平车调校方法与保全作业标准
双压脚平车调较方法与保全作业标准
B-18B-28
17齿-19齿粗牙21齿幼牙或胶牙带槽位的一面带凹位针管调校车针凹位最高点一.根据不同物料选用不同的车针,针板及缝线,(车针.缝线由生产线提供)。
二.车针.针板.车牙的选用:
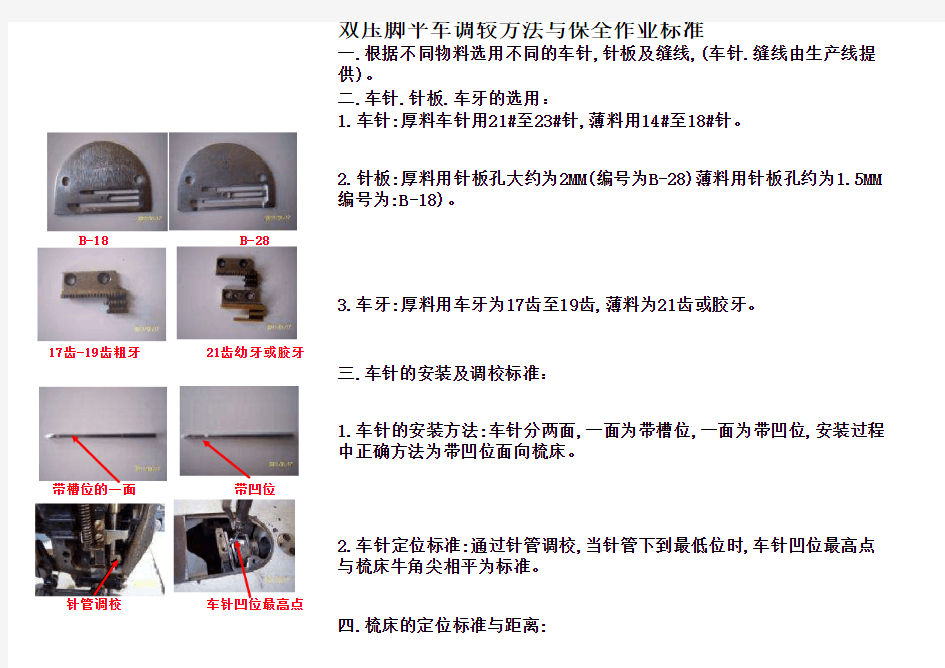
2.针板:厚料用针板孔大约为2MM(编号为B-28)薄料用针板孔约为1.5MM 编号为:B-18)。
1.车针:厚料车针用21#至23#针,薄料用14#至18#针。
三.车针的安装及调校标准:
3.车牙:厚料用车牙为17齿至19齿,薄料为21齿或胶牙。
1.车针的安装方法:车针分两面,一面为带槽位,一面为带凹位,安装过程中正确方法为带凹位面向梳床。
四.梳床的定位标准与距离:
2.车针定位标准:通过针管调校,当针管下到最低位时,车针凹位最高点与梳床牛角尖相平为标准。
梳床牛角尖与车针的距离牙齿与针板面的高度为
1MM
通过偏心轮螺丝可调校车针行快慢
通过偏心轮螺丝可调校车针行快慢
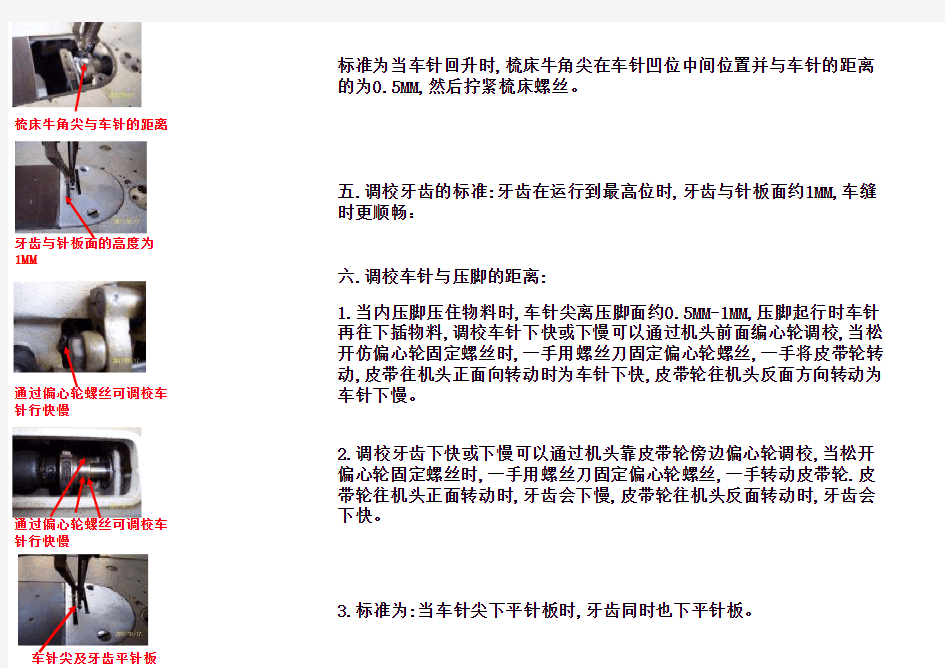
车针尖及牙齿平针板标准为当车针回升时,梳床牛角尖在车针凹位中间位置并与车针的距离的为0.5MM,然后拧紧梳床螺丝。
五.调校牙齿的标准:牙齿在运行到最高位时,牙齿与针板面约1MM,车缝时更顺畅:
六.调校车针与压脚的距离:
1.当内压脚压住物料时,车针尖离压脚面约0.5MM-1MM,压脚起行时车针再往下插物料,调校车针下快或下慢可以通过机头前面编心轮调校,当松开仿偏心轮固定螺丝时,一手用螺丝刀固定偏心轮螺丝,一手将皮带轮转动,皮带往机头正面向转动时为车针下快,皮带轮往机头反面方向转动为车针下慢。
2.调校牙齿下快或下慢可以通过机头靠皮带轮傍边偏心轮调校,当松开偏心轮固定螺丝时,一手用螺丝刀固定偏心轮螺丝,一手转动皮带轮.皮带轮往机头正面转动时,牙齿会下慢,皮带轮往机头反面转动时,牙齿会下快。
3.标准为:当车针尖下平针板时,牙齿同时也下平针板。
面线.底线摆放面线.底线穿法
打线机面线经过夹线器
线梳、线芯通过线梳螺丝调较针距调节器
八.线流,线芯安装及调较。
1、线梳、线芯的安装:首先从打线机上取下打满底线的线芯放到线梳里面、正确方法为,线芯放到线梳里面时,当拉底线时为正转,而不是七.穿线的标准方法:
(1)首先将要使用的车线放在线架上面,线架上面有两个线座,右手在机器正面右手上方有个数字针距器,上面有1至8的数字,针距的大小从调节器的大小变化而变化,数字越打,针距越大(图片)
九:针距疏密调较:
十:上油:
带红点部位为加油孔
油量最高位及最低位十一清洁:
1.每天下班前要将机头与机台装面清洁。
4.点料牙齿与梳床的清洁(一定要关掉电源及打开针板清洁)。不正确机头正确机头
5.马达与机架清洁。4.机头复位:要求平稳,不能左右摇晃与倾斜避免机身失重损坏机器。1.当使用一台新机器时,或一台机器经过长时间闲置再使用时,要先将机器带红点部位加油才可以使用。
2.操作前翻起车头检查油缸的储油量是否正常,需加油时请注意油不宜加太多或太小,要求机油储存量为底缸油面平齐即可,(油盘油量最高位为H,最低位为L)。
3.每天操作前必须保证给注油孔注入机油3到5滴。