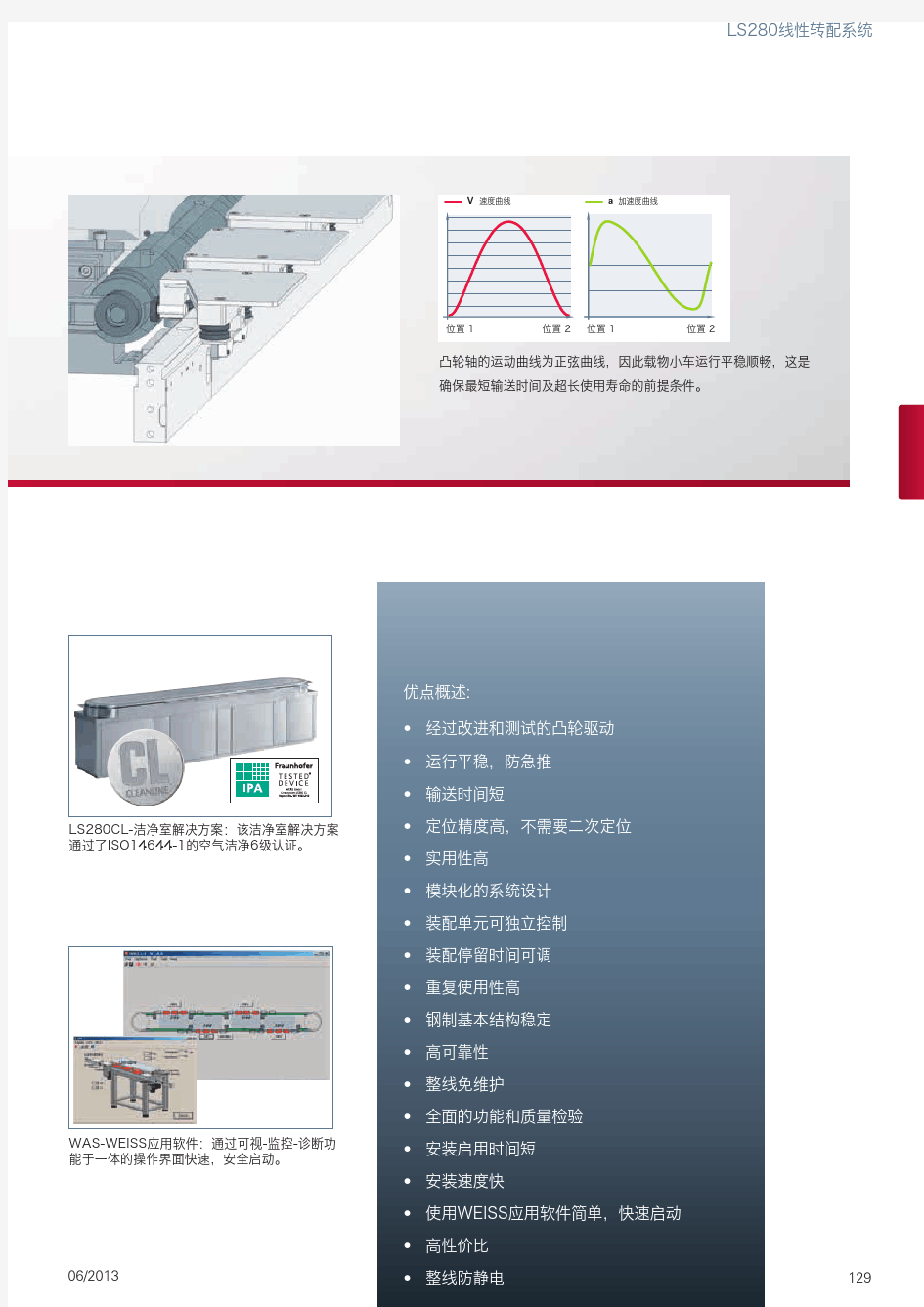
LS280高精度自动化装配流水线

电力系统自动化实验报告
电力系统自动化报告 学院: 核技术与自动化学院 专业: 电气工程及其自动化 班级: 2011060505班 学号: 3201106050504 姓名: ~~~~~~ 指导老师: 顾民 完成时间: 2014年4月30日
电力系统自动化实验报告 实验一发电机组的启动与运转实验 一、实验目的: 1.了解微机调速装置的工作原理和掌握其操作方法。 2.熟悉发电机组中原动机(直流电动机)的基本特性。 3.掌握发电机组起励建压,并网,解列和停机的操作。 二、原理说明: 在本实验平台中,原动机采用直流电动机模拟工业现场的汽轮机或水轮机,调速系统用于调整原动机的转速和输出的有功功率,励磁系统用于调整发电机电压和输出的无功功率。 THLZD-2型电力系统综合自动化实验台输电线路的具体结构如下图所示: 调速系统的原理结构图:
励磁系统的原理结构示意图 三、 实验内容与步骤: 1.发电机组起励建压
接着依次打开控制柜的“总电源”、“三相电源”和“单相电源”的电源开关;再打开实验台的“三相电源”和“单相电源”开关。 ⑵将控制柜上的“原动机电源”开关旋到“开”的位置,此时,实验台上的“原动机启动”光字牌点亮,同时,原动机的风机开始运转,发出“呼呼”的声音。 ⑶按下THLWT-3 型微机调速装置面板上的“自动/手动”键,选定“自动”方式,开机默认方式为“自动方式”。 ⑷按下THLWT-3 型微机调速装置面板上的“启动”键,此时,装置上的增速灯闪烁,表示发电机组正在启动。当发电机组转速上升到1500rpm 时,THLWT-3 型微机调速装置面板上的增速灯熄灭,启动完成。 ⑸当发电机转速接近或略超过1500rpm 时,可手动调整使转速为1500rpm,即:按下THLWT-3 型微机调速装置面板上的“自动/手动”键,选定“手动”方式,此时“手动”指示灯会被点亮。按下THLWT-3 型微机调速装置面板上的“+”键或“-”键即可调整发电机转速。 ⑹发电机起励建压有三种方式,可根据实验要求选定。一是手动起励建压;一是常规起励建压;一是微机励磁。发电机建压后的值可由用户设置,此处设定为发电机额定电压400V,具体操作如下: ①手动起励建压 1) 选定“励磁调节方式”和“励磁电源”。将实验台上的“励磁调节方式”旋钮旋到“手动 调压”,“励磁电源”旋钮旋到“他励”。 2) 打开励磁电源。将控制柜上的“励磁电源”打到“开”。 3) 建压。调节实验台上的“手动调压”旋钮,逐渐增大,直到发电机电压(线电压)达到设定的发电机电压。
临床检验仪器第二十三章实验室自动化系统习题
第二十三章实验室自动化系统 一、名词解释 1.实验室自动化系统:为了实现对临床实验室内某一个或某几个检测系统的系 统化整合,而将相同或不相同的分析仪器与实验室分析前和分析后的分析系统,通过自动化流水线和信息网络进行连接的系统,构成全自动化的流水线 作业环境,覆盖整个检验过程,形成大规模的全检验过程的自动化。 2.标本管理器:是一个机械装置,它可以在分析前储存样品,在分析后对样品进行缓存。 3.工作单元:由一个标本管理器和一台(或多台)仪器组成。一个工作单元可实现分析前的样品存储、分析时标本向分析仪的传送和分析后存储在输出缓存区。 4.模块工作单元:由二台或二台以上具有相同分析原理的自动分析仪和一台控制 器所组成。 5.标本前处理系统:即标本预处理系统,其功能包括样本分类和条码识别,自动装载和样本离心,样本质地识别、提示,样本管去盖,样本再分注及标记。 6.全实验室自动化:是将众多模块分析系统整合成一个实现对标本处理、传送、分析、数据处理和分析的全自动化过程。标本在T LA 可完成临床化学、免疫学、血液学等亚专业的任一项目检测。 7.智能自动机械臂:即编程控制的可移动机械手。安装在固定底座上的机械手,其活动范围仅限于一个往返区间或以机座为圆心的半圆区域内,以安装在移动机座上机械手为中心,可为多台分析仪器提供标本。 8.分析测试过程控制系统:分析测试过程控制系统依靠LIS,实时完成从HIS下载患者资料、检验请求信息、上传标本在个模块的状态、标本架号位置、分析结果、数据通讯情况等任务。 二、选择题 【A型题】 1.将众多模块分析系统整合,实现对标本处理、传送、分析、数据处理和分析过程的全自动化称为(B) A.实验室模块自动化 B.全实验室自动化 C.模块工作单元 D.模块群 E.整合的工作单元 2.下述有关智能化成熟技术的特点中,不正确的是(D) A.技术稳定 B.价格低 C.速度快 D.能适应实验室布局的改变 E.不能处理多种规格的样品容器 3.在全自动样本前处理系统中通常作为独立可选单元存在的是(C) A.样品投入 B.自动装载
自动化流水线设计流程是什么
自动化流水线设计是什么?自动化流水线设计步骤是什么? 自动化流水线设计呢,首先清楚它的内容然后呢了解它的步骤。 自动化流水线设计的内容: 1.确定自动化流水线的生产节拍; 2.组织工序同期化及工作地(设备)需要量; 3.确定流水线的自动化工人需要量,合理地配备人数; 4.选择合理的运输工具; 5.流水线生产的平面布置; 6.制定流水线标准计划指示图; 7.对自动化流水线组织的经济效果进行评价。 自动化流水线设计的步骤,:
1.计算自动化流水线的节拍; 2.进行工序同期化,计算工作地(设备)需要量; 3.计算工人需要量,合理配备工人; 4.流水线上传送带的速度与长度的计算; 5.流水线平面布置设计; 6.流水线标准计划指示图表的制定; 7.自动化流水线经济效果指标的评价。 item 是一家德国的成功的中型集团,致力于开发并在全球内销售用于制造生产设备、机械装置以及其它装置的优质组件。您使用这些组件开发、设计和搭建多种多样的生产设备,包括工业自动化生产线、安全栅栏、工作台、工业围栏和机器护罩系统,使他们或其客户能够高效地进行制造、装配和材料处理。 当然不只是这样除了组件以外,他们还为您提供设计服务、型材处理、装配组件套件和整套的集成化解决方案。 对于自动化流水线设计流程,介绍的不是很详细,但是对于自动化流水线设计您可以考虑item 公司。 推荐您可以考虑item公司的设备,item线性系统有助于用户研制出高水平的自动化解决方案。在精密上升门及滑动门、高效运输线和复杂操作夹具的生产过程中,均可安装动态元件。设备安装时采用全程解决方案,即可减少不必要的研发和装配工作,又省时省钱。 当然item建有许多服务中心,以便为客户提供一系列广泛的服务,在解决特殊需求方面,为客户提供支持。 源于索林根的item Industrietechnik GmbH 是MB 工业铝型材装配系统(为工业设备结构提供个性化解决方案的系统)的开发商和供应商。该系统是一款以铝型材为基础,用紧固件和多功能组件构建而成的产品。
铣床、加工中心高速、高精加工的参数调整
铣床、加工中心高速、高精加工的参数调整 (北京发那科机电有限公司王玉琪) 使用铣床或加工中心机床加工高精度零件(如模具)时,应根据实际机床的机械性能对CNC系统(包括伺服)进行调整。在FANUC的AC 电机的参数说明书中叙述了一般调整方法。本文是参数说明书中相关部分的翻译稿,最后的“补充说明”叙述了一些实际调试经验和注意事项,仅供大家参考。 对于数控车床,可以参考此调整方法。但是车床CNC系统无G08和G05功能,故车床加工精度(如车螺纹等)不佳时,只能调整HRV参数和伺服参数。Cs控制时还可调整主轴的控制参数。 目录 使用αi电机…………………………………………………P 2 使用α电机……………………………………………………P22 补充说明………………………………………………………P24 1 3.4.1伺服HRV控制的调整步骤 ⑴概述 i系列CNC(15i/16i/18i)的伺服因为使用了HRV2和HRV3控制(21i为选择功能),改善了电流回路的响应,因此可使速度回路和位置回路设定较高而稳定的增益值。
图 3.4.1(a) 使用伺服HRV控制后的效果 速度回路和位置回路的高增益,可以改善伺服系统的响应和刚性。因此可以减小机床的加工形状误差,提高定位速度。 由于这一效果,使得伺服调整简化。HRV2控制可以改善整个系统的伺服性能。伺服用HRV2调整后,可以用HRV3改善高速电流控制,因此可进行高精度的机械加工。 若伺服HRV控制与CNC的预读(Look-ahead)控制,AI轮廓控制,AI纳米轮廓控制和高精度轮廓控制相结合,会大大改善加工性能。关于这方面的详细叙述,请见3.4.3节“高速、高精加工的伺服参数调整”。 2 图3.4.1(b) 伺服HRV控制的效果实例 ⑵适用的伺服软件系列号及版本号 90B0/A(01)及其以后的版本(用于15i,16i,18i和21i,但必须使用320C5410伺服卡)。
自动化装配流水线的生成方式有哪几种
自动化装配流水线的生成方式有哪几种 我国输送机械的研发是从自力更生入手,借鉴国外先进技术实现提高。改革开放以来,从单项技术引进扩大到成套设备技术引进,再通过消化吸收实现国产化,继而形成系列化,并开始走向东南亚和欧洲等地。目前,我国的输送机械产品重头产业类别基本齐全,品种多种多样,产品技术高中低档并存。 在目前国内制造业中,手工装置流水线是最底子的出产方法,恰当多的商品的装置都在手工装置流水线上进行的,进行商品的装置作业,分外在家电制造工作便是一个典型的比方.这种装置作业中在制造业中发扬重要作用,它适用于商品需要量较大,相同或相似,装置过程中能够分解为多个工序;削减人的疲劳强度,而且节约一些本钱. 手工装置流水线的底子特征,本钱贱价;能够充分利用国内许多贱卖劳动力资源,由于商品是有许多零件和部件组成的,需要许多工人结束工序.如果每一个工人长时辰从事某一工序或多个工序操作,能够抵达一定的操作水陡峭技术,出产组织灵活性极好,不只能够习气多品种中小批量出产的需要(因厂家的订单数量不多,可是品种多的话,规范需要交换)不适合于自动化出产,有利于前进商品的质量,有许多商品是要靠人工和机器结束的. 能够及时发现商品质量问题;在实际情况中也反映,市场竞争恰当剧烈;,用户和商家对商品的质量需要更高,新商品周期更短,商品价格更低.公司的最终目标也是时辰更短,质量需要更高;本钱更低,下降本钱是公司竞争手段之一,选用手工流水线就能够满足上述需要,
一同也是完结自动化的基础,更利于自动化的快速展开.当然这种出产方法有许多不足之处.技术含量低,需要大批量人员进行出产,阻碍商品的技术前进和市场竞争力. 国内输送机械设备发展新动向 我国是世界上最大的输送设备机械生产国,近年来,随着国内技术水平的不断提高,发展速度非常之快,2007年我国输送设备产销量达到718万台套以上,占世界产量的1/3,居世界首位。物流输送工业的丰硕成果和广阔的市场前景必将给输送机械行业带来新的发展空间。大容量、高速度、自动化设备的组合式模块化,已成为输送设备的发展趋势,也是输送设备生产制造强国竞相追逐的目标。 我国输送机械设备的生产迄今已有几十年的历史。随着国产化技术水平的提高和引进先进的机械制造设备和加工工艺,输送设备工业近20年来得到了飞速的发展。在经济全球化、企业生产专业化和信息网络技术的传播背景下,必将促进中国输送机械工业的革命性发展,也给输送机械零部件制造商带来了良好机遇。 涂装设备行业的发展走向 我国涂装行业的发展十分迅速,各种喷涂机的现身也说明了我国喷涂行业的发展前景。在涂装行业上,我国已经有40多年的历史了,在经过这些年的发展后,已经形成了较为完善的产业链。与此同时,在市场国际化发展的现阶段,崛起于内部市场的中国涂装机械业无论是在技术上还是在产品实体价值上都需要进一步的提升,这使得我国涂装机械行业快速稳健的发展。
FANUC高速高精加工的参数调整图文稿
F A N U C高速高精加工 的参数调整 文件管理序列号:[K8UY-K9IO69-O6M243-OL889-F88688]
铣床、加工中心高速、高精加工的参数调整 (北京发那科机电有限公司王玉琪) 使用铣床或加工中心机床加工高精度零件(如模具)时,应根据实际机床的机械性能对CNC系统(包括伺服)进行调整。在FANUC的AC电机的参数说明书中叙述了一般调整方法。本文是参数说明书中相关部分的翻译稿,最后的“补充说明”叙述了一些实际调试经验和注意事项,仅供大家参考。 对于数控车床,可以参考此调整方法。但是车床CNC系统无G08和G05功能,故车床加工精度(如车螺纹等)不佳时,只能调整HRV参数和伺服参数。Cs控制时还可调整主轴的控制参数。 目录 ⑴概述 i系列CNC(15i/16i/18i)的伺服因为使用了HRV2和HRV3控制(21i为选择功能),改善了电流回路的响应,因此可使速度回路和位置回路设定较高而稳定的增益值。 图使用伺服HRV控制后的效果 速度回路和位置回路的高增益,可以改善伺服系统的响应和刚性。因此可以减小机床的加工形状误差,提高定位速度。 由于这一效果,使得伺服调整简化。HRV2控制可以改善整个系统的伺服性能。伺服用HRV2调整后,可以用HRV3改善高速电流控制,因此可进行高精度的机械加工。 “高速、高精加工的伺服参数调整”。 2
图伺服HRV控制的效果实例 ⑵适用的伺服软件系列号及版本号 90B0/A(01)及其以后的版本(用于15i,16i,18i和21i,但必须使用320C5410伺服卡)。 ⑶调整步骤概况 HRV2和HRV3控制的调整与设定大致用以下步骤: ①) 电流回路的周期从以前的250μs降为125μs。电流响应的改善是伺服性能改善的基础。 ②) 进行速度回路增益的调整时,对于速度回路的高速部分,应该使用速度环比例项的高速处理功能。 电流环控制周期时间的降低使电流响应得以改善,使用振荡抑制滤波器使可消除机械的谐振,这样可提高速度回路的振荡极限。 ③ 机床可在某个频率下产生谐振。此时,用消振滤波器消除某一频率下的振荡是非常有效的。 ④ 当伺服系统的响应较高时,可能会出现加工的形状误差取决于CNC指令的扰动周期的现象。这种现象可用精细加/减速功能消除。 速度环使用尽可能高的回路增益可以改善整个伺服系统的性能。 ⑤ 使用预读功能的前馈,可以消除伺服的时滞,从而可减小加工的形状误差。一般,前馈系数为97%—99%。 ⑥*6)
自动化流水线
自动化流水线 汽车玻璃输送、暂存流水线 该流水线用于衔接玻璃切割与磨边,可实现玻璃切割到磨边的自动输送、旋转、暂存,及切割到人工下料平台进行人工下料等功能。主要技术参数: A.输送玻璃尺寸:Max - 2200mm × 1100mm Min - 660mm × 380mm B.输送玻璃厚度:1.5mm – 5.0mm C.输送玻璃类型:平玻璃 D.系统输送速度:40m/Min (变频可调) E.生产节拍:11秒 F.系统总功率:5KW G.气动元件:FESTO H.马达减速机:SEW I.传感器:Wenglor, PNP J.PLC控制:Simatic S7 series 汽车玻璃卸载流水线 该流水线用于衔接汽车玻璃钢化炉,将钢化后的曲面玻璃分成两路进行输送,可实现曲面玻璃自动输送、翻转、抬起便于人工卸载等功能。 主要技术参数: A.输送玻璃尺寸:Max 1,100mm × 1,850mm Min 400mm × 800mm B.输送玻璃厚度:3.0mm – 6.0mm C.输送玻璃类型:曲面玻璃 D.系统输送速度:45m/Min (变频可调) E.生产节拍:15秒 F.系统总功率:5KW G.气动元件:FESTO H.马达减速机:SEW I.传感器:Wenglor, PNP J.PLC控制:Simatic S7 series DVD半自动装配流水线 该流水线用于DVD装配,可实现DVD在工装板上自动输送,线路板、壳体的转配及在线检测等功能。 主要技术参数:
A.输送机:铝型材骨架,2.5倍速链输送; B.系统输送速度:30m/Min (变频可调) C.生产节拍:8秒 D.系统总功率:30KW E.气动元件:AIRTIC F.马达减速机:ADL G.传感器:OMRON, PNP H.PLC控制:三菱 PCB检测流水线 该流水线用于线路板检测,可实现PCB自动输送及在个工位进行人工取料及检测等功能。主要技术参数: A.输送机:防静电皮带输送机; B.系统输送速度:5.4m/Min (电子调速) C.生产节拍:20秒 D.系统总功率:10KW E.气动元件:AIRTIC F.马达减速机:ADL G.传感器:OMRON, PNP H.PLC控制: OMRON 流水线配套专机 歧管销钉压装和密封检测设备缸盖进气和出气密封性测试设备 使用托克斯缸将岐管上的8个销钉一次性压入,压入过程中用力传感器控制压力大小。压装结束后,压装气缸复位,密封气缸动作封堵岐管测试密封性以检查歧管的焊接好坏。待测件被固定,用磙子将待装气门精确装入气门座圈。气门装配完毕后缸盖燃烧室面被密封,同时分别有一个带测试单元的密封板通向进气和排气管。通过冲气量和气压的下降来进行密封测试。 呼吸过滤器密封测漏设备气门座圈密封性自动测试设备 使用测漏仪检查呼吸过滤器焊接是否完好,是否有裂痕。使用测漏仪检查气门座圈焊接是否完好,是否有裂痕。
电力系统自动化-实验一 自动准同期并网实验
实验一自动准同期并网实验 1.本次实验的目的和要求 1)加深理解同步发电机准同期并列原理,掌握准同期并列条件。 2)掌握自动准同期装置的工作原理及使用方法。 3)熟悉同步发电机准同期并列过程。 2.实践内容或原理 自动准同期并列装置设置与半自动准同期并列装置相比,增加了频差调节和压差调节功能,自动化程度大大提高。 微机准同期装置的均频调节功能,主要实现滑差方向的检测以及调整脉冲展宽,向发电机组的调速机构发出准确的调速信号,使发电机组与系统间尽快满足允许并列的要求。 微机准同期装置的均压调节功能,主要实现压差方向的检测以及调整脉冲展宽,向发电机的励磁系统发出准确的调压信号,使发电机组与系统间尽快满足允许并列的要求。此过程中要考虑励磁系统的时间常数,电压升降平稳后,再进行一次均压控制,以使压差达到较小的数值,更有利于平稳地进行并列。 图1 自动准同期并列装置的原理框图 3.需用的仪器、试剂或材料等 THLZD-2型电力系统综合自动化实验平台 4.实践步骤或环节 选定实验台上面板的旋钮开关的位置:将“励磁方式”旋钮开关打到“微机励磁”位置;将“励磁电源”旋钮开关打到“他励”位置;将“同期方式”旋钮开关打到“自动”位置。微机励磁装置设置为“恒U g”控制方式;“自动”方式。 1)发电机组起励建压,使n=1480rpm;U g=400V。(操作步骤见第一章) 2)查看微机准同期各整定项是否为附录八中表1的设置(出厂设置)。如果不符,则进行相关修改。然后,修改准同期装置中的整定项: “自动调频”:投入;“自动调压”:投入。
“自动合闸”:投入。 3)在自动准同期方式下,发电机组的并列运行操作 在这种情况下,要满足并列条件,需要微机准同期装置自动控制微机调速装置和微机励磁装置,调节发电机电压、频率,直至电压差、频差在允许范围内,相角差在零度前某一合适位置时,微机准同期装置控制合闸按钮进行合闸。 ⑴微机准同期装置的其他整定项(导前时间整定、允许频差、允许压差)分别按表1,2,3修改。 注:QF0合闸时间整定继电器设置为t d-(40~60ms)。t d为微机准同期装置的导前时间设置。微机准同期装置各整定项的设置方法可参考附录四(微机准同期装置使用说明)、实验三(压差、频差和相差闭锁与整定)等实验内容。 ⑵操作微机励磁装置上的增、减速键和微机励磁装置升、降压键,U g=410V,n=1515 rpm,待电机稳定后,按下微机准同期装置投入键。 观察微机准同期装置当“升速”或“降速”命令指示灯亮时,微机调速装置上有什么反应;当“升压”或“降压”命令指示灯亮时,微机励磁调节装置上有什么反应。 微机准同期装置“升压”、“降压”、“增速”、“减速”命令指示灯亮时,观察本记录旋转灯光整步表灯光的旋转方向、旋转速度,以及发出命令时对应的灯光的位置。 微机准同期装置压差、频差、相差闭锁与“升压”、“降压”、“增速”、“减速”灯的对应点亮关系,以及与旋转灯光整步表灯光的位置。 注:当一次合闸过程完毕,微机准同期装置会自动解除合闸命令,避免二次合闸。此时若要再进行微机准同期并网,须按下“复位”按钮。 4)发电机组的解列和停机。 5.教学方式 老师先进行实验原理及步骤的讲解,演示操作过程,并且提醒学生在实验过程当中的注意事项。同时,根据每个实验的不同,提出相关问题,激发学生的创新思维,提高学生解决实际问题的能力。 6.考核要求
一种中速高精度模拟电压比较器的设计
1引言 在A/D转换器中,比较器重要性能指标是工作速度、精度、功耗、输入失调电压、正反馈时产生的回程噪声等,这些指标影响和制约着整个A/D转换器的性能。高速比较器速度较快,一般采用锁存器(Latch)结构,但是失调和回程噪声较大,精度在8位以下,用于闪烁(Flash)、流水线(Pipeline)型等高速A/D转换器[1]。高精度比较器可分辨小电压,但速度相对较慢,一般采用多级结构,且较高的精度决定失调校准的必要性。这里设计的比较器是用于输入范围2.5V、速度1MS/s、精度12位的逐次逼近型A/D转换器,为了满足A/D转换器的性能指标,则需采用中速高精度的比较器。 2比较器的设计 由于该比较器用于输入电压2.5V、速度1MS/s、精度12位的逐次逼近型A/D转换器,因此比较器的精度至少应达到1/2LSB,即0.3mV的电压,速度高于12MHz,并且需要考虑一定的设计余量,所以暂定指标为精度0.2mV、速度20MHz。该中速高精度的比较器通常采用多级结构实现。在利用锁存器速度高、功耗小等优点的基础上,采用3级前置放大器组成的预放大级提高精度;采用输入失调储存与输出失调储存技术相结合的办法降低甚至抵消失调的影响;采用共源共栅、源随器结构的前置放大器和锁存器的时钟控制来抑制回程噪声的影响;采用数字触发电路获得高性能的数字输出信号。需要注意的是必须准确处理好比较器的各个工作阶段,使其各部分协调工作,降低相互之间的干扰,以达到最优的性能。 2.1总体结构与失调校准技术 图1为比较器电路的总体结构框图,采用3级电容耦合的前置放大器加锁存比较器的结构,其中耦合电容可用于失 调储存,开关用于控制比较器工作。 图1比较器的总体结构框图 暂不考虑锁存比较器的时钟控制以及整个电路的复位工作,该比较器工作大致分为2阶段:首先是失调校准阶段, 一种中速高精度模拟电压比较器的设计 王鑫,唐广 (电子科技大学电子工程学院,四川成都610054) 摘要:设计一种中速高精度模拟电压比较器,该比较器采用3级前置放大器加锁存器和数字触发电路的多级结构,应用失调校准技术消除失调,应用共源共栅结构抑制回程噪声干扰;应用数字触发电路获得高性能数字输出信号,设计采用0.35μm5V CMOS工艺实现一个输入电压2.5V、速度1MS/s、精度12位的逐次逼近型A/D转换器。 Hspice仿真结果表明:在5V供电电压下,速度可达20MHz,准确比较0.2mV电压,有效校准20mV输入失调,功耗约1mW。 关键词:比较器;锁存器;失调校准;弱正反馈;逐次逼近 中图分类号:TN453文献标识码:A文件编号:1674-6236(2009)07-0037-03 Design of a moderate-speed and high precision analog voltage comparator WANG Xin,TANG Guang (School of Electronic Engineering,University of Electronic Science and Technology of China,Chengdu610054,China) Abstract:A moderate-speed and high precision analog voltage comparator is designed,in which a multi-stage structure consisting of three pre-amplifiers,a latch and a digital flip-flop circuit are adopted.The comparator uses an offset cancellation technique to cancel offset,uses a cascode circuit to retrain kickback noise,and uses a digital flip-flop circuit to make a high performance digital output signal.Designed and fabricated in0.35μm5V CMOS technology,the comparator is used in a range of2.5V,1MS/s,12-bit successive approximation analog-to-digital converter.Hspice simulation results show that this comparator distinguishes0.2mV at20MHz under5V supply voltage,and effectively calibrate20mV input offset,with about1mW power consumption. Key words:comparator;latch;offset cancellation;weak positive feedback;successive approximation 收稿日期:2009-02-20稿件编号:200902043 作者简介:王鑫(1983-),男,四川成都人,硕士研究生。研究方向:模拟及数模混合集成电路设计。
自动化生产线实习总结.
实训小结 时间过的真快, 转眼间两周的实训时间就过了, 在过去的两周内我们小组在自动化生产线实验室进行了为期两周的实训练习。通过这段时间的切身实践,我们收获了很多,一方面学习到了许多以前没学过的专业知识与知识的应用, 另一方面还提高了自己动手做项目的能力; 还令我学会了一些如何在社会中为人处事的道理。 本次实训的指导老师是何老师和马老师。在实训拉开帷幕时,指导老师马老师首先给我们讲解了一下本次实训的目的、要求、主要内容及任务安排。从他的讲解我们了解到本次实训分两个阶段进行,阶段一是在第一周做好自动化生产线的前三个单元站——即供料单元、搬运单元和操作手单元,阶段二是在第二周做好自动化生产线的后三个单元站——即检测单元、加工单元和提取安装单元,并完成实训报告和实训小结。 实训开始后, 我们按照指导老师的要求, 每 5至 6人组成一个小组, 根据大家的工作习惯和相互了解情况,我们团队共有 6位成员组成(钟 **、陈 **、陈 **、王 **、林 **和我 ,经过推举我作为小组组长。组成团队后,为了便于开展实训工作, 同时也能够使团队成员确定个人实训任务,根据指导老师给定的要求我们的主要任务就是做好自动化生产线个单元站的编程调试工作,并写出此次实训各站的控制要求和控制工艺流程,以及画好各站的机械简图、电气原理图、安装接线图和详细程序。因此,我根据整个实训的安排进行了详细的任务分工,使团队成员在每个阶段工作时都能够各司其职,才尽其用。经过讨论我安排钟 **、陈 **、王 **三人负责程序的设计编写;林 **和我负责程序的调试工作;陈 **则负责文本的书写。整个实训过程中所有队员都应该参与到程序的设计当中随时做好对程序提供更好的解决方案。 本次实训,是对我们能力的进一步锻炼,也是一种考验。从中获得的诸多收获,也是很可贵的,是非常有意义的。不过在进行当中困难是随处可见的。 就像刚开始做第一个单元的时候, 我们在编写好程序准备开始进行调试的时候。由于技术原因, 电脑和 PLC 一直无法连接,在经过多种途径都无法解决问题的
FANUC高速、高精加工的参数调整
铳床、加工中心高速、高精加工的参数调整 (北京发那科机电有限公司王玉琪) 使用铳床或加工中心机床加工高精度零件(如模具)时,应根据实际机床的机械性能对CNC系统(包括伺服)进行调整。在FANUC勺AC电机的参数说明书中叙述了一般调整方法。本文是参数说明书中相关部分的翻译稿,最后的“补充说明”叙述了一些实际调试经验和注意事项,仅供大家参考。 对于数控车床,可以参考此调整方法。但是车床CNC系统无G08和G05功能,故车床加工精度(如车螺纹等)不佳时,只能调整HRV参数和伺服参数。Cs控制时还可调整主轴的控制参数。 目录 使用a i电机......................................... P 2 使用a电机.............................................. P22 补充说明................................................ P24 3.4.1伺服HRV空制的调整步骤 ⑴概述 i系列CN Q15i/16i/18i )的伺服因为使用了HRV2和HRV3控制(21i为选择功能), 改善了电流回路的响应,因此可使速度回路和位置回路设定较高而稳定的增益值。 Employment of high-sperd serve DSP
且— Curn*nl Icop lespon&e Lmpfmerr^iit D — Hitler vrilo^ty loop j 长沙学院专业综合设计说明书 长沙学院课程设计鉴定表 目录 1.系统功能与要求 2.系统元器件选型 3.系统端口配置 4.硬件电路设计 5.程序设计 6.调试与结论 装配流水线控制系统的设计 1.系统功能与要求 1 设计任务 通过毕业设计了解PLC控制的企业装配流水线基本原理以及工作流程,设计PLC控制实现的模拟装配流水线系统,控制多工位装入、多工位装配、单工位入库等操作。 ⑴以自动化实验中心综合实训室的网络型可编程序控制器实训平台为研究对象,了解控制对象结构组成,熟悉控制对象实际工作流程,确定受控对象与PLC间关系,估计程序步数; ⑵运行框图、硬件接线图绘制; ⑶画出PLC控制的梯形图; ⑷编制出语句表; ⑸输入指令并修改更正程序; ⑹调试运行并反复设计验证; ⑺整理设计思路、总结设计成果。 1.2 装配流水线的基本介绍 1.2.1 装配流水线的起源 20世纪初,美国人亨利.福特首先采用了流水线生产方法,在他的工厂内,专业化地将分工分的非常细,仅仅一个生产单元的工序竟然达到了7882种,为了提高工人的劳动效率,福特反复试验,确定了一条装配线上所需要的工人,以及每道工序之间的距离。这样里来,每个汽车底盘的装配时间就从12小时28分缩短到1小时33分。大量生产的主要生产组织方式为流水生产,其基础是由设备、工作地和传送装置构成的设施系统,即流水生产线。最典型的流水生产线是汽车转配生产线。流水生产线是为特定的产品和预定的生产大纲所设计的;生产作业计划的主要决策问题在流水生产线的设计阶段中就已经做出规定。 1.2.2 装配流水线的概述 在大量生产中,为了提高生产效率、保证产品质量、改善劳动条件,不仅要求机床能自动的对工件进行加工,而且要求工件的装卸、工件的工序间的输送、工序间加工精度的检测、废品的剔除等都能自动的进行。因此,把设备按工件的加工工序顺序依次排列,用自动输送装置将他们联成一个整体,并用控制系统将各个部分的动作协调起来,使其按照规定的动作自动的进行工作,这种自动化的加工系统就称为自动化生产流水线。 流水线是人和机器的有效组合,最充分体现设备的灵活性,它将输送系统、随行夹具和在线专机、检测设备有机的组合,以满足多品种产品的输送要求。输送线的传输方式有同步传输的/(强制式)也可以是非同步传输/(柔性式),根据配置的选择,可以实现装配和输送的要求。输送线在企业的批量生产中不可或缺。 流水线是劳动者为了方便生产将生产对象人为的通过外界设备将其按照一定的线路顺序通过各个操作点,以及用一定的速度来重复连续的完成生产过程。装配流水线把劳动对象和专业化生产专业的有效的结合在一起的一种生产方式。它具有以下特征: ⑴工作地点的专业化程度非常高; 1.本次实验的目的和要求 1 )加深理解同步发电机准同期并列原理,掌握准同期并列条件。 2)掌握自动准同期装置的工作原理及使用方法。 3)熟悉同步发电机准同期并列过程。 2.实践内容或原理 自动准同期并列装置设置与半自动准同期并列装置相比,增加了频差调节和压差调节功能,自动化程度大大提高。 微机准同期装置的均频调节功能,主要实现滑差方向的检测以及调整脉冲展宽,向发电机组的调速机构发出准确的调速信号,使发电机组与系统间尽快满足允许并列的要求。 微机准同期装置的均压调节功能,主要实现压差方向的检测以及调整脉冲展宽,向发电机的励磁系统发出准确的调压信号,使发电机组与系统间尽快满足允许并列的要求。此过程中要考虑励磁系统的时间常数,电压升降平稳后,再进行一次均压控制,以使压差达到较小 的数值,更有利于平稳地进行并列。 3.需用的仪器、试剂或材料等 THLZD-2型电力系统综合自动化实验平台 4.实践步骤或环节 选定实验台上面板的旋钮开关的位置:将“励磁方式”旋钮开关打到“微机励磁”位置; 将“励磁电源”旋钮开关打到“他励”位置;将“同期方式”旋钮开关打到“自动”位置。 微机励磁装置设置为“恒U g”控制方式;“自动”方式。 1)发电机组起励建压,使n=1480rpm ;U g=400V。(操作步骤见第一章) 2 )查看微机准同期各整定项是否为附录八中表1的设置(出厂设置)。如果不符,则 进行相关修改。然后,修改准同期装置中的整定项: “自动调频”:投入;“自动调压”:投入。 实验自动准同期并网实验 图1自动准同期并列装置的原理框图 “自动合闸”:投入。 3)在自动准同期方式下,发电机组的并列运行操作 在这种情况下,要满足并列条件,需要微机准同期装置自动控制微机调速装置和微机励磁装置,调节发电机电压、频率,直至电压差、频差在允许范围内,相角差在零度前某一合适位置时,微机准同期装置控制合闸按钮进行合闸。 ⑴微机准同期装置的其他整定项(导前时间整定、允许频差、允许压差)分别按表1,2,3修改。 注:QFO合闸时间整定继电器设置为t d- (40?60ms )。t d为微机准同期装置的导前时 间设置。微机准同期装置各整定项的设置方法可参考附录四(微机准同期装置使用说明) 、实验三(压差、频差和相差闭锁与整定)等实验内容。 ⑵ 操作微机励磁装置上的增、减速键和微机励磁装置升、降压键,U g=410V , n=1515 rpm,待电机稳定后,按下微机准同期装置投入键。 观察微机准同期装置当“升速”或“降速”命令指示灯亮时,微机调速装置上有什么反应;当“升压”或“降压”命令指示灯亮时,微机励磁调节装置上有什么反应。 微机准同期装置“升压”、“降压”、“增速”、“减速”命令指示灯亮时,观察本记录旋转 灯光整步表灯光的旋转方向、旋转速度,以及发出命令时对应的灯光的位置。 微机准同期装置压差、频差、相差闭锁与“升压”、“降压”、“增速”、“减速”灯的对应 点亮关系,以及与旋转灯光整步表灯光的位置。 注:当一次合闸过程完毕,微机准同期装置会自动解除合闸命令,避免二次合闸。此时若要再进行微机准同期并网,须按下“复位”按钮。 5.教学方式 老师先进行实验原理及步骤的讲解,演示操作过程,并且提醒学生在实验过程当中的注 意事项。同时,根据每个实验的不同,提出相关问题,激发学生的创新思维,提高学生 解决实际问题的能力。 6.考核要求学生根据实验要求和步骤完成实验任务,按照实验报告的要求和格式按成实验报 收稿日期:2006 08 02; 定稿日期:2006 10 09 基金项目:国家自然科学基金资助项目(60475018);国家高技术研究发展计划资助项目(2003A A IZ1100) 一种0.2 mV 20 MHz 600 W 比较器 孙 彤,李冬梅 (清华大学微电子学研究所,北京 100084) 摘 要: 提出了一种低功耗中速高精度比较器。比较器采用3级前置放大器加锁存器的多级结构,应用失调校准技术,用于一个电压2.5V 、速度1MS/s 、精度12位的逐次逼近型A/D 转换器。该比较器采用UM C 0.18 m 混合模式3.3V CMOS 工艺设计制造。仿真结果表明,在2.5V 电 压下,速度可以达到20M H z,准确比较0.2m V 电压,并能有效校准20m V 输入失调,功耗仅为600 W,版图面积为620 m 190 m 。 关键词: 比较器;弱正反馈;失调校准;逐次逼近 中图分类号: T N431.1 文献标识码: A 文章编号:1004 3365(2007)02 0270 04 A 0.2 mV 20 MHz 600 W Comparator SUN To ng ,LI Dong mei (Dep t.of Electronic En gineer ing ,T sing hua Univ ersity ,Be ij ing 100084,P.R.China) Abstract: A low pow er,mo der ate speed and high r eso lutio n co mpar ator is presented,in w hich a multi stag e st ructur e co nsisting of thr ee pr e amplifier s and a latch is ado pt ed,and an offset cancellatio n technique is used.De sig ned and fabr icated in U M C s 0.18 m mix ed mo de 3.3V CM O S t echnolog y,the co mpar ator is used in a 2.5V,1M S/s,12 bit successive appr ox imatio n analog t o digital conv er ter.Simulatio n r esults show that it can distinguish 0.2mV at 20M H z under 2.5V supply vo ltag e,and can calibr ate 20mV input offset effectively ,w ith o nly 600 W po wer co nsumpt ion.T he com par ator occupies a chip ar ea of 620 m 190 m. Key words: Comparato r;Weak po sitiv e feedback;O ffset cancellatio n;Successive appr ox imatio n EEACC : 2570D 1 引 言 比较器是A/D 转换器中的核心单元,其精度、速度、失调、功耗等指标对整个A/D 转换器的性能 有重要影响。高速比较器速度较快,可以达到1.8GH z [1],一般采用锁存器(latch)结构,但是失调比较大,精度在8位以下,用于闪烁(Flash)、流水线(Pipeline)等高速A/D 转换器[2 4]。高精度比较器可以分辨较小的电压,但是速度相对比较慢,一般采用多级结构,而且通常采用失调校准技术[5, 6] ,可以 应用于较高精度的逐次逼近型A /D 转换器。 本文设计的比较器用于一个逐次逼近型A/D 转 换器,该A/D 转换器正确的电源电压为2.5V 、采样率1MS/s 、12位精度,计划使用UMC 0.18 m 混合模式(mixed mode)3.3V CMOS 工艺制造。为了满 足该A/D 转换器的性能指标,需要一种中速高精度的比较器。本文对该比较器进行了论述,第二部分详细分析了该比较器的结构,第三部分列出了仿真结果,第四部分给出了该比较器的版图。 2 比较器结构 对于电源电压为2.5V 、速度1M S/s 、精度12位的逐次逼近型A/D 转换器,要求比较器至少能够分辨1/2LSB,即0.3mV 电压,速度在12M H z 以 第37卷第2期2007年4月 微电子学Microelectronics V ol 37,!2A pr 2007 全实验室自动化在三甲医院检验科的应用与评价 引言 在医疗技术日新月异发展的推动下,临床实验室也迎来了现代化管理的时代,在建设现代化的国际水准的中国特色的大型医院的进程中,检验科的建设直接关系着医院的临床科室的服务质量。如何能够高质量的、高速度地完成每日的临床标本检验,逐渐成为医院检验科必须面对的问题。许多大型综合性医院如三基甲等医院正在逐步的实现全面实验室自动化管理系统。本文就三甲医院实验室应用全实验室自动化系统所必备的条件、工作流程以及需要注意的问题等方面进行了阐述。 1 全实验室自动化系统所必备的条件 1.1实验室的场地与环境 全实验室自动化系统是一项综合性的系统工程,预先的规划非常重要。首先是对场地的要求非常高,要充分考虑到实验室的占地面积及空间结构的问题,还有度水、电、气的要求。纯水处理系统是实验室自动化系统应用中非常关键的部分,除了要保证水质供应满足实验要求外,还要考虑水路对实验室的安全及环境的影响。电路系统要求有专用供电线路和不间断电源且要保证安全。气路部分要考虑到气泵运行时的噪音对环境及实验仪器的影响。此外还涉及到网线的合理铺设、废水的预处理、实验室内部环境的监测等方面也都应该符合要求【1】。一般来说,全封闭的实验室环境最有利于整体结构的设计。 1.2全自动机械化操作平台 全自动化的标本运行流水线要靠机械化的操作平台来实现,要建立自动化轨道和机械传导装置,机械手可以代替传统的人工完成简单重复的工作,这其中包括配备离心机、自动化的分血系统、试管的去盖系统、样本的加载和卸载等环节都应设计合理,符合各个实验项目的不同要求,达到运行流畅,操作精确。 1.3全自动检测仪器 当前生产实验室全自动检测仪器的公司很多,主要有日立、奥林巴斯、贝克曼、雅培、Sysmex 和Bayer等,品牌多样,机型繁多。检测全血样本的全自动血细胞分析仪,检测血清(血浆)的生化分析仪和免疫分析仪,检测尿标本的尿干化学和尿沉渣分析仪等等。实现自动化的流水线,在选择全自动检测仪器方面要考虑到机型和运行速度,还要保证各个仪器联网接口的开放性、软件的升级和兼容性。各个实验室要根据医院规模和标本量来选择适合自己实验室的的全自动检测仪器,并落实各个仪器的连接和整合。 1.4全实验室LIS系统和联网平台 实验室信息系统(LIS)是全实验室自动化的信息流入口,LIS系统与全实验室自动化的匹配程度是整个自动化流程能够顺利进行的关键【2】。在医院信息系统(HIS)与实验室的分析处理装置之间建立一个庞大的联网平台,实现有效的数据交互和信息整合【3】,以达到检验全过程中检验信息的自动化管理。只有有了完善的LIS系统,才能使得全实验室自动化成为一个高效、智能化的系统。 1.5人员队伍的建立 建立了全实验室自动化系统,临床检验的工作流程发生根本的改变,实验室组织结构的转变既带来管理模式的改变,同时也要求实验室工作者进行全新的角色转换。要建立一支适应全实验室自动化标准的人员队伍,就要求实验室工作人员掌握电子、计算机以及管理学方面的知识,掌握全面的检验操作技术和现代化仪器的维护维修技能。 2 全实验室自动化系统工作流程 2.1 检验标本的生成 临床医师在医生工作站开具检验医嘱,由医师工作站管理系统根据医嘱生成条形码并上传装配流水线控制系统的设计
电力系统自动化-实验一自动准同期并网实验
一种低功耗中高精度比较器的设计
全实验室自动化