EN 287中文版

焊工的鉴定考查—熔焊
第1部分:钢
(包括修正A1:1997)
DIN EN287-1:1992+A1:1997英文版
ICS 25.160.10 代替1992年4月版
描述词:焊工鉴定考查,焊接。
欧洲标准EN 287-1:1992+A1:1997具有DIN标准的地位。
逗号用作小数点符号。
国家标准前言:
该标准由CEN/TC121制订。
涉及制订本标准的负责德国的团体是焊接标准委员会。
应该注意,现有标准1992年版与1994年版的国际标准ISO 9606-1相同。一旦后者经实质修改后,它将被用作欧洲标准(即作为EN ISO 9606-1),并代替EN 287-1。
总述
本标准的目的是确保焊工的鉴定考查在相同的条件下和使用同类型试件进行,而不管这样的考查在哪里举行。通过了这里规定的考查,一个焊工便表现出他足以胜任被雇用来在此标准规定的范围内进行工业上的钢熔焊。
于是,本标准提供了由各应用领域的负责团体所颁发的焊工鉴定考查相互承认的基础。
考查人和考查团体
本标准不提供焊工鉴定考查中涉及的考查人和考查团体的信息,因为他们表示在有关的法律条例,专业标准,应用法规或技术交付条件中。
当前,下述个人和团体被认为是焊工鉴定考查工作的胜任者:
a) 焊接培训考查机关;
b) 焊接培训机关;
c) 德国焊接协会考试委员会;
d) 技术检测协会;
e) Amt für Arbeisschutz Hamburg;
f) Staatliche Technische überwachung Hessen;
g) Deutsche Bahn AG(德国铁路)
h) Germanischer Lioyd;
i) 由联邦政府或国家当局所委派的考查和检测团体;
j) 根据法律条例、实用法规或标准委派的焊接工程师。
Continued overleaf.
EN comprises 24 pages.
— 1 —
应当注意,法律条例,实用法规和标准可能包含关于考查人和考查团体的限制或附加条款(例如关于委派:对照DIN EN 45013)。
考查合格证:
本标准不废止根据1992年版DIN EN 287-1所颁发的现存鉴定考查合格证书。可是,对于这一过渡期,建议补充现行标准中所用的材料牌号和术语。在这些合格证书期满,但不迟于本标准出版后两年内,必须颁发新的合格证书,它可以涉及有关焊工对其它试件的焊接(因为新合格证书的范围稍不同于根据DIN EN 287-1,至今所颁发的那些合格证书)。
工作知识考查:
在德国申请批准合格的焊工被要求参加工作知识考试,详见附录D。在德国受雇的还没有通过此考查的焊工至少需要表现出他们有职业安全和事故防止方面的某些知识。
与EN的条款2中涉及的国际标准相关的DIN标准如下:
ISO标准DIN标准
ISO 857 DIN 1910-1和DIN 1910-2,和DIN ISO 857*。
ISO 3580 DIN 8575-1。
ISO 3581 DIN 8556-1。
ISO 4063 DIN EN 24063。
ISO 6947 DIN EN ISO 6947。
修正:
按照1992年4月版,作出了下述修正:
a)已经包括其它焊接位置(比较5.7款)。
b)已删除了附加试样的技术规范(第9.2款)。
c)本标准已在编辑方面作了修改,标准的依据已经更新。
以前的版本:
DIN 8560:1968-08,1978-01,1982-05,DIN 8560-1:1959-01;DIN EN 287-1:1992-04。
国家标准附录NA
标准指的是:
(不包括在参考标准中)
DIN 1910-1 与焊接有关的术语——焊接工艺的总概念和分类。
DIN 1910-2 与金属焊接有关的术语——工艺。
————————
*)现阶段为初稿。
— 2 —
DIN 8556-1 焊接不锈钢和耐热钢用的填充金属——牌号和技术交货条件。
DIN 8575-1 高温钢电弧焊用的填充金属——分类、牌号和技术交货条件。
DIN EN 24063 金属的焊接、铜钎焊、锡钎焊和铜焊——技术文件中所用的工艺名称和代号一
览表(ISO 4063:1990)。
DIN EN 45013 操纵人员合格证的发证团体的总标准。
DIN EN ISO 6947:1990 焊接——工作位置——坡度和转动角度的定义
(ISO 6947:1993)。
— 3 —
欧洲标准
EUROPEAN STANDARD EN 287-1
NORME EUROPéENNE 1992.2
EUROP?ISCHE NORM +A1
1997.1
———————————————————————————————————————
ICS 26.160.10 代替EN 287-1:1992
描述词:焊接,焊工鉴定考查。
英语版
焊工鉴定考查
熔焊
第1部分:钢
(包括修正A1:1997)
本欧洲标准由CEN在1992年2月21日批准,修正案A1在1997年1月11日批准。
CEN成员一定要遵守CEN / CENELEC内部规程,它规定了不加改变而给予此欧洲标准以国家标准地位的条件。
可以向中央秘书或向任何CEN成员申请即可获得关于这些国家标准的最新表和书目参考。
欧洲标准有三种官方版本(英文、法文和德文)。在一CEN成员负责的条件下翻译成其本国语言并通知中央秘书的任何其它语言的版本,具有与官方版本相同的地位。
CEN成员为下列国家标准团体:奥地利、比利时、捷克共和国、丹麦、芬兰、法国、德国、希腊、冰岛、爱尔兰、意大利、卢森堡、荷兰、挪威、葡萄牙、西班牙、瑞典、瑞士和联合王国。
CEN
欧洲标准化委员会
ComitéEuropéen de Normalisation
Europ?isches Komitee für Normung
中央秘书: rue de Stassart 36, B-1050 Brussels
———————————————————————————————————————
— 4 —
目录
E N287-1:1992的前言 (7)
E N287-1:1992/A1:1997的前言 (7)
0引言 (7)
1范围 (8)
2鉴定标准的参考资料 (8)
3定义 (9)
3.1焊工 (9)
3.2焊接操作工 (9)
3.3检验员或检验团体 (9)
3.4焊接程序技术规范(W P S) (9)
3.5鉴定的范围 (9)
3.6试件 (9)
3.7试样 (9)
3.8试验 (9)
4符号和缩写 (9)
4.1总述 (9)
4.2试件 (10)
4.3消耗品(包括辅助材料,如防护气体,助熔剂) (10)
4.4其它 (10)
5鉴定考查的基本变数 (10)
5.1总述 (10)
5.2焊接工艺 (11)
5.3焊缝类型 (11)
5.4材料分组 (11)
5.5消耗品 (12)
5.6尺寸 (12)
5.7焊接位置 (13)
6焊工的鉴定范围 (13)
6.1总述 (13)
6.2焊接工艺 (13)
6.3焊缝类型 (16)
6.4材料分组 (16)
6.5带药皮的焊条 (18)
6.6消耗品 (20)
— 5 —
6.7尺寸 (20)
6.8焊接位置 (20)
7.检验和考查 (20)
7.1监督 (20)
7.2试件的形状和尺寸 (20)
7.3焊接条件 (22)
7.4试验方法 (22)
7.5试件和样品 (23)
8试件验收要求 (26)
9重新考查 (27)
10有效期 (27)
10.1初始鉴定 (27)
10.2延长期 (27)
11发合格证 (28)
12标志 (28)
附录A(信息)各钢组的比较 (30)
附录B(信息)焊工鉴定考查合格证 (30)
附录C(信息)制造商的焊接程序技术规范(W P S) (32)
附录D(信息)工作知识 (34)
— 6 —
EN 287-1:1992前言
该标准由CEN / TC 121“焊接”的工作组2“焊接和有关工艺人员的鉴定要求”所制订的。
对于此标准,ISO / DIS 9606-1“焊工鉴定考查要求,熔焊——第1部分:钢”被认为和被用作一种基础。可是,由于获得的经验和更新的知识而需要改变。
按照CEN /CENELEC内部规程,下列国家的标准组织一定要执行此欧洲标准:
奥地利、比利时、丹麦、芬兰、法国、德国、希腊、冰岛、爱尔兰、意大利、卢森堡、荷兰、挪威、葡萄牙、西班牙、瑞典、瑞士和联合王国。
EN 287-1:1992/A1:1997前言
EN287-1的此修正案是由技术委员会CEN / TC 121“焊接”1992年所制订的,此委员会的秘书由DS担任。
此修正案将给予国家标准地位,出版一个相同文本或通过背书都行,有冲突的国家标准最迟在1997年10月撤消。
按照CEN / CENELEC内部规程,下列国家的标准组织一定要执行此欧洲标准:
奥地利、比利时、捷克共和国、丹麦、芬兰、法国、德国、希腊、冰岛、爱尔兰、意大利、卢森堡、荷兰、挪威、葡萄牙、西班牙、瑞典、瑞士和联合王国。
0.引言
本标准涉及焊工熔焊钢进行鉴定考查所要遵守的原理。
焊接中涉及的工作质量主要取决于焊工的技术。
因此焊工遵守口头或书面指令的能力和他的技术考查是确保焊接产品质量的重要因素。
符合本标准的技术考查取决于符合统一规则和考查条件及使用标准试件的焊接程序。
本标准适用于焊工技术对焊接质量有明显影响之处的加工工艺。
本标准的目的是为考查团体对焊工在各应用领域的能力鉴定相互承认提供一个基础。如果在有关应用标准中没有规定更严格的考查,则考查应按本标准执行。
如果所有有关要求(例如试件尺寸)都满足的话(见EN 288-3),可以用这种考查去批准一焊接程序或一焊工合格。
只有当焊工涉及在鉴定范围内的合理连续性的焊接工作时,才需要继续考查焊工的技术和工作知识。
从此标准出版之日起,所有新的鉴定都要遵循它。
可是,本标准并不废除按以前的国家标准或技术规范所作的鉴定,只要该技术要求的目的得到满足,且以前的鉴定与焊工被雇佣来从事的应用和生产工作有关。
另外,在必须进行附加考查以使此鉴定在技术上等效的地方,只需要在按照此标准准备的试件上进行附加考查即可。
考虑按以前的国家标准或技术规范的以前的鉴定应当在咨询/合同阶段,并在合同双方间同意。
—7 —
1.范围
本标准规定了焊工进行钢材焊接的鉴定考查时应遵守的基本要求、鉴定的范围、考查条件、验收要求和合格证。鉴定考查合格证的推荐格式在附录B中给出。
在鉴定考查期间,应当要求焊工表现出合格焊工应有的对焊接工艺、材料和安全要求的足够的实践经验和工作知识(不需要作强制检查);这些方面的信息在附录D中给出。
当买方,检验当局或其它组织要求焊工鉴定考查时,本标准适用。
本标准适用于钢熔焊焊工的鉴定考查。
本标准中涉及的焊接工艺包括那些称做手工焊或部分机械焊的熔焊工艺。该标准不包括全机械化焊和自动焊工艺(见5.2)。
本标准包括焊工在由5.4节中列出的可锻,锻制或铸造材料级别制成的半成品或成品上工作的焊工鉴定考查。
鉴定考查合格证在唯一的考查人或考查团体的负责下颁发。
2.鉴定标准的参考资料
本欧洲标准加入了其它出版物中的到期的和没有到期的参考标准条款。这些参考标准在文本中的适当地方引用。这些出版物在此处列出。对于到期的参考标准,对这些出版物版本的以后的修正案,只在通过修正或修改加入到本欧洲标准时才适用于此欧洲标准。对于未到期的参考标准,被引用的最新版出版物适用。
EN 288-2 金属材料焊接程序技术规范和鉴定——第2部分:电弧焊焊接程序技术规范。
EN 288-3 金属材料焊接程序技术规范和鉴定——第3部分:钢电弧焊焊接程序技术规范。
EN499 碳钢、碳锰钢和微合金钢手动金属电弧焊带药皮焊条的分类。
EN 571-1 非破坏性试验——着色探伤——第1部分:检验的总原则。
EN 910 金属材料中焊缝的破坏性试验——弯曲试验。
prEN 1290 焊缝的非破坏性检验——焊缝的磁粒子试验——方法
EN 1320 金属材料中焊缝的破坏性试验——断裂试验。
prEN 1321 金属材料中焊缝的破坏性试验——焊接的低倍检验和高倍检验。
prEN 1435 焊缝的非破坏性检验——焊缝的射线照相检验。
EN 25817 钢的电弧焊接缝——熔焊——关于缺点的质量水平指南(ISO 5817:1992)。
EN 26520 金属熔焊中的缺点分类,带解释(ISO 6520:1982)。
ISO 857:1990 焊接、铜钎焊和钎焊工艺——词汇。
ISO 3580:1975 抗蠕变钢的手工电弧焊带药皮焊条——识别符号代码。
ISO 3581:1976 不锈钢和其它类似合金钢的手工电弧焊带药皮焊条——识别符号代码。
ISO 4063:1990 金属的焊接、铜钎焊、钎焊和铜焊——工艺术语和图纸上用符号表示的参考代号。
ISO 5817:1992 钢的电弧焊接缝——熔焊——缺点质量水平指南。
ISO 6947:1990 焊接——工作位置——坡度和转动角度的定义。
3.定义
3.1 Welder(焊工):用手握住和操纵焊条钳、焊枪、焊炬或喷焊炬的人即焊工。
3.2 Welding operator(焊接操作员):是这样的焊工:他操纵焊条钳、焊枪或焊炬或喷焊柜和工件之间具有机械相对运动的焊接设备。
—8 —
3.3 Examiner or examining body(检验员或检验团体):由合同双方指定的负责检验是否符合本标准的个人或组织。
3.4 Welding Procedure Specification(WPS)(焊接程序技术规范):为一特定应用保证可重复性而详细提供所需变数的文件。
3.5 Range of approval(鉴定的范围):对基本变数进行鉴定的范围。
3.6 Test piece(试件):在鉴定考查中使用的被焊接的组件。
3.7 Test specimen(试样):为进行一特定的破坏性试验而从试件上切割下来的部分。
3.8 Test(试验):一系列的操作,包括焊接试件的制作,以后的非破坏性和/或破坏性试验以及报告结果。
4.符号和缩写
4.1 总述
在不用完整的词语处,当完成试验合格证时,将使用下述符号和缩写(见附录B)。
4.2 试件
a 公称喉部厚度。
BW 对接焊缝。
D 管子的外径。
FW 角焊缝。
P 板
t 板厚或管子壁厚。
T 管子。
z 角焊缝的焊脚长度。
4.3 消耗品(包括辅助用品,例如保护气体、焊剂)
nm 无填充金属。
wm 有填充金属。
A 酸药皮。
B 基本药皮。
C 纤维素药皮。
R 钛药皮。
RA 钛酸药皮。
RB 钛基药皮。
RC 钛纤维素药皮。
RR 钛厚药皮。
S 其它类型。
4.4 其它
bs 从两侧焊接。
gg 焊缝的背磨。
mb 带垫料的焊接。
—9 —
nb 不带垫料的焊接。
ng 无背磨。
ss 单侧焊接。
5.鉴定考查的基本变数
5.1 总述
为了判定焊工在这些领域的能力,应检验此款中规定的准则。每条准则都认为是鉴定考查中的重要因素。
焊工鉴定考查应在试件上进行;它与结构的类型无关。
5.2 焊接工艺
焊接工艺在ISO 857中定义,用符号表示的焊接工艺的参考号列在ISO 4063中。
本标准涉及下述焊接工艺:
111 —用带药皮的焊条进行的金属电弧焊;
114 —无保护气体的焊剂芯线金属电弧焊;
121 —用线焊条的埋弧焊;
131 —金属弧惰性气体焊(MIG焊);
135 —金属弧活泼气体焊(MAG焊);
136 —焊剂芯线金属弧焊,带有活动气体保护层;
137 —带有惰性气体保护层的焊剂芯线金属弧焊;
141 —钨极惰性气体保护弧焊(TIG焊);
15 —等离子电弧焊;
311 —氧乙炔焊;
按双方同意的其它熔焊工艺。
5.3 焊缝类型
应当按7.2节,在板(P)上或管子1)(T)上作对接焊(BW)和角焊(FW),生产试件用于鉴定考查。
5.4 材料分组
5.4.1 总述
为了在技术上使相同试验的重复减到最少,将具有类似冶金性能和焊接性能的钢进行分组,供焊工鉴定考查之用(见5.4.2)。
焊工鉴定考试通常涉及堆积具有与母体金属组中任何钢兼容的化学成分的焊接金属。
焊接一组中的任何一种材料,代替焊接同一组中所有其它材料,而授予焊工以合格。
当焊接来自两个不同组别的母体金属、而根据表4和表5(见6.4节)它们彼此不互相认同时,需要该组合作为一个单独的组而认同。
当填充金属与母体金属组不类同时,需要对母体金属组和填充金属的组合加以认同,由表4和表5同意的除外。
5.4.2 母体金属的钢组
5.4.2.1 总述
关于按照EN 288-3为焊工的合格批准和焊接程序考查而对钢组的比较,请见附录A。
1)术语“pipe”,单个的或组合的,用于指“管子”“小管子”或“空心截面”。
—10 —
5.4.2.2 W01组
低碳非合金(碳—锰)钢和/或低合金钢。该组也包含具有屈服强度R eH≤360N/mm2的细晶粒的结构钢。
5.4.2.3 W02组
铬钼和/或铬钼钒抗蠕变钢。
5.4.2.4 W03组
具有屈服强度R eH>360N/mm2的正过火,淬过火和回过火的热处理过的细晶粒结构钢,以及具有2%—5%镍含量的类似焊接镍钢。
5.4.2.5 W04组
具有12%—20%铬含量的铁素体或马氏体不锈钢。
5.4.2.6 W11组
不锈铁素体—奥氏体和奥氏体不锈铬—镍(CrNi)钢。
5.5 消耗品
5.5.1 总述
假定在大多数鉴定考查中,填充金属类似于母体金属。当一焊工鉴定考查在使用那一材料组适用的填充金属、保护气体或焊剂已执行完时,该考查将批准焊工为相同的材料组使用任何其它类似的消耗品(填充金属、保护气体或焊剂)。
5.5.2 用带有药皮的焊条进行金属弧焊
带药皮的焊条组按照prEN 499相对于最重要的特点分类如下:
— A 酸药皮;
— B 基本药皮;
— C 纤维素药皮;
—R 钛药皮;
—RA 钛酸药皮;
—RB 钛基本药皮;
—RC 钛纤维素药皮;
—RR 钛厚药皮;
—S 其它。
注:关于带焊皮焊条的更详细情况,应当参考EN 499,ISO 3580或ISO 3581(按照所谈及的钢)。
5.6 尺寸
焊工鉴定考查应依据于焊工将在生产中使用的材料厚度(即板厚或管子壁厚)和管子直径。如表1和表2所示,对三个范围的板厚和管壁厚度或管子直径中的每个范围列出了一个考查表。
并不意味着准确测量厚度或直径,但在表1和表2中给出的值的后面的通用准则应当适用。
表1:试件(板或管子)和鉴定范围
—11 —
表2:试件直径和鉴定范围
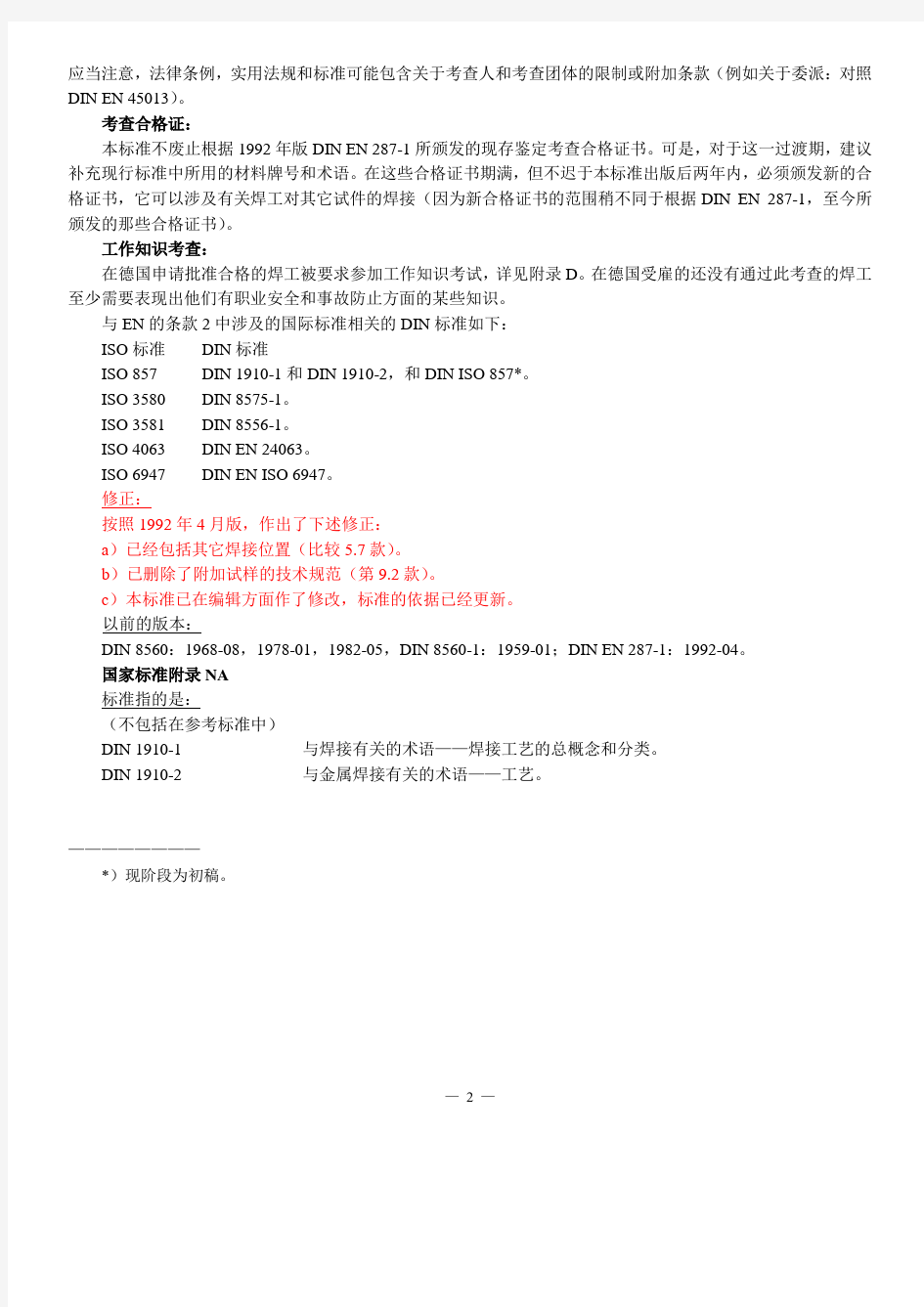
5.7 焊接位置
关于本标准来说,图1和图2中标出的焊接位置将适用(按照ISO 6947)。焊接位置上的直焊缝的坡度角和转动角应符合ISO 6947。
鉴定考查中使用的位置和角度应以生产中使用的相同公差为基础。
6.焊工鉴定的范围
6.1总述
通常,试件批准焊工鉴定不仅对于考查中使用的条件,而且对于被认为更便于焊接的所有接缝。每类考查的鉴定范围在有关条款和表中给出。在这些表中,鉴定范围表示在同一行中。
6.2 焊接工艺
通常,一次考查批准一种工艺。工艺改变需要新的鉴定考查。可是,焊工可以通过涉及多工艺焊缝所用的一次考查或两次单独考查而获得不止一种工艺的合格证。例如,当需要一单侧对接焊缝鉴定,而根部要用无垫TIG (141)焊接和用带药皮焊条通过金属弧焊填满(111)时,则可以通过下述两种途径之一对焊工进行鉴定:
—12 —
PA Flat PE Overhead PC Horizontal PG Vertical downwards PF Vertical upwards
a)Butt welds
PA Flat PDHorizontal overhead PB Horizontal vertical PG Vertical downwards PF Vertical upwards
b)Fillet welds
Figure 1 - Welding positions for plates
010图
1.PA平焊
2.PE仰焊
3.PC水平
4.PG垂直向下
5.对接焊
6.PF垂直向上
7.PA平焊
8.PB水平垂直
9.PD水平仰焊
10.PG垂直向下
11.填角焊
12.PF垂直向上
13.图1:板件的焊接位置
Pipe : rotating Pipe :fixed Pipe : f ixed Pipe : f ixed Pipe : fixed
PA Axis : horizontal PF Axis : horizontal PG Axis :horizontal P C Axis : vertical H-LO45 Axis: inclined weld: flat Weld: vertical upwards Weld: vertical downwards Weld: horizontal Weld: upward
a) Butt welds
Pipe : fixed Pipe : f ixed
PF Axis : horizontal PG Axis :horizontal
Weld: vertical upwards Weld: vertical downwards
b) Fillet welds
Figure 2 - Welding positions for pipes
Pipe : rotating
PB Axis :horizontal
Weld:horizontal vertical
Pipe : fixed Pipe : fixed
PBAxis : vertical PO Axis : vertical
Weld:horizontal vertical Weld: horizontal overhead
—13 —
020图
1.管子:转动
PA轴:水平
焊接:平焊2.管子:旋转
PA轴:倾斜
焊接:垂直向下3.
4.管子:固定的
PC轴:垂直
焊接:水平5.管子:固定的
PF轴:水平
焊接:垂直向上6.管子:固定
H-L045轴:倾斜
焊接:垂直向上7.管子:固定
J-L045轴:倾斜
焊接:垂直向下
a) 对接焊
8.管子:转动
PB轴:水平
焊接:水平/垂直
9.管子:固定
PF轴:水平
焊接:垂直向上
10.管子:固定
PG轴:水平
焊接:垂直向下
11.管子:固定
PB轴:垂直
焊接:水平/垂直
12.填角焊
13.管子:固定
PD轴:垂直
焊接:水平,仰焊
14.图2:管子的焊接位置
—14 —
a) 成功地完成一次模拟多工艺焊接的鉴定考查,即用无垫TIG(141)焊接的根部焊道,以后用带药皮焊条(111)通过金属弧焊焊接的焊道或焊层,它们都在具体焊接工艺鉴定的限度内;
b) 成功完成单独的相关鉴定考查,一次为根部焊道的无垫TIG(141)焊接,一次单独考查为有垫带药皮焊条金属弧焊(111)填充焊,或者从刨槽或不刨槽的两侧开始焊接。
6.3 焊缝类型
根据试件,焊工被批准合格的焊接范围表示在表3中;下述准则适用:
a) 管子对接焊的鉴定包括了板件对接焊的合格;
b) 在所有有关位置的板件对接焊的鉴定包括了外径大于等于500 mm的管子对接焊合格,除非下面的c)条适用;
c) 在平坦位置(PA)或水平位置(PC)中焊接的板件对接焊鉴定包括了在相同位置焊接的外径≥150mm 的管子对接焊鉴定,参看表7;
d) 从一侧开始的无垫焊接包括从一侧开始的有垫焊接和从两侧开始的刨槽或不刨槽焊接的鉴定;
e) 带垫的板件焊或管子焊包括从两侧开始焊接的鉴定,但不包括无垫焊接;
f) 对接焊鉴定包括类似焊接条件的角焊缝的鉴定;
g) 如果在生产工作中,工作主要是进行填角焊,则建议焊工也应通过相应的填角焊考核鉴定(即板件,管子或分支接头)(见EN 288-3);
h) 不刨槽从两侧开始的焊接包括从一侧开始的带垫焊和从两侧开始的刨槽焊的鉴定;
i) 管子无垫对接焊的鉴定包括表3至表7中相同鉴定范围内的分支接头的鉴定;关于分支焊接,其鉴定范围依据分支管的直径;
j) 如果生产工作主要由分支焊接进行,或者涉及一复杂的分支连接,则建议焊工接受专门培训。在某些情况下,可能需要在分支接头上进行鉴定考查。
6.4 材料分组
按照试件的材料组别,焊工鉴定的材料范围表示在表4和表5中(见5.4)。对于任何钢组都不包含的钢,焊工应执行只涉及该钢的鉴定考查。
—15 —
表3:对接焊缝上考查的鉴定的范围(焊接类型详情)
表4:母体金属鉴定的范围
—16 —
表5:不同金属焊缝的鉴定范围
6.5 带药皮的焊条
焊条药皮类型的改变可能需要焊工技术的改变。一种焊条药皮的鉴定考查将包括焊工对其它药皮的鉴定,如表6中所示。
表6:电焊条药皮的鉴定范围
—17 —
表7:根据焊接位置的鉴定范围
—19 —
允许改变保护气体或焊剂(见5.5.1)。
6.7 尺寸
随着板厚或管子壁厚和/或管子直径而改变的鉴定范围表示在表1和表2中。
6.8 焊接位置
每种焊接位置的鉴定范围在表7中给出。焊接位置和代码参看图1和图2(在ISO 6947中)。
7.检验和考查
7.1 监督
试件的焊接和试验应由一个检验员或检验团体作证。
试件在焊接开始前应标上检验员和焊工的标识。如果焊接条件不正确或者如果很明显地焊工没有达到要求的标准的技术(例如需要过多的和/或系统性的修理),则检验员或检验团体可以停止试验。
7.2 试件的形状和尺寸
要求的试件的形状和尺寸(见5.6)表示在图3至图6中。
尺寸,毫米
图3:板件对接焊试件的尺寸
—20 —