YAMAHA YS12 操作使用培训资料

YAMAHA YS12操作培训概要
一.目的: 为了让大家对YAMAHA YS12/YG12操作使用有进一步的了解认识。
二.安全事项:1.操作人员请在接受专业培训后操作机器。
2.机器动作时请勿将身体或其他异物伸入机器内部,以免造成人身伤亡或机器损坏。
3.机器运行过程中如发生异响或其他异常情况,请按“紧急停止”按钮,检查机器状
况。
三.机器基本操作及程序编制:
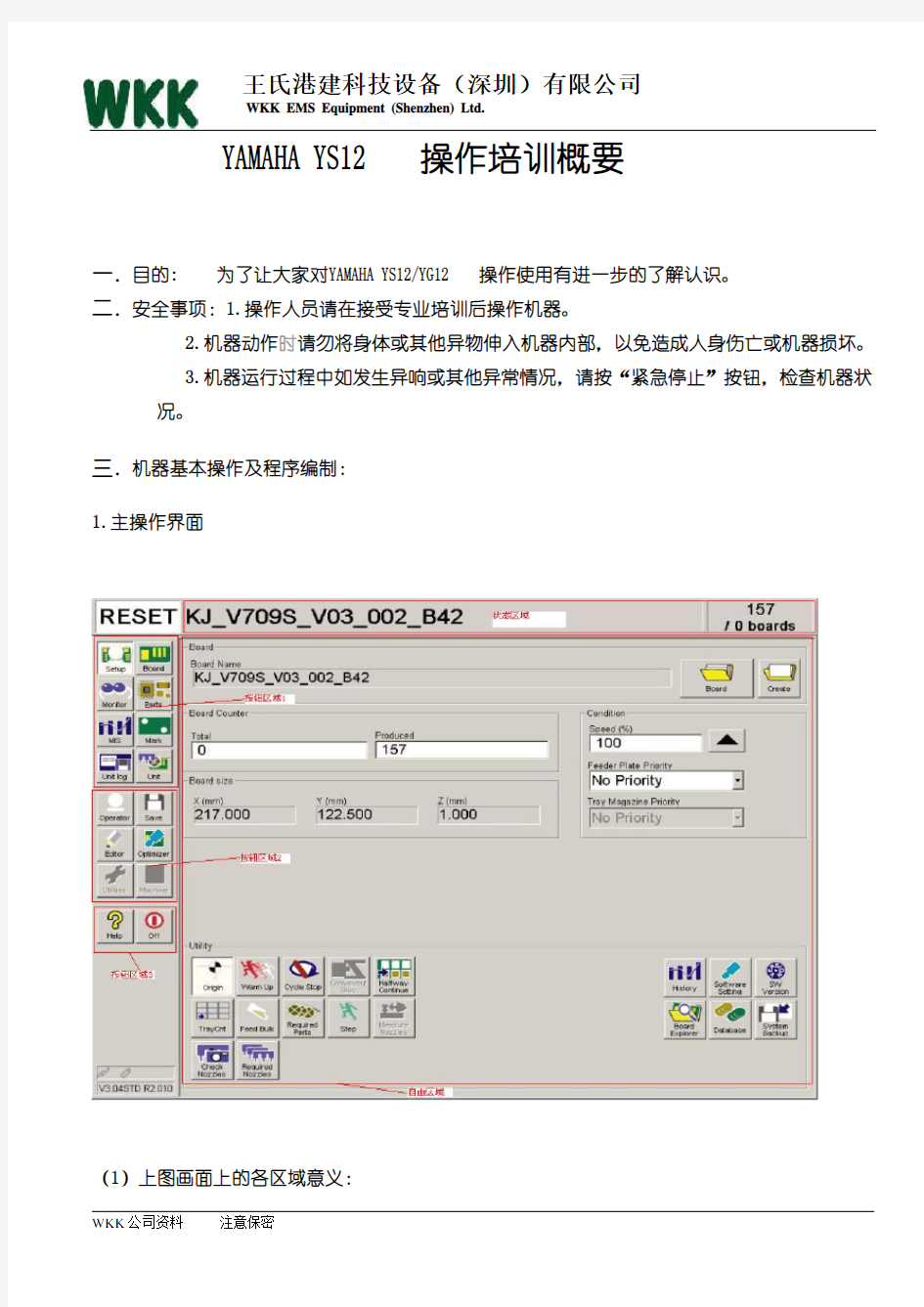
1.主操作界面
(1)上图画面上的各区域意义:
状态区域:左端显示当前的机器状态;中间显示所选基板的名称;右端显示基板的生产数量。 按钮区域1:可选择主要的操作菜单。随着所选按钮,【自由区域】的画面内容自动切换。 按钮区域2:调用辅助功能的按钮。
按钮区域3:帮助按钮和切断电源按钮。
自由区域:显示由菜单按钮选择的操作画面。
(2)状态栏各状态意义介绍
(3)基本操作
开关机步驟:
开机
归原点、暖机 选择程式 调试、生产 关机 ※ 一定要按正常程序开关机器!
Y 点击 完成 ※ PCB 宽度设定不可过宽(会导致PCB 掉落),亦不可过窄(会导致PCB 传送不顺)!
PCB 固定以及顶针放置
机器启动 5到10分钟
点击点击完成※PCB厚度设定与TABLE上升的高度无关;但为了保持程式与其他机型的一致性,请按实际厚度录入.
※PCB的固定方式是采用PCB clamp及Edge clamp配合的方式进行定位的. 程式中的定位方式
只要选择成Edge clamp即可
2.BOARD参数设置
(1):BOARD
Board Size(X):指要生产的PCB在X方向上的尺寸.
Board Size(Y):指要生产的PCB在Y方向上的尺寸.
Board Size Height:指要生产的PCB的厚度.
Board Comment:对当前程序的说明性语句,对机器运行不产生影响,如“For IBM Main Board”等.
Prod. Board Counter:产量计数器,每生产一块PCBA该数据就会自动累加1(如果是拼板则以整块产品计算). Prod. Board Counter MAX:以整块PCBA计算的计划产量,机器产量达到该值后会出现报警提示产量完成,设为0则表示无穷大.
Prod. Block Counter:以小拼板计算的产品产量.
Prod. Block Counter MAX:以小拼板计算的计划产量,机器产量达到该值后会出现报警提示产量完成,设为0 则表示无穷大.
Unloader Counter:机器轨道出口处的产量计数器,此处每有一块PCBA送出则自动加1.
Unloader Counter Max:允许从机器轨道出口流出的产品数量.
Board Fix Device:设定用于固定PCB的装置,一般选EDGE CLAMP方式.
T rans Height:设定PCB生产完毕后P/U Table下降一定的高度,以便PCBA被松开送出机器.
Conveyor Timer:轨道上感应PCB的Sensors信号延时,当PCB上有孔或较大缝隙影响到正常感应时,可适当设定该参数以便消除影响.
Alignment:设定机器贴装材料时是否使用相机识别的功能.
Vacuum Check:设定机器运行时是否通过真空检测来判断材料是否被正确吸取.
Retry Sequence:设定当材料被抛弃后机器补贴的方式.有AUTO/BLOCK/GROUP三种.
Precede Pick:设定是否使用预先吸取材料的功能.
Conveyor Motor Speed:设定轨道传送的速度.
Conveyor Y speed:有FAST、MIDDLE、VERY SLOW选项,表示TABLE移动的速度.
Skip retry:设置因元件吸附错误、元件识别错误、元件用完等原因不能使用元件时是否贴装其他可以贴装的元件。
(2)MOUNT
Pattern Name:表示该元件在产品上的名称如“R5、C10、IC201”等
Skip: 某个元件“Skip”栏的“口”内打上“X”表示该元件被跳过,不会贴装.
X、Y、R:分别表示该元件在PCB上贴装位置的X、Y坐标和贴装角度.
P. No.: 表示该材料在“PARTS”Data内的位置行号,后面继续讲述.
Part Name:该材料的编码即通常所说的“料号”.
Head:规定该元件贴装时所用的贴装头序号(机器上远离Moving Camera的那个头为Head1)
Bad:用于机器自动跳过坏板的“Bad Mark”序号,整板程序时可以区分同名元件属于那一块板.
Fid: 用于设定POINT FID.、LOCAL FID.等.详见“Fiducial”一节讲述.
单击可以选择“Execute”(正常贴装)或“Skip”(此时机器为过板模式,几“Pass Mode)
该键按下后可以用鼠标直接在“Skip”一栏的方框里打“X”以便跳过某一元件,否则不能进行以上操作,以防止误操作导致元件漏空.
Row Edit: 可以进行数据的“插入、删除、复制、粘贴、以及剪切”等操作.
Insert:在光标所在位置插入空行,原有内容自动下移,OwPaste:将复制的内容贴到光标所在处,新的内容直接覆盖原来的内容。
InsPaste:将复制的内容贴到光标所在处,原来的内容自动下移,不会被覆盖。
Cut(Del):删除剪切当前行被删除,下面的内容直接上移,剪掉的内容还可以贴到其它位置。
Cut(Crl):清空剪切当前行内容被删除,但保留空行,剪掉的内容还可以贴到其它位置.
Replace:可以按照设定的条件进行替换操作.“ABC Replace”只对满足条件的第一行执行操作。
“All Replace”对满足条件的所有行执行操作.
Renumber:可对贴装数据按照不同的条件进行排序。
单击“TEACH”画面如下,可以通过Camera来直接提取元件的贴装坐标.
Setting:在示教坐标
前先纠正Fiducial
Step Mode:点亮后用图中的箭头键移动相机时可以平稳匀速移动.
“0.010”:该框显示的数据为单步移动的幅度,可用下面的三角箭头选择0.010mm、0.1mm、以及1mm等. Speed(%):可以调整移动的速度,可以用下面的三角箭头选择不同的速度.
Light:可选择不同的灯光照明,以达到视野清晰的效果.
Setting:可以选择是否通过识别Mark来补偿PCB位置偏移,同时也可选择对拼板的某一小块操作.
Trace:用于追踪当前坐标,Trace Previous、Trace Next,用于追踪上一行或下一行坐标.Auto与Trace Previous、Trace Next配合使用,可自动向前、向后追踪坐标。
Set Point:当元件尺寸超出Camera视野时,可以通过多点的方式找到元件中心.
Clear Point:清除多点示教中已添加的坐标。
Teach:可以将当前坐标直接计入程序.
Adjust按钮用于调试目前材料的各项识别参数,请参见”PARTS”一节讲述, 这里不再赘述.
(3)OFFSET
Check Box:该键按下后可以用鼠标直接在“Skip”一栏的方框里打“X”以便跳过某一拼板,否则不能进行以上操作,以防止误操作.
*:上图“*”处的一行“Board Origin”表示PCB坐标原点位置,可以点击“Teach”按钮再直接通过镜头提取得到.一般定义在第一块拼板上的某一特征点,以方便接下来的操作.
··图中从表格的第二行起(即编号为1、2、3….等所示的各行),每一行代表该PCB的一块拼板,而且每一行的X、Y、R分别表示该拼板的相对坐标.
Pattern Name:可以输入各拼板的名称(如“Block1、Block2….)对机器运行不产生影响,只是用于区分拼板的序号.
Teach:可用来拼块坐标的拾取。
(4) FIDUCIAL
几种常用Fid.概念:
Board Fid:定义用于补偿整块PCB贴装坐标的一组Mark点;Block Fid.:定义用于补偿某一拼板贴装坐标的一组Mark;Local Fid.:用于补偿某一组元件贴装坐标的一组Mark;Point Fid.:用于补偿某一个元件贴装坐标的一组Mark.
Edit:点击该按钮可以选择是否使用以上所述各种Fiducial.
*上图中表格里的X、Y、值分别表示定义的各个的坐标.
Mark1、Mark2:该列数字表示前面X、Y坐标定义的Fiducial在“Mark”参数中对应的行号,两个Mark 可以相同,也可以不同,其中Mark2的数字如果为“0”则表示与Mark1相同(如“Mark1为1,Mark2
为0”等同于“Makr1为1,Mark2为1”)但是Mark1的数字不能为0.
(5)BADMARK
几种常用Bad Mark概念:
Board Bad Mark:定义用于判断整块PCB是否贴装的Bad Mark;Block Bad Mark:定义用于判断某一拼板是否贴装元件的Bad Mark(一般设定);Local Fid.:在整板程序中用于判断某一个元件是否贴装的Bad Mark Edit:点击该按钮可以选择是否使用以上所述各种Bad Mark.
*上图中表格里的X、Y、值分别表示定义的各个的坐标.
Mark:该列数字表示前面X、Y坐标定义的Bad Mark在“Mark”参数中对应的行号.
3.PARTS参数设置 ]
(1)BASIC
Alignment Group:机器将材料粗分为“Chip、Ball、IC、Special….”等若干大的组别,根据不同的材料选择其归属的组别.
Alignment Type:机器在将材料粗分为上述几个组别后,对于每一组别的元件又根据不同的外形细分为若干个小的类别,同样根据不同的材料选择其归属的类别.
Required Nozzle:用于吸取和贴装选择该材料的吸嘴类型.
Package:定义该材料的包装类型,Tape表示带装料,Tray表示托盘包装材料,Stick表示管装材料.
Feeder Type:设定适合安装该材料的Feeder类型,根据具体的宽度和Pitch值选定.
Tape Type:元件供给形式为tape时设置。
Reel Diameter Size:指定料带盘的直径。
Dump Way:选择不良材料被抛掉时的抛弃位置,Dump Pos.表示散料盒,Station表示抛弃IC用的皮带是抛料带,SP. Dump Back
Retry Time:表示当某一材料不良抛掉时允许连续抛料的次数,No Retry表示不允许自动重复抛料,只要有一个材料不良机器就报警.
(2)PICK
Feeder Set No.:设定该材料安装到机器上的站位
Position Definition:设定材料吸取位置,Autoexec表示自动默认位置,Teaching表示从机器机械原点开始计算的绝对坐标位置,Relative表示从设定的站位开始计算的相对坐标.
X、Y:当上一参数设为Teaching或者Relative时该X、Y才有效,表示具体的吸料位置.
Pick Angle:设定吸嘴吸取材料时旋转的角度,当材料长轴方向与吸嘴长轴方向不同时,适当设定该参数将有利于材料吸取.
Pick Height:设定吸嘴吸取材料时的高度补偿,正值表示向下压,负值表示向上提高.
Pick Timer sec:指吸附元件时,从感知真空压开始到吸嘴停留在下降段的时间(秒)。芯片元件等小型元件,一般都设置为0.
Pick speed:指吸附元件时,贴装头的下降轴(Z轴)的速度。
XY Speed:机器Head沿XY方向移动的速度,分为10个级别.
Pick Start:有Normal和Bottom两个选项.“Normal”表示Head在下降到材料表面以前提前开始产生真空“Bottom”表示Head下降到材料表面以后机器才开始产生真空吸取材料,“Bottom”有助于减少某些材料吸取时侧翻的现象.通常设为“Normal”.
Pick Action:吸取动作模式可设定为“Normal”、“QFP”、“FINE”、“Details”等.几种模式的区别如下. Normal:是普通模式,相同条件下该模式的运行速度最快,具体动作顺序为:“识别PCB上的Mark——吸取材料——识别材料——旋转贴装角度(——识别Point Fid.或者Local Fid.)——贴装”.
QFP:该模式比较“Normal”模式速度明显较慢,这种模式下贴装材料时Head不会直接下降到贴装高度而是Head下降后材料还会离PCB有一定的距离(一般设为4mm),然后再由Z轴马达动作向下贴装,这样贴装会较“Normal”模式的精度更高,另外“QFP”模式下机器Head不是一次性直接移动到要贴装坐标再向下贴装,而是先高速移动到贴装坐标附近后减速移动到贴装位置,然后再贴装.动作顺序与上述Normal”模式相同.
Fine:此贴装模式下机器试用“Single Camera”识别材料,当机器没有配置“Single Camera”时不能选用该设定.动作顺序为:“识别PCB上的Mark——吸取材料——旋转贴装角度(——识别Point Fid.或
者Local Fid.)——识别材料——贴装”即所有贴装前的准备工作完成后才识别并贴装,从而减少了识别以后产生的误差,保证了贴装精度,该模式在所有动作模式中精度最高,速度最慢.
Details:即为细化模式,机器可以将Head吸取动作细分为“Head下降、Head提升”等小的阶段,而且每个阶段的动作方式可以分别设定.在这种模式下接下来的“Pick Tango”、“Pick Down”以及“Pick Up”
等参数才有效,常用于材料太小吸取不良较多时.
Pick Tango:有“Normal”、“INTOL”“Tango R”“Tango XYR”几个选项,X、Y、R等轴的停止方式. Normal:正常方式没有明显Tango动作.
INTOL:公差等待模式,机器通过调整Z轴与X、Y、等轴的动作顺序达到精确贴装的目的,常用于贴装较小型的元件.
Tango R:选择此种模式当R轴需要旋转某一规定的角度时,R轴马达不是一次型旋转到位,而是先快速旋转到接近目标值后,再减速旋转到目标值.
Tango XYR:此时R轴和XY轴均不会一次性运动到目标位置,而是先快速旋转到接近目标值后,再减速
运动到目标值.
Pick Down:规定吸取材料时Head下降的动作,可以选择“Air”、“Fast Air+Servo”、“Slow Air+Servo”等不同的模式.
Pick Up:规定吸取材料时Head上升的动作,可以选择“Air”、“Fast Air+Servo”、“Slow Air+Servo”等
不同的模式.
Nozzle Touch Point Offset:设置元件最上面到吸嘴前端接触位置的距离。
(3)MOUNT
Mount Height:贴装材料时Head高度的补偿值,正数表示默认贴装高度开始向下压低的高度,负数表示从默认贴装高度开始向上提高的高度.
Mount Timer:材料贴装到PCB上后吸嘴抬起前的延时.适当设定延时有利于材料贴装的稳定性.
Mount Speed:吸嘴贴装材料的速读,共有10%~100%10个不同的速度等级.
XY SPEED、Pick&Mount Vacuum Check:其意义和上述Pick参数中讲述的相同,这里不再赘述.
Mount Vacuum:机器贴装材料时当真空减小到设定的值后,才认为材料已经贴好,然后吸嘴才从材料表面抬起Mount Action、Mount Tango、Mount Down、Mount UP:这一组参数与前述Pick参数中相对应的参数意义相似,只是这里规定的是贴装时的各种动作模式,可以参照学习.
Nozzle Touch Point Offset:设置元件最上面到吸嘴前端接触位置的距离。
(4)VISION
Alignment Module Back:背光识别模式,即透射识别模式,该识别模式需要另外安装专用配件才有效,通常情况下不能使用.
Alignment Module Fore:前光识别模式,即照相机通过反射模式识别材料,机器通常使用该模式工作.
Fore Scan Camera:一般扫描相机的选择框为选中状态,如果删除选中记号,则使用扫描相机以外的相机进行识别。
Light Main:相机识别材料时打开或关闭主光光源.
Light Coax:相机识别材料时打开或关闭同轴光光源.
Light Side:相机识别材料时打开或关闭侧光光源.
Lighting Level:照相机灯光的强度,有8个强度等级.
Auto Threshold:是否通过自动方式设定Comp.Threshold值,当选择了“Use”则不能手动更改上述参数,只能通过机器自动设定,进行最优化调整时机器可以自动设定该参数.选择“Not Use”则可以手动更改.
Comp.Threshold:计算机语言通过灰阶值来描述一个黑白像素的色度,0代表最黑,255代表最白.机器识别元件时,对于某一个像素如果灰阶小于该值就以黑色处理计算,反之大于该设定值则判断为白色,这样将亮度不同的地方用二进制的方法描述出来如下左图.
Comp. Tolerance:机器识别元件时允许的误差范围.
Search Area:机器识别元件时的搜索范围.
Datum Angle:通常情况下机器对方向的规定是“上北、下南、左西、右东”更改这个参数可以改变机器对方向的规定,如设为180度,则变为“上南、下北、左东、右西”.
Comp. Intensity:规定元件的最小亮度,如设为30,当某个元件识别时平均亮度小于30则机器会以不良材料
处理将其抛掉,适当设定该参数会一定程度上避免产品“漏件”.
Multi MACS:机器用来进一步补偿Ball Screw加工误差的装置,分别安装在机器Head的左右两边
(5)SHARP
Alignment Group、Alignment Type:详见前述“Basic”一节讲述.
Body Size X、Y、Z:分别设定元件的长宽厚等参数.
D”所示.
Ruler Width:机器识别元件时的标尺线的宽度,如图“E”所示.
Leader Number:元件单侧的管脚数量.
Leader Pitch:元件相邻两管脚之间的间距.
Leader Width:元件的管脚宽度.
ReflectOffset:设置从引脚的前端到内侧的哪个位置为检测引脚的检出线。一般使用初始值。
(6)OPTION
Alternative Parts:设定某两站材料为互补材料,当一站缺料时机器会自动使用其互补材料.
Parts Group No:当元件由于高度不同需要按照一定的顺序贴装时可以通过这个参数将材料分成若干组,机器会从组号小的元件到组号大的元件按顺序贴装,如果低组的元件缺料,机器不会继续贴装,会一直等用尽的材料补充好并贴装完成后在贴装大组号的元件.其中0表示没有分组.
Use Feeder Optimize:设为Yes则表示优化程序时允许该材料移动料站优化,即让机器自动分配站位,设为NO 则不允许该材料移动料站优化,优化后站位不变(详见下述程序优化一节).
Pick Pos Correction :需自动校正吸附位置时设置。]
(7)Side View
Side View Camera:设置侧面视觉相机的识别方法。从下拉菜单中选择。
[没有]:不使用侧面视觉相机功能。
[有简易]:用简易方式执行侧面视觉相机的识别。将[形状]选项卡画面的[C:外形尺寸元件厚度]设置的数值为基准值,以+/-50%以内的元件厚度误差为[识别公差]。对元件进行识别。
[有详细]:用详细方式执行侧面视觉相机的识别。在[C:外形尺寸厚度公差]中设定任意值。已[形状]选项卡画面的[C:外形尺寸元件厚度]设置的数值为基准,[C:外形尺寸厚度公差]中设定值为[识别公差]识别元件。Bring Back Check:设置是否进行带回元件的检查。从下拉菜单中选择。
[NOT USE]:不执行由侧面视觉相机进行的带回元件的检查。
[USE]:贴装或丢弃元件后,由侧面视觉相机执行带回元件的检查。
Part Thickness:只有将[Side View Camera]设置为[有详细]时才可以设置。
4.MARK参数设置
(1)BASIC
Mark Type :定义该Mark是用于调整贴装坐标的Fiducial,还是用于判断坏板的Bad Mark.
Database:表示该Mark在机器Database中的位置(机器出前已经编辑好了部分常用的Mark存放在一个库存里即“Database”)如下图.
Library Name:该参数没有意义,不能设定.
(2)SHARP
Shape Type:设定该Mark的形状,有圆形、长方形、三角形等多种选择
Mark Out Size:设定该Mark的外形尺寸
.
(3)VISION
Surface Type:设定该Mark的表面类型,有Nonreflect(不反光)和reflect(反光)两种选择.
Algorithm Type:设定运算方式.
Mark Threshold:计算机语言通过灰阶值来描述一个黑白像素的色度,0代表最黑,255代表最白.机器识别Mark 时,对于某一个像素如果灰阶小于该值就以黑色处理计算,反之大于该设定值则判断为白色,这样将亮度不同的地方用二进制的方法描述出来.
Tolerance:表示识别该Mark时允许的误差.
Search Area X、Y:设定机器识别Mark时在X、Y方向上的搜索范围,超过此范围机器则不进行识别.
Outer Light、Inner Light、Coaxial Light、IR Outer Light、IR
Inner Light:识别Mark时Camera前端用于照亮Mark的灯光分为“外圈灯光、内圈灯光、同轴光、IR内圈光、IR外圈光”等机中灯光,其中每一种灯光可以分别选择不同的亮度.
Cut Outer Noise、Cut Inner Noise:识别Mark时可以通过这两个参数设定来过滤掉Mark内部和外部影响正常识别的干扰噪点.
Sequence:有Quick、Normal、Fine三种模式,分别表示不同的运算精度.
(4)MARK ADJUST
点击进入基准点调整界面
Monitor Mode:识别标记显示模式。Convey In /Convey Out :轨道传输。Move Head:移动头部以识别标记。Mark Light:设置标记照明
Test:执行标记的识别
Find Best :执行标记的优化Check:标记界限值的确认。
5.程序的转换和优化
(1)程序的转换
点击图标出现如下画面:
如上图所示,选择菜单“Tool/Block offset”下的选项:
Block Distribute…:将拼板程序扩展为整板程序,同时保留“Note Data”以便需要时重新返还到拼板程序,如选不保留“Note Data”那就无法重返到拼板程序.
Block Distribute Return:将通过上述“Distribute with note data”方式扩展的程序返回复原到拼板程序(2)程序的优化
点击图标出现如下画面:
点击上图箭头所示出现如下画面:
此处选要优化的PCB
Feeder set condition:
All Parts Fixed:仅仅对元件的贴装顺序和贴装头进行优化,feeder放置位置不进行优化。
Move Within Feeder Plate:对元件的贴装顺序和贴装头进行优化,feeder放置位置在本feeder plate 内优化。
Move Within Table:对元件的贴装顺序和贴装头进行优化,feeder放置位置在本table内优化。Move within Stage:对元件的贴装顺序和贴装头进行优化,feeder放置位置本stage内优化。Move within Machine:对元件的贴装顺序和贴装头进行优化,feeder放置位置在机器内任意优化。点击【save setting】按钮后出现如下画面:
程序优化成功后,需重新调取程序进行生产。
6.Feeder使用方法及注意事项. 请参阅《feeder operate manuanl》7.机器维护保养. 请参阅《YS series maintenance manual》
(THE END)
电工安全操作规程培训
电工安全操作规程 1. 未经安全培训和安全考试不合格严禁上岗。 2. 电工人员必须持电气作业许可证上岗。 3. 不准酒后上班,更不可班中饮酒。 4. 上岗前必须穿戴好劳动保护用品,否则不准许上岗。 5. 检修电气设备时,须参照其它有关技术规程,如不了解该设备规范注意事项,不允许私自操作 6. 严禁在电线上搭晒衣服和各种物品。 7. 高空作业时,必须系好安全带。 8. 正确使用电工工具,所有绝缘工具,应妥善保管,严禁它用,并应定期检查、校验。 工具的正确使用:钳,改刀,电笔 9. 当有高于人体安全电压存在时严禁带电作业进行维修。 10. 电气检修、维修作业及危险工作严禁单独作业。 为什么: 11. 电气设备检修前,必须由检修项目负责人召开检修前安全会议。 12. 在未确定电线是否带电的情况下,严禁用老虎钳或其他工具同时切断两根及以上电线。 13. 严禁带电移动高于人体安全电压的设备。 14. 严禁手持高于人体安全电压的照明设备。 15. 手持电动工具必须使用漏电保护器,且使用前需按保护器试验按钮来检查是否正常可用。 16. 潮湿环境或金属箱体内照明必须用行灯变压器,且不准高于人体安全电压36V。 17. 每个电工必须熟练掌握触电急救方法,有人触电应立即切断电源按触电急救方案实施抢救。 18. 配电室除电气人员严禁入内,配电室值班人员有权责令其离开现场,以防止发生事故。 19. 电工在进行事故巡视检查时,应始终认为该线路处在带电状态,即使该线路确已停电,亦应认为该线路随时有送电可能。 20. 工作中所有拆除的电线要处理好,不立即使用的裸露线头包好,以防发生触电。 21. 在巡视检查时如发现有故障或隐患,应立即通知生产方然后采取全部停电或部分停电及其它临时性安全措施进行处理,避免事故扩大。 22. 电流互感器禁止二次侧开路,电压互感器禁止二次侧短路和以升压方式运行。 23. 在有电容器设备停电工作时,必须放出电容余电后,方可进行工作。 24. 电气操作顺序:停电时应先断空气断路器,后断开隔离开关,送电时与上述操作顺序相反。 25. 严禁带电拉合隔离开关,拉合隔离开关前先验电,且应迅速果断到位。操作后应检查三相接触是否良好(或三相是否断开)。 26. 严禁拆开电器设备的外壳进行带电操作。 27. 现场施工用高低压设备以及线路应按施工设计及有关电器安全技术规定安装和架设。 28. 每个电工必须熟练牢记锌锅备用电源倒切的全过程。 29. 正确使用消防器材,电器着火应立即将有关电源切断,然后视装置、设备及着火性质使用干粉、1211(是二氟一氯一溴甲烷的代号,分子式为CF2C1Br)、二氧化碳等灭火器或干沙灭火,严禁使用泡沫灭火器。 30. 合大容量空开或ME时,先关好柜门,严禁带电手动合ME。 31. 万用表用完后,打到电压最高档再关闭电源,养成习惯,预防烧万用表。 32. 严禁向配电柜、电缆沟放无关杂物。 33. 光纤不允许打硬弯,防止折断。 34. 生产中任何人不准使拉拽DP头线,防止造成停车。
实验人员安全培训记录
实验室安全培训目录 1 实验室守则 2 实验室安全操作规程 3 消防基础知识 4 紧急救护常识 1、实验室守则 1 安全的方法便是正确的方法,细致制定计划,合理安排工作。 2 能使用提供给你的所有安全设施和防护设备,清楚它们的放置位置。 3 必须始终佩戴安全防护眼镜。适时佩戴防护呼吸面罩,穿工作服、工作鞋,注意你的长发。 4 不准在实验室进食和饮水(也不可以在冰箱里储存食物),绝对禁止在实验室吸烟。 5 任何形式的嬉戏打闹都是危险和不允许的。 6 如果见到你的同学有危险举动,请向他们指出。 7 向老师报告所有不安全的情形、不安全的行为和可能引起意外事件的任何状况。 8 了解常见危险化学药品的性质,在有充分的防护措施时才能使用。 9 绝不能在无人看管的情况下进行化学反应或实验。 10 保持实验区域干净整洁,规范使用水、电、气、火等。 11 如果出现不可控制局面,请离开现场并请求援助。 12 外来人员进入实验室必须佩戴安全防护眼镜,并请听从实验人员安排。2、实验室安全操作规程 1、在实验室工作当中存在化学灼伤、气体中毒、火灾触电、机械伤害等风险。 2、实验人员在实验室内必须穿戴工作服装,取样人员必须佩戴好相应的劳保用品与安全防护用具。
3、所有药品、标样、溶液都应有标签,绝对不要在容器内装入与标签不相符的物品。 4、不准穿拖鞋进入实验室,注意保持实验室的清洁卫生。 5、有毒、腐蚀、易燃、易爆的物品应妥善保管。贮存和使用应遵守?化学危险物品安全管理条例?。 6、实验室内严禁吸烟、饮水、进食。 7、开启易挥发液体试剂之前,先将试剂瓶放在自来水流中冷却几分钟,开启时,瓶口不要对人,最好在通风厨中进行。 8、易燃溶剂加热时,必须在水浴或沙浴中进行。 9、装过强腐蚀性、可燃性、有毒或易燃物品的器皿必须由使用者亲自洗净。 10、实验时若发现仪器设备出现故障或异常情况(如:有异味、冒烟等)时,应立即关闭电源开关,拨掉电源插头,并及时向实验室管理人员报告。 11、取下正在沸腾的溶液时,应用瓶夹摇动后取下以免溅出伤人。 12、玻璃棒、玻璃管、温度计等插入或拔出胶管时,均应垫有棉布且不可强行插入或拔出,以免折断刺伤人。 13、实验完毕,要关闭设备的电源、关好通风橱、整理好仪器设备,并打扫卫生。 14、配制药品或试验中能放出HCN、NO2、H2S、SO2、NH3及其它有毒和腐蚀性气体时,应在通风厨中进行,并带好必要的劳保用品。 15、实验室内应备有急救药品,消防器材和劳保用品。 16、化验室内应保持空气流通,环境清洁、安静。 17、易燃性气体不可与有助燃性的气体放到一个气瓶间,气瓶间内一定要有相应的防爆防倾设施。 18、样品的取样、接受、贮存和处置等要符合国家和公司的相关规定。 19、对实验产生的废液、废油、废物要分类存放并定期处置,禁止随意倾倒和储存。 20、实验室使用及存储的化学药剂或化学危险品都应备有相对应的化学品安全技术说明书(即MSDS),包括电子版和纸质版,并存放于实验室工作人员易于查找阅读的地方。同时实验室工作人员在使用化学药剂(特别是危险化学品)之前要对MSDS进行阅读学习,了解其危险特性及应急措施。 21、化学烧伤事故应急措施:当浓酸溅到眼睛或皮肤上时,应立即用大量清水冲洗,再用%的碳酸氢钠溶液清洗;当强碱溅到眼睛或皮服上时,应迅速用大量清水冲洗再用2%的稀硼酸溶液清洗眼睛或用1%的醋酸溶液清洗皮肤。 当酸和碱滴溅到眼睛或皮肤上时,除经过上述处理外,还应马上送往医院进行救护。 对于较轻的火焰烧伤、高温物体烫伤,可用棉签浸90%—95%的酒精轻涂伤处,或用3%—5%高猛酸钾溶液擦伤处至皮肤变为棕色。再涂上獾油或烫伤药膏,对于比较严重的火焰烧伤、高温物体烫伤,不要弄破水泡,以防感染。要用消毒纱布轻轻包扎伤处,立即送往医院治疗。 当浓酸溅到衣服上时,可先用大量清水冲洗,然后再用2%的稀碱液中和,最后再用清水冲洗。 当浓碱溅到衣服上时,可先用大量清水冲洗,然后再用2%的醋酸溶液或饱和硼酸溶液清洗,最后再用清水冲洗。 若被氢氟酸烧伤时,应把烧伤处用大量清水清洗或浸泡,再在伤口处敷以新鲜配制的20%—25%MgO甘油悬浮液。 若被石灰等碱性物质烧伤,则用2%的醋酸溶液或2%的硼酸溶液冲洗,然后涂上油膏,并将伤口包扎好,并送往医院治疗。 22、气体中毒伤害事故的应急措施:当有人因气体或蒸汽中含有毒物而引起中毒
安全操作规程培训
安全操作规程培训 Prepared on 24 November 2020
特种作业操作规程安全培训电工安全操作规程 1、所有绝缘、检验工具,应妥善保管,严禁他用,并应定期检查、校验,线路上禁止带负荷接电或断电,并禁止带电操作。 2、工作时佩戴个人安全防护用品,装设接地线,应由二人进行,先接接地端,后接导体端,拆除时顺序相反,接地线应使用截面积不小于25平方毫米,严禁用缠绕的方法,进行接地和短路。 3、安装照明线路不准直接在板条天棚或隔间板上通行及堆放材料,必须通行时,应在大楞上铺设脚手板。 4、用摇表测定绝缘电阻,应防止有人触及正在测定中的线路或设备,雷电时禁止测定线路绝缘。 5、电气材料或设备需放电时,应穿戴绝缘防护用品。用绝缘棒安全放电。 6、有人触电,立即切断电源,进行急救;电气着火,应立即将有关电源切断,使用干粉灭火器或干沙灭火。 7、拉闸操作应核对设备名称、编号、分合位置等,操作时先拉负荷侧,操作完后,在停电设备上挂上“有人工作,禁止合闸”的标示牌。 8、拉闸操作由二人进行,一人操作,一人监护,操作机械传动的设备,应戴绝缘手套,无机械传动的应用合格的绝缘杆,登杆操作应戴安全帽。 9、停变压器时,应先拉开低压刀闸,后拉开高压保险器,合闸时程序相反,变台上有人工作时,禁止带电摘挂高压保险管。 10、雷电时,严禁拉闸操作,雨天倒闸操作,应使用防雨拉杆。 电焊工安全操作规程 1、电焊工必须进行安全技术培训,考试合格并取得操作资格证后,方可上岗作业。 2、作业前必须按标准穿戴好劳动保护用品,检查电焊机内部有无金属障碍、接头是否牢固;检查设备、工具的绝缘层有无破损、接地线完好性,在禁火区内进行焊割前,必须经安监部门审批许可后,方可作业。 3、搬运焊机、检修焊机、更换保险丝、改变极性等必须切断电源才能进行。 4、安装、检修焊机或更换保险丝等应由电工进行,焊工不得擅自操作。 5、在焊接作业场地l0m范围内,不得有易燃易爆物品及油漆未干的物品,焊接过程中要注意防爆、防火。 6、焊工的手或身体的某一部分不能接触导电体,在潮湿地点操作时,必须站在干燥的绝缘物上,穿绝缘鞋。 7、焊机到焊钳绝缘导线长度不超过50米,并且是绝缘良好的橡皮线,接头处必须用胶布包缠。 8、推、拉电源闸刀时,要戴绝缘手套,站在闸刀侧面,用左手推闸,动作要快,以防电弧火花灼伤脸部,同时右手不准接触电焊机外壳或其它金属结构上,在修理焊接和检修线路时,要切断电源,并在闸刀处挂上“禁止合闸”的警示牌。 9、器及舱室内焊接要设监护人和通风装置,使用的行灯电压为12V。
现场电工安全操作规程
现场电工安全操作规程 1、严禁无证电工上岗操作。未经培训考核的无证电工必须在持证电工带领下工作。 2、严禁酒后上班,不得穿拖鞋或赤脚上班。 3、电工在工作时必须使用相应的、安全合格的劳动防护用品。 4、工作时必须穿长袖衣、穿工作鞋、女工必须戴帽束发。 5、登高作业必须遵守登高作业的安全规定。 6、检修设备时必须遵守切断电源,验电时取下熔断器,并在开关手柄挂上“严禁合闸,有人工作”的警示牌,工作中断后重新开始还需重新验电。 7、带电作业必须经有关领导批准,使用与电压等级相适应的绝缘工具,穿绝缘鞋,穿长袖依,并设专人监护(监护人的技术等级应高于操作者)。 8、配电屏、控制屏倒闸必须正确顺序操作,并设专人监护,严禁带负荷切断或合上隔离开关。 9、检修配电线路必须切断有可能来电的隔离开关,验明无电后在隔离开关的手柄上挂上“严禁合闸,有人工作”的警示牌。 10、检修工作完成必须清理工具、材料及杂物,确认全部工作人员撤离后才能合闸送电。 11、所有绝缘、检验工具,应妥善保管,严禁他用,并应定期检查、校验。 12、现场施工(临设)用高低压设备及线路,应按有关电气安全技术
规程安装和架设。 13、有人触电,立即切断电源,进行急救;电气着火,应立即将有关电源切断,使用泡沫灭火器或干砂灭火。 14、线路上禁止带负荷接电或断电,并禁止带电操作。 15、电器设备的金属外壳必须接地或接零。同一设备可做接地或接零。同一供电网不允许有的接地,有的接零。 16、电气设备所用的保险丝(片)的额定电流应与其负荷容量相适应。禁止用其它的金属线代替保险丝(片)。 17、施工现场夜间临时照明电线及灯具高度室外应不底于3米,室内应不底于2.5米。 18、照明开关、灯头及插座等,应正确接入火线及零线。 19、现场电工不得随意调整自动开关脱扣器的额定电流或开关熔断器内的熔体规格,对总配电柜、干线、重要的分干线及大型施工机械的配电装置作上述调整时,必须得到电气质安员同意方能进行。 20、运行中的漏电开关发生跳闸时必须查明原因方能重新合闸送电。发现漏电开关损坏或失灵必须立即更换。 21、严禁线路两端用插头连接电源与用电设备或电源与下一级线路。
安全操作规程培训讲义
安全操作规程培训讲义 WTD standardization office【WTD 5AB- WTDK 08- WTD 2C】
安全操作规程培训讲义 安全监察科 安全生产基本常识 一、基本概念 1、安全与危险 安全与危险是相对的概念。危险是指系统中存在导致发生不期忘后果的可能性超过人们的承受程度。安全是指生产系统中人员免遭不可承受危险的伤害。 2、危险源 危险源是指可能造成人员伤害、疾病、财产损失、作业环境破坏或其他损失的根源或状态。 3、事故与事故隐患 事故是指造成人员死亡、伤害、职业病、财产损失或者其他损失的意外事件。 事故隐患泛指生产系统中可导致事故发生的人的不安全行为、物的不安全状态和管理上的缺陷。 4、本质安全 本质安全是指设备、设施或技术工艺含有内在的能够从根本上防止发生事故的功能。具体包括三方面的内容: ⑴失误——安全功能。指操作者即使操作失误,也不会发生事故或伤害,或者说设备、设施和技术工艺本身具有自动防止人的不安全行为的功能。
⑵故障——安全功能。是指设备、设施或技术工艺发生故障或损坏时,还能暂时维持正常工作或自动转变为安全状态。 ⑶上述两种安全功能应该是设备、设施和技术工艺本身固有的,即在它们的规划设计阶段就被纳入其中,而不是事后补偿的。 本质安全是安全生产预防为主的根本体现,也是安全生产管理的最高境界。实际上由于技术、资金和人们对事故的认识等原因,到目前还很难做到本质安全,只能作全社会为之奋斗的目标。 二、安全生产方针 建设工程施工安全生产的必须坚持“安全第一、预防为主”的基本方针。 要求在生产过程中,必须坚持“以人为本”的原则。在生产与安全的关系中,一切以安全为重,安全必须排在第一位。必须预先分析危险源,预测和评价危险、有害因素,掌握危险出现的规律和变化,采取相应的预防措施,将危险和安全隐患消灭的萌芽状态,施工企业的各级管理人员,坚持“管生产必须管安全”和“谁主管、谁负责”的原则,全面履行安全生产责任。 三、安全生产的三级教育 新作业人员上岗前必须进行“三级”安全教育,即公司(企业)、项目部和班组三级安全生产教育。 1、施工企业的安全生产培训教育的主要内容有:安全生产基本知识,国家和地方有关安全生产的方针、政策、法规、标准、规范,企业的
电工安全操作规程(大全)
电工安全操作规程(一) 1、运行、检查、检修电器设备,必须严格执行和遵守工南钢、电业安全工作规程,严格执行安全操作规程和制度。 2、电工应基本掌握电器安全知识,包括高压、低压、直流、交流电子技术等,必须持证操作,未经培训和考试不合格者不得独立操作。 3、大项目检查时,必须要工作处做好安全措施。 4、检查、维修电器设备时,应有人监护,严禁独立一人作业。 5、检查、维修设备时,必须严格遵守南钢的有关安全规定,办理有关手续后方可操作,切断电源,进行验电程序,挂上在检修中,严禁合闸”警示牌, 确认无电并采取短路接地措施;确认检修完毕,清理现场后,应由停电挂警告牌者取下,按程序恢复送电。 6、电工操作者和检修者在工作前,应验明劳保用品和工具是否符合绝缘安全要求,严禁侥幸作业。 7、凡需用行灯照明时,必须采用安全电压36V及以下。使用保险必须符合电业技术设计要求,严禁用不同规格、替用。 &一切电气设备的金属外壳和支架,必须有良好的安全保护装置。 9、对正在运行的电器设备,发生或未发生不正常现象一律不准带负荷拉、隔离开关。 0、电气设备的保护装置不得随意变动或拆除,不得更改其整定好的设计参数,必须定期做预防性检验及绝缘防护用品的预防性试验。 1、电工必须具备必要的电气安全救护,防火知识,掌握触电后的紧急救护法及电火灾扑救方法。 2、熟知电气用消防器材,电工随时可用会用。
3、一般情况下,在电器设备上工作均应停电后操作。必须带电作业时,要 采取安全措施,按带电作业规程操作。 4、严格按电气设备的安装技术进行安装及维护。电线、电缆、母线等电板 导接头处要拧紧,绝缘包扎好,严禁有松动或破损裸露的现象。 5、对于电气设备的裸露部位(带电体)或旋转部位设置安全防护或防护遮 拦,并挂牌显示。 6、外线登高电工必须严格遵守高空作业安全规程。 7、高压停电送电,必须得到有关主管方面的指令,方可按工作票制度,工 作许可制度,工作监护制度,进行操作,拉闸时必须两人,操作者应听取监护 者发布逐条操作命令,操作人员再背读命令无误后再操作。 &谨防静电危害,做好静电安全措施,雷电时,禁止带电作业。 9、移动用电工具必须经南钢安检合格,并在有效期内使用。 电工作业安全操作规程(二) 、在电工作业时,可能产生的危险有害因素:触电、物体打击、高处坠落。 未经过相关培训,持证上岗,不具备相关的安全知识。 检修作业前未按规定办理相关的安全措施导致触电。 不按电工规定的劳动用品穿戴(绝缘鞋等)导致触电。 高处作业不带安全帽、安全带,使用的梯台不符合相关安全要求导致 物体打 击。 带电作业导致触电。 检修作业前未做工作标识,无安全措施,误送电导致触电。 不使用应该使用的绝缘手套、绝缘棒、绝缘鞋等操作导致触电。 (4) 高处坠落、 (7) 在检修岗位不遵守相关岗位的安全规定,导致事故。 (8)
操作规程教育培训记录
操作规程培训记录 工程名称: 时间学时 1 地点 主办机构培训对象电焊工 培训 主题 电焊机安全操作培训 学习内容 电焊机安全操作规程 1、焊接操作及配合人员必须按规定穿戴劳动防护用品。并必须采取防止触电、高空坠落、瓦斯中毒和火灾等事故的安全措施。 2、现场使用的电焊机,应设有防雨、防潮、防晒的机棚,并应装设相应的消防器材。 3、高空焊接或切割时,必须系好安全带,焊接周围和下方应采取防火措施,并应有专人监护。 4、当需施焊受压容器、密封容器、油桶、管道、沾有可燃气体和溶液的工件时,应先消除容器及管道内压力,消除可燃气体和溶液,然后冲洗有毒、有害、易燃物质;对存有残余油脂的容器,应先用蒸汽、碱水冲洗,并打开盖口,确认容器清洗干净后,再灌满清水方可进行焊接。在容器内焊接应采取防止触电、中毒和窒息的措施。焊、割密封器内应留出气孔,必要时在进、出口处装设通风设备;容器内照明电压不得超过12V,焊工与焊件间应绝缘;容器外应设专人监护。严禁在已喷涂过的油漆和塑料的容器内焊接。 5、对承压状态的压力容器及管道、带电设备、承载结构的受力部位和装有易燃、易爆物品的容器严禁进行焊接和切割。 6、焊接铜、铝、锌等有色金属时,应通风良好,焊接人员应戴防毒面罩、呼吸滤清器或采取其他防毒措施。 7、当消除焊缝焊渣时,应戴防护眼镜,头部应避开敲击焊渣飞溅方向。 8、雨天不得在露天电焊。在潮湿地带作业时,操作人员应站在铺有绝缘物品的地方,并应穿绝缘鞋。 9、使用前,应检查并确认初、次线接线正确,输入电压符合电焊机的铭牌规定。接通电源后,严禁接触初缴线路的带电部分。 10、次级抽头连接铜板应压紧,接线柱应有垫圈附带闸前,应详细检查接线螺帽、螺栓及其他部件关确认完好齐全、无松动或损坏。 11、多台电焊机集中使用时,应分别由接地极处引接,不得串联。 12、移动电焊机时,应切断电源,不得用拖拉电缆的方法移动焊机。当焊接中突然停电时,应立即切断电源。 参加人员签字
安全操作规程培训内容
为了提高员工和管理人员的素质,提高公司的管理水平,保证公司可持续性发展;必须进行有 效的培训,做好培训的基础是要有可行完整实用的培训计划,现将今年的培训工作计划如下: 一、建立集团公司、下属各分公司和车间班组的三级培训教育体系 一级培训是集团公司负责集团大政方针、公司文化、发展战略、员工心态、规章制度、管理技能、新技术、新知识等前瞻性教育和培训。培训对象为集团公司中层以上管理人员和集团全体 管理人员。组织部门为人力资源部,每月至少进行一次,每次不少于一个半小时。 二级培训是各分公司负责对本单位班组长以上和管理人员的培训,主要内容是公司企业文化 教育、本单位规章制度及安全操作规程;负责人为各分公司总经理。每月一次,每次不少于一个 半小时。 三级培训是各车间班组负责对所管辖的全体员工的培训,主要内容是岗位职责、操作规程、安全操作规程、岗位工作流程和工艺技能专业知识、作业指导书等,负责人是各车间班组的负责 人。培训时间是每周不少于一次,每次不少于一小时。利用每天的班前会班后会,反复学习本岗位职责和安全操作规程。 二、各分公司专业业务技能知识的培训,主要内容是三个方面:一是工艺技术知识的培训, 二是机械设备维护和保养知识的培训,三是生产管理知识的培训;每周一次,每次不少于一小时 三、各部门(如销售、财务、采购、人力资源、国际贸易、办公室)专业知识的培训由部门 负责人组织进行,主要内容就是本部门相关专业知识的系统培训,结合工作实际运行中岀现的专 业问题,进行探讨培训交流,教会下属如何去做好工作,提高下属的专业技能,每周一次,每次不少于一小时。培训形式多种多样,目的就是提高人员素质和工作质量、产品质量。 四、新员工的岗前培训:新员工集中招聘八人以上者由公司人力资源部组织培训,不得少于 三天,主要内容是公司简介、发展历程、战略目标、公司文化、产品介绍、通用规章制度和通用 安全操作规程,新员工到车间后(或班组)进行岗位职责和操作规程的培训,第一个月内在车间 实际培训不得少于6小时,使每个员工到岗后明确本岗位的工作职责范围,本岗应知、应会,应做什么,不能做什么;本岗位工作做到什么标准,明确本岗位操作规程和安全操作规程。新员工在上岗二个月后要有书面考试,考试成绩纳入试用期转正的考核评定中。对于平时补充招聘到 岗的新员工人力资源部每月集中进行一次岗前培训。 五、培训的考核和评估,培训计划的有效运行要有组织上的保证,并要用制度的形式确定下来,对培训结果要跟踪。建立管理人员培训档案,把管理人员参加培训、培训作业上交等情况纳 入档案管理和全年的考核之中。考核是两个方面,一是对培训组织者的考核,二是对员工参训后 的评价和考核;要保证培训工作落实到位。使培训工作真正成为公司的基础工作,培训真正起到 作用,有效地提高管理人员和员工的素质,并使之能科学、扎实而又有效地开展起来,变员工要 我培训为我要培训,以适应公司的转型和高速发展,塑造学习型组织,体现公司和个人的价值。 六、要求:各分公司各部门拟定本单位的年度培训计划,培训年度工作计划于一月十日前报 主管领导;培训计划要认真去做,细化到每个月进行几次,培训计划中要明确培训的组织者、责任人,培训时间,培训主题及内容,培训形式,参训人员,培训主讲,培训要有记录,对培训结
电工安全操作规程(大全)
电工安全操作规程 1、运行、检查、检修电器设备,必须严格执行和遵守工矿、企业、电业安全工作规程,严格执行各单位根据实际情况制定的电业,安全操作规程和制度。 2、电工应基本掌握电器安全知识,包括高压、低压、直流、交流电子技术等,必须持证操作,未经培训和考试不合格者不得独立操作。 3、大项目检查时,必须要专人负责分管停、送电、监督和指挥工作,并在工作处做好安全措施。 4、检查、维修电器设备时,应二人搭档,相互监护。 5、检查、维修设备时,必须严格遵守本单位制定的有关安全规定,办理有关手续后方可操作,切断电源,进行验电程序,挂上“严格合闸”警示牌,确认无电并采取短路接地措施;确认检修完毕,清理现场后,应由停电挂警告牌者取下,按程序恢复送电。 6、电工操作者和检修者在工作前,应验明劳保用品和工具是否符合绝缘安全要求,严禁侥幸作业。 7、凡需用行灯照明时,必须采用安全电压36V及以下。使用保险必须符合电业技术设计要求,严禁用不同规格、替用。 8、一切电气设备的金属外壳和支架,必须有良好的安全保护装置。 9、对正在运行的电器设备,发生或未发生不正常现象一律不准带负荷拉、隔离开关。 10、电气设备的保护装置不得随意变动或拆除,不得更改其整定好的设计参数,必须定期做预防性检验及绝缘防护用品的预防性试验。 11、电工必须具备必要的电气安全救护,防火知识,掌握触电后的紧急救护法及电火灾扑救方法。 12、变电所、配电室、电器站等处,必须备用电气用消防器材,并要设专人保管,电工随时可用会用。 13、一般情况下,在电器设备上工作均应停电后操作。必须带电作业时,要采取安全措施,按带电作业规程操作。 14、严格按电气设备的安装技术进行安装及维护。电线、电缆、母线等电板导接头处要拧紧,绝缘包扎好,严禁有松动或破损裸露的现象。 15、对于电气设备的裸露部位(带电体)或旋转部位设置安全防护或防护遮拦,并挂牌显示。 16、外线登高电工必须严格遵守高空作业安全规程。 17、高压停电送电,必须得到有关主管方面的指令,方可按工作票制度,工作许可制度,工作监护制度,进行操作,拉闸时必须两人,操作者应听取监护者发布逐条操作命令,操作人员再背读命令无误后再操作。 18、谨防静电危害,做好静电安全措施,雷电时,禁止带电作业。 ------------------------------------------------------------------------------------- 电工岗位职责和安全技术操作规程 (一)、岗位职责 1、负责本公司、本车间的高、低压线路、电机和电气设备的安装、修理与保养工作。 2、认真学习和掌握先进的电力技术,熟悉所辖范围内的电力、电气设备的用途、构造、原理、性能及操作维护保养内容。 3、严格遵守部颁电路技术规程与安全规程,保证安全供电,保证电气设备正常运转。
低压电工安全操作规程(2020年)
( 操作规程 ) 单位:_________________________ 姓名:_________________________ 日期:_________________________ 精品文档 / Word文档 / 文字可改 低压电工安全操作规程(2020 年) Safety operating procedures refer to documents describing all aspects of work steps and operating procedures that comply with production safety laws and regulations.
低压电工安全操作规程(2020年) (一)、一般安全要求 1.电气安装、维修工程的施工应执行国家和电业部门有关专业规程。 2.电工应经专业培训,取得相应的特种作业操作许可证,方可从事电工作业。 3.任何电气线路及设备在未查明无电以前,一律视为有电。进行电器线路和设备维修时,应切断电源,并在电源开关处挂设“有人操作,禁止使用”的标志,必要时派人监护。 4.电气设备及线路绝缘有破损或带电部分外露及地运行中发现异常情况,应切断电源停止工作,修复后方可继续使用。 5.普通绝缘导线不准在地面、钢结构框架、脚手架及其它工作面上拖拉。移动式电气设备应使用橡胶护套电缆。
6.0.15KW以下的电气设备可使用插销;0.15KW~0.45KW的电气设备应使用开关;0.45KW以上的电气设备应采用启动器控制。 7.三相设备应用四孔插座,单相设备应用三孔插座,保护接地或接零应接在正上孔。三相插座相线应接于右孔。不准工作零线与保护零线共用一根导线,应从接地干线上引下专用保护零线。 8.不同电源,不同电压的插座应有明显标志。 9.保险器应装在电源的相线上,熔断线的熔断电流应与短路电流相匹配,不准改变熔断线的直径或用其它金属线代替熔断线。 10.作业前必须佩戴和使用绝缘手套、绝缘靴、验电器、绝缘棒、绝缘垫等安全用具和绝缘工具。安全用具和绝缘工具使用前应进行检查,不合格者不准使用。不准踝足穿绝缘靴。 11.电工用安全用具应定期进行耐压试验,到期未经耐压检验或检验不合格的严禁使用。 (二)、电气设备安装 1.遵守电工一般安全要求。 2.在搬运和安装各种电气设备时,应有专人指挥,保证电气设
海康威视客户端培训资料
监控平台培训资料 客户端功能介绍 1.设备管理 1.1用户登录 首次运行软件需要创建一个超级用户,用户名和密码自定义。 用户名不能包含字符:\/:*?"<>| 密码长度必须为8-16 位,由数字、小写字母、大写字母、特殊字符的两种及以上类型组合而成,密码不能与用户名相同或相反。 1.2 设备添加(以编码设备为例) 在管理设备列表栏中选择,弹出对话框,输入别名、IP/域名地址、端口、用户名、密码,点击“添加”完成设备的添加。 选择在线设备的某一台设备点击,弹出添加设备对话框,输入别名、用户名、密码,点击“添加”即可完成局域网在线设备的添加。 1.3 分组管理 设备管理界面选择,进入分组管理界面。软件以分组为单位对设备通道进行管理,添加设备时勾选自动生成分组会以设备别名或者IP地址自动生成分组并导入资源。
1.4 分组添加 软件提供自定义添加分组和以设备生成分组两种功能,用户根据实际需求选择分组建立方式,并可将编码通道、报警输入或者防区添加至分组中。 在分组管理界面点击添加分组,弹出添加分组对话框,自定义分组名,点击【确定】完成添加。 在添加分组对话框中勾选以设备生成分组,在弹出的对话框中勾选需要生成分组的设备,点击【确定】完成添加。
1.5 资源导入 点击,弹出资源导入对话框,默认显示全部设备的编码通道资源缩略图。 选中左侧通道列表中一个或者多个通道,然后选中右侧分组列表中某一分组,点击按键栏,将选中的通道添加到选中分组下。 选中右侧分组列表中某一分组,点击按键栏,可将左侧列表中所有有效通道添加到选中分组下。 选中左侧通道列表中的某一分组,点击该分组右上角,将自动以设备名生成分组并将该设备的编码通道资源导入该分组。 选中右侧分组列表中某一分组,点击分组上出现的可删除该分组下所有的编码通道。
(完整版)电工安全操作规程
电工作业安全操作规程 一、在电工作业时,可能产生的危险有害因素:触电、物体打击、高处坠落。 (1)未经过相关培训,持证上岗,不具备相关的安全知识。 (2)检修作业前未按规定办理相关的安全措施导致触电。 (3)不按电工规定的劳动用品穿戴(绝缘鞋等)导致触电。 (4)高处作业不带安全帽、安全带,使用的梯台不符合相关安全要求导致高处坠落、物体打击。 (5)带电作业导致触电。 (6)检修作业前未做工作标识,无安全措施,误送电导致触电。 (7)在检修岗位不遵守相关岗位的安全规定,导致事故。 (8)不使用应该使用的绝缘手套、绝缘棒、绝缘鞋等操作导致触电。 二、为保证电工操作的安全,操作者应做到的防护措施: (1)操作者必须经过培训取证后方可上岗作业。 (2)检修作业前必须做好相关的安全措施(挂好接地、工作牌等) (3)按规范要求穿戴劳保用品。 (4)高处作业戴安全帽、系好安全带,检查使用的梯、台符合安全规定。 (5)严禁带电作业 (6)在相关岗位检修前先了解周边的情况。 (7)工作时按规定使用应该使用的工具。 三、电工安全操作规程 (一)、一般规定 1、电工作业必须经专业安全技术培训,考试合格,持《特种作业操作证》方准上岗独立操作。非电工严禁进行电气作业。 2、电工接受施工现场电气安装任务后,必须认真领会落实临时用电安全施工组织设计(施工方案)和安全技术措施交底的内容,施工用电线路架设必须按施工图规定进行,凡临时用电使用超过6个(含6个月)以上的,应按正式线路架设。改变安全施工组织设计规定,必须经原审批单位领导同意签字,未经同意不得改变。 3、电工作业时,必须穿绝缘鞋、戴绝缘手套,酒后不准操作。
安全操作规程专项培训记录
... 安全操作规程专项培训记录 时间2017.9.10 学时 2 地点分部会议室培训单位安全部培训对象电焊工 培训 主题 电焊机安全操作培训 电焊机安全操作规程 1、焊接操作及配合人员必须按规定穿戴劳动防护用品。并必须采取防止触 电、高空坠落、瓦斯中毒和火灾等事故的安全措施。 2、现场使用的电焊机,应设有防雨、防潮、防晒的机棚,并应装设相应的 消防器材。 3、高空焊接或切割时,必须系好安全带,焊接周围和下方应采取防火措施, 并应有专人监护。 4、当需施焊受压容器、密封容器、油桶、管道、沾有可燃气体和溶液的工 件时,应先消除容器及管道内压力,消除可燃气体和溶液,然后冲洗有毒、 学有害、易燃物质;对存有残余油脂的容器,应先用蒸汽、碱水冲洗,并打开盖口,确认容器清洗干净后,再灌满清水方可进行焊接。在容器内焊接应采 习取防止触电、中毒和窒息的措施。焊、割密封器内应留出气孔,必要时在进、出口处装设通风设备;容器内照明电压不得超过12V,焊工与焊件间应绝缘; 内容器外应设专人监护。严禁在已喷涂过的油漆和塑料的容器内焊接。 5、对承压状态的压力容器及管道、带电设备、承载结构的受力部位和装有 容易燃、易爆物品的容器严禁进行焊接和切割。 6、焊接铜、铝、锌等有色金属时,应通风良好,焊接人员应戴防毒面罩、 呼吸滤清器或采取其他防毒措施。 7、当消除焊缝焊渣时,应戴防护眼镜,头部应避开敲击焊渣飞溅方向。 8、雨天不得在露天电焊。在潮湿地带作业时,操作人员应站在铺有绝缘 物 品的地方,并应穿绝缘鞋。 9、使用前,应检查并确认初、次线接线正确,输入电压符合电焊机的铭 牌 规定。接通电源后,严禁接触初缴线路的带电部分。 10、次级抽头连接铜板应压紧,接线柱应有垫圈附带闸前,应详细检查接线螺帽、螺栓及其他部件关确认完好齐全、无松动或损坏。 11、多台电焊机集中使用时,应分别由接地极处引接,不得串联。 12、移动电焊机时,应切断电源,不得用拖拉电缆的方法移动焊机。当焊接 中突然停电时,应立即切断电源。 参加人员签字
电工安全操作规程
电工安全操作规程 1、电工作业必须经专业安全技术培训,考试合格并取得特种作业操作证后方可独立上岗操作,非电工严禁进行电气作业。电工作业应按规定正确使用个人防护用品,酒后不准进行电气操作。 2、电工接受施工现场电气安装任务后,必须认真领会落实临时用电安全施工组织设计和安全技术措施交底的内容,施工用电线路架设必须按施工图纸规定进行,不得随意更改施工方案。电气设备的设置、安装、防护、使用、维修及线路架设必须符合有关安全技术规范的要求。 3、线路上禁止带负荷接电或断电,电气设备、维修保养、线路检修、安装时,不准带电操作。在被检修的设备上,应挂上“有人工作禁止合闸”标示牌;在临近带电部分遮栏上,应挂上“止步,高压危险”标志牌。遇特殊情况须要带电作业时,必须划出禁区,采取严格绝缘措施,在有经验的电工监护下进行。 4、施工现场用电线路、电气设备必须遵照有关电气安全技术规程要求安装与架设。 5、各线路不得超过额定容量运行,不可使用超过规定容量
保险丝、保险片。 6、维修电器设备时,必须首先切断电源,取下熔断丝,挂上警示牌,经验电确认无电才能作业。通电试验外壳要接地,禁止他人靠近。 7、在调试检修设备时,应配备协同人员一起试车,严防电气、机械事故的发生。 8、定期检查变压器、配电间、电动机的运转状况,并注意温度、油量、负荷变化,及时排除各种故障、隐患,要保持配电间清洁,注意防湿、防热、防尘、防火。安装在室外地上的变压器,需装设遮栏或栅栏作为屏护。遮栏高度不应低于1.7米,下部离地不应超过0.1米。 9、高空作业必须有人监护、系安全带,使用竹木梯要牢固平稳角度适当,不准上下抛掷工具物品。 10、凡裸体带荷电的空架配电线路,在通过各种容易发生危险的地段,应挂有警示标牌,引人注意。 11、遇有异常雷雨时,特别要注意电气设备的用电安全,严防受潮漏电,必要时,应拉闸停电,确保安全。 12、发生电气设备和触电事故时,首先切断电源,然后进行
安全操作规程培训记录
安全操作规程培训记录 培训名称岗位安全操作规程培训 车间(班组)活动时间参加人数 内容摘要: 培训目的: 为进一步提高岗位安全操作技能,梳理现场安全隐患,按照“干什么学什么、缺什么补什么”的培训思想,公司结合现场实际,对岗位员工进行了现场岗位安全操作规程培训活动内容: 培训内容:安全重在生产一线,重点在岗位安全操作规程,本次培训从安全操作规程出发,结合现场实际,分岗分培,采取检查梳理安全隐患和提高安全操作技能相结合的方式,并利用机械操作过程中发生的事故案例来深化认识,强化教育。在现场培训中主要让岗位员工自身阐述日常作业次序、流程,巡检关注重点,异常问题的判断、处理方法;针对岗位工的阐述内容,管理人员从专业、规程来分析日常作业过程中存在问题和总结其好的经验做法,教育员工严格按规程操作,杜绝“三违”,从细节入手,纠正自身存在的习惯性违章行为。理论考试依照“干什么考什么”,注重考试内容的针对性和实用性,内容主要涉及岗位操作规程和岗位应知应会知识。最后对现场检查中发现的安全隐患进行汇总,制定了整改计划,落实了责任人,定期组织复查。 通过此次安全操作规程的培训,梳理出了岗位安全隐患,提高了员工安全操作技能,强化了员工安全意识,为生产安全运行提供了保障。 组织学习了:1.转向输送机操作技术标准;2.振动筛操作技术标准;3.升降移动补仓机操作技术标准;4.扒谷机操作技术规范;5.隧道式水分测定仪操作规程。 培训效果评估: 达到预期效果。通过对制度、岗位操作规程、应急预案的培训学习。使员工更熟悉掌握安全操作规程、了解公司管理制度,清楚岗位应急知识,职工安全意识得到进一步提升。
培训签到表 日期培训课题 时间讲师记录人 参加人员签到栏地点 部门姓名部门姓名备注
安全操作规程
杭州XXXXX有限公司企业标准 受控号:版本号:A/0 Q/XXAB.22-2012 安全操作规程 2012-7-29发布 2012-7-30实施 杭州X X X X有限公司发布 安全操作规程 目录 前言 (3) 一.目 的 (4) 二.适用范围 (4) 三.引用法规和标准 (4) 四.发放、培训、考核 (5) 五.安全操作规程总则 (6) 六.缝纫机安全操作规程 (8) 七.空压机安全操作规
程 (10) 八.梳棉机安全操作规程 (11) 九.微电脑切割机安全操作规程 (12) 十.下料机安全操作规程 (13) 十一.验布机安全操作规程 (14) 十二.验针机安全操作规程 (16) 十三.自动裁床机安全操作规程 (18) 十四.自动磨刀剪裁机安全操作规程 (19) 十五.叉车安全操作规程 (20) 十六.断布机安全操作规程 (21) 十七.发电机安全操作规程 (23) 附录1:《安全操作规程总则》和《安全操作规程》资料领用记录表 附录2:《安全操作规程总则》和《安全操作规程》培训、考核登记表 附录3:《安全操作规程总则》和《安全操作规程》年度考评表 前言 安全操作规程是企业贯彻执行法规、规章制度、标准的具体体现,同样具有法律效力。同时,安全操作规程是规范生产工人安全行为的最基本标准,建立健全合理、切实
可行的岗位安全操作规程,有利于控制人为因素造成的各类事故,为此,特设置本项目。 现行有效版本为Q/XXAB.22-2012 A/0版。 本标准由杭州XXXXXX有限公司提出。 本标准准由XXX起草、修改并负责解释。 本标准主要起草人:XXX 本制度会签部门负责人:XXX 本制度审核人: 本制度批准人: 安全操作规程 一、目的 安全操作规程是企业贯彻执行法规、规章制度、标准的具体体现,同样具有法律效力。同时,安全操作规程是规范生产工人安全行为的最基本标准,建立健全合理、切实可行的岗位安全操作规程,有利于控制人为因素造成的各类事故,为此,特设置本项目。 二、适用范围 本公司生产和辅助生产现场的作业岗位。 三、引用法规和标准 《中华人民共和国安全生产法》 《中华人民共和国职业病防治法》 《劳动防护用品监督管理规定》(国家安全生产监督管理总局(总局1号令)2005.09.1.) 《特种作业人员安全技术培训考核管理规定》(国家安全生产监督管理总局(总局1号令)2010.07.1.) GB 2893-2008《安全色》 GB 2894-2008《安全标志及使用导则》 GB 7231-2003-工业管道的基本识别色、识别字符和安全标识 GB 18218-2009-危险化学品重大危险源辨识 GB 50054-95-低压配电设计规范
低压维修电工安全技术操作规程
低压维修电工安全技术操作规程 1. 遵守电气安全技术操作规程《通则》有关规定。 2. 不准在设备运行过程中拆卸修理,必须停运并切断设备电源,按安全操作程序进行拆卸修理。临时工作中断或每班开始工作前,都必须重新检查电源是否已经断开,并验明是否无电。 3. 动力配电箱的刀开关,禁止带负荷拉闸。 4. 电机检修后必须遥测相间及每相对地绝缘电阻。绝缘电阻合格,把皮带轮上紧方可试车。空载电流应不超过规定范围。 5. 试验电机、电钻等,不能将其放在高处,需放稳后再试。 6. 定期巡检、维修电气设备,应确保其正常运行,安全防护装置齐备完好。 7. 凡是暂时拆除的电气设备的导线电源端必须用绝缘胶布包好,不得有裸露部分。对不再使用的电源管线应拆除。 8. 熔断器熔丝的额定电流要与设备或线路的安装容量相匹配,不能任意加大。带电装卸熔体时,要戴防护眼镜和绝缘手套,必要时应使用绝缘夹钳,操作人站在绝缘垫上。 9. 电气设备的保护接地或接零必须完好、合格。即:电气设备裸露的不带电导体(金属外壳)经接地线、接地体与大地紧密连接起来,称保护接地,其电阻一般不超过4欧姆。将电气设备在正常情况下不带电的金属部分与电网的零线相连接,称保护接零。在同一低压配电系统中,保护接零与保护接地不许混用。 10. 螺口灯头的开关必须接在相线上,灯口螺纹必须接在零线上。 11. 监督执行在动力配电盘、配电箱、开关、变压器等各种电气设备的附近,不准堆放易燃易爆、潮湿或其它危及安全,影响维护检修的物品。 12. 临时装设的电气设备,必须符合临时接线安全技术规程。 13. 每次检修完工后,必须清点所用工具、材料及零配件,以防遗失和留在设备内造成事故。将检修情况向使用人交代清楚,并送电与使用人一起试车。不能由维修电工单独试车。 14. 漏电保护器应定期清扫、维修,检查脱扣机构是否灵敏,定期测试绝缘电阻,阻值应不低于1.5兆欧,电子式漏电保护器不准用兆欧表测量相邻端子间的绝缘电阻。 15. 低压停电时,按规定办理停电手续,并会同申请停电人去现场检查、验电、挂地线或设遮拦,在开关的操作把上挂“禁止合闸,有人作业”的警示牌。在同一线路上有两组或以上人员同时工作时,必须分别办理停电手续,并在此路刀闸把上挂以数量相等的警示牌。
车间安全操作规程
车间安全操作规程和岗位安全技术要求培训资料 一、基本安全操作规程 1、车间内要保持环境清洁,各种物料和推车要摆放整齐并远离热源。 2、保证车间内防火逃生通道的畅通,出口、走道处严禁摆放任何物品。 3、车间内禁止使用明火,如确实需要必须采取有效安全措施方可使用,使用期间须由专人负责,使用后保证处理妥当无隐患。 4、搬运物件时,行走姿势要正确,两腿要摆开,单人负重不得超过80kg,多人抬运长、大物件时,步伐应协调,负重要均匀,每人负重不得超过50kg 5、搬运气瓶等压力容器时,严禁用肩扛,应用专用拉车并两人作业,轻抬轻放,切勿放在靠近热源或明火的地点。 6、开启气瓶要用手或专用工具缓慢操作,严禁用锤、錾。管钳工具开启,以免损坏阀件,造成事故。 7、瓶内气体严禁用尽,必须留有余压;休息或工作时,必须将阀关闭,以防漏气引爆。 8、采用胶轮平板车推运物品时,严禁溜放,推行姿势应正确,速度不宜过快,小车间隔距离:平道宜在2m以上,坡道应在10m以上,不得在二台车之间穿行。 9、操作工必须对防护用品及急救用品进行检查,定期更换,确保防护用品及急救用品能有效使用。 10、工作前必须对工具进行检查,严禁使用腐蚀、变形、松动、有故障、破损等不合格工具。 11、带有牙口、刃口尖锐的工具及转动部分应有防护装置。 12、电动工具在使用中不得进行修理。停止工作时,禁止把机件、工具放在机器或设备上。 13、电动工具必须装漏电保护器并且有可靠的接地保护,电源开关及电线必须符合安全要求。 14、使用电动工具时,应有必要的、合格的绝缘防护用品,在潮湿地带或金属容器内使用电动工具,必须有相应的绝缘措施,并有专人监护。 15、使用电动扳手时,反力矩支点应牢靠,否则不许启动。