超高压容器耐压试验压力的分析

超高压容器耐压试验压力的分析
武汉工交职业学院口刘小宁
摘要应用可靠性设计方法,对超高压圆筒耐压试验压力进行了探讨,定量分析了试验压力与影响因素之间的关系。结果表明:当用福贝尔公式预测圆筒初始爆破强度及取安全系数/'/b>/3.00时,耐压试验压力系数可取1.09≤口≤1.26-关键词超高压圆筒试验压力影响因素定量关系
TheAnalysisofTestPressureforultrahigh
Cyllnder
WuhanPolytechnicCollegeofIndustryandCommunication口LiuXiaoning
Abstract:Inthispaper,byusingreliabilitydesignmethods,thetestpressureofultrahighcylinderisstudied.Itisanalyzedwhatthe
fixedquantityrelationoftestpressurewithinfluencingfactor.Itwasconcludedthat:thecoefficientrangeoftestpressureequalstoorgreater
than1.09andnotgreaterthan1.26,ifthatwillcalculateinitialrupturestrengthofultrahighcylinderbyusingFaupelformulaandsafefactornotless3.00.Keywords:ultrahighcylinder:testpressure;influencingfactor:fixedquantityrelation
1问题的提出
据统计,我国至少有数千台超高压容器用于化学工业、石油化工、人造水晶、合成金刚石等行业,其工作压力往往大于100Mpa,有的甚至高达数千Mpa。为了确保超高压容器的安全可靠性,我国劳动部门于1993年颁布了《超高压容器安全监察规程(试行)》…,并于1994年6月1日开始实施。该规程的实施对防止我国超高压容器出现灾难性事故起到了十分重要的作用。
该规程【11的内容之一是确定了超高压容器的耐压试验压力,其目的是用超过最大:[=作压力的耐压试验压力,检验容器的宏观强度和密封元件的严密性。当采用福贝尔公式预测超高压容器的爆破强度及取安全系数Hb>1300时,耐压试验压力为11.21:
PfqXTPt11
式中,n为试验压力,Mpa:P为设计压力,Mpa:Kr为温度修正系数,Kr=【o]/【口】I.[一】为试验温度下材料的许用应力,Mpa;【口】’为设计温度下材料的许用应力,Mpa:口为耐压试验压力系数,可取17=1.10~1.25(设计压力高时取最低值,设计压力低时取最高值,一般取1.12)。
但是,日本高压力协会制定的HPIS.C.103一1980《超高压圆筒容器设计指针》pJ,采用福贝尔公式及安全系数/,/6>/2.50,原则上规定耐压试验压力系数
口:1.25,特殊情况F经有关各方同意可取1.1≤口≤1.25。
显然文[1】与文【3】对耐压试验压力系数目的取值有较大差异:文[1】是在‰≥300得到的结论,而文【3】的结论是在nb≥2.50下得出的,这是文[1】取值过于保守还是文【3]取值过丁.冒进呢?由于文【3】是文【1】的重要参考资料【l。2],将此问题辨析清楚,对编制和完善我国超高压容器的设计、制造、检验标准及安全监察规程十分必要。本文应用可靠性方法对此问题进行了分析和探讨。
2可靠性分析
(1)容器实际载荷B
从可靠性分析的角度,笔者认为容器的实际载荷一是符合某一分布的随机变量。笔者在文【4】的基础上分析认为,对于超高压容器,其Pf服从正态分布,
假定一的均值、标准差及变异系数分别为“Pf、S尸f与c尸f,则在95%的置信度下,容器最人T作压力U一为:
Ul=“H(1+卢cpt)(2)式中,鼻为在95%的置信度下的系数,
卢=1.645。
据统计‘”,可取Cpl=0.09077。
设计压力U2与晟大工作压力“l的关系为:
u2=K“t(3)
式中,K为设计压力系数.一般K=I.0.1.1。本文取肛1.0。
(2)试验压力最
据统计,试验压力R属于正态分布一设其均值、标准差及变异系数分别为UpL、SpL与CeL。从可靠性设计的角度,可认为对容器进行耐压试验的目的是:在一定把握下(95%的置信度下),把试验压力控制在一定范围内。即
170
U3=UpL(1-声Ck)≤户£≤
≤“M(1+口鼠)=U4(4)
式中,U,为在95%的置信度F,试验压力可能的最小值;U4为在95%的置信度下,试验压力可能的最大值。
据统计”J,可取CPL---O.050。
一旦容器通过耐压试验,从可靠性的角度可以认为:在95%置信度下,容器初始爆破强度的范围由式(4)确定。
(3)爆破强度只
当采用福贝尔公式预测超高压圆筒的爆破强度时,统计分析表明9J,Pr基本服从正态分布,设其均值、标准差及变异系数分别为Rpr、Spr与ch,则在95%的置信度下,P,可能的最小值为:
U5=Upr(1-BCpr)(5)
据分析…,可取Ce,=O.1230。
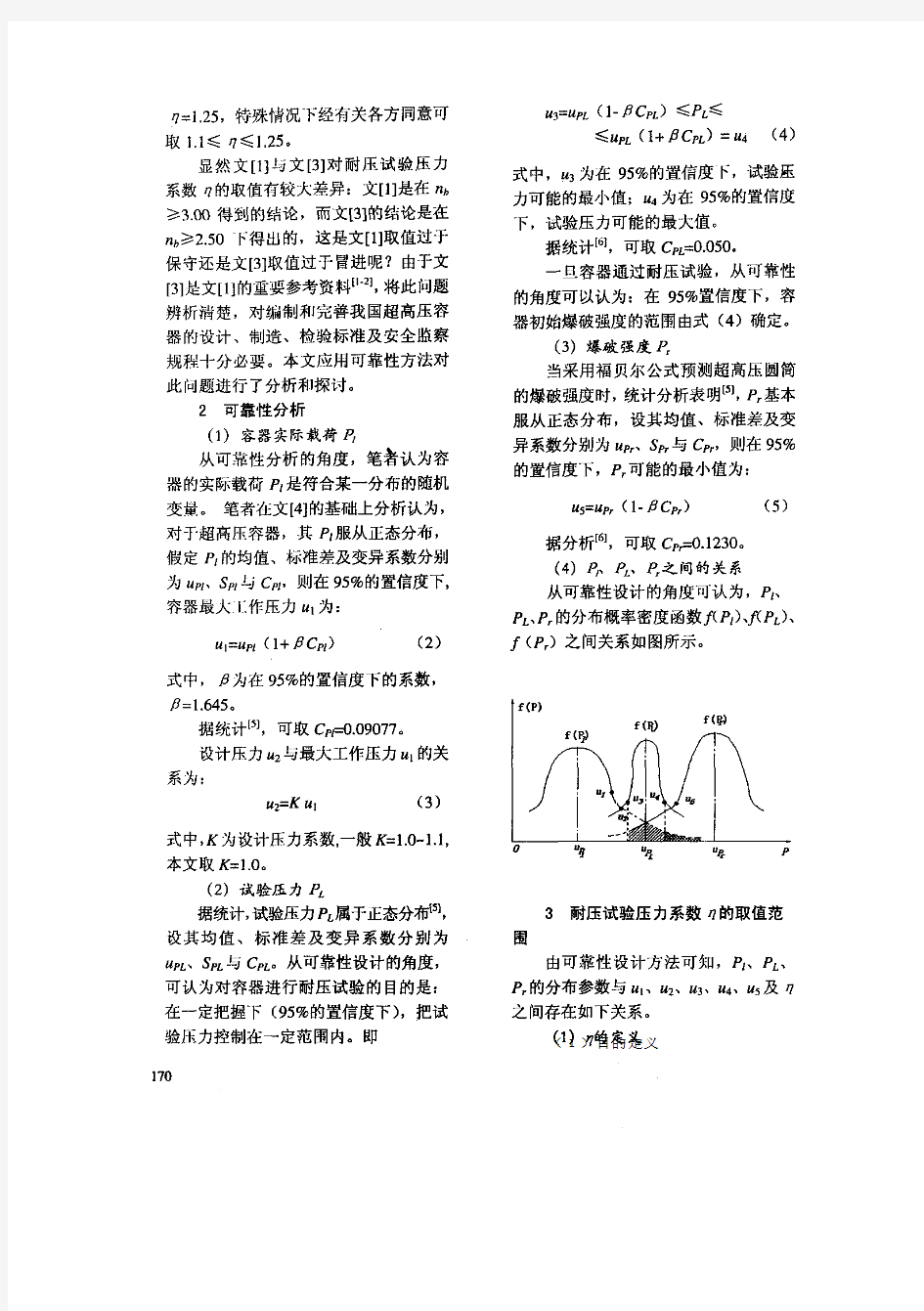
(4)序R、只之间的关系
从可靠性设计的角度可认为,Pf、凡、Pr的分布概率密度函数,(竹)、F^)、r(Pr)之间关系如图所示。
3耐压试验压力系数目的取值范
围
由可靠性设计方法可知,Pf、凡、P,的分布参数与UI、U2、的、“4、U5及口之间存在如下关系。
(1)目的定义
由式(1)可知:温度修正系数对耐压试验压力的影响,主要是设计温度与试验温度不一致造成的,因此可认为蜥对口无影响,本文在研究其他因素对i1的影响时,取Kr=1。
根据可靠性设计方法,笔者认为目的定义为:
口2币可lleL霸‘6’
(2)月的下限
根据耐压试验的目的,有
U3≥U2(7)把式(4)、式(3)及式(6)代入式(7)可得叩≥而1‘8’把∥=1.645及CpL=O.050代入式(8)可得目的下限为:
口≥l_09(9)
(3)口的上限
1)试验压力可能的最大值对目的限制。根据目前容器压力试验的水平,为了防『E过大的试验压力,从可靠性分析与技术经济性的角度,应有
U4≤如
把式(4)、式(5)及式(6)代入上式可得
叩5瓦(瓦1-fl耵CPr)n丽‘1。)
式中,n,为可靠性安全系数,用下式计算【5】:
旷竽“D
U,为统计变量的均值,采用福贝尔公式在95%置信度下,/2产O.9227嘲;‰为常规安全系数,文【1】中取nb>13.00,文[3]中取‰1>2.50。
把式(1I)代入式(10)可得
玎≤
当n6=3.00时目≤1.33
当rib=2.50时目≤1.22
(12)
(13)
(14)2)耐压试验时容器静强度最小可靠度对目的限制。为了把耐压试验时容器静强度的失效概率控制在允许范围内,
应有㈣:
(15)
式中,,。m为耐压试验时所要求的可靠度系数,据分析嘲:p。m-4.37。
由式(15)可知:
当nb=3.00时口≤1.26(16)
当nb=2.50时口≤1.05(17)
4讨论
1)当采用福贝尔公式及取安全系数‰>/3.00设计超高压容器时,由式(9)、式(13)与式(16)可知,耐压试验压力系数可取为:1.09≤rl≤1.26。说明了我国规程”1对口的选取是合适的。
2)当采用福贝尔公式及取安全系数nb>12.50设计超高压容器时,由式(14)可知文【2】取目值过于冒进;由式(17)
还可知在耐压试验时,容器爆破强度的初始可靠度偏小,说明了文【3】对口值取得过大;即文【3】的口值取得过于冒进。
5结束语
171
1)本文_L};|可鞋性设计方法,对超高压容器的耐压试验压力进行了探讨,初步分析得到了在95%置信度下,耐压试验压力系数取值范围与容器实际载荷、试验压力、初始爆破强度及安全系数之间的定量关系。
2)当采1L}』福贝尔公式预测超高压容器初始爆破强度,并采用%≥3.00的安全系数设计超高压容器时,耐压试验压力系数的取值范同为1.09≤目≤1.26。这表明我国有关规程…对口的取值是合适的;而日本的推荐标准”1对目的取值似乎过丁冒进,笔者认为这主要是由丁其安全系数‰取得太小的缘故。
参考文献
【1]劳动部超高压容器安全监察规程(试行)及编制说明【M】一B京:中国锅炉压力容器安全杂志社,1993
[2]邵国华,魏兆灿等超高压容器【M].北京:化学T业出版社,2002【3】高家驹译.【日]HPIs—c—103—1980《超高压圆筒容器设计指针》.上海:
化工设备设计技术中心站,1983【4】陈琳,王国丽,董家梅.炼油厂塔操作参数概率分布的研究石油化工设备,
1993,22(4):24
【5】刘小。卜钢制内压容器静强度的初始可靠度分析【J】.石油机械,2003,31(2):
2l
[6]6刘小宁.超高压圆筒爆破强度的可靠性安全系数[J]锅炉压力容器安全技术,
2003,(5)
作者简介
刘小‘j2,男,1963.6
职称:高级讲师
专氏:化机专业课的教学及压力容器可靠性的课题研究
联系地址:武汉市汉口台北路60号,4300】5
电话:027.85787244
超高压容器耐压试验压力的分析
作者:刘小宁
作者单位:武汉工交职业学院本文链接:https://www.wendangku.net/doc/bf482828.html,/Conference_4888628.aspx
压力容器水压试验
1 HYDROSTATIC PRESSURE TEST PROCEDURE 水压试验程序 1. General 概述 1.1 All completed vessels fabricated in accordance with GB150-1998 shall satisfactorily pass pressure test. 按GB150-1998《钢制压力容器》要求制造的压力容器在完成后应水压试验合格。 1.2 A hydrostatic test shall be conducted on all vessels after all fabrication has been completed, except for operation which could not be performed prior to the test such as weld and preparation, cosmetic grinding on the base material which does not affect the required thickness. 除了不能预先进行的焊缝表面、母材表面上不影响要求的厚度的外观打磨处理,水压试验必须在容器制造完毕,总体检查合格后进行。除了焊接、准备工作以及在母材表面进行的不影响要求厚度的外观打磨处理不能预先进行之外,水压试验必须在容器制造完毕后进行。 1.3 A hydrostatic test shall be conducted on all vessels after all examinations have been performed, except those required after the test. 压力容器必须全部制造完成并经检查合格后,方可进行水压试验。 2. All hydrostatic test process shall conform to the requirements of GB150-1998 and the requirements of SUPERVISION REGULATIONS ON SAFETY TECHNOLOGY OF PRESSURE VESSE L 水压试验程序应符合GB150-1998《钢制压力容器》和《压力容器安全 技术监察规程》的要求。
压力试验检验报告
本表等同于容规附录三(11)。
G.1~G.18 本附录所列入的18张表格为现场组焊安装的塔、容器类设备施工过程质量控制记录用表,非压力容器设备现场组对安装可参照执行,其中表SH/T 3543-G701“压力容器产品质量证明书”、SH/T 3543-G702“产品合格证”、SH/T 3543-G703“产品技术特性”、SH/T 3543-G704“产品主要受压元件使用材料一览表(含焊接材料)”、SH/T 3543-G705“产品制造变更报告”、SH/T 3543-G709“产品焊接试板力学和弯曲性能检验报告”、SH/T 3543-G710“压力试验检验报告”、SH/T 3543-G711“压力容器外观及几何尺寸检验报告”、SH/T 3543-720“设备热处理报告”等同于《压力容器安全技术监察规程》(正文表格下方标注为“容规”)附录三所列相应表格。无损检测报告表格应采用SH/T3503《石油化工建设工程项目交工技术文件》所列无损检测表格(等同于容规附录三(6)~(9)、(13)和(14)所列表格)。 分段制造现场组装焊接的塔、容器等设备,制造与现场组焊安装为不同施工单位时: ——表SH/T 3543-G701“压力容器产品质量证明书”、SH/T 3543-G702“产品合格证”、SH/T 3543-G703“产品技术特性”、SH/T 3543-G709“产品焊接试板力学 和弯曲性能检验报告”应由制造单位填写; ——SH/T 3543-G704“产品主要受压元件使用材料一览表(含焊接材料)”,现场组焊施工单位可只填写焊接材料; ——现场组焊质量检查、无损检测、试验等记录报告可移交设备制造单位,并由设备制造单位汇总,编入设备质量证明文件。 分段制造现场组对安装的塔、容器等设备,制造和现场组焊安装为同一施工单位或分片到货,全部现场焊接的压力容器,施工单位应按本附录所列表格填写施工过程质量控制记录,按SH/T3503 所列格式填写无损检测报告。 压力容器现场组焊安装应申报并接受特种设备安全监察机构及其授权的监检单位的监督检验,取得“锅炉压力容器安全性能监督检验证书”。 G.10SH/T3543-G710“压力试验检验报告”,“试验种类”根据实际试验情况进行选择,不锈钢或不锈钢复合板设备用水进行压力试验时,填写“试验用水氯离子含量”。“检验员”栏为施工单位质量检查人员签字,“监检员”栏为锅炉压力容器安全监察部门检验员签字。“质量责任师”栏为施工单位质量责任工程师签字。
特种设备压力容器年度检查报告.docx
XXXX有限公司TSG 2018年度压力容器年度检查报告 使用单位:XXXXXXXXXXXX有限公司 设备名称:XXXXXXXXXXX 设备代码:XXXXXXXXXXXXXXXXXX 单位内编码:XXXXXXXXX 检查日期:XXXX年XX月XX日 XXXXXXXXX有限公司
XXXXXXXXXXX有限公司XXXX TSG 2018年度 设备品种 设备代码使用登记证编号 使用单位名称设备使用地点安全管理人员安全状况等级 问题及处理 检 查 结 论 说明检查: 审核: 压力容器年度检查结论报告 产品名称 设备型号 单位内编码 联系电话 下次定期检验时间 允许(监控)使用参数 压温 力度 介质 下次年度检查日期: 日期: XXXXXXXXXXXX有限公司日期: 年月日 审批:日期:
XXXXXXXXXX有限公司TSG 2018年度 检查项目检查结果备注1安全管理制度、安全操作规程 2设计、制造、安装、改造、维修等资料 3《使用登记证》、《使用登记表》 安4作业人员持证情况 5日常维护保养、运行、定期安全检查记录 全管 6年度检查、定期检验报告及问题处理情况 理 7安全附件校验、修理和更换记录 8移动式压力容器装卸记录 9应急预案和演练记录 10压力容器事故、故障情况记录 11铭牌、漆色、标志和使用登记证编号标注 12各部位焊接接头缺陷情况检查 13外表面腐蚀、结霜、结露情况检查 容器14隔热层检查 本体15检漏孔、信号孔检查 16容器与相邻管道或者结构件异常振动、响声或者互相摩擦情况检查 及运 17支撑或者支座、基础、紧固螺栓检查 行情 18排放(疏水、排污)装置检查 况 19运行期间超压、超温、超量等情况检查 20接地装置检查 21监控措施是否有效实施情况检查 22快开门式压力容器安全联锁功能检查 23压力表 安全24液位计 附件25测温仪表 26爆破片装置
压力容器定期检验的内容
压力容器定期检验的内容压力容器定期检验的内容包括外部检查、内外部检验和耐压试验。 1.外部检查:在运行中进行。 ●压力容器的本体、接口部位、焊接接头等的裂纹、过热、变形、泄漏等。 ●外表面的腐蚀,保温层破损、脱落、潮湿、变质。 ●检漏孔、信号孔及各连接处有无漏液、漏气。 ●压力容器与相邻管道或构件的异常振动、响声,相互摩擦。
●进行安全附件检查。 ●支承或支座的损坏,基础下沉、倾斜、开裂,坚固件的情况。 ●运行的稳定情况;4级压力容器安全状况的监控情况。 2.内外部检验:在停用时进行。 ●外部检验的全部项目。 ●结构检验:筒体与封头连接处、开孔处、焊缝、支座、法兰。 ●几何尺寸:核对有资料可确认的容器的主要几何尺寸。
●表面缺陷:腐蚀与机械损伤、表面裂纹、焊缝咬边、变形等。 ●壁厚测定。 ●材质:主要受压元件的材质是否恶化。 ●保温层、堆焊层、金属衬里的完好情况。 ●焊缝埋藏缺陷的检查。 ●安全附件检查。 ●坚固件检查。
3.耐压试验: 压力容器的耐压试验应包括内外部检验的全部项目,并在内外 部检验合格的基础上进行压力试验。试验的内容、方法及评定应遵 守《压力容器安全技术监察规程》的有关规定。经耐压试验的容器,应由检验人员根据检验情况作出检验结论。 对定期检验的压力容器必须提交压力容器定期检验报告书,压 力容器定期检验报告书的内容应包括:原始资料的审查报告;内外 表面检查报告及缺陷部位图;无损探伤报告及探伤部位;材质化验、性能试验报告;安全附件检验报告;耐压试验报告;检验结论报 告。 检验报告是否有效,主要考虑检验单位是否持有检验许可证, 检验人员是否持有检验员证书。检验员和检验单位负责人签字手续 是否齐全,检验单位有无盖有印章。检验内容是否完整,包括缺陷 处理后的检验。检验结论明确与否。
水压试验检验报告中英文
水压试验报告 The hydraulic test reports 产品名称Product name Ti tube 尺寸规格 Dimension OD33.4* 3.5WT*4 800L 材质 Material Gr2 批号Lot 2015031 1 数量 Quantity 400 试验日期 Date of test 2015.3.10 压力表精度等级 Pressure gauge precision grade 1.0 压力表量程 Pressure gauge range 0-40MPa 压力表检定日期 Pressure gauge verification date 2015.2.20 压力表编号Pressure gauge number YL-06 YL-07 压力表盘直径 Pressure gauge diameter(mm) 150mm 试验介质 Test medium 水 Water 氯离子含量 Chloride ion content / 环境温度(℃) Ambient temperature 15 介质温度(℃) Medium temperature 15 试验标准Testing standard 按照ASTM B338《Standard Specification for Seamless and welded Titanium and Titanium Alloy tubes for Condensers and Heat Exchangers》标准15.2执行,最大水压试验压力对于尺寸不大于3in(76mm)的应不超过2500psi(17.2MPa);对于尺寸大于3in(76mm)的应不超过2800psi (19.3MPa);保持水压时间不少于5秒。 According to ASTM B 338 Standard Specification for Seamless and welded Titanium and Titanium Alloy tubes for Condensers and Heat Exchangers The maximum hydrostatic test pressure shall not exceed 2500 psi (17.2 MPa) for sizes 3 in. (76 mm) and under, or 2800 psi (19.3 MPa) for sizes over 3 in. (76 mm). Hydrostatic pressure shall be maintained for not less than 5 s. 试验过程 Test 升压时间 Pressure build-up 由( 时分)至( 时分) From p.m to p.m 试验压力 Test pressure 17.2MPa 保压时间 Pressure maintainin g 由( 时分)至( 时分) From p.m to p.m 试验压力 Test pressure 17.2MPa 检查时间 Inspection 由( 时分)至( 时分) From p.m to p.m 试验压力 Test pressure 17.2MPa 结论(Conclusion): 本产品经17.2 MPa试验,无渗漏;无可见的异常变形;无异常响声;试验结论合格。This product test by 17.2 Mpa, no leakage;no visible abnormal deformation;no abnormal noise;Test conclusion of qualified. 检查员(inspector):日期(date): 检验责任师(duty engineer):日期(date):
桩基静载荷试验检测报告[详细]
合川城区涪江上段防洪护岸工程(赵家渡段)二标段 桩基静荷载试验 报告编号:2014桩基(J)001 检 测 报 告 重庆恒信水利工程质量检测有限责任公司 2014年7月1日
注意事项 1、报告无检测单位“报告专用章”无效; 2、报告无报告编写、报告校对、报告审核人签字无效; 3、报告涂改无效; 4、非经同意,不得部分复制本报告; 5、对本检测报告若有异议,应于收到报告之日起十五日内向检测单位提出,逾期不予受理; 6、对于委托检验,样品代表性由委托单位负责.
建设单位:重庆江城水务有限公司 设计单位:重庆市水利电力建筑勘察设计研究院 监理单位:黄河工程监理咨询有限责任公司 施工单位:重庆洪源建筑集团有限公司 检测单位:重庆恒信水利工程质量检测有限责任公司项目参与人员: 报告编写: 报告校对: 报告审核:
合川城区涪江上段防洪护岸工程(赵家渡段)二标段 桩基静荷载试验检测报告 一、工程概况 ××工程地上2层.地基基础采用深层搅拌桩.桩径为ф700,基础混凝土强度等级为C25.单桩设计承载力为200kN,经深层搅拌处理后地基承载力特征值不得小于180KPa,建筑结构安全等级为二级. 我中心于历时3日完成对该工程地基的静载荷试验检测工作,试验点(桩)总数为6个.(具体情况见下表1,平面布置示意图见下图1).现依据试验原始数据提交本次试验检测报告. 表1 各试验点具体情况一览表
图1 各试验点平面布置示意图 二、检测依据 1、《建筑地基处理技术规范》(JGJ79—2002) 2、《岩土工程勘察规范》(GB50021-2001) 3、《建筑桩基技术规范》(JGJ 94-94) 4、《建筑基桩检测技术规范》(JGJ 106-2003) 5、《江西省桩基质量检测管理规定》(试行) 6、《江西省建筑基桩及复合地基检测方法及取样数量》 ---赣力基础【2005】第001号 7 、设计图纸及相关说明文件 三、载荷试验 ㈠、复合地基土载荷试验检测 1、试验设备 试验采用砂袋压重平台反力装置,千斤顶施压,主梁由4根18号工字钢组成,副梁由
压力容器气密性试验的要求
压力容器气密性试验的要求 1、压力容器气密性试验压力为压力容器的设计压力; 2、介质毒性程度为极度、高度危害或设计上不允许有微量泄漏的压力容器,必须进行气密性试验; 3、气密性试验应在液压试验合格后进行。对设计图样要求做气压试验的压力容器,是否需再做气密性试验,应在设计图样上规定; 4、碳素钢和低合金钢制压力容器,其试验用气体的温度应不低于 5℃,其他材料制压力容器按设计图样规定; 5、气密性试验所用气体应为干燥洁净的空气、氮气或其他惰性气体; 6、压力容器进行气密性试验时,一般应将安全附件装配齐全。如需投用前在现场装配安全附件,应在压力容器质量证明书的气密性试验报告中注明装配安全附件后需再次进行现场气密性试验; 7、经检查无泄漏,保压不少于30分钟即为合格。 气密性试验 气密性试验的主要目的是检查连接部位的密封性能。 气密性试验应在耐压试验合格后进行,对进行气压实验的设备,气密性试验可在气压试验压力降到气密性试验压力后一并进行。 设备气密性试验方法及要求: (1)对城镇燃气管道等进行严(气)密性试验,应根据《城镇燃气输配工程施工及验收规范》CJJ33-2005的规定,试验介质宜采用空气,试验压力应满足下列要求: 1)设计压力小于5kPa时,试验压力应为20kPa。 2)设计压力大于或等于5kPa时,试验压力应为设计压力的1.15倍,且不得小于
0.1MPa。 (2)严(气)密性试验稳压的持续时间应为24h,每小时记录不应少于1次,当修正压力降小于133Pa时为合格。修正压力降应按下式确定: ΔP=(H1+B1)-(H2+B2)(273+t1)/(273+t2)式中ΔP—修正压力降(Pa); H1、H2——试验开始和结束时的压力计读数(Pa); B1、B2——试验开始和结束时的气压计读数(Pa); t1、t2——试验开始和结束时的管内介质温度(℃)。 深圳市富源达机械设备有限公司总部设在龙岗区布吉深惠路134号五楼西座,是一家技术力量雄厚的专业的防水测试设备生产厂家,拥有多年的生产和技术开发经验,现主要产品是:试水机,试漏机,测漏机,检漏机,试漏仪,测漏仪,检漏仪,气密性检测设备,防水测试机,防水测试仪,防水测试设备,0-50度试水机,六头/十头真空试水机,水压真空两用试水机等。公司产品远销香港、台湾、日本、韩国、印度、马来西亚、新加坡、士耳其、新西兰、美国、德国等。
压力容器耐压试验要求与注意事项
压力容器耐压试验要求与注意事项 1. 一般要求 (1)试验前,容器须经单项检查和总装检查合格,并将内部的残留物清除干净,特别是与水接触后能引起容器壁腐蚀的物质必须彻底除净。外部有保温层或其它复盖层的容器,为了不影响对容器壁渗漏情况的检查,最好将这些遮盖层拆除。有衬里的容器,经检查后确认衬里良好无损、无腐蚀或开裂现象,可不拆除衬里。 2)试验时封闭容器接管用的盲板压力等级应大于或等于试验容器的设计压力(或最高工作压力),所配用的螺栓、螺母的数量、材质、规格应按相应的标准选用。试验前应将各部位的紧固螺栓装配齐全,紧固妥当。 (3)对生产工艺系统中的在用容器进行试验时,必须用盲板隔断与其相连的设备和管道。且应挂有明显的标志,试验前应认真检查试验系统是否有泄漏。 (4)在用容器试验时,如果不能确认不致因残留的介质的易燃特性而导致燃烧、爆炸,则严禁采用空气作为试验介质。 (5)试验系统至少应有两块量程相同,并经校验合格的压力表,一块置于容器本体上,另一块置于试验系统的缓冲器上,以便观察压力变化的部位。 (6)对压力表的选用要求是: ①选用的压力表,必须与压力容器内的介质相适应。 ②低压容器使用的压力表精度不低于2.5级:中压及高压容器使用的压力表精度不应低于1.5级。 ③压力表盘刻度极限值为最高工作压力的1.5~3.0倍,最好选用2倍。表盘直径不应小于100mm。 (7)试验过程中,如果发现异常响声、压力下降、受压元件明显变形、油漆剥落、安全附件失效、紧固件损坏或试验系统发生故障,压力表指示值不一致等不正常现象时,应立即停止试验,并分析原因。 (8)容器内部有压力时,不得对受压元件进行任何修理和紧固螺栓工作。在试验压力下严禁碰撞和敲击试验容器。在确认容器内无压力后方可拆卸试验系统和临时附件。 (9)安全阀与试验容器之间有截止阀的,此阀在试验过程中必须闭止。如果安全阀直接安装在试验容器上,则应拆下安全阀,并将安全阀管口用盲板封闭,不允许采用调整螺母以压紧弹簧加载的方法将安全阀压死。 10)不得对同一容器多次进行耐压试验。 (11)压力试验场地应有可靠的安全防护设施,并应经单位技术负责人和安全部门检查认可。压力试验过程中,不得进行与试验无关的工作,无关人员不得在试验现场停留。试验时场地周围应有明显的标志。 2. 液压试验注意事项 (1)试验前应核查容器的支承结构是否满足灌满水后的承载要求。立式容器卧置进行试验时,还应妥善考虑支承的部位和塔体变形等问题。 (2)试验前容器外表应保持干燥。
压力容器气密性试验操作规程
压力容器气压或气密性试验安全操作规程 一、操作规程通用于本公司生产的符合设计图样要求进行气压、气密性试验的压力容器。 二、本操作规程按GB150.1~GB150. 4《压力容器》和《固定式压力容器安全技术监察规 程》制定。 三、安全措施: 1、在试验场地四周围有防护护栏,并经公司总工程师和公司安全部门负责人或生产副总检查认可。 2、气压、气密性试验时,禁止无关人员在场。 3、每次试验时,应通知公司安全技术人员到场。 四、操作步骤: 1、每一台产品在试验前,应在总体检验合格后进行。 2、压力容器进行气压或气密性试验时,一般应将安全附件装配齐全,各连接部位的螺栓必须装配齐全,紧固妥当。 3、气源要求:试验所使用气体应为干燥、洁净的空气、氮气、或其它惰性气体。 4、领用压力表:领用两只相同量程且经校验,在有效期内的压力表,压力表量程应是最大允许工作压力的1.5~3倍,最好是2倍,表盘直径不小于100mm;压力表精度不低于1.6级。 5、压力表的安装:压力表应装在被试验容器顶部便于观察的位置。 6、试验温度要求:碳钢和低合金钢制压力容器,其试验用气体的温度应不低于5℃,其它材料制压力容器按设计图样规定。 7、试压: 1)、气压试验:先缓慢升压至规定试验压力的10%,保压足够时间,并对所有焊缝和连接部位进行初次检查。如无泄漏可继续升压到规定试验压力的50%,如无异常现象,其后按规定试验压力的10%逐级升压,直到试验压力,保压30min。然后降到规定设计压力,保压足够时间进行检查。 2)、气密性试验:容器在耐压试验后,方可进行气密性试验;试验时压力应缓慢上升,达到规定试验压力后保压10min,对所有焊接接头和连接部位进行泄漏检查。小型容器也可浸入水中检查。
常压容器检测报告
报告编号: CYRQ-20160008 固定式危险化学品常压容器 定期检验报告 使用单位:湖北秦盛化工有限公司 容器名称:三氯化磷储罐 设备编号:3# 工作介质:三氯化磷 检验机构:湖北圣信特种设备检测有限公司 检验日期:2016.4.9 检验机构地址:武汉武昌区徐东大街352
说明 1、湖北圣信特种设备检测有限公司是经国家质量监督检验检疫总局核准的专门从事特种设备检验的国营企业,对检验的公正性和抽样的真实性及检验工作质量负责。 2、本检验报告一式二份,正本一份交使用单位,副本一份本单位存档。 3、本检验报告书无检验、审核、批准的人员签章和检验机构的检验专用章无效。 4、复制本报告未重新加盖检验机构的检验专用章无效。 5、受检单位对检验结论如有异议,应在收到本检验报告之日起15日内,以书面形式向本检验单位提出。 第1页
检验报告目录 序号报告名称页数 1 危险化学品常压容器检验结论报告 3 2 危险化学品常压容器技术资料审查报告 4 3 危险化学品常压容器宏观检查报告 5 4 危险化学品常压容器测厚报告 6 5 危险化学品常压容器磁粉检测报告7 6 危险化学品常压容器渗透检测报告/ 7 危险化学品常压容器整体压力(渗漏)试验报告8 8 危险化学品常压容器接地电阻测试报告/ 9 危险化学品常压容器通气阀试验报告/ 注:出具报告时,从封面起按此序号顺序装订,未检验项目则空缺,并在此目录的序号上打“×”。 第2页
(1)危险化学品常压容器检验结论报告 使用单位 湖北秦盛化工有限公司 单位地址 湖北省武汉市青山区 联 系 人 黄化 联系电话 / 容器名称 三氯化磷储罐 设备编号 3# 工作介质 三氯化磷 结构形式 鞍式圆筒型 检验依据 《钢制固定式危险化学品常压容器定期检验规则》 本次 检验 项目 资料审查 宏观检查 结构检查 几何尺寸检查 磁粉检测 □渗透检测 罐体厚度测定 整体压力(渗透)试验 □导静电装置 及接地电阻测试 □通气阀试验 仪表及附件检查 □(其它) 存在 的问 题和 建议 对检出缺陷的性质、尺寸、位置描述及处理意见: 无 检验结论 〇允许使用。 〇整改后使用。 〇停止使用。 结论说明 合格 下次检验日期: 2018-04-07 检验员 2016年 4月9日 检验单位专用章 2016年 4 月 9日 审 核 2016年4 月 9日 检验单位 技术负责人 2016年 4月 9 日 第3页
压力容器水压试验方案
压力容器水压试验方案 压力容器的试压、试漏是关系到设备安全运行、工厂安全生产的大事,此次19台换热器需要进行试压试验,所以必须严格认真的完成。 1、试压人员安排: 项目负责人: 技术负责人: 安全负责人: 施工负责人: 施工员: 2、试压工具准备: 对压力表的要求: 试压用压力表必须经过校验,并在周检期内,其精度不得低于 1.5级,表的满刻度值应为被检测最大压力的1.5~2倍,压力表不得少于两块。 设备本体上部安一块压力表,试压泵出口安一块压力表,读数以设备本体上部压力表为准。 3、试压前准备工作: 3.1持事业部合格作业票进行试压工作。 3.2拆卸压力容器封头(此项工作由专门拆、装封头小组进行)。 3.3将所有与压力容器联接处法兰打盲板,留一阀门法兰作为试压注水口,另 在容器顶部留一空气出口(以确保容器内不留空气)。若换热器为U形管时须先上夹法兰。 3.4将容器内注满水,盲死出气孔。 3.5接上试压泵。由专业电工接通试压机电源,准备试压。 4、试压: 4.1启动试压泵,待容器内有压力显示时,手动控制试压机出口阀,使容器内 压力缓慢上升直至所需压力,以免压力突然上升超过容器允许最高压力引发设备事故。 4.2试压按规定压力进行,先将容器内压力升至工作压力的1/3,检查容器、 盲板等处有无明显泄漏点,若有,待泄压后处理。若未发现异状或泄漏,继续按试验压力的10%逐级升压,每级稳压3min,直至试验压力,稳压10min, 再降至设计压力,保压30分钟,每小时平均泄漏率A < 0.5%时为合格,泄漏率计算公式为A=100t (1 —P2T1/P订2)。 5、试压过程中认真作好记录,试压合格后由设备主管部门签字认可。 6、泄压,拆除盲板(所有盲板回收再利用),将各联接处换垫复位。 7、清理现场。
电渣压力焊焊接工艺试验报告
电渣压力焊焊接工艺试验评估报告 目录 1、钢筋电渣压力焊工艺评定作业指导书 2、钢筋电渣压力焊工艺评定记录报告
一、钢筋电渣压力焊工艺评定作业指导书 1、编制目的明确钢筋电渣压力焊的施工工艺,确保施工工艺评定满足设计和施工规范规定的要求,验证设计和施工规范的可操作性与可执行性,同时用以指导现场施工。 2、实施范围钢筋电渣压力焊适用于本项目工程用HRB400E级14、16、18、20、22、25mm柱钢筋的连接接头。 3、编制依据: 3.1《混凝土结构工程施工及验收规范》; 3.2《钢筋焊接及验收规程》JGJ18-2012; 3.3《工程质量管理手册》 3.4施工图纸说明。 4、施工工艺评定的基本条件 4.1材料准备 4.1.1 钢筋:钢筋的级别、直径必须符合设计要求,有产品合格证、出厂检验报告和进场复试报告。 4.1.2 焊剂 4.1.2.1 在钢筋电渣压力焊中,必须采用合适的焊剂,常用的焊剂型号为HJ431,其性能应符合GB5293碳素钢埋弧焊用焊剂的规定。常用的为熔炼型高锰高硅低氟焊剂或HJ330中锰高硅低氟焊剂。 4.1.2.2 焊剂应存放在干燥的库房内,当受潮时,在使用前应经250~300℃烘焙2h,以防止产生气孔。 4.1.2.3 使用中回收的焊剂,应除去熔渣和杂物,并应与新焊剂混合均匀后使用。 4.1.2.4 焊剂应有出厂合格证。各种焊接材料应分类存放和妥善管理,并应采取防止锈蚀、受潮变质的措施 4.2 施工机具 2.2.1 手工电渣压力焊设备包括:焊接电源、控制箱、焊接夹具、焊剂填装盒等。 2.2.3 焊接电源:钢筋电渣压力焊宜采用次级空载电压较高(75V以上)的交流或直流焊接电源。(一般32mm直径及以下的钢筋焊接时,可采用容量为600A的焊接电源;)。焊机容量应根据所焊钢筋直径选定。一台焊接电源可供数个焊接机头交替用电,单台容量不能满足焊接要求时,同性能的焊机可两台并联使用 4.3施工准备 4.3.1 焊工必须持有有效的焊工考试合格证。 4.3.2 设备应符合要求。焊接夹具应有足够的刚度,在最大允许荷载下应移动灵活,操作方便。焊剂填装盒的直径与所焊钢筋直径相适应,不致在焊接过程中烧坏。电压表、时间显示器应配备齐全,以便操作者准确掌握各项焊接参数。 4.3.3 焊接电源应符合要求。当电源电压下降大于5%,则不宜进行焊接。 4.3.4 作业场地应有安全防护措施,制定和执行安全技术措施,加强焊工的劳动保护,防止发生烧伤、触电、火灾、爆炸以及烧坏机器等事故。 5、施工工艺 5.1 工艺流程:检查设备、电源→钢筋端头制备→选择焊接参数→安装焊接夹具和钢筋→安放铁丝圈(也可省去) →安放焊剂盒、填装焊剂→试焊、
最新压力容器外观及几何尺寸检验报告(GB151)
产品质量证明书 CERTIFICATE OF THE PRODUCT QUALITY 产品编号 Product No.: 设备位号 Item No. : 产品名称 Product Name: 制造日期 年月 Date of Manufacture: 厂名 英文厂名
产品质量证明书目录 Contents 1.产品合格证 Certificate of Compliance 2.产品技术特性 Technical Characteristic of Product 3.产品主要受压元件使用材料一览表 Material of Main Pressure Parts of the Product 4.产品焊接试板力学和弯曲性能检验报告 Mechanical Properties and Bend Test Report for the Welding Test Plate of Product 5.压力容器外观及几何尺寸检验报告 Visual and Geometric Dimensions Examination Report of the Pressure Vessel 6.焊缝射线检测报告 Radiographic Examination Report for Welds 7.焊缝射线检测底片评定表 Radiographic Examination Film Interpretation Sheet of Welds 8.焊缝超声检测报告 Ultrasonic Examination Report for Welds 9.渗透检测报告 Liquid Penetrate Examination Report 10.磁粉检测报告 Magnetic Particle Examination Report 11.热处理检验报告 Heat Treatment Examination Report 12.压力试验检验报告 Pressure Test Report 13.钢板锻件超声波检测报告 Ultrasonic Examination Report for Steel Plate and Forging 压力容器外观及几何尺寸检验报告 Visual and Geometric Dimensions Examination Report of the Pressure Vessel 产品编号(Product No:)
(完整word版)压力容器年度自查报告
报告编号:××××压力容器年度检查报告 设备品种:换热器 产品名称:反应产物混氢油换热器 设备代码:×××× 单位内编号:E2001/C 使用单位:×××× 检查日期:2016年11月10日 ××××
压力容器年度检查结论报告 报告编号:××××设备品种换热器产品名称反应产物混氢油换热器设备代码××××结构形式单层 使用登记证编号容3HE鲁C17453 单位内编号E2001C 使用单位名称×××× 设备使用地点××× 安全管理人员×××联系电话××× 安全状况等级2级下次定期检查日期2021.12 检查 依据 《压力容器使用管理规则》 问题 及其 处理 无 检查结论(符合要求) -- 压力9.4/7.9Mpa 温度215/265℃ 介质混氢油/反应产物 下次年度检查日期:2017 年11月 说明无 检查:×××日期:2016.11.10 审核:×××日期:2016.11.11 审批:×××日期:2016.11.12
压力容器年度检查报告附页 报告编号:×××× 序号检查项目与内容检查结果备注 1 安 全 管 理安全管理制度、安全操作规程 √ 2 设计、制造、安装、改造、维修等资料— 3 《使用登记表》、《使用登记证》√ 4 作业人员上岗持证情况√ 5 日常维护保养、运行、定期安全检查记录√ 6 年度检查、定期检验报告及问题处理情况√ 7 安全附件校验、修理和更换记录√ 8 移动式压力容器装卸记录— 9 应急预案和演练记录√ 10 压力容器事故、故障情况记录— 11 容 器 本 体 及 运 行 情 况铭牌、漆色、标志和使用登记证编号的标注 √ 12 本体接口(阀门、管路)部位、焊接接头缺陷情况 检查 √ 13 外表面腐蚀、结霜、结露情况检查√ 14 隔热层检查√ 15 检漏孔、信号孔检查√ 16 压力容器与相邻管道或者构件间异常振动、响声或 者相互摩擦情况检查 √ 17 支承或者支座、基础、紧固螺栓检查√ 18 排放(疏水、排污)装置检查√ 19 运行期间超温、超压、超量等情况检查√ 20 接地装置检查√ 21 监控措施是否有效实施情况检查√ 22 快开门式压力容器安全连锁功能检查√ 序号检查项目与内容检查结果备注
压力容器水压试验
1HYDROSTATIC PRESSURE TEST PROCEDURE 水压试验程序 1.General概述 1.1All completed vessels fabricated in accordance with GB150-1998 shall satisfactorily pass pressure test. 按GB150-1998《钢制压力容器》要求制造的压力容器在完成后应水压试验合格。 1.2A hydrostatic test shall be conducted on all vessels after all fabrication has been completed, except for operation which could not be performed prior to the test such as weld and preparation, cosmetic grinding on the base material which does not affect the required thickness. 除了不能预先进行的焊缝表面、母材表面上不影响要求的厚度的外观打磨处理,水压试验必须在容器制造完毕,总体检查合格后进行。 除了焊接、准备工作以及在母材表面进行的不影响要求厚度的外观打磨处理不能预先进行之外,水压试验必须在容器制造完毕后进行。 1.3A hydrostatic test shall be conducted on all vessels after all examinations have been performed, except those required after the test. 压力容器必须全部制造完成并经检查合格后,方可进行水压试验。
压力容器气密性试验作业安全操作规程(最新版)
( 操作规程 ) 单位:_________________________ 姓名:_________________________ 日期:_________________________ 精品文档 / Word文档 / 文字可改 压力容器气密性试验作业安全 操作规程(最新版) Safety operating procedures refer to documents describing all aspects of work steps and operating procedures that comply with production safety laws and regulations.
压力容器气密性试验作业安全操作规程 (最新版) ⒈容器气密性试验应在水压试验合格后进行。对设计图纸要求作气压试验的压力容器是否需要作气密性试验,应在设计图纸中规定。气密性试验人员必须做到持证上岗。 压力容器气密性试验压力相等于容器设计压力。 ⒉进行试验前,必须按有关规定严格做好以下准备工作,并进行确认: ⑴试验场地应划定安全防护区,要有明显的安全标志和可靠的防护设施,安全距离不得小于30米; ⑵试验用的安全装置应安放在安全可靠、便于操作控制的地方;压力表的量程精度与刻度,必须与试验要求匹配,并便于观察和记录;
⑶可拆部件应拆卸,各紧固螺栓必须装配齐全、牢固; ⑷采用妥当的方法将容器内部剩余的介质全部清理干净; ⑸不参与试验的设备或管线、仪表应用盲板隔离或拆除后暂以短管相连,并有明显标记和记录,以便试验后能拆除复位。 ⒊试验介质应为洁净的空气、氮气或其它惰性气体,气体温度不低于15℃。具有易燃介质的在用容器,必须进行彻底的清洗和置换,否则严禁用空气作为试验介质。 ⒋试验升压程序及检查: ⑴首先应使试验系统压力保持平衡; ⑵缓慢通气,达到试验压力的10%(不小于1个表压)应暂停进气,对连接密封部位及焊缝等进行检查,若无泄漏或异常现象可继续升压; ⑶升压应分梯次逐级提高,每级一般可为试验压力的10--- 20%,每级之间要适当保压,以观察有无异常现象; ⑷升压过程中,严禁工作人员在现场作业或进行检查工作;⑸达到试验压力后,首先观察有无异常现象,然后由专人进行检察和
储气罐定期检验报告
JHQS/YLRQ-09 报告编号:TSG15JW5211 压力容器定期检验报告 使用单位: 设备代码: 设备名称:储气罐 设备类型:简易压力容器 设备型式:c608d7-145 检验机构: ***特种设备检测中心 检验日期:2015-06-25 ***特种设备检测中心
说明 1、本报告书为依据《压力容器定期检验规则》对新安装或定期检验的容器进行 检验的结论报告 2、报告书应由计算机打印输出,或用钢笔、签字笔填写,字迹应当工整,修改 无效。 3、本报告书无检验、审核、批准人员签字和检验机构的核准证号、检验专用章 或者公章无效。 4、本报告一式三份,由检验机构、使用单位、日常维护保养单位分别保存。 5、受检单位对本报告结论如有异议,请在收到报告书之日起15日内,向检验机构 提出书面意见。 通讯地址: 业务电话: 抱怨电话: 传真: 邮编: 压力容器定期检验报告 报告编号:TSG15JW5211
使用单位 单位地址 单位代码 管理人员 / 联系电话 邮政编码 容器名称 储气罐 容器类别 I 单位内 编 号 — 容器品种 S 结构形式 单层 主要检验依据: TSG R7001《压力容器定期检验规则》 检验发现的缺陷位置、程度、性质及处理意见(必要时附图或附页): 经检验,本台压力容器的安全状况等级评定为:I 级 结论 允许运行 参数 P:≤1.0MPa 其他:- T:≤100℃ -- 介质:压缩空气 结论说明: 复检合格 下次全面检验日期:2016年06月24日 编制: 日期:2015年06月25日 机构核准号:TS7110086-2016 (检验机构公章或检验专用章) 2015年06月25日 审核: 日期:2015年06月25日 批准: 日期:2015年06月25日 共3页 第1页 压力容器资料审查报告 报告编号:TSG15JW5211
最新压力试验检验报告(受监)
产品质量证明书CERTIFICATE OF THE PRODUCT QUALITY 产品编号 Product No.: 设备位号 Item No. : 产品名称 Product Name: 制造日期 年月 Date of Manufacture: 厂名 英文厂名
产品质量证明书目录 Contents 1.产品合格证 Certificate of Compliance 2.产品技术特性 Technical Characteristic of Product 3.产品主要受压元件使用材料一览表 Material of Main Pressure Parts of the Product 4.产品焊接试板力学和弯曲性能检验报告 Mechanical Properties and Bend Test Report for the Welding Test Plate of Product 5.压力容器外观及几何尺寸检验报告 Visual and Geometric Dimensions Examination Report of the Pressure Vessel 6.焊缝射线检测报告 Radiographic Examination Report for Welds 7.焊缝射线检测底片评定表 Radiographic Examination Film Interpretation Sheet of Welds 8.焊缝超声检测报告 Ultrasonic Examination Report for Welds 9.渗透检测报告 Liquid Penetrate Examination Report 10.磁粉检测报告 Magnetic Particle Examination Report 11.热处理检验报告 Heat Treatment Examination Report 12.压力试验检验报告 Pressure Test Report 13.钢板锻件超声波检测报告 Ultrasonic Examination Report for Steel Plate and Forging
压力容器定期检验相关规定
压力容器定期检验相关规定 姓名:XXX 部门:XXX 日期:XXX
压力容器定期检验相关规定 第一章总则 第二条本规则适用于属于《容规》适用范围的压力容器的年度检查和定期检验。 第三条年度检查,是指为了确保压力容器在检验周期内的安全而实施的运行过程中的在线检查,每年至少一次。固定式压力容器的年度检查可以由使用单位的压力容器专业人员进行,也可以由国家质量监督检验检疫总局(以下简称国家质检总局)核准的检验检测机构(以下简称检验机构)持证的压力容器检验人员进行。 第四条压力容器定期检验工作包括全面检验和耐压试验。 (一)全机检验是指压力容器停机时的检验。全面检验应当由检验机构进行。其检验周期为: 1、安全状况等级为1、2级的,一般每6年一次; 2、安全状况等级为3级的,一般3~6年一次; 3、安全状况等级为4级的,其检验周期由检验机构确定。 第五条压力容器一般应当于投用满3年时进行首次全面检验。下次的全面检验周期,由检验机构根据本次全面检验结果按照本规则第四条的有关规定确定。 第二章年度检查 第十一条压力容器年度检查包括使用单位压力容器安全管理情况检查、压力容器本体及运行状况检查和压力容器安全附件检查等。 检查方法以宏观检查为主,必要时进行测厚、壁温检查和腐蚀介质含量测定、真空度测试等。 第 2 页共 5 页
第十三条检查前检查人员应当首先全面了解被检压力容器的使用 情况、管理情况,认真查阅压力容器技术档案资料和管理资料,做好有关记录。压力容器安全管理情况检查的主要内容如下:, (一)压力容器的安全管理规章制度和安全操作规程,运行记录是否齐全、真实,查阅压力容器台账(或者账册)与实际是否相符; (二)压力容器图样、使用登记证、产品质量证明书、使用说明书、监督检验证书、历年检验报告以及维修、改造资料等建档资料是否齐全并且符合要求; (三)压力容器作业人员是否持证上岗; (四)上次检验、检查报告中所提出的问题是否解决。 第三章全面检验 第二十条检验前应当审查以下资料: (一)设计单位资格、设计、安装、使用说明书、设计图样,强度计算书等; (二)制造单位资格,制造日期,产品合格证,质量证明书(对低温度液体(绝热)压力容器,还包括封口真空度、真空夹层泄漏率检验结果、静态蒸发率指标等),竣工图等; (三)大型压力容器现场组装单位资格,安装日期,竣工验收文件; (四)制造、安装监督检验证书,进口压力容器安全性能监督检验报告; (五)使用登记证; (六)运行周期内的年度检查报告; (七)历次全面检验报告; (八)运行记录、开停车记录、操作条件变化情况以及运行中出现 第 3 页共 5 页
- 压力容器耐压试验报告(水压试验)
- 压力容器定期检验的内容
- 耐压试验和泄漏试验工艺守则
- 特殊条件下压力容器耐压试验压力的确定探讨
- 压力容器耐压试验报告水压试验
- 压力容器耐压试验工艺规程
- 压力容器耐压试验报告水压试验
- JIS B8283-1993 压力容器的耐压试验及泄漏试验 中文版
- 压力容器耐压试验作业指导书
- 压力容器的耐压试验和泄漏试验
- 如何对压力容器进行耐压试验
- 耐压试验和泄漏试验控制程序
- 压力容器耐压试验报告水压试验
- (完整版)压力容器耐压试验报告(水压试验)
- GB 150-2011压力容器耐压试验压力取值探讨
- 压力容器耐压试验安全操作规程
- 特殊条件下压力容器耐压试验压力的确定探讨
- 压力容器耐压试验和气密试验工艺守则
- 压力容器耐压试验与泄漏试验
- 压力容器耐压及气密性试验通用规程