NX 3+2轴的编程及后处理
NX 3+2轴的编程及后处理
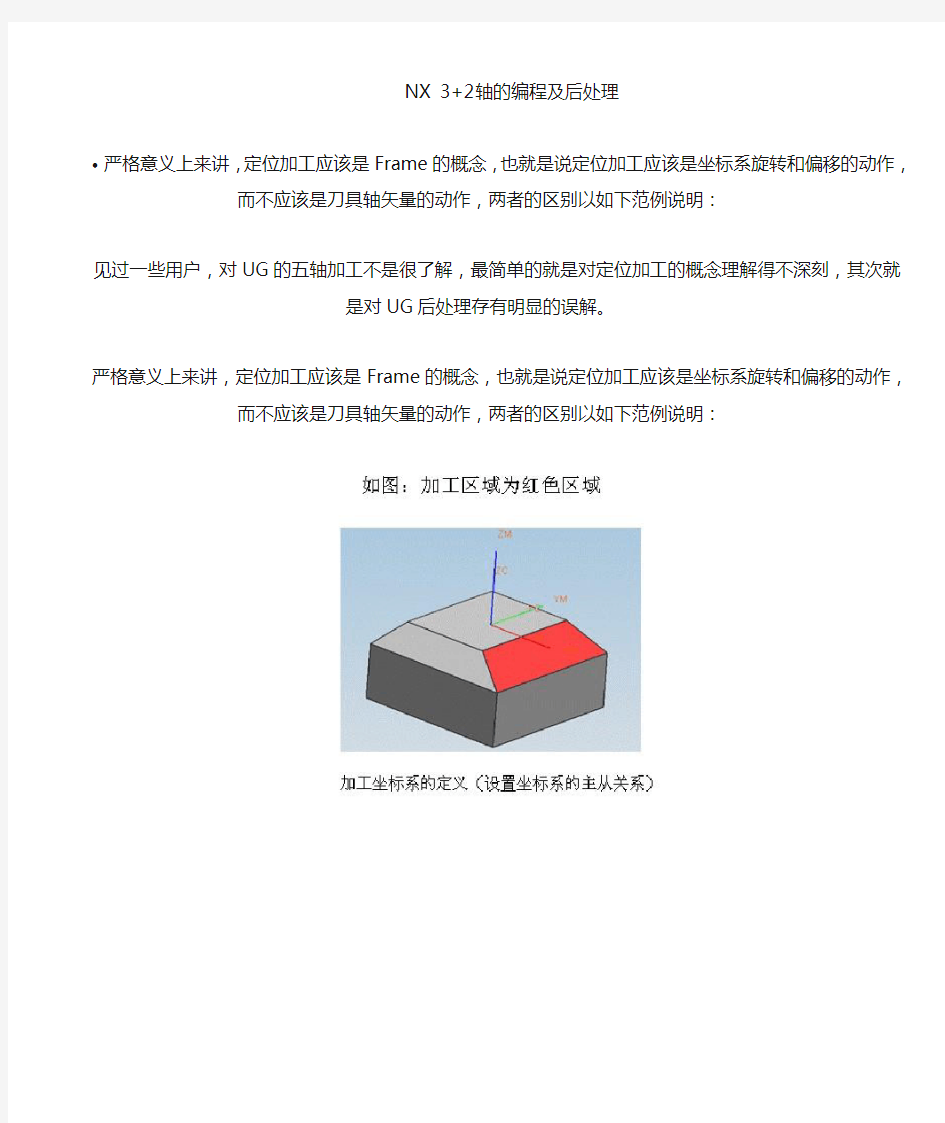
严格意义上来讲,定位加工应该是Frame的概念,也就是说定位加工应该是坐标系旋转和偏移的动作,而不应该是刀具轴矢量的动作,两者的区别以如下范例说明:
见过一些用户,对UG的五轴加工不是很了解,最简单的就是对定位加工的概念理解得不深刻,
其次就是对UG后处理存有明显的误解。
严格意义上来讲,定位加工应该是Frame的概念,也就是说定位加工应该是坐标系旋转和偏移的动作,而不应该是刀具轴矢量的动作,两者的区别以如下范例说明:
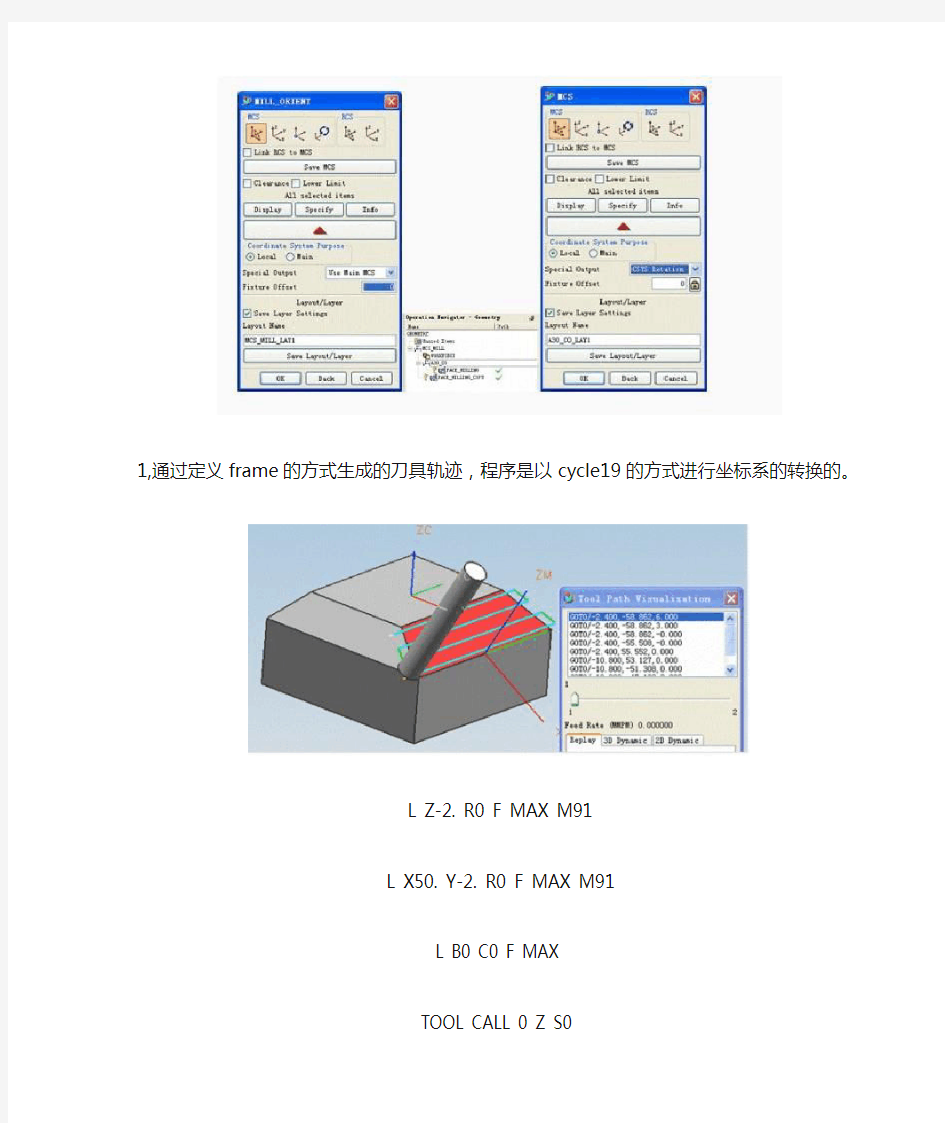
1,通过定义frame的方式生成的刀具轨迹,程序是以cycle19的方式进行坐标系的转换的。
L Z-2. R0 F MAX M91
L X50. Y-2. R0 F MAX M91
L B0 C0 F MAX
TOOL CALL 0 Z S0
CYCL DEF 32.0 TOLERANCE
CYCL DEF 32.1 T0.01
CYCL DEF 32.2 HSC-MODE:0 TA0.5
M51 ; NEW TRAVEL AREA
CYCL DEF 19.0 WORKING PLANE
CYCL DEF 19.1 A-0.000 B30.000 C0.000
L B+Q121 C+Q122 F MAX M126 ; SHORTER PATH TRAVERSE ON
CYCL DEF 19.0 WORKING PLANE
CYCL DEF 19.1
M128 F15000 ; TCPM ON
L X53.0000 Y0.0000 F MAX
L Z300 F MAX
M129 ; TCPM OFF
CYCL DEF 7.0 DATUM SHIFT
CYCL DEF 7.1 X50.0000
CYCL DEF 7.2 Y0.0000
CYCL DEF 7.3 Z-15.0000
CYCL DEF 19.0 WORKING PLANE
CYCL DEF 19.1 A-0.000 B30.000 C0.000
L X-2.4 Y-58.8623 F MAX M13
L Z6. F MAX
L Z3. F MAX
2,通过指定刀具轴矢量方式生成的刀具轨迹,程序是以五轴的方式进行处理的。
L Z-2. R0 F MAX M91
L X50. Y-2. R0 F MAX M91
L B0 C0 F MAX
TOOL CALL 0 Z S0
CYCL DEF 32.0 TOLERANCE
CYCL DEF 32.1 T0.01
CYCL DEF 32.2 HSC-MODE:0 TA0.5 M52 ; NEW TRAVEL AREA
L M126 ; SHORTER PATH TRAVERSE ON L B-30. C180. F10000.
L M128 F15000 ; TCPM ON
L X50.9215 Y-58.8623 F MAX M13
L Z-8.6038 F MAX