2Cr13马氏体不锈钢的激光焊接组织及性能研究
文章编号:1002-6886(2008)06-0070-02
2Cr13马氏体不锈钢的激光焊接组织及性能研究
余和国,赵飞(通讯作者)
(贵州大学材料科学与冶金工程学院,贵州贵阳550003)
作者简介:余和国(1984-),男,贵州毕节人,贵州大学材料学院材料物理专业04级本科生。 收稿日期:2008-9-23
摘要:利用OM 、显微硬度仪和电子万能试验机对激光焊接2Cr13马氏体不锈钢的接头显微组织、硬度和抗拉强度进行了
研究。结果表明:焊缝中心区组织为等轴晶、近中心区为柱状晶,熔合区为枝状晶和少量的胞状晶,热影响区(H.A.Z )主要由针状马氏体组织组成;焊缝中心区最高硬度约为Hv330,H.A.Z 的平均硬度约为Hv265,基材平均硬度约为Hv270,从H.A.Z 到基材硬度明显下降;焊接接头的抗拉强度平均值为491MPa ,宏观断口为脆性断裂特征。关键词:2Cr13 马氏体不锈钢 激光焊接 组织 性能
Microstructure and Properties of Martensite Stainless Steel 2C r13by Laser Welding
YU H eguo ,ZH AO Fei
Abstract :Microstructure ,properties ,and tensile strengt h were investigated by means of OM ,Microhardness Testing Ma 2chine and Electronic Universal Testing Machine.The result s show t hat microstructure of central welding zone ,near central zone and fusion zone is equiaxed crystal ,dendrite crystal ,rough cylindrical crystaland a little cellular crystal respectively.Micro 2structure of H.A.Z is mainly needle martensite.The highest hardness value of welding zone is Hv330,t he average hardness of H.A.Z is Hv265,moreover ,t he average hardness of substrate is Hv270.The hardness decreases significantly from H.A.Z to Substrate.The average tensile strengt h of welding joint s is approximately 491MPa.The macro fracture appears t hat t he fracture is brittle obviously.
K eyw ords :2Cr13,martensite stainless steel ,laser welding ,microstructure ,properties
0 引言
激光束焊接是一种高能密度的熔焊焊接方法。它是用激光束将被焊金属加热至熔化温度以上熔合而成的焊接接头[1]。2cr13钢是高合金马氏体型不锈耐热钢,因其高抗蚀性、抗氧化、高强度、高韧性和足够的热强性,使其具有较好的综合机械性能而广泛应用于汽轮发电机转子末级叶片、紧固螺栓及要求有高抗蚀性、高强韧性的容器及构件。从传统焊接方法来看,该钢的焊接接头熔池和热影响很宽,很容易在较大的范围内产生淬硬的粗大组织,并且转变过程中产生了较大的组织应力,使得焊接接头塑性低、脆性大,容易产生裂纹。为了提高该钢焊接接头的结合强度,本文采用高功率激光对该钢进行焊接处理,重点研究了该钢激光焊接接头的组织和力学性能,为今后激光焊接技术在马氏体不锈钢焊接生产中的应用提供理论指导。
1 实验材料与方法
1.1实验材料
激光焊接用2Cr13马氏
体不锈钢,入库状态为正火状态,图1为该钢的显微组织,其组织主要为大量的马氏体。
该钢的化学成分见表1[2]。 表12Cr13马氏体不锈钢的化学成分
C Cr Si
Mn
S
P
0.16~0.24
12.00~14.00
≤0.60≤0.80≤0.030≤0.035
由表1可知该材料碳当量为:
C eq =C +
Mn 6+Cr +Mo 5+Ni +Cu
15
=2.9(%)该钢碳当量相当高,淬硬性很大,它的导热系数约为低碳钢的一半,线膨胀系数则和低碳钢大体相当,冷裂倾向很明显[2]。1.2试样制备
线切割制备焊接试样,试样尺寸为30mm ×20mm ×1mm 。激光焊接前用金相砂纸对试样待焊端口打磨,最后用丙酮清洗。对焊接后的试样用线切割机切成尺寸为60mm ×10mm ×1mm 的拉伸试样。1.3激光焊接工艺参数
通过正交实验,优化出最佳工艺参数:激光功率P =2.4kW ,扫描速度V =2mm/s ,光斑直径d =1mm ,焊接过程中采用氩气保护。1.4组织和性能表征方法
利用GX 51型OM 金相显微镜对焊缝接头进行显微组织观察,并对各区域进行照相;利用HV -1000显微硬度仪进行焊接接头显微硬度测定,载荷砝码200g ,加载时间20s ;
?
07?现代机械 2008年第6期
WDW3100电子万能试验机测定了该钢的抗拉强度值。
2 实验结果与分析
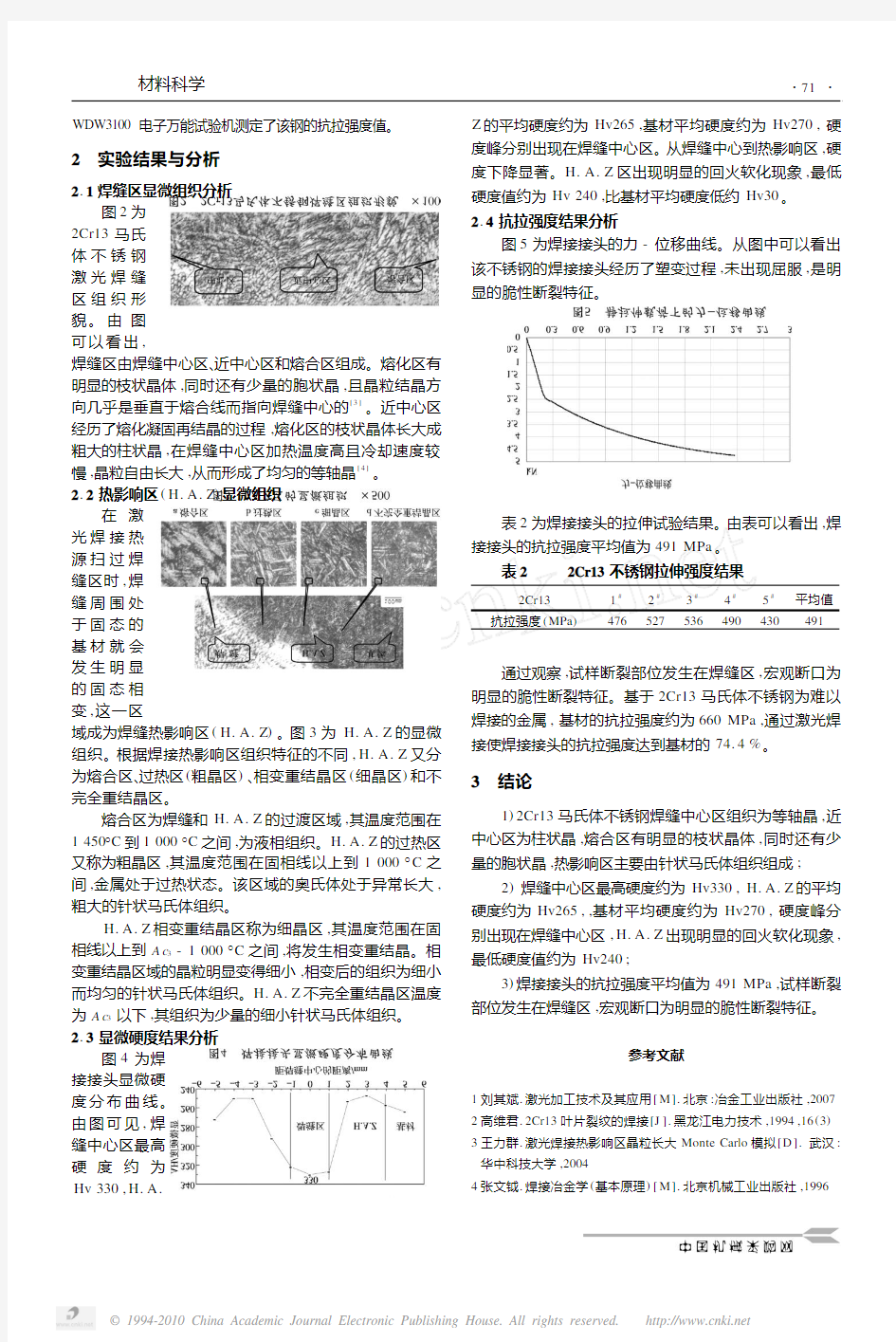
2.1焊缝区显微组织分析
图2为
2Cr13马氏
体不锈钢
激光焊缝
区组织形
貌。由图
可以看出,
焊缝区由焊缝中心区、近中心区和熔合区组成。熔化区有明显的枝状晶体,同时还有少量的胞状晶,且晶粒结晶方向几乎是垂直于熔合线而指向焊缝中心的[3]。近中心区经历了熔化凝固再结晶的过程,熔化区的枝状晶体长大成粗大的柱状晶,在焊缝中心区加热温度高且冷却速度较慢,晶粒自由长大,从而形成了均匀的等轴晶[4]。
2.2热影响区(H.A.Z)显微组织
在激
光焊接热
源扫过焊
缝区时,焊
缝周围处
于固态的
基材就会
发生明显
的固态相
变,这一区
域成为焊缝热影响区(H.A.Z)。图3为H.A.Z的显微组织。根据焊接热影响区组织特征的不同,H.A.Z又分为熔合区、过热区(粗晶区)、相变重结晶区(细晶区)和不完全重结晶区。
熔合区为焊缝和H.A.Z的过渡区域,其温度范围在1450°C到1000°C之间,为液相组织。H.A.Z的过热区又称为粗晶区,其温度范围在固相线以上到1000°C之间,金属处于过热状态。该区域的奥氏体处于异常长大,粗大的针状马氏体组织。
H.A.Z相变重结晶区称为细晶区,其温度范围在固相线以上到A c3-1000°C之间,将发生相变重结晶。相变重结晶区域的晶粒明显变得细小,相变后的组织为细小而均匀的针状马氏体组织。H.A.Z不完全重结晶区温度为A c3以下,其组织为少量的细小针状马氏体组织。
2.3显微硬度结果分析
图4为焊
接接头显微硬
度分布曲线。
由图可见,焊
缝中心区最高
硬度约为
Hv330,H.A.Z的平均硬度约为Hv265,基材平均硬度约为Hv270,硬度峰分别出现在焊缝中心区。从焊缝中心到热影响区,硬度下降显著。H.A.Z区出现明显的回火软化现象,最低硬度值约为Hv240,比基材平均硬度低约Hv30。
2.4抗拉强度结果分析
图5为焊接接头的力-位移曲线。从图中可以看出该不锈钢的焊接接头经历了塑变过程,未出现屈服,是明
显的脆性断裂特征。
表2为焊接接头的拉伸试验结果。由表可以看出,焊接接头的抗拉强度平均值为491MPa。
表22Cr13不锈钢拉伸强度结果
2Cr131#2#3#4#5#平均值抗拉强度(MPa)476527536490430491
通过观察,试样断裂部位发生在焊缝区,宏观断口为明显的脆性断裂特征。基于2Cr13马氏体不锈钢为难以焊接的金属,基材的抗拉强度约为660MPa,通过激光焊接使焊接接头的抗拉强度达到基材的74.4%。
3 结论
1)2Cr13马氏体不锈钢焊缝中心区组织为等轴晶,近中心区为柱状晶,熔合区有明显的枝状晶体,同时还有少量的胞状晶,热影响区主要由针状马氏体组织组成;
2)焊缝中心区最高硬度约为Hv330,H.A.Z的平均硬度约为Hv265,,基材平均硬度约为Hv270,硬度峰分别出现在焊缝中心区,H.A.Z出现明显的回火软化现象,最低硬度值约为Hv240;
3)焊接接头的抗拉强度平均值为491MPa,试样断裂部位发生在焊缝区,宏观断口为明显的脆性断裂特征。
参考文献
1刘其斌.激光加工技术及其应用[M].北京:冶金工业出版社,2007 2高维君.2Cr13叶片裂纹的焊接[J].黑龙江电力技术,1994,16(3) 3王力群.激光焊接热影响区晶粒长大Monte Carlo模拟[D].武汉:华中科技大学,2004
4张文钺.焊接冶金学(基本原理)[M].北京机械工业出版社,1996
?
1
7
?
材料科学
奥氏体不锈钢的焊接工艺
奥氏体不锈钢的焊接工艺 奥氏体不锈钢的焊接工艺 一、焊接方法 由于奥氏体不锈钢具有优良的焊接性,几乎所有的熔焊方法和部分压焊方法都可以焊接。但从经济、实用和技术性能方面考虑,最好采用焊条电弧焊、惰性气体保护焊、埋弧焊和等离子焊等。 1. 焊条电弧焊 厚度在2mm以上的不锈钢板仍以焊条电弧焊为主,因为焊条电弧焊热量比较集中,热影响区小,焊接变形小;能适应各种焊接位置与不同板厚工艺要求;所用[wiki]设备[/wiki]简单。但是,焊条电弧焊对清渣要求高,易产生气孔、夹渣等缺陷。合金元素过度系数较小,与氧亲和力强的元素,如钛、硼、铝等易烧损。 2. 氩弧焊 有钨极弧焊和熔化极氩弧焊两种,是焊接奥氏体不锈钢较为理想的焊接方法。因氩气保护效果好,合金元素过度系数高,焊缝成分易于控制;由于热源较集中,又有氩气冷却作用,其焊接热影响区较窄,晶粒长大倾向小,焊后不需要清渣,可以全位置焊接和[wiki]机械[/wiki]化焊接。缺点是设备较复杂,一般须使用直流弧焊电源,成本较高。 TIG有手工和自动两种,前者较后者熔敷率低些。TIG最适于3mm以下薄板不锈钢焊接,在奥氏体不锈钢[wiki]压力容器[/wiki]和管道的对接和封底焊等广为应用。对于厚度小于0.5mm的超薄板,要求用10~15A电流焊接,此时电弧不稳,宜用脉冲TIG焊。厚度大于3mm有时须开坡口和采用多层多道焊,通常厚度大于13mm,考虑制造成本,不宜再用TIG焊。 3. 等离子弧焊 是焊接厚度在10~12mm以下的奥氏体不锈钢的理想方法。对于0.5mm以下的薄板,采用微束等离子弧焊尤为合适。因为等离子弧热量集中,利用小孔效应技术可以不开坡口,不加填充金属单面焊一次成形,很适合于不锈钢管的纵缝焊接。 焊接工艺参数的选择 焊接时,为保证焊接质量,必须选择合理的工艺参数,所选定的焊接工艺参数总称为焊接工艺规范。例如,手工电弧焊的焊接工艺规范包括:焊接电流、焊条直径、焊接速度、电弧长
1.4021钢种简介1.4021为马氏体不锈钢
1.4021钢种简介:DIN 1.4021为马氏体不锈钢,又可称为420,有较好的耐蚀性能及较高的 力学性能。 特性:耐蚀性佳、较高的力学性能。 (1.4021)元素性能一览表: ¥(C)碳:钢中含碳量增加,屈服点和抗拉强度升高,但塑性和冲击性降低,当碳量0.23%超过时,钢的焊接性能变坏,因此用于焊接的低合金结构钢,含碳量一般不超过0.20%。碳 量高还会降低钢的耐大气腐蚀能力,在露天料场的高碳钢就易锈蚀;此外,碳能增加钢的冷 脆性和时效敏感性。 ¥(Si)硅:在炼钢过程中加硅作为还原剂和脱氧剂,所以镇静钢含有0.15-0.30%的硅。如果钢中含硅量超过0.50-0.60%硅就算合金元素。硅能显著提高钢的弹性极限,屈服点和抗拉 强度,故广泛用于作弹簧钢。在调质结构钢中加入1.0-1.2%的硅,强度可提高15-20%。 硅和钼、钨、铬等结合,有提高抗腐蚀性和抗氧化的作用,可制造耐热钢。含硅1-4%的低 碳钢,具有极高的导磁率,用于电器工业做矽钢片。硅量增加,会降低钢的焊接性能. ¥(Mn)锰:在炼钢过程中,锰是良好的脱氧剂和脱硫剂,一般钢中含锰0.30-0.50%。在 碳素钢中加入0.70%以上时就算“锰钢”,较一般钢量的钢不但有足够的韧性,且有较高的强 度和硬度,提高钢的淬性,改善钢的热加工性能,如16Mn钢比A3屈服点高40%。含锰11 -14%的钢有极高的耐磨性,用于挖土机铲斗,球磨机衬板等。锰量增高,减弱钢的抗腐蚀 能力,降低焊接性能。 ¥(P)磷:在一般情况下,磷是钢中有害元素,增加钢的冷脆性,使焊接性能变坏,降低 塑性,使冷弯性能变坏。因此通常要求钢中含磷量小于0.045%,优质钢要求更低些。 ¥(S)硫:硫在通常情况下也是有害元素。使钢产生热脆性,降低钢的延展性和韧性,在 锻造和轧制时造成裂纹。硫对焊接性能也不利,降低耐腐蚀性。所以通常要求硫含量小于 0.055%,优质钢要求小于0.040%。在钢中加入0.08-0.20%的硫,可以改善切削加工性,通常 称易切削钢。 ¥(Ni) 镍:镍能提高钢的强度,而又保持良好的塑性和韧性。镍对酸碱有较高的耐腐蚀能力,在高温下有防锈和耐热能力。但由于镍是较稀缺的资源,故应尽量采用其他合金元素代用镍 铬钢。 ¥(Cr)铬:在结构钢和工具钢中,铬能显著提高强度、硬度和耐磨性,但同时降低塑性和 韧性。铬又能提高钢的抗氧化性和耐腐蚀性,因而是不锈钢,耐热钢的重要合金元素。 1.4021用途: 瓶胚用钢:1.4021 螺杆用钢:1.4021 手术刀用钢:1.4021 塑胶模用钢:1.4021 阀门配件用钢:1.4021 汽车零配件用钢:1.4021 食品器械配件用钢:1.4021 热处理参考条件:使用硬度:/;已为预硬棒。
马氏体不锈钢的焊接工艺
马氏体不锈钢的焊接工艺 属于马氏体不锈钢的钢号有1Cr13、2Cr13、3Cr13、4Cr13、3Cr13Mo、1Cr17Ni2、2Cr13Ni2、9Cr18、9Cr18MoV等。 ⑴焊接性有强烈的冷裂倾向,焊缝及热影响区焊后均为硬而脆的马氏体组织,钢中含碳量越高,冷裂倾向越大。焊接时在温度超过1150℃的热影响区内,晶粒显著长大。过快或过慢的冷却都可能引起接头脆化。例如,1Cr13钢焊后冷却速度小于10℃/s时,在热影响区将得到粗大的铁素体加碳化物组织,使塑性显著降低;当冷却速度大于40℃/s时,则会产生粗大的马氏体组织,同样也使塑性下降。 马氏体不锈钢的晶间腐蚀倾向很小。 ⑵焊接工艺 1)焊前预热焊前预热是防止产生冷裂纹的主要工艺措施。当C的质量分数为0.1%~0.2%时,预热温度为200~260℃,对高刚性焊件可预热至400~450℃。 2)焊后冷却焊件焊后不应从焊接温度直接升温进行回火处理,因为焊接过程中奥氏体可能未完全转变,如焊后立即升温回火,会出现碳化物沿奥氏体晶界沉淀和奥氏体向珠光体转变,产生晶粒粗大的组织,严重降低韧性。因此回火前应使焊件冷却,让焊缝和热影响区的奥氏体基本分解完了。对于刚性小的焊件,可以冷至室温再回火;对
于大厚度的焊件,需采用较复杂的工艺;焊后冷至100~150℃,保温0.5~1h,然后加热至回火温度。 3)焊后热处理目的是降低焊缝和热影响区的硬度,改善塑性和韧性,同时减少焊接残余应力。焊后热处理分回火和完全退火两种。回火温度为650~750℃,保温1h,空冷;若焊件焊后需机加工的,为了得到最低硬度,可采用完全退火,退火温度为830~880℃,保温2h炉冷至595℃,然后空冷。 4)焊条的选用焊接马氏体不锈钢用焊条分为铬不锈钢焊条和铬镍奥氏体不锈钢焊条两大类。常用铬不锈钢焊条有E1-13-16(G202)、E1-13-15(G207);常用铬镍奥氏体不锈钢焊条有E0-19-10-16(A102)、E0-19-10-15(A107)、E0-18-12Mo2-16(A202)、E0-18-12Mo2-15(A207)等。 珠光体耐热钢由于拥有良好的抗氧化性、热强性能、较强的抗硫、氢腐蚀性能,而被广泛应用在石油化工、锅炉加热等设备中。 焊接材料的选用 焊条的选用须在确保焊接结构安全、可靠使用的前提下,根据被焊材料的化学成分、力学性能、板厚及接头形式、焊接结构特点、受力状态、结构使用条件对焊缝性能的要求、焊接施工条件和技术经济效益等综合考查后,有针对性地选用焊条、必要时还需进行焊接性试验。
奥氏体不锈钢管道焊接工艺规程
奥氏体不锈钢管道焊接工艺规程 浙江华业电力工程股份有限公司企业标准 E n t er p ri s e S ta nd a rd f or zh e ji an g H u ay e Po w er En gi n ee r in g Co.,l t d HYDBP401-2004 奥氏体不锈钢管道焊接工艺规程 2004—04—01 发布 2004—04—01实施 浙江华业电力工程股份有限公司发布
前言 本标准主要起草人:仲春生 本标准审核人:朱文杰、周丰平、刘浩、王新宇 本标准批准人:沈银根 本标准自2004年04月01日发布,04月01日起在全公司范围内试行。本标准由公司工程部负责解释。
奥氏体不锈钢管道焊接工艺规程 1 范围 本标准适用于工业管道、公用管道和发电厂奥氏体不锈钢管道焊接施工。本标准也适用于手工氩弧焊和手工电弧焊作业。 2 规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款,凡是注日期的引用文件,其随后的修改单(不包括勘误的内容)或修订版均不适用于标准,然而,鼓励根据本部分达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。 GB50235—97 《工业金属管道工程施工及验收规范》 GB/T 983—95 《不锈钢焊条》 DL/T869-2004 《火力发电厂焊接技术规程》 劳人部[1988]1号《锅炉压力容器焊工考试规则》 HYDBP006-2004《压力管道安装工程焊接、热处理过程控制程序》 HYDBP018-2004《压力管道安装工程焊接材料管理程序》 HYDBP013-2004《压力管道安装工程材料设备储存管理程序》 HYDBP012-2004《压力管道安装工程材料设备搬运管理程序》 HYDBP008-2004《压力管道安装工程计量管理手册》 HYDBP007-2004《压力管道安装工程检验和试验控制程序》 HYDBP010-2004《压力管道安装工程不合格品控制程序》 劳动部发[1996]140号《压力管道安全管理与监察规定》 3 先决条件
奥氏体不锈钢焊接材料(如309系)来焊接马氏体不锈钢
奥氏体不锈钢焊接材料(如309系)来焊接马氏体不锈钢 裂纹的倾向大对于Fe-Cr-C系马氏体不锈钢来说,采用同质焊接材料,在焊接热循环的作用下,焊缝金属和焊接热影响区焊后状态的组织皆为硬脆的马氏体组织,一般来说,与C含量有关,硬度可达450HV以上,塑性、韧性较低,在扩散氢作用下,易形成冷裂纹。由于氢在马氏体不锈钢中的扩散速度比在碳钢中慢,所以,这种延迟裂纹的产生会比在碳钢中慢。这一点也如焊接高强钢一样,为防止产生冷裂纹,可以进行预热,并保持相应的层间温度。应预热到 200~300℃温度,并保持相应的层间温度。微信公众号:hcsteel为了降低拘束应力,在焊接顺序、接头形状及接头位置上也应改进。为了改善焊接接头的塑性,也应该进行700~800℃的焊后热处理。薄板焊接可以不预热,但若是高速焊接,由于冷速加快,也应进行预热。厚板焊接,由于比薄板冷速快,更容易硬化,从防止冷裂纹的观点,应预热到100℃以上的温度,而且后热600℃。 若采用奥氏体不锈钢焊接材料(如309系)来焊接马氏体不锈钢,如果用同质焊接材料那样的预热和层间温度,就不会产生冷裂纹,而且,焊态的焊缝金属的塑性和韧性也比较好。但是,应该指出,由于母材和焊缝金属在线胀系数上的差异而产生热应力的问题,以及650℃以上焊后热处理脆化的问题,都应加以注意。但若是使用Incolloy系镍合金焊接材料,焊后热处理就可以省去。 随着钢中碳含量的提高,形成冷裂纹的倾向会愈来愈大,形成热
裂纹的倾向也大。比如1Cr13、2Cr13钢的焊接性还是可以的;但随着C含量的提高,比如3Cr13、4Cr13、3Cr16、9Cr18等,其焊接性就很差。
马氏体不锈钢简介
马氏体不锈钢 1、什么是不锈钢 不锈钢(Stainless Steel)是不锈耐酸钢的简称,耐空气、蒸汽、水等弱腐蚀介质或具有不锈性的钢种称为不锈钢;而将耐化学介质腐蚀(酸、碱、盐等化学浸蚀)的钢种称为耐酸钢。由于两者在化学成分上的差异而使他们的耐蚀性不同,普通不锈钢一般不耐化学介质腐蚀,而耐酸钢则一般均具有不锈性。 2、分类 不锈钢常按组织状态分为:马氏体钢、铁素体钢、奥氏体钢、奥氏体-铁素体(双相)不锈钢及沉淀硬化不锈钢等。另外,可按成分分为:铬不锈钢、铬镍不锈钢和铬锰氮不锈钢等。 1、铁素体不锈钢:含铬12%~30%。其耐蚀性、韧性和可焊性随含铬量的增加而提高,耐氯化物应力腐蚀性能优于其他种类不锈钢。属于这一类的有Crl7、Cr17Mo2Ti、Cr25,Cr25Mo3Ti、Cr28等。铁素体不锈钢因为含铬量高,耐腐蚀性能与抗氧化性能均比较好,但机械性能与工艺性能较差,多用于受力不大的耐酸结构及作抗氧化钢使用。这类钢能抵抗大气、硝酸及盐水溶液的腐蚀,并具有高温抗氧化性能好、热膨胀系数小等特点,用于硝酸及食品工厂设备,也可制作在高温下工作的零件,如燃气轮机零件等。 2、奥氏体不锈钢:含铬大于18%,还含有8%左右的镍及少量钼、钛、氮等元素。综合性能好,可耐多种介质腐蚀。奥氏体不锈钢的常用牌号有1Cr18Ni9、0Cr19Ni9等。0Cr19Ni9钢的Wc<0.08%,
钢号中标记为“0”。这类钢中含有大量的Ni和Cr,使钢在室温下呈奥氏体状态。这类钢具有良好的塑性、韧性、焊接性和耐蚀性能,在氧化性和还原性介质中耐蚀性均较好,用来制作耐酸设备,如耐蚀容器及设备衬里、输送管道、耐硝酸的设备零件等。奥氏体不锈钢一般采用固溶处理,即将钢加热至1050~1150℃,然后水冷,以获得单相奥氏体组织。 3、奥氏体- 铁素体双相不锈钢:兼有奥氏体和铁素体不锈钢的优点,并具有超塑性。奥氏体和铁素体组织各约占一半的不锈钢。在含C较低的情况下,Cr含量在18%~28%,Ni含量在3%~10%。有些钢还含有Mo、Cu、Si、Nb、Ti,N等合金元素。该类钢兼有奥氏体和铁素体不锈钢的特点,与铁素体相比,塑性、韧性更高,无室温脆性,耐晶间腐蚀性能和焊接性能均显著提高,同时还保持有铁素体不锈钢的475℃脆性以及导热系数高,具有超塑性等特点。与奥氏体不锈钢相比,强度高且耐晶间腐蚀和耐氯化物应力腐蚀有明显提高。双相不锈钢具有优良的耐孔蚀性能,也是一种节镍不锈钢。 4、马氏体不锈钢:强度高,但塑性和可焊性较差。马氏体不锈钢的常用牌号有1Cr13、3Cr13等,因含碳较高,故具有较高的强度、硬度和耐磨性,但耐蚀性稍差,用于力学性能要求较高、耐蚀性能要求一般的一些零件上,如弹簧、汽轮机叶片、水压机阀等。这类钢是在淬火、回火处理后使用的。 5、沉淀硬化不锈钢:基体为奥氏体或马氏体组织,沉淀硬化不锈钢的常用牌号有04Cr13Ni8Mo2Al等。其能通过沉淀硬化(又称
2205双相不锈钢的焊接工艺规程(DOC)
1 绪论 随着工业技术的日益发展,一般奥氏体不锈钢难以满足应力腐蚀、点腐蚀和缝隙隧洞式腐蚀的要求。为此,冶金工作者进行了大量研究,研制出奥氏体—铁素体型不锈钢,即双相不锈钢。 传统的奥氏体不锈钢在晶间腐蚀、应力腐蚀、点腐蚀和缝隙腐蚀等局部腐蚀方面的抗力不足,尤其是应力腐蚀引起的断裂,其危害性极大。双相不锈钢是近二十年来开发的新钢种。通过正确控制各合金元素比例和热处理工艺使其固溶组织中铁素体相和奥氏体相各约占50%,从而将奥氏体不锈钢所具有的优良韧性和焊接性与铁素体不锈钢所具有的较高强度和耐氯化物应力腐蚀性能结合在一起,使双相不锈钢兼有铁素体不锈钢和奥氏体不锈钢的优点。 所谓双相不锈钢是在其固溶组织中铁素体相与奥氏体相约各占一半,一般量少相的含量也需要达到30%。在含C较低的情况下,Cr含量在18%-28%,Ni含量在3%-10%。有些钢还含有Mo、Cu、Nb、Ti,N等合金元素。该类钢兼有奥氏体和铁素体不锈钢的特点,与铁素体相比,塑性、韧性更高,无室温脆性,耐晶间腐蚀性能和焊接性能均显著提高,同时还保持有铁素体不锈钢的475℃脆性以及导热系数高,具有超塑性等特点。与奥氏体不锈钢相比,强度高且耐晶间副食和耐氯化物应力腐蚀有明显提高。双相不锈钢具有优良的耐孔蚀性能,也是一种节镍不锈钢。 由于两相组织的特点,通过正确控制化学成分和热处理工艺,使双相不锈钢兼有铁素体不锈钢和奥氏体不锈钢的优点,它将奥氏体不锈钢所具有的优良韧性和焊接性与铁素体不锈钢所具有的较高强度和耐氯化物应力腐蚀性能结合在一起,正是这些优越的性能使双相不锈钢作为可焊接的结构材料发展迅速,80年代以来已成为和马氏体型、奥氏体型和铁素体型不锈钢并列的一个钢类。 上世纪30年代就已在瑞典的试验室中研制出双相不锈钢(3RE60、Uranus50等),但是双相不锈钢真正产业化还是在上世纪60年代以后,其发展经历了3代历程。 1.1 我国双相不锈钢的应用 双相不锈钢是根据石油化工中强酸强碱造成的局部点蚀、应力腐蚀以及孔穴式腐蚀现象,一般不锈钢难以胜任的容器、管道以及零部件等而研制的,但由于
304钢材简介
304钢材简介 编辑 304不锈钢材是一种通用性的不锈钢材料,防锈性能比200系列的不锈钢材料要强。耐高温方面也比较好,能高到1000-1200度。304不锈钢具有优良的不锈耐腐蚀性能和较好的抗晶间腐蚀性能。对氧化性酸,在实验中得出:浓度≤65%的沸腾温度以下的硝酸中,304不锈钢具有很强的抗腐蚀性。对碱溶液及大部分有机酸和无机酸亦具有良好的耐腐蚀能力。 2 钢材基本信息 编辑 在空气中或化学腐蚀介质中能够抵抗腐蚀的一种高合金钢,不锈钢是具有美观的表面和耐腐蚀性能好,不必经过镀色等表面处理,而发挥不锈钢所固有的表面性能,使用于多方面的钢铁的一种,通常称为不锈钢。代表性能的有13铬钢,18-8铬镍钢等高合金钢。 不锈钢防锈的机理是合金元素形成致密氧化膜,隔绝氧接触,阻止继续氧化。所以不锈钢并不是“不锈”。304材料出现生锈现象,可能有以下几个原因:1.使用环境中存在氯离子。氯离子广泛存在,比如食盐、汗迹、海水、海风、土壤等等。不锈钢在氯离子存在下的环境中,腐蚀很快,甚至超过普通的低碳钢。所以对不锈钢的使用环境有要求,而且需要经常擦拭,除去灰尘,保持清洁干燥。(这样就可以给他定个“使用不当”。)美国有一个例子:某企业用一橡木容器盛装某含氯离子的溶液,该容器已使用近百余年,上个世纪九十年代计划更换,因橡木材料不够现代,采用不锈钢更换后16天容器因腐蚀泄漏。2.没有经过固溶处理。合金元素没有溶入基体,致使基体组织合金含量低,抗蚀性能差。3.这种不含钛和铌的材料有天生的晶间腐蚀的倾向。加入钛和铌,再配以稳定处理,可以减少晶间腐蚀。从金相学角度分析,因为不锈钢含有铬而使表面形成很薄的铬膜,这个膜隔离开与钢内侵入的氧气起耐腐蚀的作用。为了保持不锈钢所固有的耐腐蚀性,钢必须含有12%以上的铬。304 是一种通用性的不锈钢,它广泛地用于制作要求良好综合性能(耐腐蚀和成型性)的设备和机件。为了保持不锈钢所固有的耐腐蚀性,钢必须含有12%以上的铬。304不锈钢是按照美国ASTM标准生产出来的不锈钢的一个牌号。304相当于我国的0Cr19Ni9 (0Cr18Ni9)不锈钢。304含铬19%,含镍9%。 304是得到最广泛应用的不锈钢、耐热钢。用于食品生产设备、普通化工设备、核能等. 304不锈钢化学成份
不锈钢的钎焊工艺
不锈钢的钎焊工艺 不锈钢钎焊前的清理要求比碳钢更为严格。这是因为不锈钢表面的氧化物在钎焊时更难以用钎剂或还原性气氛加以清除。不锈钢钎焊前的清理应包括清除任何油脂和油膜的脱脂工作。待焊接头的表面还要进行机械清理或酸液清洗。 但是,要避免用金属丝刷子擦刷,尤其要避免使用碳钢丝刷子擦刷。清理以后要防止灰尘、油脂或指痕重新沾污已清理过的表面。最好的办法是零件一经清洗之后立即进行钎焊。如果做不到这一点,就应该把清洗过的零件转入密封的塑料袋中,一直封存到钎焊前为止。 不锈钢可以用多种方法进行钎焊,如烙铁、火焰、感应、炉中钎焊等方法。炉中钎焊用的炉子必须具有良好的温度控制系统,并能快速冷却。
用氢气作为保护气体进行钎焊时,对氢气纯度的要求视钎焊温度和母材成分而定,即钎焊温度越低,母材含有稳定剂越多,要求氢气的露点越低。例如对于 1Cr13和Cr17Ni2等马氏体不锈钢,在1000℃温度下钎焊时要求氢气露点低于-40℃;对于不含稳定剂的18-8型烙镍不锈钢,在1150℃钎焊时,要求氢气露点低于-25℃;但对于钛稳定剂的1Cr18Ni9Ti,1150℃钎焊时的氢气露点必须低于-40℃。 采用氩气保护进行钎焊时,要求用高纯度的氩气。若在不锈钢表面上镀铜或镀镍,则可降低对保护气体纯度的要求。氩气保护钎焊时,为了保证去除不锈钢表面的氧化膜,可以采用气体钎剂,常用的有加BF3气体的氩气保护钎焊。采用含锂或硼等的自钎剂钎料时,即使不锈钢表面有轻微的氧化,也能保证钎料铺展,从而提高钎焊质量。 真空钎焊不锈钢时,真空度要视钎焊温度而定。 不锈钢钎焊后的主要工序是清理残余钎剂和残余阻流剂,必要时进行钎焊后的热处理。非硬化不锈钢零件在还原性或惰性气氛中进行钎焊时,如果没有使用钎剂和没有必要清除阻流剂的话,则不必清理表面。
马氏体不锈钢性能介绍
马氏体不锈钢 马氏体不锈钢、马氏体和半奥氏体(或半马氏体)沉淀硬化不锈钢以及马氏体时效不锈钢等。 马氏体不锈钢是一类可以通过热处理(淬火、回火)对其性能进行调整的不锈钢,通俗地讲,是一类可硬化的不锈钢。这种特性决定了这类钢必须具备两个基本条件:一是在平衡相图中必须有奥氏体相区存在,在该区域温度范围内进行长时间加热,使碳化物固溶到钢中之后,进行淬火形成马氏体,也就是化学成分必须控制在γ或γ+α相区,二是要使合金形成耐腐蚀和氧化的钝化膜,铬含量必须在10.5%以上。按合金元素的差别,可分为马氏体铬不锈钢和马氏体铬镍不锈钢。 马氏体铬不锈钢的主要合金元素是铁、铬和碳。图1-4是Fe-Cr系相图富铁部分,如Cr大于13%时,不存在γ相,此类合金为单相铁素体合金,在任何热处理制度下也不能产生马氏体,为此必须在内Fe-Cr二元合金中加入奥氏体形成元素,以扩大γ相区,对于马氏体铬不锈钢来说,C、N是有效元素,C、N元素添加使得合金允许更高的铬含量。在马氏体铬不锈钢中,除铬外,C是另一个最重要的必备元素,事实上,马氏体铬不锈耐热钢是一类铁、铬、碳三元合金。当然,还有其他元素,利用这些元素,可根据Schaeffler图确定大致的组织。 铬是马氏体铬不锈钢最重要的合金元素。铬是铁素体形成元素,足够的铬可使钢变成单一的铁素体不锈钢,铬和碳的相互作用使钢在高温时具有稳定的γ 或γ+α相区,铬可以降低奥氏体向铁素体和碳化物的转变速度,从而提高淬透性;在大气H2S及氧化性酸介质中。它能提高钢的耐蚀性能,这与铬能促使生成一层铬的氧化物保护膜有关,但在还原介质中,随着铬含量的提高,钢的耐蚀性下降;铬含量的提高,钢的抗氧化性能也明显提高。 碳是马氏体铬不锈钢另一重要的合金元素。为了产生马氏体相变,碳含量要视钢中的铬含量而定,一般充分考虑碳、铬两者相互关系及碳的溶解极限(见图1-5)。在给定的铬量下,碳含理提高,强度、硬度提高,塑性降低,耐蚀性下降。
沉淀硬化不锈钢
沉淀硬化不锈钢 沉淀硬化不锈钢(也有称析出强化不锈钢)常用于核电宇航等工业,主要特点是一类具有超高强度的不锈钢。一般按其组织形态可分为三类:沉淀硬化马氏体不锈钢,沉淀硬化半奥氏体不锈钢,沉淀硬化奥氏体不锈钢,也有的把第一类归到马氏体不锈钢,第二类、第三类归到奥氏体不锈钢。 马氏体时效不锈钢是固溶处理后,冷至室温时总是以马氏体组织存在,由固溶态再进行时效处理产生析了相而强化。也有资料把这类钢分为马氏体沉淀硬化不锈钢和马氏体时效不锈钢,在固溶态下,前者在马氏体基体中含少量的铁素体(10%左右)和少量残余奥氏体,后者为马氏体基体中只有少量的残余奥氏体,后者的韧性相对较高。沉淀硬化半奥氏体不锈钢是固溶热处理后,冷至室温时,以奥氏体组织存在,而且含有5%-20铁素体组织,但奥氏体组织不是十分稳定,通过一系列热冷处理或机械变形处理后,奥氏体转变成马氏体,再通过时效而强化。 奥氏体沉淀硬化不锈钢,其组织为稳定奥氏体组织,热处
理是不能改变组织,为此,只能通过加入析出强化元素,通过时效处理而强化。沉淀硬化不锈钢力学性能除对化学成分敏感外,对热处理制度也很敏感,因而在实际生产中这类钢必须严格按照热处理工艺规程操作。常用的热处理工艺有如下几种。 均匀化处理:一般指铸、锻件,在1150OC左右进行加热,促使合金元素和组织均匀化。 高温固溶处理:通常在10000C以上析出相分解,使钢进行再结晶软化。 调整处理:处理温度为760-10000C,调整钢中合金元素的分布,控制马氏体的相变温度。 时效处理:处理温度为460-6200C。处理温度与时间对组织和力学性能影响较大,若希望获得较好的韧性,可采用较高的时效温度处理。 冰变冷却处理:在一定时间内却到某一温度并保持一段时间的处理,以确定下一步进行强化或时效处理。
最新1奥氏体不锈钢管道焊接工艺规程
1奥氏体不锈钢管道焊接工艺规程
精品好文档,推荐学习交流 浙江华业电力工程股份有限公司企业标准 E n t er p ri s e S ta nd a rd f or zh e ji an g H u ay e Po w er En gi n ee r in g Co.,l t d HYDBP401-2004 奥氏体不锈钢管道焊接工艺规程 2004—04—01 发布 2004—04—01实施 浙江华业电力工程股份有限公司发布
前言 本标准主要起草人:仲春生 本标准审核人:朱文杰、周丰平、刘浩、王新宇 本标准批准人:沈银根 本标准自2004年04月01日发布,04月01日起在全公司范围内试行。本标准由公司工程部负责解释。
奥氏体不锈钢管道焊接工艺规程 1 范围 本标准适用于工业管道、公用管道和发电厂奥氏体不锈钢管道焊接施工。本标准也适用于手工氩弧焊和手工电弧焊作业。 2 规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款,凡是注日期的引用文件,其随后的修改单(不包括勘误的内容)或修订版均不适用于标准,然而,鼓励根据本部分达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。 GB50235—97 《工业金属管道工程施工及验收规范》 GB/T 983—95 《不锈钢焊条》 DL/T869-2004 《火力发电厂焊接技术规程》 劳人部[1988]1号《锅炉压力容器焊工考试规则》 HYDBP006-2004《压力管道安装工程焊接、热处理过程控制程序》 HYDBP018-2004《压力管道安装工程焊接材料管理程序》 HYDBP013-2004《压力管道安装工程材料设备储存管理程序》 HYDBP012-2004《压力管道安装工程材料设备搬运管理程序》 HYDBP008-2004《压力管道安装工程计量管理手册》 HYDBP007-2004《压力管道安装工程检验和试验控制程序》 HYDBP010-2004《压力管道安装工程不合格品控制程序》 劳动部发[1996]140号《压力管道安全管理与监察规定》 3 先决条件
(新)马氏体不锈钢
4.4 马氏体不锈钢 4.4.1、常用马氏体不锈钢的钢号、化学成分和性能特点。 1、Cr13型 (1)此类钢的化学成分见表2-8 表2-8 1Cr13,2Cr13,3Cr13,4Cr13钢的化学成分,%① ①GB1220-92 (2)力学性能 1Cr13,2Cr13,3Cr13,4Cr13 钢的力学性能分别见表2-9至表2-16。 表2-9 1Cr13钢的室温力学性能 ①摘自GB1220,硬度为退火或高温回火后的数值②实际生产检验值,钢材截面尺寸≤60mm 表2-10 1Cr13钢的高温力学性能
表2-11 2Cr13钢的室温力学性能 ①摘自GB1220,硬度为退火或高温回火后的数值; ②实际生产检验值,钢材截面尺寸≤60mm,硬度为退火后硬度值。 表2-12 2Cr13钢的高温力学性能
表2-13 3Cr13钢的室温力学性能 ①摘自GB1220,括号内硬度系退火或高温回火后的布氏硬度;②实际生产检验值。 表2-14 3Cr13钢的高温力学性能 表2-15 4Cr13钢的室温力学性能
①摘自GB1220;②实际生产检验值。 表2-16 4Cr13钢的高温力学性能 (3)耐蚀性能 1Cr13,2Cr13,3Cr13,4Cr13 钢均具有不锈性。在室温的稀硝酸以及弱有机酸中也有一定耐蚀性。1Cr13和2Cr13钢在某些介质中的耐蚀性能见表2-17和表2-18 表2-17 1Cr13钢的耐蚀性能
表2-18 2Cr13钢的耐蚀性能
(4)工艺性能 包括冷、热加工性能、热处理性能及焊接性能。1Cr13钢的冷塑性及深冲性、抛光性和切削加工性能均良好,其板材厚度与深冲度的关系见图2-49。它的热加工温度以850-1200℃为宜,随后需灰冷或砂冷。它的焊接性能与0Cr13相近,焊后若焊缝需进行机加工时,应进行退火处理。1Cr13钢的热处理工艺见表2-19。 图2-49 表2-19 1Cr13钢的热处理工艺 2Cr13钢冷塑性变形性能、深拉和深冲性以及切削加工性均尚好,它的热加工温度以850-1200℃为宜,随后需砂冷或及时进行退火处理。它的热处理工艺见表2-20。此钢焊后硬化倾向大,易出现裂纹。若用Cr202,Cr207等焊条焊接时,焊前需经250-350℃预热,焊后需在700-730℃回火,若用奥107,奥207等焊条焊接,则可不进行焊后热处理。 表2-20 2Cr13钢的热处理工艺 3Cr13钢由于碳含量高,故冷变形性能较1Cr13,2Cr13钢为差,但其热加工并无困难,热变形适宜温度为850-1200℃,随后需缓冷并及时退火。3Cr13钢的软化退火与淬火工艺与1Cr13,2Cr13相同,但回火温度较低,一般为200-300℃。由于3Cr13钢可焊性差,一般情况下它不用于焊接。 4Cr13钢的热加工温度与1Cr13,2Cr13,3Cr13相同。但其冷加工性能较3Cr13更差。热处理时退火温度为750-800℃,随后炉冷;淬火温度为1050-1100℃,然后油冷;回火工艺与3Cr13钢相同。此钢的可焊性很差,一般不用于焊接。 (5)物理性能 Cr13型不锈钢的物理性能见表2-21,它们的临界温度(℃)为: 钢号 Ac 1 Ac 3 Ar 3 Ar 1 Ms 1Cr13 730 850 820 700 340 2Cr13 820 950 - 780 - 3Cr13 820 - - 780 240 4Cr13 820 - - - 270 表2-21 Cr13型不锈钢的物理性能
合金元素对马氏体铬镍不锈钢组织和性能的影响
合金元素对马氏体铬镍不锈钢组织和性能的影 响 1.1 镍的影响 (2)镍对钢的组织结构的影响 图2-28 镍对0.04C-18Cr钢Ms温度的影响 αγ相区,有可能使低碳的铁一铬合金具由于镍扩大铁一铬合金的γ区相和+ 有淬火能力、或者由于镍的存在可使低碳(<0.15%)马氏体铬不锈钢的铬含量向更高的水平推移,提高了钢的耐蚀性。从而解决了马氏体铬不锈钢为提搞其耐蚀性以损失钢的硬度为代价的难题。在马氏体格镍不锈钢中的镍含量不能过高,否则由于镍扩大γ相区和降低Ms温度〔见图2-28)的双重作用,将使钢成为单相奥氏铁不锈钢而丧失淬火能力。镍的另一重要作用是降低钠中的δ铁素体含量,在所有合金元素中其共效果最好,见图3-29。在特定的碳、铬含量条件下,这一作用可使钢获得满意的相变效果和最大硬度值。
图2-29 合金元素对0.1C-17Cr钢 铁素体数量的影响(2)镍对可淬性的影响 镍提高钢的淬透性和可淬性,对于低碳、高铬的铁一铬合金,添加适量的镍可恢复其淬火能力而成为马氏体不锈钢,见图2-30和图2-31。由图可知,对于含碳0.21%-0.24%,含铬近于20%的钢、如果不含镍,则失去了淬火能力;含2%~4%Ni使该合金恢复淬火能力;过高的镍将使钢变成奥氏体组织而失去可淬性。在沉淀硬化不锈钢中.钢的硬化特性与镍含量间的关系见图2-32,为了得到满意的硬化效果,应选择最佳镍含量。马氏体不锈钢的回火稳定性是钢的重要性能.镍的加入提高了马氏体不锈钢的回火稳定性,见图2-33。可见,少量的镍即可有效地降低回火的软化程度。
图2-31 镍对0.1C-17Cr钢硬化特性的影响
不锈钢管道焊接工艺规程(1)
奥氏体不锈钢管道焊接工艺规程 1范围 本标准适用于工业管道、公用管道和发电厂奥氏体不锈钢管道焊接施工。本标准也适用于手工氩弧焊和手工电弧焊作业。 2规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款,凡是注日期的引用文件,其随后的修改单(不包括勘误的内容)或修订版均不适用于标准,然而,鼓励根据本部分达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。 GB5023—97《工业金属管道工程施工及验收规范》 GB/T 983—95《不锈钢焊条》 DL/T869-2004《火力发电厂焊接技术规程》 劳人部[1988]1号《锅炉压力容器焊工考试规则》 HYDBP006-2004〈压力管道安装工程焊接、热处理过程控制程序》 HYDBP018-2004〈压力管道安装工程焊接材料管理程序》 HYDBP013-2004压力管道安装工程材料设备储存管理程序》 HYDBP012-200《〈压力管道安装工程材料设备搬运管理程序》 HYDBP008-2004<压力管道安装工程计量管理手册》 HYDBP007-2004<压力管道安装工程检验和试验控制程序》 HYDBP010-2004〈压力管道安装工程不合格品控制程序》 劳动部发[1996]140号《压力管道安全管理与监察规定》 3先决条件 3.1 环境 3.1.1 施工环境应符合下列要求:
3.1.1.1 风速:手工电弧焊小于8M/S,氩弧焊小于2M/S 3.1.1.2 焊接电弧在1m范围内的相对湿度小于90%环境温度大于0C。 3.1.1.3 非下雨、下雪天气。 3.1.2 当环境条件不符合上述要求时,必须采取挡风、防雨、防寒等有效措施。 3.2奥氏体不锈钢管道焊接控制流程图 图1奥氏体不锈钢管道焊接控制流程图
不锈钢简介
不锈钢简介 一、不锈钢的特性: 1、不锈钢定义:不锈钢通常指具有抵抗空气、水、酸、碱盐或其它介质腐蚀能力的钢根据合金成份的不同,分别侧重不锈性和耐酸性,有些钢虽然具有不锈性,但不一定耐酸,耐酸钢通常具有不锈性。所有的不锈钢没有一种能够应付所有的腐蚀环境,都可以不生锈。“不锈钢”是一种错误的名称,因为没有一种能够应付所有腐蚀环境,都可以不生锈的,不锈钢的真正含义只是“难生锈”而已。 2、不锈钢的分类: (1)按组织结构:马氏体不锈钢,铁表体不锈钢,奥氏体不锈钢,双相不锈钢; (2)按钢中主要化学成份:铬不锈钢镍不锈钢,铬镍钼不锈钢,超低碳不锈钢。(用于生产紧固件主要使用300系奥氏体不锈钢,此类不锈钢的主要化学成份是18%铬加8%镍,即一般所称的18-8不锈钢,属铬镍不锈钢系列) (3)奥氏体不锈钢的特性:正常状态下无磁性,冷作加工后略有磁性;在各种温度,均可保持其奥斯田组织,不发生相变,所以不能用热处理使其硬化;但施予冷作加工,可使其硬化,并增加强度。主要有以下几种钢种:302HQ(0Cr18Ni9Cu3)、SUS304(0Cr18Ni9)、304M、304J3(302HC)、316(0Cr17Ni12Mo2)、316L(0Cr17Ni14Mo2)。 302HQ:低碳,低氮,低硫,极低之加工硬化率,极佳之冷间加工性,适用于形状复杂,成型难度高之用途。 304:加工硬化率适中,适于一般的冷加工及伸抽,冷加工性能较好。 304M:中等的加工硬化率,适于一般的冷间加工及伸抽。 304HC:添加铜取代镍,降低钢材之加工硬化率,且可维持较低之导磁性。 SUS316:加钼,更佳的耐蚀性及耐孔蚀性。 SUS316L:低碳,较316更佳的耐蚀性及更佳的冷加工性。 二、奥氏体钢螺栓、螺钉和螺柱机械性能
不锈钢基础知识
第一章不锈钢基础知识 1. 不锈钢发展简史 不锈钢是不锈钢和耐酸钢的总称。在冶金学和材料科学领域中,依据钢的主要性能特征,将含铬量大于12%,且以耐蚀性和不锈性为主要使用性能的一系列铁基合金称为不锈钢。 狭义的不锈钢是指在大气中不容易生锈的钢。广义的不锈钢指在特定条件下的酸、碱、盐中耐蚀的钢。不锈钢的不锈性和耐蚀性是由于钢的表面上富铬氧化膜(钝化膜)的形成,这种不锈性和耐蚀性是相对的。试验表明,钢在大气、水等弱介质中和硝酸等氧化性介质中,其耐蚀性随钢中铬含量的提高而增加,当铬含量≥10%时,钢的耐蚀性发生突变,即从易生锈到不易生锈,从不耐蚀到耐腐蚀。所以通常称不锈钢是铬含量为12%以上的铁基合金。由于不锈钢材具有优异的耐蚀性、成型性、相容性以及在很宽温度范围内的强韧性等系列特点,所以在石油化工、原子能、轻工、纺织、食品、家用器械等方面得到广泛的应用。通常对在大气、水蒸汽和淡水等腐蚀性较弱的介质中具有不锈性和耐腐蚀性的钢种称不锈钢;对在酸、碱、盐等腐蚀性强烈的环境中具有耐蚀性的钢种称耐酸钢。两个钢类因成分上的差异而导致了它们具有不同的耐蚀性,前者合金化程度低,一般不耐酸;后者合金化程度高,既具有耐酸性又具有不锈性。 为了了解不锈钢发展的历程,有必要追溯到本世纪初期。大约在1910年左右,在世界上的一些地方出现了对新材料需求的危机,这种对材料需求的动力使得人们发明了不锈钢,并使其得到了飞速发展。 在英格兰的希菲尔德,H. Brearly 希望发明一种新型材料用来制作存放重型枪支的桶,这种桶要求必须耐磨损和擦伤。他经过调查发现在合金材料中加入高含量的铬元素,这种材料就不容易被刻伤。这个重大发现使他获得了专利,即钢中加入9-16%的铬,并且碳含量小于0.70%,第一代不锈钢诞生了。这些不锈钢最初用于不锈钢餐具,而如今普通碳钢已经取代不锈钢在餐具领域的应用。 几乎与此同时,在德国埃森的B. Strauss 发现了一种适合用于热电偶和高温计的保护管的材料。在许多铁基合金中,他发现了含有高含量铬的铁-铬-镍合金。含有超过20%含量Cr的合金样品被发现在实验室里即使放置很长时间也不会生锈。这个发现开发出了含有0.25%碳,20%铬和7%镍的钢,即最初的奥氏体不锈钢。 在英格兰和德国人致力于研究不锈钢的同时,F.M. Becket 正在美国的尼亚加拉大瀑布潜心研究希望发现一种便宜且耐氧化的材料,用于
国内外不锈钢材质对照表
国内外不锈钢材质对照表 GB JIS AISI/SATM UNS代号DIN17006 DIN17007 0Cr18Ni9 (0Cr19Ni9) SUS 304 304 S30400 X5CrNi18-10 1.4301 0Cr19Ni10 (00Cr19Ni10) SUS 304L 304L S30403 X2CrNi19-11 1.4306 0Cr25Ni20 SUS 304S 304S S31008 X12CrNi25-21 1.4845 0Cr17Ni12Mo2 SUS 316 316 S31600 X5CrNiMo17-12-2 X5CrNiMo17-13-3 1.4401 1.4436 00Cr17Ni14Mo2 SUS 316L 316L S31603 X2CrNiMo18-14-3 1.4404 0Cr19Ni13Mo3 SUS 317 317 S31700 X2CrNiMo17-13-3 1.4439 00Cr19Ni13Mo3 (00Cr17Ni14Mo3) SUS 317L 317L S3703 X2CrNiMo18-16-4 1.4438 (1Cr18Ni9Ti) X12CrNi18-9 1.4878 0Cr18Ni10Ti SUS 321 321 S32100 X6CrNiTi18-10 1.4541 0Cr18Ni11Nb SUS 347 347 S34700 X6CrNiNb18-10 1.4550 不锈钢材质 1
不锈钢材质,有着接近镜面的光亮度,触感硬朗冰冷,属于比较前卫的装饰材料,符合金属时代的酷感审美。不锈钢材质通常按基体组织分为: 1、铁素体不锈钢。含铬12%~30%。其耐蚀性、韧性和可焊性随含铬量的增加而提高,耐氯化物应力腐蚀性能优于其他种类不锈钢。 2、奥氏体不锈钢。含铬大于18%,还含有 8%左右的镍及少量钼、钛、氮等元素。综合性能好,可耐多种介质腐蚀。 3、奥氏体 - 铁素体双相不锈钢。兼有奥氏体和铁素体不锈钢的优点,并具有超塑性。 4、马氏体不锈钢。强度高,但塑性和可焊性较差。 概述 通俗地说,不锈钢就是不容易生锈的钢,实际上一部分不锈钢,既有不锈性,又有耐酸性(耐蚀性)。不锈钢的不锈性和耐蚀性是由于其表面上富铬氧化膜(钝化膜)的形成。这种不锈性和耐蚀性是相对的。试验表明,钢在大气、水等弱介质中和硝酸等氧化性介质中,其耐蚀性随钢中铬含量的增加而提高,当铬含量达到一定的百分比时,钢的耐蚀性发生突变,即从易生锈到不易生锈,从不耐蚀到耐腐蚀。不锈钢的分类方法很多。按室温下的组织结构分类,有马氏体型、奥氏体型、铁素体和双相不锈钢;按主要化学成分分类,基本上可分为铬不锈钢和铬镍不锈钢两大系统;按用途分则有耐硝酸不锈钢、耐硫酸不锈钢、耐海水不锈钢等等,按耐蚀类型分可分为耐点蚀不锈钢、耐应力腐蚀不锈钢、耐晶间腐蚀不锈钢等;按功能特点分类又可分为无磁不锈钢、易切削不锈钢、低温不锈钢、高强度不锈钢等等。由于不锈钢材具有优异的耐蚀性、成型性、相容性以及在很宽温度范围内的强韧性等系列特点,所以在重工业、轻工业、生活用品行业以及建筑装饰等行业中获取得广泛的应用。、 编辑本段种类 奥氏体不锈钢 在常温下具有奥氏体组织的不锈钢。钢中含Cr约18%、Ni 8%~10%、C约0.1%时,具有稳定的奥氏体组织。奥氏体铬镍不锈钢包括著名的18Cr-8Ni钢和在此基础上增加Cr、Ni含量并加入Mo、Cu、Si、Nb、Ti等元素发展起来的高Cr-Ni系列钢。奥氏体不锈钢无磁性而且具有高韧性和塑性,但强度较低,不可能通过相变使之强化,仅能通过冷加工进行强化。如加入S, 2
奥氏体不锈钢焊接
奥氏体不锈钢焊接公司内部档案编码:[OPPTR-OPPT28-OPPTL98-OPPNN08]
奥氏体不锈钢通常在常温下的组织为纯奥氏体,也有一些为奥氏体+少量铁素体。奥氏体不锈钢具有优良的焊接性能,但由于其特殊的成分和组织,相对于普碳钢,其焊接又有很多不同之处,本文就奥氏体不锈钢的焊接进行分析。 一、奥氏体不锈钢的焊接特点 奥氏体不锈钢是石油化工生产中应用最为广泛的金属材料之一,其焊接性能良好,但在焊接过程中也容易产生不少问题,主要表现为以下几种: 晶间腐蚀 奥氏体不锈钢焊接件容易在焊接接头处发生晶间腐蚀,根据贫铬理论,其原因是焊接时焊缝和热影响区在加热到450~850℃温度范围停留一定时间的接头部位,在晶界处析出高铬碳化物(Cr23C6),引起晶粒表层含铬量降低,形成贫铬区,在腐蚀介质的作用下,晶粒表层的贫铬区受到腐蚀而形成晶间腐蚀。这时被腐蚀的焊接接头表面无明显变化,受力时则会沿晶界断裂,几乎完全失去强度。 为防止和减少焊接接头处的晶间腐蚀,一般采取的防止措施有:(1)采用低碳或超低碳的焊材,如A002等,或采用含钛、铌等稳定化元素的焊条,如A137、A132等;(2)由焊丝或焊条向焊缝熔入一定量的铁素体形成元素,使焊缝金属成为奥氏体+铁素体的双相组织(铁素体一般控制4-12%);(3)减少焊接熔池过热,选用较小的焊接电流和较快的焊接速度,加快冷却速度;(4)对耐晶间腐蚀性能要求很高的焊件进行焊后稳定化退火处理。
焊接热裂纹 热裂纹产生的主要原因是焊缝中的树枝晶方向性强,有利于S、P 等元素的低熔点共晶产物的形成和聚集。另外,此类钢的导热系数小(约为低碳钢的1/3),线胀系数大(比低碳钢大50%),所以焊接应力也大,加剧了热裂纹的产生。其防止的办法是: (1)选用含碳量低的焊接材料,采用含适量Mo、Si等铁素体形成元素的焊接材料,使焊缝形成奥氏体加铁素体的双相组织,减少偏析; (2)尽量选用碱性药皮的优质焊条,以限制焊缝金属中S、P、C 等的含量。 应力腐蚀开裂 应力腐蚀开裂是焊接接头在特定腐蚀环境下受拉伸应力作用时所产生的延迟开裂现象。奥氏体不锈钢焊接接头的应力腐蚀开裂是焊接接头比较严重的失效形式,表现为无塑性变形的脆性破坏。 应力腐蚀开裂防止措施:(1)采取合适的焊接工艺,保证焊缝成形良好,不产生任何应力集中或点蚀的缺陷,如咬边等;采取合理的焊接顺序,降低焊接残余应力水平;(2)合理选择焊材,焊缝与母材应有良好的匹配,不产生任何不良组织,如晶粒粗化及硬脆马氏体等;(3)消除应力处理:焊后热处理,如焊后完全退火或退火;在难以实施热处理时采用焊后锤击或喷丸等。 焊缝金属的低温脆化 对于奥氏体不锈钢焊接接头,在低温使用时,焊缝金属的塑韧性是关键问题。此时,焊缝组织中的铁素体的存在总是恶化低温韧性。一般
- (新)马氏体不锈钢
- 000超级13Cr马氏体不锈钢在CO_2及H_2S_CO_2环境中的腐蚀行为
- (新)超级不锈钢
- 马氏体不锈钢化学成分.
- 超级13Cr马氏体不锈钢在CO_2及H_2S_CO_2环境中的腐蚀行为
- 马氏体不锈钢性能介绍
- 冷处理对超级马氏体不锈钢组织及逆变奥氏体的影响
- 高氮超级马氏体不锈钢0Cr16Ni5Mo--0.12N的组织与性能研究
- TGOG13Cr_1超级马氏体不锈钢的组织和性能
- 马氏体不锈钢
- 超级马氏体不锈钢00Cr13Ni5Mo与06Cr13Ni5MoN的组织性能研究
- 标准的马氏体不锈钢
- 马氏体不锈钢 - 特性用途
- 马氏体不锈钢简介
- 超级马氏体不锈钢:海洋用不锈钢新系列
- 超级马氏体不锈钢
- 超马氏体不锈钢简介
- 超马氏体不锈钢