要求高速高精度的系统上表现尤为突出,伺服系统参数的调整跟惯量比有很大的关系,若负载电机惯量比过大,伺服参数调整越趋边缘化,也越难调整,振动抑制能力也越差,所以控制易变得不稳定;在没有自适应调整的情况下,伺服系统的默认参数在1~3 倍负载电机惯量比下,系统会达到最佳工作状态,这样,就有了负载电机惯量比的问题,也就是我们一般所说的惯量匹配,如果电机惯量和负载惯量不匹配,就会出现电机惯量和负载惯量之间动量传递时发生较大的冲击;下面分析惯量匹配问题。 TM - TL = ( JM + JL ) α(1) 式中,TM———电机所产生的转矩; TL———负载转矩; JM———电机转子的转动惯量; JL———负载的总转动惯量; α———角加速度。 2.2 加减速力矩 伺服电机除连续运转区域外,还有短时间内的运转特性如电机加减速,用最大转矩表示;即使容量相同,最大转矩也会因各电机而有所不同。最大转矩影响驱动电机的加减速时间常数[7],使用公式(3),估算线性加减速时间常数ta,根据该公式确定所需的电机最大转矩,选定电机容量。 ta = ( JL + JM ) n95.5×(0.8Tmax - TL )(3) 式中,n ———电机设定速度,r/min; JL———电机轴换算负载惯量,kg·cm2; JM———电机惯量,kg·cm2;
伺服电机和减速机选型
1)确认你的负载额定扭矩要小于减速机额定输出扭矩。 2)伺服电机额定扭矩(乘以)x减速比要大于负载额定扭矩。 3)负载通过减速机转化到伺服电机的转动惯量,要在伺服电机允许的范围内。 4)确认减速机精度能够满足您的控制要求。 5)减速机结构形式,外型尺寸既能满足设备要求,同时能与所选用的伺服电机连接。 除了减速机传动比,输出转矩,输出轴的轴向力,径向力校核;还要看减速机的传动精度,根据工作条件选择。因为传动精度高价格高,只要电机和减速机配套后满足你的要求(功能和性能),就可以了。 配减速机可以提高扭矩,但是速度下降,所以是否配减速机要综合考虑速度及扭矩两个方面,如移载机上,常见的有以下两种驱动方式:(通过计算得到伺服电机的功率大致合理的范围,不能造成浪费,所以两种驱动方式的电机功率相差不大) A:靠滚珠丝杆传动,伺服电机不配减速机的情况下扭矩就可以满足要求,速度也能满足;配减速机后扭矩的就更大了(造成浪费),但是速度却不能满足,所以一般不配减速机; 伺服电机选型: 转速(根据需要选择) 转矩(根据负载结构和重量以及转速计算需要伺服电机需要输出的力矩) 转动惯量(此参数关系伺服在机械结构上的运行精度,通过负载结构重量计算) 一般都要留有一定余量,即安全系数。 通过此三个参数结合选型样本来选择伺服电机的型号。 减速机选型: 减速比(根据电机的转速与最终需要输出的转速之比以及最终需要输出的转矩与电机转矩之比以及机械转动惯量与电机的转动惯量之比的开方来最终确定) 额定承载扭矩(最终的输出扭矩不要大于减速机的额定扭矩,与减速机寿命有关) 精度(根据用户需要选择适当的精度要求) 安装配合尺寸(负载与减速机之间的配合安装以及电机与减速机之间的配合安装等根据产品图纸来确定) 上述便是如何选伺服电机和减速机的一般要确定的参数。希望帮助到你。 减速机扭矩=9550×电机功率÷电机功率输入转数×速比×使用系数 这里的使用系数怎么确定,大概的怎么确定,选的值与实际偏离的不会太多! D KF系列精密伺服减速机 时间: 2016-08-16 16:21 点击: 4132 次
伺服电机及选型
伺服电机及选型 GE GROUP system office room 【GEIHUA16H-GEIHUA GEIHUA8Q8-
伺服电机 伺服电机(servomotor)是指在伺服系统中控制机械元件运转的发动机。伺服电机可以控制速度,位置精度非常准确,可以将电压信号转化为转矩和转速以驱动控制对象。伺服电机转子转速受输入信号控制,并能快速反应,在自动控制系统中,用作执行元件,可把所收到的电信号转换成电动机轴上的角位移或角速度输出。 “伺服”一词源于希腊语“奴隶”的意思,“伺服电机”可以理解为绝对服从控制信号指挥的电机:在控制信号发出之前,转子静止不动,当控制信号发出时,转子立即转动;当控制信号消失时,转子能即时停转。因此伺服电机指的是随时跟随命令进行动作的一种电机,是以其工作性质命名的。 伺服主要靠脉冲来定位,伺服电机接收到一个脉冲就会旋转一个脉冲对应的角度,从而实现位移。伺服本身带有编码器,具备发出脉冲的功能,所以伺服电机每旋转一个角度,就会发出对应数量的脉冲。等于是把电机旋转的详细信息反馈回去,形成闭环。这样的话,系统就会知道发了多少脉冲给电机,同时又收了多少脉冲回来,这样就能很精准的控制电机的转动,实现非常精准的定位。 一、伺服电机分类 1、直流伺服 结构简单控制容易。但从实际运行考虑,直流伺服电动机引入了机械换向装置,成本高,故障多,维护困难,经常因碳刷产生的火花影响生产,会产生电磁干扰。而且碳刷需要维护更换。机械换向器的换向能力,也限制了电动机的容量和速度。
2、交流伺服 分为永磁同步伺服电机和异步伺服电机。目前运动控制基本都用同步电机。 永磁同步伺服电机内部的转子是永磁铁,驱动器控制的U/V/W三相电形成电磁场,转子在此磁场的作用下转动,同时电机自带的编码器反馈信号给驱动器,驱动器根据反馈值与目标值进行比较,调整转子转动的角度。伺服电机的精度决定于编码器的精度(线数)。特点如下: 1、控制速度非常快,从启动到额定转速只需几毫秒;而相同情况下异步电机却需要几秒钟。 2、启动扭矩大,可以带动大惯量的物体进行运动。 ? 3、功率密度大,相同功率范围下相比异步电机可以把体积做得更小、重量做得更轻。 ? 4、运行效率高。 ? 5、可支持低速长时间运行。 ? 6、断电无自转现象,可快速控制停止动作。 7、控制和响应性能比异步伺服电机高很多。 二、伺服电机计算 2.1、电机转矩
伦茨变频器故障处理实例祥解
伦茨变频器故障处理实例祥解 前言 L e n z e伦茨变频器,在驱动产品领域也是一个非常著名的品牌,源自德国,主要产品包括变频器,伺服控制器,直流控制器,交直流电机,伺服电机,磁粉离合器,以及齿轮减速机等,应该说在涉及驱动产品的领域l e n z e都有自己的解决方案。在国内l e n z e伦茨变频器广泛应用于 纺织、造纸、烟草、印刷、包装、冶金、食品、汽车制造及物料运送等多个行业。应该说l e mz e 变频器在变频器市场上还是有着相当的知名度,也越来越被广大国内用户认可和接受。l e n z e 变频器功能比较强大,应用选件丰富,可以扩展多种功能,良好的力矩特性(最高可达180%60s 的转矩提供),比较突出的是伦茨变频器设计的时候考虑到了变频器伺服器一体化功能,针对不同电机可以做出不同的控制模式。现在我们比较常见的主要包括8220/8240系列通用变频器,8200e v系列矢量闭环变频器,9300系列工程矢量变频器。8220/8240系列变频器投放市场也已有较长时间了,9300系列变频器是功能更为强大的一种矢量型变频器,除了先前我们讲到的一系列功能外,还包括双p i d功能并且通过选装组件还可以完成速度/转矩切换控制、步进控制和位置控制等功能。伦茨变频器维修比较麻烦,因为电路板相对复杂,同时电路有涂层,下边主要以9300系列伦茨变频器维修来分析伦茨变频器的维修技术。 一、伦茨变频器结构分类维修方法 1、维修前准备 伦茨e v s9300为伺服控制器,一般采用旋转变压器或光电编码器的反馈信号作为控制器的运行控制,在一般条件下维修试机都无法满足其工况条件!可以修改部分参数;即可使用端子控制。端子编号位置参照说明书。 对上述参数一般只作修改(修改后在不掉电下记忆),不作存储。若存储,部分其他参数都可能跟着改变! 启动运行时(若连接普通电机):在低速时,电机噪声大,电流大;在高速时电机运行情况基本与其它变频器一致,(低速、高速时电压、电流应平衡);部分机无法调速,都为正常。若不接电机启动,其输出电压相差较大(相间)! 2、输出模块(igbt)损坏解决方法 i g b t坏,其驱动电路一般都同时损坏,应详细检查其驱动电路上的光耦,电阻、二极管等元件,排除故障后再安装i g b t试机,否则可能再次损坏i g b t。9322的驱动电路原理图见图1。
- 伺服电机常见故障处理技巧
- 伺服电机详解
- 详解伺服电机详解
- 伺服电机常见故障分析汇总
- 伺服电机拆解图
- 伺服电机故障及维修
- 图解伺服电机选型实例
- 案例四:伺服电机突然不动案例
- 伺服电机常见故障与维修
- B-65285CM_03伺服马达维修说明书
- FANUC伺服系统维修技术经验总结及FANUC伺服电机维修方法
- 伺服电机常见故障与维修
- 机器人伺服电机维修故障问题和解决方法
- 伺服电机的13种故障及维修知识汇总
- 伺服电机突然不动案例
- 在维修中常见故障实例
- FANUC伺服系统维修技术经验总结及FANUC伺服电机维修方法
- 伺服电机维修
- 伦茨9323伺服驱动器故障维修实例
- FANUC伺服系统维修技术经验总结及FANUC伺服电机维修方法