包装材料验收规程

包装材料验收规程
1.一般要求
1.1 只允许从授权的供应商处接收包装材料。
1.2 瓶、罐、盖,瓶胚须使用由可口可乐公司技术部规定格式的COA。
1.3 每个批次的包装材料都要记录唯一的进厂批号。
1.4 为确保非再回收包装材料的清洁卫生。必须检查进厂的包装材料是否有损害或其他不可
接受的情况并记录结果。不接收没有密封好的材料。同时,对于PET瓶、PET瓶胚、罐子外包装规定如下:
1.4.1 检查PET瓶是否在托盘上被收缩膜封好,并且每一层瓶子都有纸板,纤维板,塑料衬垫
进行隔离。不接受外包装不符合要求的PET瓶批次。
1.4.2 对于托盘装运的罐子,要保证每一层都有隔离层,或纸板,或纤维板。
1.4.3 PET瓶胚必须盛载密封的塑料袋里。
1.5 检查所有进厂包装物料的标签确保所有的相关标签符合预定要求。
1.6 不接收用化学方式处理过的托盘装载的包装材料,
1.7 检验进厂的包装材料,与建立的标准进行比较(参见可口可乐《包装物料进厂检验手册》)。
2. 抽样批量
2.1 正常抽样包装批量是指供应商的1 天生产总数。
2.2 降低抽样包装批量是指供应商的2 天生产总数。降低抽样只适用于每批连续供应间距在
两周内的物料。
2.3 收紧抽样包装批量是指供应商的1 班生产总数,抽样数量加倍,相关的拒收方法必须遵
循。收紧抽样适用于任何连续供应,包括任何连续供应间距,如果物料或外包装在进厂时发现有异常情况(如异味,外观污染或损坏等问题),必须执行收紧抽样检查程序。
3. 检验抽样规则及检验严格度转换
3.1 抽样规则
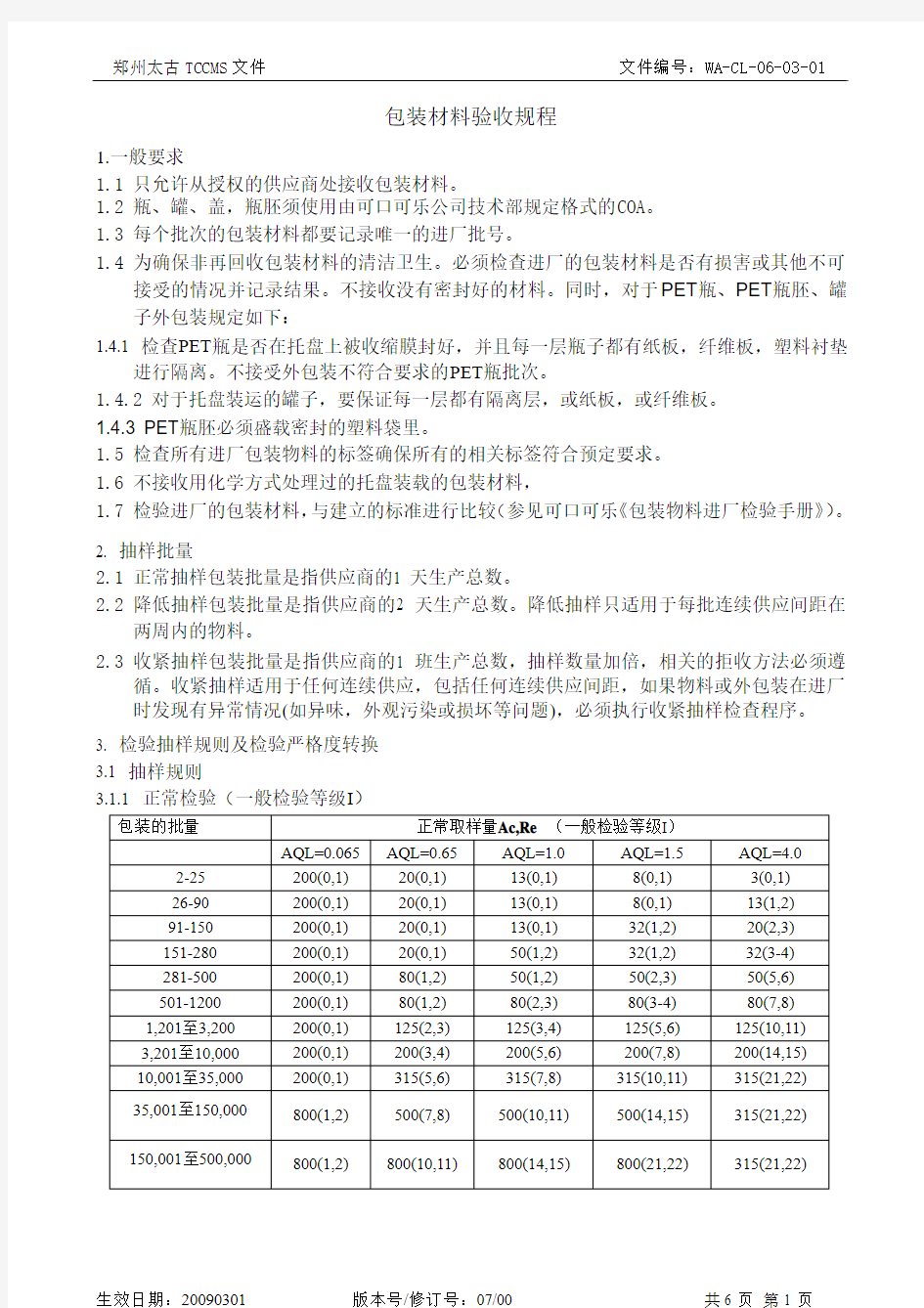
3.1.1 正常检验(一般检验等级I)
备注:如果样本量等于或超过批量,则执行100%检验3.1.2 放宽检验(一般检验等级I)
备注:如果样本量等于或超过批量,则执行100%检验3.1.3 加严检验(一般检验等级I)
备注:如果样本量等于或超过批量,则执行100%检验
-注:上述抽样计划表采用GB-2828.1-2003 中“一般检查水平”。如果供应商没有应用SPC (统计过程控制)系统,而且不能提供合乎要求的COA 报告,请实施上述抽样计划。
正常抽样批量是指包装供应商的1天生产总数。
3.1.4 正常检验(特殊检验水平S1)
备注:如果样本量等于或超过批量,则执行100%检验
3.1.5 放宽检验(特殊检验水平S1)
备注:如果样本量等于或超过批量,则执行100%检验
3.1.6 加严检验(特殊检验水平S1)
注:上述抽样计划表采用GB-2828.1-2003 中“特殊检查水平S1”。
?该抽样计划的实施是基于供应商的SPC(统计过程控制)系统和合乎要求的COA 报告。?正常抽样批量是指包装供应商的1 天生产总数。
3.2 检验严格度的转换规则
3.2.1 检验的开始除非品质部另有指示,开始检验时应采
用正常检验。
3.2.2 检验的继续除非转移程序要求改变检验的严格度,对接连的批,正常、加严或者放宽
检验应继续
不变。转移程序应分别地用于各类不合格或不合格品。
3.3 转移规则和程序(见3.3.6附图)
3.3.1 正常到加严
当正在采用正常检验时,只要初次检验中连续5批或少于5批中有2批是不可接收的,则转移到加严检验。本程序不考虑再提交批。
3.3.2 加严到正常当正在采用加严检验时,如果初次检验的接连5批已被认为是可接收的,
应恢复正
常检验。
3.3.3 正常到放宽
3.3.3.1 当正在采用正常检验时,如果下列各条件均满足,应转移到放宽检验:
a) 当前的转移得分(见3.3.3.2)至少是30分;
b) 生产稳定;
c) 品质部认为放宽检验可取。
3.3.3.2 转移得分除非品质部另有规定,在正常检验一开始就应计算转移得分。在正常检验
开始时,应将转移得分设定为0,而在检验每个后继的批以后应更新转移得分。
a) 当接收数为0或1时,如果该批被接收,则给转移得分加2分;否则将转移得分重
新设定为0。
b) 当接收数等于或大于2时,如果当AQL加严一级后该批被接收,则转移得分加3分;
否则将转移得分重新设定为0。
3.3.4 放宽到正常当正在执行放宽检验时,如果初次检验出现下列任一情况,应恢
复正常检验。 a) 一个批未被接收;
b) 生产不稳定或延迟;
c) 认为恢复正常检验是正当的其他情况。
3.3.5 暂停检验如果在初次加严检验的一系列连续批中未接收批的累计数达到5批,应暂时
停止检
验。直到供方为改进所提供产品或服务的质量已采取行动,而且品质部承认此行动可能有效时,才能恢复本部分的检验程序。恢复检验应从使用加严检验开始。
3.3.6 转移规则
开始
—当前的转移得分至少
是30 分
—且生产稳定
—且品质部认为放宽检
验可取
4. PET瓶包装储存要求
4.1 用作盛载PET 瓶的托盘,其尺寸规格将统一为约1422×1118×118 毫米。
4.2 码垛要求
4.2.1 底层、隔层、顶层均须有隔纸板。顶层除隔纸板外,须有木框压顶
4.2.2 整托码垛须起码有两层塑料薄膜捆包。整托码垛须有扎带作双十字式打包。
4.2.3 码垛须贴上生产厂名、瓶种、数量、生产日期、切片材料等资料牌。尺寸不少于半张
A4 纸(150×210 毫米)。
4.3 用于生产PET瓶的瓶胚货龄不多于三个月。
4.4 PET瓶子货龄要求4.4.1 夏天
4.4.2 冬天室内温度在32℃以下,
相对湿度80 – 89%的情况下,贮存时间不多于一个月
室内温度在5 - 15℃,
相对湿度50 – 60%的情况下,贮存时间不多于3 个月
5、PET瓶胚的贮存
5.1 所有在搬运过程或抽样时被开启的托盘或纸箱必须重新密封以防止污染及盗窃,室里常温下贮存时间不多于三个月。
5.2 所有塑料瓶胚必须贮存在于干爽清洁的仓库,而且仓库没有异味,昆虫或其它潜伏污染物。
5.3 存于仓库的塑料瓶胚不能直接被阳光照射。仓库温度,湿度不宜过高,而且以方便“先到期先出”原则存放。
6.杯盖及吸管检验杯盖及吸管的验收以供应商的COA为参考,同
时执行以下检验:
6.1 检测频率及取样每批
随机抽取50个,
6.2 检测项目及标准
6.2.1 包装外观:无污染、无破损,生产批号等相关信息清晰。
6.2.2 异味检查:取20个样品,将其剪破,分别放入不同的盛有可乐及处理水的玻璃容器中,
30分钟后,玻璃容器中的可乐及处理水不得有异臭和异味。
6.2.3 杯盖还需执行:
(1)封合检查:完全封合,执行AQL0.65
(2)倾斜测试:无溢漏,执行AQL0.65
7.市场促销用品中食品用容器检测项目及标准
7.1检测频率及取样每
批随机抽样50个。
7.2.1 包装外观:无污染、无破损,生产批号等相关信息清晰。
7.2.2 异味检查:取20个样品,用来盛载可口可乐15 分钟后,检查有否异物或薄油膜浮于汽水的表面。然后测试汽水味道,必须与玻璃杯作对比。
7.3 其他项目以供应商的分析报告为准。
8.本节制定依据可口可乐公司TCCQS E3版
BO-RQ-015《包装材料进厂检验要求》
T-14《使用托盘包装PET瓶的指引》
T-13 《PET瓶胚及瓶子贮存的指引》T-28《包装物料进厂品控检查程序》可口可
乐《包装物料进厂检验手册》附录A:抽样计划表及检验严格度的转换规则。
修订记录
医疗器械产品包装材料验证标准
医疗器械产品包装材料验证标准 一、总则 1 包装材料的要求 参考依据: 制定本规范参考了下列文件中的一些信息,但没有直接引用里面的条文。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。 YY/T0681.1 YY/T0313。 用作制造的包装材料原料是原始材料,应有原料的来源,明确其历史和可追溯性,并受到控制,以确保成品始终能满足要求。 2 包装材料的设计必须在满足原定用途的条件下,既能够确保内包装材料的符合性,又把对使用者或患者的安全造成危害的可能性降低到最小程度。 2.1 包装材料与的相容性(即包装与医疗器材相互无不良影响):主要考虑的有:包装材料的安全性毒性的要求,拟包装的医疗器械的大小和形状,对物理和其它防护的要求,医疗器械对特殊危险例如辐射、湿气、机械性撞击,静电放射的敏感性。 2.2 包装材料与标识方式的相容性:标识方法必须对包装材料与采用的灭菌过程的相容性无不良影响,印刷或书写所采用的油墨不会转移到产品上,也不会和包装材料起反应而影响包装材料的效用,也不会变色而使标识变的模糊不清,对固定在包装材料表面的标识,其附着方式必须能耐受灭菌过程的使用及制造
厂规定的贮存和运输条件。 3 包装材料能够提供对物理、化学和微生物的防护。 3.1包装材料在使用场所与使用者撕开包装取出使用时的要求相容性(例如无菌的开封)。 3.2 在使用条件下,在灭菌前、中、后,包装材料不可释放已知是有毒的,其数量足以对健康危害的物质。 3.3无菌状态的保持:(即从其产品灭菌后,成为无菌之时起,直至规定的失效日期或使用时止),包装完整性及包装材料的微生物阻隔特性。 3.4 材料的毒性检测。 二、包装完整性试验 1 试验目的 对的包装系统,按照YY/T0681.1、YY/T0313 和“包装完整性试验方案”进行包装完整性验证,来评价包装系统的符合性。 2 试验样品:产品及其包装 3 试验依据:YY/T0681.1、YY/T0313。 4 试验项目 a) 单包装初始污染菌; b) 单包装阻菌性(不透气性); C) 单包装材料的细胞毒性。 5 试验结论 按“包装完整性验证方案”对所有项目进行了验证,结果表明:全部合格。 6 验证和试验小组成员: 7 试验日期:
包装材料基本知识 (1)
包装材料基本知识 一.纸箱与彩盒制做采用的常见纸板种类: (1)见坑纸板:A9、B9、C9、A3、B3等。 (2)单坑纸板:A3A、B3B、K9A、B9C等。 (3)双坑纸板:K=K、A=A、B=B、B=C、W=B等。 (4)三坑纸板:A三A、B三B等。 (5)300g粉灰卡裱A9. 备注:其中“3”表示粗坑(包括A坑、B坑、C坑)。 “9”表示E坑(幼坑).“=”表示双坑.“三”表示三坑。 二.面纸的分类: (1)K纸:250克/米2. (2)A纸:175-180克/米2. (3)B纸:125克/米2. (4)C纸:125克/米2(表面较粗糙). (5)W纸(白纸):180克/米2或140克/米2. (6)芯纸:105-115克/米2. (7)坑纸:160克、125、115克/米2。 备注:一般情况下,面纸颜色越深或呈暗黄色,其纸质韧性越好,各方面强度指标也越高; 面纸颜色越浅或呈浅黄色, 其纸质越软, 各方面强度指标也越低. 三.坑纹的分类: (1)A坑:厚度为4.5-5MM 34±2坑/300MM长. (2)B坑:厚度为2.5-3MM 50±2坑/300MM长. (3)C坑:厚度为3.5-4MM 38±2坑/300MM长. (4)E坑:厚度为2MM 96±2坑/300MM长. (5)F坑:厚度为1MM 130±2坑/300MM长. 四.彩色印刷品质量标准(定性质量标准): (1)墨色鲜艳,画面深浅程度均匀一致. (1)墨层厚实,具有光泽. (2)网点光洁,清晰、无毛刺. (3)符合原稿,色调层次清晰. (4)套印准确. (5)文字不缺笔断道. (6)印张外观无褶皱.,无油迹,赃污和指印. (7)背面清洁,无脏迹. (8)裁切尺寸符合规律要求,
(完整word版)包装材料检验验收流程
包装材料检验验收规程 1.原辅材料及包装材料进厂后,由技术品控部负责全公司各类原辅材料、包装材料的质量抽样、检验、结果判定以及相关原辅材料检验标准的制定工作。 2.原、辅材料及包装材料进厂后,由查验员根据标准要求对原料进行检验,并出具《包装材料检验报告单》。 3.在辅料进厂时,由财务部包材库房管理员持《到货通知单》通知技术品控部查验员,进行取样、检验; 4.品控员接到通知单后,按《包装材料验收标准》、合同规定以及相关的国家标准进行感官上的检验,并按抽检数量进行初步使用验证,出具检验报告。 5.技术品控部验完后,并出具《包装材料检验报告单》给库房,库房管理员接到包装材料检验合格证明后,方可办理入库手续。
瓦楞纸箱检验验收规程 1.目的: 此标准对用瓦楞纸板制成的纸箱的质量要求、检验方法及检验规则作出规定。 2.范围 适用于公司产品运输包装所用的个品种规格的瓦楞纸箱 3.职责 3.1仓库负责包装箱之命名、规格、数量的入库。 3.2行政中心负责各规格包装箱的规格、版面、数量的采购和相关检测报告的索取 3.3技术品控部负责包装材料和相关检测报告的验收和审核。 4.技术要求 4.1 材质:纸箱材质为国产牛皮纸或瓦楞纸.基重(g/m2)应符合GB/T6544-2008、GB/T13024-2003、GB/T13023-2008. 4.2外观、尺寸。 4.2.1纸箱表面应平整、干净无污渍,纸箱应无破损,无裂纹,纸箱切口应齐整。 4.2.2图案、文字印刷要求套印准确,墨色匀实,图案文字清晰,无油污、水化现象、无错位、无重影。图案、文字边缘齐整、无毛刺。 4.2.3印刷文字正确,图案、文字应与样板一致,套色准确,无颜色过浓或过淡现象。 4.2.4粘合瓦楞纸箱接头粘合搭接舌边宽度不少于30mm,粘合接缝的粘合剂涂布应均匀充分,不得有多余的粘合剂溢出现象。粘合剂牢固,剥离时至少有70%的粘合面被破坏。 4.2.5瓦楞纸箱压痕宽度不得大于17mm,箱壁不可有多余的压痕线,当纸箱折合时,压痕处不可有破裂、断线的现象。 4.2.6表层粘合要求无透胶、气泡现象。瓦楞纸板各层之间应粘合牢固,无层间分离现象。 4.2.7纸箱成型要求方正,无偏斜,箱角漏洞不超过3mm,摇盖合拢后缝隙不能超过3mm。 4.2.8纸箱尺寸(长、宽、高)应符合合同或订单要求,允许偏差:(单瓦楞:±3mm),(双瓦楞:±5mm) 双瓦楞5层包装箱:570mm*360mm*198mm 单瓦楞3层包装箱:565mm*355mm*192mm 天盖纸箱:575mm*375mm*168mm
包材基础知识
化妆品包材基础知识 一、塑料瓶 1、塑料瓶的材质通常为PP,PE、K料、AS、ABS、压克力、PET等。 2、通常用于化妆品类容器壁较厚的膏霜瓶、瓶盖、瓶塞、垫片、泵头、防尘罩为注塑成型;PET吹瓶为两步成型、管胚为注塑,成品包装为吹瓶。其它如容器壁较薄的乳液瓶、洗涤瓶为吹瓶。 3、PET材料为环保材料,具有高阻隔性,质轻、不碎特性、耐化学反抗性,透明性极强,可做成珠光、有色、磁白、透明,在装啫喱水方面应用广泛。瓶口一般为标准的16#、18#、22#、 24#口径,可配上泵头使用。 4、压克力材质为注塑瓶,抗化学性较差,一般不能直接装膏体,需配内胆阻隔,灌装不易太满,防止膏体进入到内胆与压克力瓶之间,以免发生龟裂,运输当中包装要求较高,因划伤后看上去特别明显,通透性高,感观上壁特厚,但价格相当贵,所以出现的仿亚克力也很多,普遍的是MS,AS,PS这个3种。 5、AS、ABS:AS透明度较好于ABS,且韧性较好。 6、模具开发费用:吹瓶模具为1500元—4000元,注塑模具为8000元—20000元不等,模具用不锈钢的材料比用合金材料的要贵,但耐用,模具一次出几个,看生产量的需求,如生产量较大,可选择一出四或一出六的模具,客户可自行决定。 7、订购量一般为3千—1万个,可自定颜色,通常做原色磨砂和磁白色为主,或加珠光粉效果,瓶与盖虽配的同一色母,但有时由于瓶与盖用的材质不一样,表现出来的颜色有些差异。 8、丝印有普通油墨和UV油墨,UV油墨效果较好,有光泽和立体感,在生产时应先打版确认颜色,在不同材质的丝印效果会有所不同。 9、烫金,烫银等加工工艺与印金粉,银粉效果上有区别,硬的材质和光滑的表面较适宜烫金、烫银,软质的表面烫印效果不好,易脱落,烫金银的光泽度好于印金印银。 10、丝印菲林要出阴片,图文效果为黒色,背景色为透明,烫金,烫银工艺要出阳片,图文效果为透明,背景色为黒色。文字及图案比例不能太小太细,否则印不出效果。 11、瓶盖一般配有内垫片,拉盖、内塞,极少数配有小勺或滴管,这主要是考虑其密封性和使用的方便性。
吸塑包装验证方案
吸塑包装确认方案 设备编号: 模具编号: 编制:日期: 审核:日期: 批准:日期: 部门会签
1 目的 本方案的目的在于对压力泵的初包装设备包装封口机进行安装确认、操作确认及设备性能确认,以确保能提供合适的包装设备和操作方法。 该设备放置于********有限公司净化车间组装间内。 验证依据:ISO11607-1.-2:2006 2 范围 2.1 设备 本次验证确认的设备为包装封口机,公司内部编号为***-***-05。 2.2 材料 本次确认使用的材料为PETE薄膜和64g/m2医用涂胶透析纸。材料的具体参数见供应商提供资料。 吸塑膜:制造厂商,;型号规格。 透析纸:供应厂商DUPONT;型号规格Tyvek 1059B 。 2.3 重新确认条件 2.3.1 会影响过程参数的原材料改变 2.3.2 安装新的设备部件 2.3.3 过程和/或设备从一个地点移向另一个地点 2.3.4 灭菌过程改变 2.3.5 质量或过程控制显示有下降趋势 2.4 OQ包括两部分组成: 1)确认设备的功能操作; 2)确认当设备运行于常规条件、上限条件、下限条件时的封合过程,OQ过程需要对产品的实际封合过程和/或样品的封合过程进行评估,OQ的评估应包括产品在灭菌前和灭菌后性能的比较结果。 2.5 封口过程 公司将生产两种型号的压力泵。公司外购的PETE吸塑薄膜和医用透析纸放入产品后,经包装封口机进行热封。 3 依据文件 3.1 压力泵企业标准 3.2包装验证控制程序
3.3 设备维修保养管理制度 3.4 吸塑包装工艺守则 3.5 产品初始污染菌监督管理办法 3.6 包装封口机操作规程 4 确认小组成员 5 IQ 5.1接受标准 当表1的要求都已满足并有完整的书面文件支持时,可以认为安装确认顺利结束。 表1吸塑包装机安装确认表 设备编号:DP-SC-05
包装材料基础知识
包装材料基础知识.txt每天早上起床都要看一遍“福布斯”富翁排行榜,如果上面没有我的名字,我就去上班。谈钱不伤感情,谈感情最他妈伤钱。我诅咒你一辈子买方便面没有调料包。包装材料基础知识 一.分类 常用的包装材料有: 1)卡通箱(CARTON) 2)内卡通箱(INNER CARTON) 3)平卡(PARTITION) 4)蛋隔(EGG) 5)白盒(WHITE BOX) 6)彩盒(GIFT BOX) 7)海报(POSTER) 8)考贝纸(SEPARSTOR) 9)贴纸(LABEL) 10)吸塑(BLISTER) 11)吸塑卡(BLISTER CARD) 12)保利龙 13)胶袋(BAG) 14)说明书和邮卡(MANUAL AND POST CARD) 15)珍珠棉 16)扎带 二.材料和选型 1.卡通箱 a.卡通箱纸质: 卡通箱纸质X为:K A B C 3 依次变差; X9X(厚度为2 mm)表示E坑(幼坑) X3X (厚度为3mm)---表示单层 X=X(厚度为6mm)----表示双层 X≡X(厚度为9mm)----表示三层 X----表示表面用纸 , 坑纹----普通之坑纸, 中间层平纸----无表示,则为普通纸. W—表示白书纸, 单坑(纸质) 双坑(纸质) 三坑(纸质) 幼坑(纸质) C33 B=3 B≡B B9B B33 B=C B≡C B9C B3C B=B B≡3 A9A B3B A=B A≡B A9B A3B A=A A≡A W9A W3B W=B W≡B W9B b.卡通箱材料之选择: 一般用B=B,纸厚度约为6mm,该种材料最低.如果客人有要求,也可用A=B,这种材质比B=B强度好,价格偏高, 而A=A纸质比A=B、 B=B好,厚度为6mm,价格也偏高,除非特殊要求才选用. c.箱唛 根据客人的要求,卡通箱分印刷箱唛和不印刷箱唛两种,印箱唛的卡通箱,需将箱唛资料给供货商作胶板和打板, 要留意箱唛的颜色,通常箱唛色与PANTONE色有差别,主要是由于纸的本色为深咖啡色. 箱唛上如有凈重和毛重、才数等要求的,在卡通箱尺寸和箱唛等确认后,要通知供货商同箱唛一起印在卡通箱上. 才数---通常为日本的计算方法,计算公式为: 才数=卡通箱长x宽x高/25.43x123; 注:卡通箱尺寸以mm为单位. d.卡通箱尺寸计算 i.卡通箱尺寸计算公式(尺寸以mm为单位):卡通箱内所装货品为凈尺寸长x宽x高,即LxWxH, 则卡通箱的外尺寸为L1=L+13;W1=W+13,H1=H+18(mm). ii.如果卡通箱内含平卡,则要加上平卡的厚度.
包装材料取样操作规程
原辅料取样规程 一、目的:建立包装材料取样操作规程,保证所取样品的代表性。 二、适用范围:适用于内、外包装材料,包括药用包装用铝箔、药用聚氯乙烯(PVC)硬片、塑料瓶;瓶簦、小盒、大箱。 三、责任者:仓库保管员,质保部取样品。 四、取样操作规程: 1 包装材料必须按相应质量标准批批取样检验。 2 QC人员接到请验单后,作好以下准备工作: 2.1 核对请验单的品名、规格、数量、进厂编号及是否合格供应商,是否具有供应商检验报告单,检测项目及结果是否符合我公司包装材料质量标准。 2.2 计算取样量。设总件数为n,当n≤3时,每件抽取;当3<n≤300时,按√n +1件抽取;当n>300时,按√n /2+1件抽取, 2.3 根据样品的性质准备适宜的取样器皿、器具,如不锈钢镊子、剪刀、手套、尺、笔、标签、取样证等。 2.5 QC人员必须在接到请验单后,24小时内完成取样工作。 3 取样地点 在仓库现场取样。 4 取样 4.1 取样前应进行现场核对; 4.1.1 核对包装材料的状态标识,包装材料应置待验区内,有黄色的待验标识。 4.1.2 请验单的内容与实物标记应相符,内容为品名、批号、数量、规格、产地、来源,标记清楚完整,内包装材料应有供应商药包材注册证号。 4.1.3 检查包装的完整性,无破损、混杂、污染、启动痕迹。 4.1.4 现场检查如不符合要求,应拒绝取样,向仓库保管员询问清楚情况报质量保证部QA人员。 4.2 取样量: 4.2.1取样件数 设总件数为n,当n≤3时,每件抽取;当3<n≤300时,按√n +1件抽取;当n>300时,按√n /2+1件抽取。 4.2.2每件取样量 4.3取样操作 4.3.1 外包装材料:将外包装清洁后,打开内包装,按取样量在上、中、下随机取样,并在所取样品上贴取样标签(品名、规格、批号等)。
包装材料检验记录
包装材料检验记录 编号:RD-5007 [性状]本品为。 一.标准依据: 1.内包装膜、袋:依据YBB00072005《药用低密度聚乙烯膜、袋》及参照《中国药典》2010年版微生物限度检查法 2.瓦楞纸箱:依据中华人民共和国国家标准GB6453-86《瓦楞纸箱》标准。 3.复合塑编袋(三合一):依据GB/T8947-1998《复合塑料编织袋》检查。 二.内包装膜、袋的检查: 1.外观: 取本品适量,在自然光线明亮处,正视目测;表面应光洁、平整、色泽均匀,不得有穿孔、异物、异味、粘连。袋的热封部位应平整、无虚封。 2.接头数(膜):随机记录,实用时复核,每卷不得多于3个,并在接头处加一标记。3.卷面和端面:目测,应缠紧、缠齐,端面应平整,不允许有错层、塔层、松层或管芯自由脱落现象,不允许有严重碰伤、压陷。 4.印刷质量: 4.1印刷图案、文字:与标准样张核对,文字应无错漏,文字内容应有批准文号、品名、规格、适应症、用法用量等内容,文字清晰。手拭,文字应不脱落、不掉色。4.2印刷错位:与标准样张核对,以分度尺为0.5mm的直尺测量,应在指定位置±2mm 内。 4.3印刷色泽:色泽均匀,与标准样张核对,同批与不同批之间不允许有明显色差。5.微生物限度检查:取试样,用开孔面积为25cm2的消毒过的金属模板压在内层面上,将湿润的无菌棉签在板孔范围内擦抹5次,换1支棉签再擦抹5次,每个位置用2支棉签共擦抹10次,共擦抹4个位置100cm2。每支棉签抹完后立即剪断,投入盛有50ml无菌生理水的锥形瓶中,全部擦抹棉签投入瓶中后,将瓶迅速摇晃1分钟,即得供试液,取供试液参照中国药典2005年版附录微生物限度检查法项下规定,按《微生物限度检验操作规程》检验。 细菌:≤800个/g;霉菌(酵母菌):≤80个/g;大肠埃希菌不得检出。
医疗器械产品包装材料验证标准
医疗器械产品包装材料验证标准 —、总则 1包装材料的要求 参考依据: 制定本规范参考了下列文件中的一些信息,但没有直接引用里面的条文。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。 YY/ YY/T0313。 用作制造的包装材料原料是原始材料,应有原料的来源,明确其历史和可追溯性,并受到控制,以确保成品始终能满足要求。 2包装材料的设计必须在满足原定用途的条件下,既能够确保内包装材料的符合性,又把对使用者或患者的安全造成危害的可能性降低到最小程度。 包装材料与的相容性(即包装与医疗器材相互无不良影响):主要考虑的有:装材料的安全性毒性的要求,拟包装的医疗器械的大小和形状,对物理和其它防护的要求,医疗器械对特殊危险例如辐射、湿气、机械性撞击,静电放射的敏感性。 包装材料与标识方式的相容性:标识方法必须对包装材料与采用的灭菌过程的相容性无不良影响,印刷或书写所采用的油墨不会转移到产品上,也不会和包装材料起反应而影响包装材料的效用,也不会变色而使标识变的模糊不清,对固定在包装材料表面的标识,其附着方式必须能耐受灭菌过程的使用及制造厂规定的贮存和运输条件。 3 包装材料能够提供对物理、化学和微生物的防护。包装材料在使用场所与使用者撕开包装取出使用时的要求相容性(例如无菌的
开封)。 3.2 在使用条件下,在灭菌前、中、后,包装材料不可释放已知是有毒的,其数量足以对健康危害的物质。 无菌状态的保持:(即从其产品灭菌后,成为无菌之时起,直至规定的失效日期或使用时止),包装完整性及包装材料的微生物阻隔特性。 材料的毒性检测。 二、包装完整性试验 1 试验目的对的包装系统,按照YY/、YY/T0313 和“包装完整性试验方案”进行包装完整性验证,来评价包装系统的符合性。 2 试验样品:产品及其包装 3 试验依据:YY/ 、YY/T0313。 4 试验项目 a)单包装初始污染菌; b)单包装阻菌性(不透气性); C)单包装材料的细胞毒性。 5 试验结论按“包装完整性验证方案”对所有项目进行了验证,结果表明:全部合 格。 6 验证和试验小组成员: 7 试验日期: 8 附件 附件A 单包装初始污染菌试验报告; 附件B 单包装阻菌性(不透气性)试验报告; 附件C 单包装材料的毒性检测报告;
产品包装验证报告.doc
文件编号:产品包装材料验证报告 拟制日期年月日 审核日期年月日 批准日期年月日 版号生效日期年月日 有限公司
产品包装材料验证报告 一、总则 1 包装材料的要求 依据:YY/T0681.1、YY/T0313 、YZB/国《体》产品注册标准。 用作制造XXXX的包装材料原料是原始材料,应有原料的来源,明确其历史和可追溯性,并受到控制,以确保成品始终能满足要求。 2 包装材料的设计必须在满足原定用途的条件下,既能够确保内包装材料的符合性,又把对使用者或患者的安全造成危害的可能性降低到最小程度。 2.1 包装材料与XXXX的相容性(即包装与医疗器材相互无不良影响):主要考虑的有:包装材料的安全性毒性的要求,拟包装的医疗器械的大小和形状,对物理和其它防护的要求,医疗器械对特殊危险例如辐射、湿气、机械性撞击,静电放射的敏感性。 2.2 包装材料与标识方式的相容性:标识方法必须对包装材料与采用的灭菌过程的相容性无不良影响,印刷或书写所采用的油墨不会转移到XXXX产品上,也不会和包装材料起反应而影响包装材料的效用,也不会变色而使标识变的模糊不清,对固定在包装材料表面的标识,其附着方式必须能耐受灭菌过程的使用及制造厂规定的贮存和运输条件。 3 包装材料能够提供对物理、化学和微生物的防护。 3.1包装材料在使用场所与使用者撕开包装取出使用时的要求相容性(例如无菌的开封)。
3.2 在使用条件下,在灭菌前、中、后,包装材料不可释放已知是有毒的,其数量足以对健康危害的物质。 3.3无菌状态的保持:(即从其产品灭菌后,成为无菌之时起,直至规定的失效日期或使用时止),包装完整性及包装材料的微生物阻隔特性。 3.4 材料的毒性检测。
化妆品包材行业基础知识
产品信息 一、材质大类 AS硬度不高,较脆(敲击时有清脆的声音),透明色,且底色发蓝可以直接与化妆品、食品接触,在普通的乳液瓶,真空瓶中一般都是瓶身的材料,也可制小容量的膏霜瓶。呈现透明状。 ABS属于工程塑料,不环保,硬度较高,不能直接与化妆品,食品接触,在亚克力化妆品包材中一般都是内盖,肩套的材料。颜色呈发黄或奶白色。 PP、PE属于环保材料,可以直接与化妆品,食品接触,是灌装有机护肤品的主要材质,材质本色发白,半透明状。根据不同的分子结构,能达到三种不同的软硬程度。 PET属于环保材料,可以直接与化妆品,食品接触,是灌装有机护肤品的主要材质,PET材质较软,本色是透明状。 PCTA、PETG属于环保材料,可以直接与化妆品,食品接触,是灌装有机护肤品的主要材质,材质较软,透明状,PCTA和PETG 是软质的易刮伤。并且不常用喷图多用印刷。
亚克力材质较硬,呈透明状,且底色发白。并且亚克力为了保持透明的质感常进行外瓶内喷,或在注塑时进行上色。 二、包装瓶种类 真空瓶:盖子,肩套,真空泵,活塞。依靠空气压力使用。所搭配的喷头有鸡嘴尖头(有全塑的也有是在外面套了一层电化铝),鸭嘴扁头在外面包了一层塑料。 乳液瓶:由盖子,肩套,乳液泵,活塞。多为内部装有软管。多是外亚克力,内PP材质的。盖子是外亚克力内ABS的。如果乳业贫贱个 香水樽:1、内部成分是玻璃外部铝制(根据盖头分旋转和非旋转两种)2、PP瓶(小针剂全PP)3、玻璃式的滴灌4、香水樽的内胆多是玻璃式和PP的。大容量的要用玻璃,因为储存时间较长,PP 的适合小容量短期储存。PCTA 和PETG多数没有装香水的。 膏霜瓶:有外盖,内盖,外瓶,内胆。 1外部亚克力,内部PP 材质。盖子是外亚克力内ABS 加了一层PP垫片 2内陶瓷、PP外电化铝,盖子外电化铝、PP内ABS加 有一层PP垫片。 3全PP瓶,内部有一层PP垫片。 4 外部ABS内部PP。有一层PP垫片。
包装材料---检验标准
内包装材料验证 一、主题内容与使用范围 本标准规定了进厂包装材料的质量和技术要求。 本标准适用于本公司采购的大宗包装材料。包装材料的质量和技术要求部分没有列出的材料,按订货合同要求进行检验和判定。 二、引用标准 1、GB 191《包装储运图示标志》 2、GB 12904《商品条码》 3、GB6543《瓦楞纸箱》 4、GB 7718《预包装食品标签通则》 三、质量和技术要求 <一> 纸箱 1、本标准参照GB6543标准制定 2、纸箱的质量和技术要求 2.1箱体方正,箱盖合拢无离缝,尺寸大小符合要求。 2.2纸箱外表面不允许有明显的损坏和污迹,如有样箱的,颜色图案应与样箱一致。 2.3箱面印刷图字清晰,颜色深浅一致,光亮鲜艳,位置准确,左右上下偏差不超过5㎜。 2.4纸箱外应标注内容应符合GB7718《预包装食品标签通则》要求,图示标志应符合GB191《包装储运图示标志》要求。有生产许可证的应标明许可证号。QS标志式样应按《食品生产加工企业质量安全监督管理实施细则》规定的式样印制。外箱应标有“小心轻放”、“向上”、“怕湿”字样及标志,标注内容应正确,无文字错误。 2.5钉合:瓦楞纸箱使用带有镀层的低碳扁丝或钢丝。扁丝不应有锈斑、剥层、龟裂或其他使用上的缺陷,扁丝的规格型号与纸箱厚薄相适应。 2.6纸箱接头钉(粘)合塔接舌边宽度:普通粘合箱不小于30㎜、钉合箱不小于35㎜,小型彩箱不小于28㎜,金属钉应沿塔接部分中线钉合,箱钉排列整齐,钉距均匀,单排钉距不大于80㎜,双排钉距不大于90㎜,同一纸箱上的钉距差别应在5㎜之内,箱钉应装钉在纸箱的付版上,采用斜钉(与纸箱立边成45度角)或竖钉,头尾钉距上下底面压痕边线不大于20㎜。钉合接缝应钉牢、钉透,不得有叠钉、翘钉、不转角等缺陷。
包装材料投标书
包装材料投标书 SANY GROUP system office room 【SANYUA16H-
某公司名×××包装材料招标 B(木托盘)D(胶木托盘)E(瓦楞纸)投标文件 (投标编号:×××××) 投标人:投标公司公司 地址:投标公司地址 法定代表人或委托代理人: 日期:年月日
投标书 致:招标公司名称 根据贵方投标邀请(招标编号:编号) 签字代表___代表名字______(经理)经正式授权并代表投标方__投标公司公司提交开标一览表(报价以单价为准)、资格证明文件各一份,并对之负法律责任 据此函,签字代表宣布同意如下: 1、投标价格如下所附开标一览表中规定的应提供和支付的货物投标单价为65元/个(木托盘),80元/个(胶木托盘),7.5元/个(瓦楞纸板上盖),5元/个(瓦楞纸板下盖)。 2投标方已详细审查全部招标文件,我们完全理解并同意放弃对这方面有不明及误解的权利。 3、投标方将按招标文件规定履行合同责任和义务。 4、其投标自开标日起有效期60个工作日。 5、投标方同意提供按照贵方可能要求的与其投标有关的一切数据或资料,理解贵方不一定要接受最低价的投标或收到的任何投标。 6、我公司投标价格以单价为准。 7、与本投标有关的一切正式往来通讯请寄: 地址:投标公司地址 邮编:46电话:037(兼传真) 投标方名称:投标公司公司(公章) 投标方代表姓名代表名字、职务:经理 投标日期:年月日
全权代表签字:____________
开标一览表 投标方名称:投标公司公司 招标编号:编号 投标方代表签字:________________职务:____经理_______ 日期:年月日 备注:1、投标报价以人民币为结算单位,投标单价包括价款、途中运输、税费等所有费用; 2、上述投标报价以单价为准。
包装验证方案&报告)
包装验证方案&报告 编制:日期:审核:日期:批准:日期:
目录 1概述-------------------------------------------------------------------------------------3 2 目的-------------------------------------------------------------------------------------3 3 适用范围-------------------------------------------------------------------------------3 4 验证参考资料-------------------------------------------------------------------------4 5 验证小组成员及职责----------------------------------------------------------------4 6 包装材料选择评价-------------------------------------------------------------------4 7 包装成型工艺确认-------------------------------------------------------------------6 7.1 设备及材料-------------------------------------------------------------------------6 7.2 安装确认----------------------------------------------------------------------------6 7.3 运行确认----------------------------------------------------------------------------8 7.4 性能确认----------------------------------------------------------------------------9 8 异常情况处理程序--------------------------------------------------------------------11 9 再确认----------------------------------------------------------------------------------12
初包装确认方案--讲解
初包装确认方案 项目名称: 编制: 审核: 批准: XXXXXXXXX有限公司XXXX年XX月XX日
XXXXXXXXX初包装确认 审核批准表 报告经下列部门审核和批准后生效 项目部门/职务签字日期 起草人年月日 审核人年月日年月日年月日 批准人年月日
目录 1、验证目的 2、适用范围 3、概述 4、确认组织及职责 5、确认说明 6、确认内容 7、再验证 附件1:验证人员名单及确认记录 附件2:验证所用主要设备确认记录 附件3:验证相关文件审核记录 附件4:包装材料微生物屏障确认记录 附件5:包装材料灭菌前后理化指标确认记录 附件6:包装材料与贮存运输过程的适应性确认记录
1. 验证目的 根据ISO11607-2006最终灭菌医疗器械的包装的要求,对PET/AL/PE复合膜进行确认,以保证包装系统在加工、运输、贮存和使用过程中不会对产品造成污染,能够保证医疗器械持续安全有效。 2. 适用范围 本方案适用于XXXXXXXXXXXXX初包装的确认。 3. 概述 我公司XXXXXXXXXXXXXX为最终灭菌医疗器械,本品初包装选用铝箔袋,其材料为PET/AL/PE复合膜,该包装具有高阻隔性、强密封性、材料强度大的优点。 4. 确认组织及职责 4.1确认方案和确认报告的人员职责 4.1.1质量管理部验证管理员:质量管理部验证管理员负责文件的起草,评价验证报告并检查验证记录是否完整、是否符合规定,并管理确认过程中的偏差与变更,组织相关验证人员的培训; 4.1.2岗位操作人员:具有熟练操作相关设备的工作经验; 4.1.3质量管理部质检员:质量管理部质检员检验并根据检验结果填写记录,保证检验数据的准确性; 4.1.4质量管理部主任、生产车间主任:负责方案及报告的审核,监督验证过程的实施; 4.1.5管理者代表:负责验证方案及报告的审批。
包装材料基础知识
包装材料基础知识 一、目前我司常用之包装材料 纸箱、黄盒、白盒、彩盒、PE袋、汽泡袋 二、包装材料之作用 用于我司各类产品之包装,起保护产品之作用,且达到产品美观之效果 三、纸箱、白盒、黄盒、彩盒所用纸质 1.K、A、B、C、芯纸五种; 2.单坑浪分为3浪与9浪(E浪), 3浪与9浪(E浪)分别代表浪纸尺寸; 四、纸板分类 1.按夹板层数分类: 三层、五层; 2.按材质分类: 2-1.纸箱 A=B A代表纸箱面纸材质为A质; B代表纸箱里纸材质为B质2-2彩盒: 300CE、300BE、300WE 300CE 300代表1mm2之重量为300克C代表彩盒材质为C质E代表 9浪纸 2-3白盒 400G 400代表1mm2之重量为400克G代表单位克 W9B W代表白盒面积纸为白色纸9代表白盒之浪氏为E浪B代表白盒里纸材质为B 质 2-4 B3B B1、B2分别代表黄盒之里纸/面纸材质为B质3代表黄盒之浪纸为3浪 五、包材分类 1.按包装方式分类: 组装包装:用于我司出货至组装厂所用之纸箱,可回收使用; 普通外销包装: 一般外销用之纸箱 :产品包装时采用蜂巢式之外销包装,即于箱内加刀卡隔离保护; :单台产口采用彩盒包装后,再装入外销箱之包装方式称之 :单台产品采用黄盒包装后,再装入外销箱之包装方式称之 :单台产品采用白盒包装后,再装入外销箱之包装方式称之 2.依客户要求分类: 专用纸箱:客人依各订单所指定使用之 AD专用:AD机种包装专用 SPS(客户指定外箱:客户所特定使用之,多体现于主机机箱之包装纸箱 BEST: BEST客户订单专用纸箱 KOB:KOBIAN客户订单专用纸箱 开丰:开丰客户专用纸箱包含LG等相关指定纸箱,使用时须依订单机种做法及出货地点有不同之要求 MTEK: MTEK客户订单专用纸箱 普通外销箱:依我司设计要求之一般外箱纸箱 组装用纸箱:用于成品出货组装厂之产品包装 六、包材检验项目及相关内容 1.外观:外箱破损、污渍、沾胶不良、彩盒颜色或印刷字体与样品不符,彩盒颜色或印刷字体 与客人要求不符;
验证报告(包装)
包装验证 版本/修改状态:A/0生效日期: 文件编号: 发放号: 控制状态: 拟制: 审核:批准: 目录 第一部分总则?错误!未定义书签。 一、适用范围 ......................................................................................... 错误!未定义书签。 二、过程要求(本包装需满足特性):.............................. 错误!未定义书签。 三、验证方案?错误!未定义书签。 四、验证小组人员职责权限?错误!未定义书签。 第二部分试验与过程验证 ............................... 错误!未定义书签。 一、封口验证:........................................................................................ 错误!未定义书签。 二、包装完好性试验?错误!未定义书签。 三、阻菌性试验(琼脂接触攻击试验)17? 四、灭菌适应性试验 ........................................................................ 错误!未定义书签。 五、贮存试验 ......................................................................................... 错误!未定义书签。第三部分结论 (26) 第一部分总则 本包装就是用于最终灭菌医疗器械包装得,在规定得生产、灭菌、运输、贮存过程中,能够保持产品无菌性、完整性、无相互兼容性、强度等理化特性得一次性使用包装材料。
包装验证方案 sample 20141127
常熟市康宝医疗器械厂FSZ-980多功能薄膜封口机 包装验证方案 编制: 日期: 2014-09-20 审核: 日期: 2014-09-20 批准: 日期: 2014-09-20
目录 1. 概述 2. 验证目的 3. 验证小组成员名单 4. 确认范围 5. 验证依据及标准 6. 验证内容 7. 再验证 8. 最终评价及验证报告
1. 概述 我公司生产的一次性使用集尿袋、一次性使用喂食袋、带扬克头吸引连接管、不带扬克头吸引连接管、一次性多用途灌肠袋产品,初包装采用纸塑袋包装袋,该包装袋由1059BTyvek 纸和PET/PE复合膜构成。纸塑袋作为无菌医疗器械的初包装运用有30年的历史,纸塑袋具有高强度,高阻菌,寿命长,优异的抗微生物渗透能力,灭菌后撕口干净不带纸屑。 我公司现有安徽普天塑业有限公司生产的FSZ-980多功能薄膜封口机数台。该封口机为操作方便,且使用状态良好。 封口机设备参数: 封口温度:0~300℃ 封口速度:0~9档(可调,档数越高速度越快) 2. 目的 根据EN ISO 13485:2012/AC:2012, ISO 11607-1:2006的要求,对包装袋封口进行有效性验证,以保证医疗器械的持续安全有效。 3. 验证小组成员名单 4. 确认范围 本确认方案仅适用于一次性使用集尿袋、一次性使用喂食袋、带扬克头吸引连接管、不带扬克头吸引连接管、一次性多用途灌肠袋初包装过程的确认,包装材料采用纸塑包装袋,封口设备采用FSZ-980多功能薄膜封口机。 5. 验证依据及标准 5.1 ISO 11607-1:2006 Packaging for terminally sterilized medical devices Part 1: Requirements for materials, sterile barrier systems and packaging systems. 5.2 ISO 11607-2:2006 Packaging for terminally sterilized medical devices Part 2: Validation requirements for forming, sealing and assembly processes.
包装基本常识
一、常用包装材料: A.白纸类---普通白纸,拷贝纸,皱纹纸等 B.气泡纸/保利绒/海绵/珍珠棉 C.纸盒类---白盒,棕色盒,彩盒等 D.塑料袋---PPPEOPPPVCPVA,(PEPP)等 E.其它类包装产品的包装是产品的重要组成部分,它不仅在运输过程中起保护的作用,而且直接关系到产品的综合品质。 1)卡通箱(CARTON) 2)内卡通箱(INNER CARTON) 3)平卡(PARTITION) 4)蛋隔(EGG) 5)白盒(WHITE BOX) 6)彩盒(GIFT BOX) 7)海报(POSTER) 8)考贝纸(SEPARSTOR) )贴纸(LABEL) 10)吸塑(BLISTER) 11)吸塑卡(BLISTER CARD) 12)保利龙13)胶袋(BAG) 14)说明书和邮卡(MANUAL AND POST CARD) 15)珍珠棉16)扎带 以下为我们常用的包装材料及包装: 二、常用包装 (一)内包装 ⑴塑料袋:美国线一般要求热封口,材质为高压的PE料;除非客户有指定要求,否则不允许用PP料。
⑵OPP袋:透明度好,但属脆性,易破裂,多用于蜡烛小玩具等产品的包装,欧洲线客人常要求(_ou zhou xian ke ren chang yao qiu)的。 ⑶彩盒:分为有瓦楞彩盒和无瓦楞彩盒. ⑷普通棕(pu tong zong)色瓦楞盒:常用的为3层瓦楞盒和5层瓦楞盒,产品包装好后,一般要用胶带封口。 ⑸白盒:可分为有瓦楞(3层或5层)白盒和无瓦楞白盒,产品包装后一般要用胶带封口。 ⑹展示盒:其种类较多,主要有彩色展示盒,带PVC盖的展示盒等,通过该包装可直观的看到包装盒内的产品。 ⑺塑料袋+吊卡:一般称PBH。 ⑻吸塑卡: Blister Card 简称BC。 ⑼PVC盒或PVC桶。 ⑽收岁à;也叫热岁à,小玩具、蜡烛等产品用此类包装较多。 ⑾挂卡。 ⑿蛋隔盒。 ⒀背卡。 ⒁礼品盒;多用于首饰、文具等产品的包装,种类较多。⒂其它。 (二)中(_er4 _zhong1)包装主要有臆料袋及瓦楞盒包装,瓦楞盒种类主要有FOL 、TUCK TOP BOX 等
验证方案(纸塑包装单包装)
纸塑包装单包装确认方案 版次:A/0版 受控状态:
目录 目录 (2) 1目的 (3) 2范围 (3) 3依据文件 (3) 4确认小组成员 (4) 5IQ(Installation Qualification) (5) 6OQ(Operational Qualification) (6) 7PQ(Performance Qualification) (10) 注: 1、依据标准ISO11607-1.-2:2006 参考GB/T19633-2005; 2、本方案包含了IQ/OQ/PQ; 3、依据文件部分务必形成文件,请确认,若没有,请完成。
1目的 本方案的目的在于对注射器的初包装设备吸塑包装机进行安装确认和操作确认,以确保能提供合适的包装设备和操作方法。 该设备放置于………。 2范围 2.1设备:本次验证确认的设备为吸塑包装机,**内部编号为*********。 2.2材料:本次确认使用的材料为PET/PE复合薄膜和60g/m2医用涂胶透析纸。材料的具 体参数见供应商提供资料。 2.3重新确认条件 2.3.1 设备相关变动,与吸塑、热封部位的维护、改动。 2.3.2产品包装材料的变更。 2.3.3吸塑、热合模具的修理。 2.3.4使用新的模具。 2.3.5有严重产品相关质量事故的发生。 2.4OQ包括两部分组成:1、确认设备的功能操作;2、确认当设备运行于常规条件、上 限条件、下限条件时的封合过程,OQ过程需要对产品的实际封合过程和/或样品的封合过程进行评估,OQ的评估应包括产品在灭菌前和灭菌后性能的比较结果。 2.5封口过程 注射器公司将生产不同型号的注射器。公司外购的PET/PE薄膜和医用透析纸,薄膜经吸塑包装机吸塑成型,放入产品,然后与透析纸进行热封。然后由切断刀将已经热合的包装切割,形成单个产品。 3依据文件 3.1包装验证控制程序 3.2吸塑包装工艺守则 3.3设备维修保养管理制度 3.4医用透析纸质量标准 3.5产品初始污染菌监督管理办法
塑料薄膜基本知识
塑料薄膜基本常识 第一部分软包装材料之---塑料薄膜基本知识 一、软包装之薄膜的定义 在国家包装通用术语(GB4122—83)中,软包装的定义为:软包装是指在充填或取出内装物后,容器形状可发生变化的包装。用纸、铝箔、纤维、塑料薄膜以及它们的复合物所制成的各种袋、盒、套、包封等均为软包装。 一般将厚度在0.25mm以下的片状塑料称为薄膜。塑料薄膜透明、柔韧,具有良好的耐水性、防潮性和阻气性、机械强度较好,化学性质稳定,耐油脂,易于印刷精美图文,可以热封制袋。它能满足各种物品的包装要求,是用于包装易存、易放的方便食品,生活用品,超级市场的小包装商品的理想材料。以塑料薄膜为主的软包装印刷在包装印刷中占有重要地位。据统计,从1980年以来,世界上一些先进国家的塑料包装占整个包装印刷的32.5%~44%。 一般来说,因为单一薄膜材料对内装物的保护性不够理想,所以多采用将两种以上的薄膜复合为一层的复合薄膜,以满足食品保鲜、无菌包装技术的要求。复合薄膜的外层材料多选用不易划伤、磨毛,光学性能优良,印刷性能良好的材科,如:纸、玻璃纸、拉伸聚丙烯、聚酯等;中间层是阻隔性聚合物,如:铝箔、蒸镀铝、聚俯二氮乙烯电里层材料多选用无毒、无味的聚乙烯等热塑性树脂。
二、塑料阻透性技术介绍 1、塑料的阻透性? 塑料制品(容器、薄膜)对小分子气体、液体、水蒸汽及气味的屏蔽能力。 2、透过系数? 塑料阻透能力大小的指标。 定义: 一定厚度(1mm)的塑料制品,在一定的压力(1Mpa),一定的温度(23度),一定的湿度(65%)下,单位时间(1day=24小时),单位面积(1m2),通过小分子物质(O2、CO2、H2O)的体积或重量。表示为(cm3)、(g) 对于气体: 单位为cm3,mm/m2,d,mpa; 对于液体: