WinCNC数控软件操作指南

WinCNC 数控软件操作指南
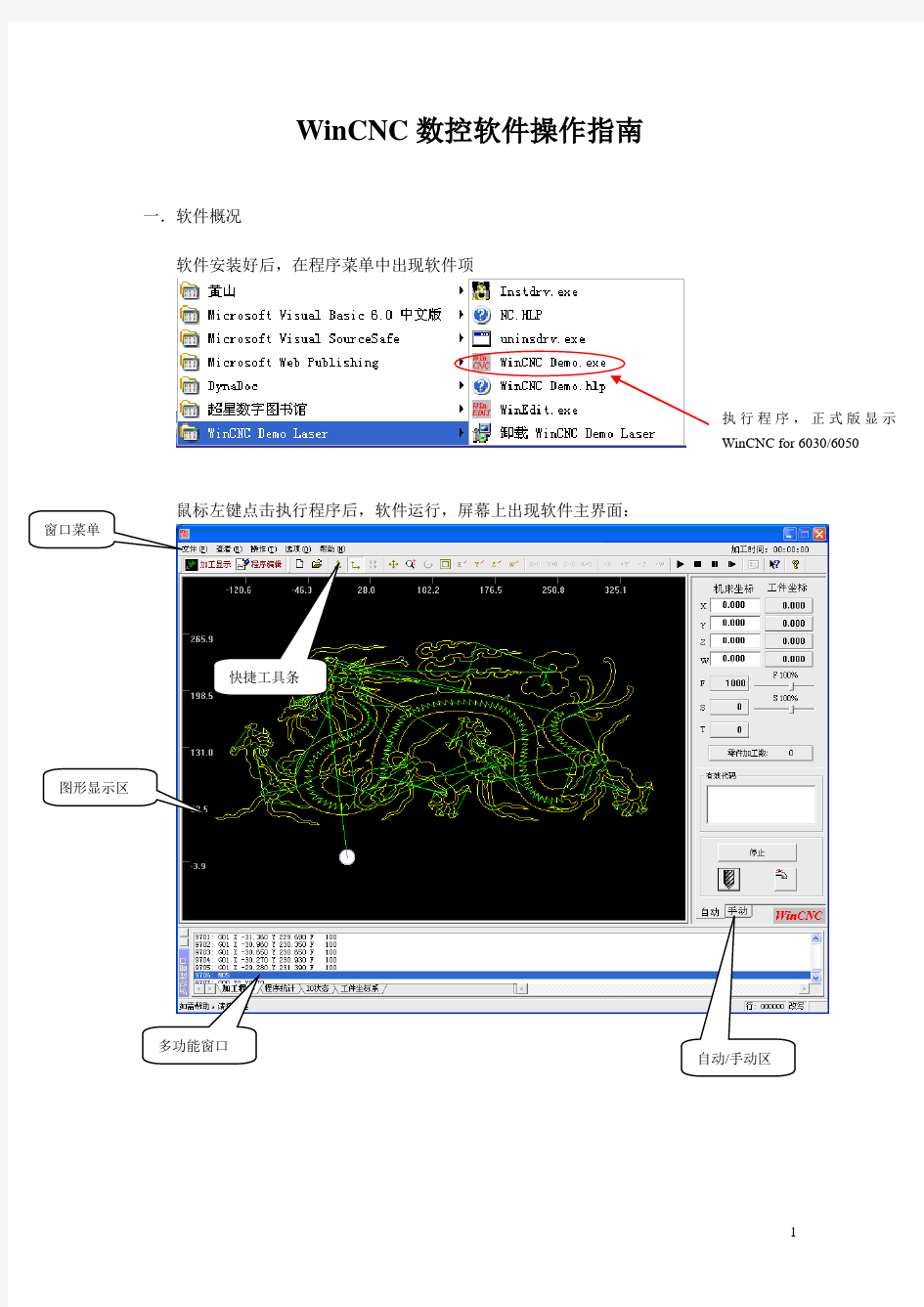
一.软件概况
软件安装好后,在程序菜单中出现软件项
快捷工具条
二.窗口功能详解 1. 程序编辑窗口
本软件采用嵌入式程序编辑方式,单击快捷工具条中的“程序编辑”,如图:
系统进入编辑界面,图形轨迹显示区域变为程序编辑区域:
编辑程序直接在这里修改即可
编辑工具条
注:程序编辑只能在等待加工时进入,如状态显示图:
加工时显示:
加工过程中,程序编辑按钮为灰色不可操作状态:
编辑完成后,点击加工显示按钮,系统将提示重新载入程序:
选择是打开修改后的文件,选否则程序不做改变
2.多功能窗口
多功能窗口位于屏幕下方,如图所示部分:
1) 加工程序显示
在任意程序行点鼠标右键:
2) 程序统计显示
程序统计显示当前加工程序的情况,如图:
可对多功能窗口进行放大缩小操作
当设定了轴工作区的软限为位后,如果加工程序超过软限位,会出现提示:
程序统计显示区中显示当前程序的名称,路径,文件大小,加工范围等详细情况,
3) IO 状态显示
输入/输出点在I/O 参数中设置好后,在多功能窗口中显示当前所设置的输入/输出点的状态,如图:
当输入/输出点状态出现变化时,窗口中会出现提示,例:
注:当没有设置I/O 点时,窗口中显示均为0
4) 工件坐标系显示
工件坐标系通过G 代码设定,详见“手动操作”部分中的对刀
3.自动/手动操作模式
自动加工模式下显示
自动/手动切换按钮,在等
待状态和编辑状态下,单击可互相切换选择手动,点按钮手动,窗口如下图:
手动模式下显示
具体功能详解:
回零/1》机床回零,清零按钮区
2》G 代码指定工件坐标系区
可以选择G54~G59中的任意一种坐标系,或按照当前点坐标/原点偏移指两中方式来设定工件坐标系,设定好后,在多功能窗口的工件坐标显示区会显示设好的情况:
对刀(设定工件坐标方法如下):
3》其他区域
加工速度设定按钮用于设置加工速度,点击按钮,出现如下对话框:
主轴开关,主轴打开时,图标变为:
切削液开关,切削液打开,图标变为:
根据说明可设定定位速度,缺省加工速度和手动速度;并能设定是否由G代码指定加工速
度,单位均为“毫米/分钟”
主轴可以采用模拟量控制转速(6050卡专用)或开关控制
设置在系统参数中,如下图
选择此项,只控制主轴开关
选择此项,采用模拟量控制主轴转速
若采用模拟量控制主轴,还需设置AD/DA卡参数:
注:安装阿尔泰板卡参见附录一
选择完成后点确定,系统就采用模拟量控制主轴转速(仅限于使用6050卡或下拉菜单中有的型号)
主轴转速按钮用于设定主轴参数,点击按钮,出现如下对话框:
采用6050卡,选择此项
此项选择与主轴关联
零件加工计数窗口用于记录加工的零件数,每加工一个相同零件,就增加1;本系统可记录10组不同加工程序。点击此按钮,可以打开对话框,可将其记录数值清零:
5》手动控制运动区
这个区域分为两部分组成,一是G 代码/距离控制运动:
在MDI 方式下,用G 代码控制轴运动,输入G 代码指令,例如“G01 X100” ,点击执行,机床X 轴将正向移动100毫米,一次只能输入一个G 代码,如果输入超过一个,将出现错误提示:
INC 方式也叫增量移动方式,输入轴号和距离,例如 “
X-100” ,点击执行,机床X 轴将反向移动100毫米,同样一次只能输入一个轴号
单击兰色标题栏可进行手动方式切换: 系统自动辨认键盘/鼠标和手轮,两种方式均可控制轴运动
鼠标控制轴有效,键盘和手轮不能控制轴运动
手轮控制轴运动有效,键盘/鼠标不能控制轴运动
注:只有在参数中设置手轮有效时才能采用“手轮引导 按钮无效”方式
自动方式相比手动方式减少了一些手动操作按钮和标题栏 有效代码显示区:
此处显示程序加工时正在执行的有效G 代码
4. 用户管理
用户管理用于对使用本系统的操作者进行级别区分和管理 点击菜单中的关于:
进入管理启动界面:
点击用户管理按钮:
出现密码输入对话框
确定按钮
登录用户名称
根据各级用户输入的密码不同,打开的用户管理界面也不相同,如:
输入设备厂商密码,出
现如下图:
如果输入操作主管密码,出现如下图
以下用设备厂商级管理界面为例说明各选项
1》用户级别:根据不同用户输入的密码不同,来区分级别,登录管理界面后,相应级别的用户兰色标题栏变亮,其余变暗,如下图所示
用设备厂商级别登陆用户管理界面后,可以修改自己和操作主管的密码:
2》权限选择:
权限选择选项,设备厂商和操作主管级别用户可根据需
要给操作者分配一定的权限
不同级别用户权限不同,低级用户只能对一般参数进行修改,高级或敏感参数不能修改,如:
3》 设置按钮:
设备参数输出到文档将参数输出,存为文本格式
设置系统退出所需密码