基于UGII平台的注塑模具三维运动仿真

模具技术2004.No.611
0引言
注塑模具是技术含量很高的机械产品,结构复杂,零部件较多,而且精度要求高,再加上有侧抽芯、多步骤开合动作等,常常会导致设计过程中的缺陷不能及时发现,造成模具结构运动干涉,严重时会造成模具报废。因此,对注塑模进行三维运动仿真很有必要。
通过注塑模具机构的三维运动仿真,模拟其开模、脱模和合模运动过程,可实时地检查出零部件之间的干涉,从而可以直观地看到整个注塑模的运动过程,同时也可以分析其运动的极限位置、空间运动位置、运动参数以及轨迹包络等内容。这样,设计人员无需等待试模就可以提前对设计中可能出现的问题做出精确的预测和改进,为注塑模具设计提供一种科学依据[1]。
收稿日期:2004-09-23
作者简介:彭华(1978 ̄),男,硕士研究生。1注塑模具运动特点
注塑模具一般由动模和定模两部分组成,动模安装在注射机的移动模板上,在注射成型过程中它随注射机上的合模系统运动;定模安装在注射机的固定模板上。注射成型时,动模和定模闭合构成浇注系统和型腔。注射成型冷却后开模,动模与定模分离,然后由脱模机构取出塑料制品。
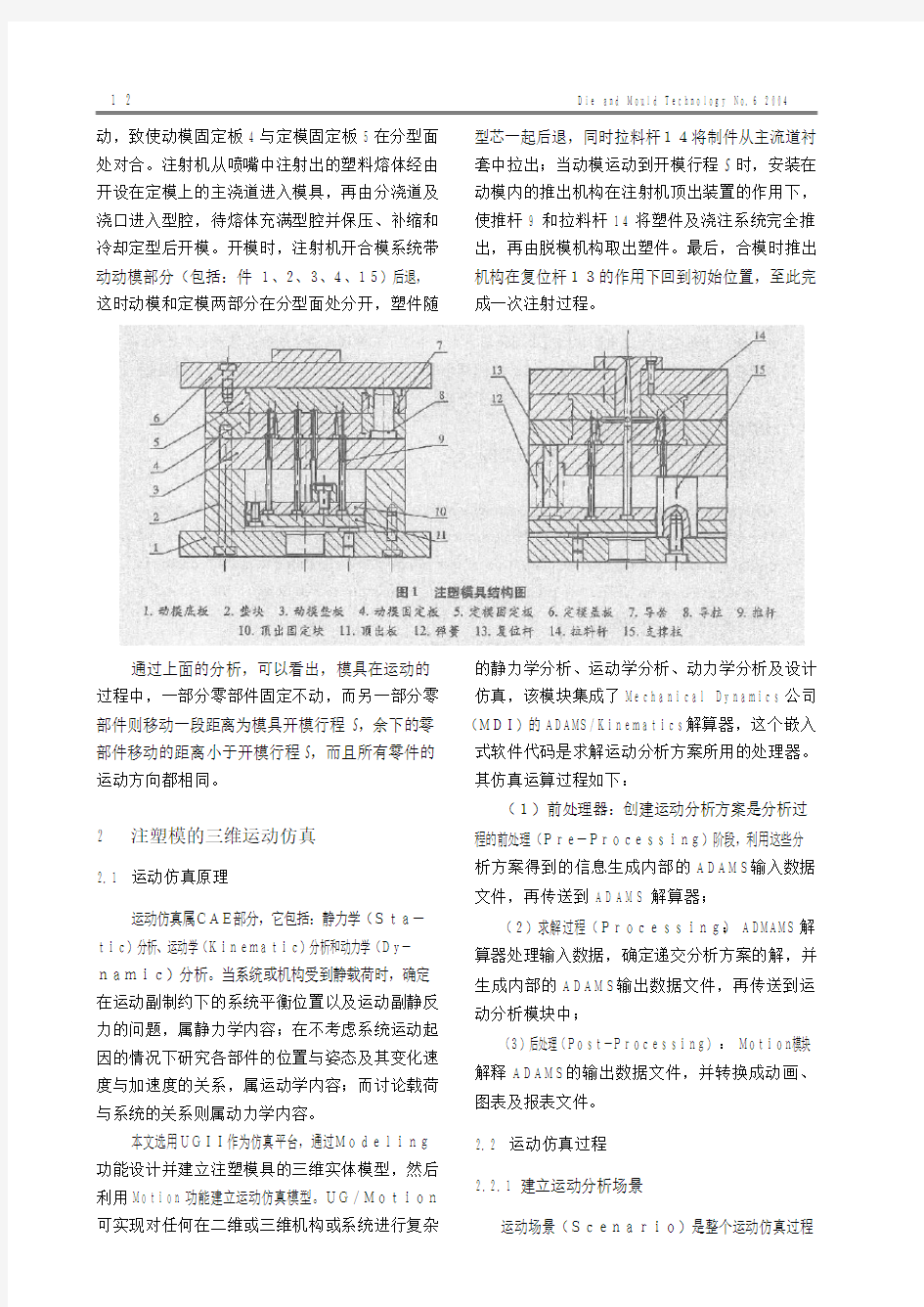
注塑模的运动形式比较简单,在不需要侧抽芯的情况下,其开模、推料及合模均是沿着一个方向,且作直线运动。图1即为典型的注塑模结构,单分型面注塑模。合模时,注射机开合模系统带动动模沿着定模方向移动,顶杆推动模具的动模底板1向上作直线运动,推板及其固定板在重力作用下贴合底座,并在其推力作用下向上运
文章编号:1001-4934(2004)06-0011-03
基于UG II平台的注塑模具三维运动仿真
彭华,杨继昌,陈炜,吕盾
(江苏大学机械工程学院,江苏镇江212013)
摘要:分析了典型注塑模具的结构及运动特点,介绍了注塑模具的运动仿真原理及其过程,最后基于UGII软件平台,以数码相机结构件模具为例,实现开模、脱模和合模的三维运动仿真,从而为注塑模具的设计提供了一定的可预见性,确保其结构的合理性。
关键词:注塑模具;三维;运动仿真
中图分类号:TG241文献标识码:B
Abstract:The structure and motion characteristics of typical injection moulds are described.The motion theory and its process are introduced.As an example of the mould of a part ofdigital camera,the 3D motion simulation of mould-opening,ejection and mould-closing isestablished based on UGⅡ.By predicting problems of injection mould design,the rationalityof its structure is ensured.
Key words:injection mould;3D;motion simulation
12Die and Mould Technology No.6 2004
动,致使动模固定板4与定模固定板5在分型面处对合。注射机从喷嘴中注射出的塑料熔体经由开设在定模上的主浇道进入模具,再由分浇道及浇口进入型腔,待熔体充满型腔并保压、补缩和冷却定型后开模。开模时,注射机开合模系统带动动模部分(包括:件1、2、3、4、15)后退,这时动模和定模两部分在分型面处分开,塑件随
通过上面的分析,可以看出,模具在运动的过程中,一部分零部件固定不动,而另一部分零部件则移动一段距离为模具开模行程S,余下的零部件移动的距离小于开模行程S,而且所有零件的运动方向都相同。
2注塑模的三维运动仿真
2.1运动仿真原理
运动仿真属CAE部分,它包括:静力学(Sta-tic)分析、运动学(Kinematic)分析和动力学(Dy-namic)分析。当系统或机构受到静载荷时,确定在运动副制约下的系统平衡位置以及运动副静反力的问题,属静力学内容;在不考虑系统运动起因的情况下研究各部件的位置与姿态及其变化速度与加速度的关系,属运动学内容;而讨论载荷与系统的关系则属动力学内容。
本文选用UGII作为仿真平台,通过Modeling功能设计并建立注塑模具的三维实体模型,然后利用Motion功能建立运动仿真模型。UG/Motion可实现对任何在二维或三维机构或系统进行复杂
型芯一起后退,同时拉料杆14将制件从主流道衬套中拉出;当动模运动到开模行程S时,安装在动模内的推出机构在注射机顶出装置的作用下,使推杆9和拉料杆14将塑件及浇注系统完全推出,再由脱模机构取出塑件。最后,合模时推出机构在复位杆13的作用下回到初始位置,至此完成一次注射过程。
的静力学分析、运动学分析、动力学分析及设计仿真,该模块集成了Mechanical Dynamics公司(MDI)的ADAMS/Kinematics解算器,这个嵌入式软件代码是求解运动分析方案所用的处理器。其仿真运算过程如下:
(1)前处理器:创建运动分析方案是分析过程的前处理(Pre-Processing)阶段,利用这些分析方案得到的信息生成内部的ADAMS输入数据文件,再传送到ADAMS解算器;
(2)求解过程(Processing):ADMAMS解算器处理输入数据,确定递交分析方案的解,并生成内部的ADAMS输出数据文件,再传送到运动分析模块中;
(3)后处理(Post-Processing):Motion模块解释ADAMS的输出数据文件,并转换成动画、图表及报表文件。
2.2运动仿真过程
2.2.1建立运动分析场景
运动场景(Scenario)是整个运动仿真过程
的入口,是运动模型的载体,运动模型的全部数据都存储在运动场景之中。建立运动场景后,可对三维实体模型设置各种运动参数,然后对由这些运动参数所构建的运动模型进行运动仿真。
2.2.2构建运动模型
运动模型包括连杆特性与运动副。构件和运动副是机构的两大基本要素,对机构进行运动统一建模,不可避免要对机构的拓扑进行有效表达[2]。这些关系在Motion模块的算法中有所体现。所谓连杆(Link)指运动分析过程中所操作的实体对象,是Modeling与Motion功能之间的连接纽带。机构的运动副(Joint)是连接相邻两构件的一种运动约束的力学抽象,是铰链的物理背景。通过建立运动副,才能组成相应的运动机构,从而进行后续的运动仿真。
2.2.3运动输入与运动仿真
运动输入是赋给运动副相应的控制运动的参数,是驱动整个机构运动的关键部分,即运动副的驱动力。在Motion模块里提供了4种驱动:恒定驱动(Constant)、简谐运动驱动(Harmonic)、运动函数(General)与关节运动驱动(Articul-ation)。在实际的机构运动分析中,复杂的运动只有通过运动函数进行仿真,所谓运动函数即是描述复杂运动驱动的数学函数,通过它可以附给连杆精确的运动。
下面介绍一下常用的阶梯(STEP)函数,其定义如下:
h0:x≤x0F(x)=h0+(h1-h0)[(x-x0)/(x1-x0)]2:x0<x<x1
h1:x≥x1x为自变量,通常为时间(TIME),x0与x1为分别STEP函数的初始时与终止时的x值;
h0与h1分别是STEP函数的初始值与终止值。
例如:STEP(TIME,0,0,1,70),
表示:S(t)= 0t=070t=1
运动仿真是基于时间的一种运动形式,机构在指定的时间段中运动,并同时指定该时间段中的步数进行运动分析。通过对运动分析过程的控制,可以直观地以动画的形式输出运动模型不同的运动状况,便于比较准确地模拟分析所设计的模具机构的真实运动情况。
2.3干涉检查
运动分析模块(UG/Motion)可以进行机构的干涉检查,跟踪零件的运动轨迹,从而可以检查出模具设计过程中的易忽略的问题,提高设计的效率与质量。
装配环境下的干涉检查分为静态干涉检查和动态干涉检查。静态干涉检查是指在某个特定位置关系下,检查装配体中各个零部件间的干涉。动态干涉检查是指在运动过程中检查干涉。在干涉检查中一般可以选择是检查全部的零件,还是某几个零件间的干涉情况。在本文中用到的是动态干涉检查,即通过模拟模具的运动过程来检查是否存在干涉。
模具的运动模拟过程中发生干涉的原因有三个[3] :运动分组和运动参数设置不当,设计不当及系统本身的误差。在模具模拟运动的过程中若出现干涉,首先需检查运动参数的设置是否合理,并对运动方向和运动距离重新设置;或者检查干涉零件的相交部分,修改模具的结构。
3应用实例
本文以数码相机某一结构件的注塑模具为例,利用UGII(v18.0)中的Motion模块进行了机构的三维运动仿真,通过分析模具开模、脱模和合模的运动过程,检查其干涉情况。在设计之初,模具的运动过程往往只能凭经验想象,而其真正存在的问题则无从而知,对其结构进行运动仿真可以提早清楚模具有可能出现的问题,进而加以解决和改进,避免一些不必要的损失。图2详述了注塑模具三维运动仿真的原过程与修改后的过程。在干涉检查过程中,由于定模固定板与定模座板的厚度过大,使得主流道较长,出现了导柱顶到尽
(下转第33页)
参考文献:
[1]李建明.电器工艺与工装[M].北京:机械工业出版社,2000.[2]王孝培.冲压手册[M].北京:机械工业出版社,1990.[3]孟庆龙.电器制造技术手册[M].北京:机械工业出版社,2000.
头而主流道还无法脱出,通过修改导柱、导套的长度从而解决了问题。而这种情况在设计过程上是很容易被忽略的,只有运用运动仿真才能模拟出其真实运动过程,进而检查出设计不足。
4结论
注塑模CAD/CAE/CAM集成化是当今注塑模的发展方向之一,三维运动仿真属CAE部分。在注塑模的设计中,通过三维运动仿真,可以及时有效地发现问题所在,并提出相应的解决方案,这不仅缩短了注塑模具产品的设计周期,降低设计成本,从某种程度上说也提高了产品的质量,优化模具产品的设计,将新产品及其功能可视化,提高了模具的市场竞争力。
参考文献:
[1]郑淑贤,邓劲莲等.机构运动仿真在机构设计中的应用[J].机械研究与应用,2002,(3):50 ̄52.
[2]张启先.空间机构分析与综合(上)[M].北京:机械工业出版社,1982.
[3]文劲松,徐金榜,李德群.注塑模具三维动态模拟研究[J].模具技术,2003,
(6):3 ̄6.
(上接第13页)
▲△▲△▲△▲△▲△▲△▲△▲△▲△▲△▲△▲△▲△▲△▲△▲△▲△▲△▲△▲△▲△▲△▲△▲△▲△▲△▲△▲△▲△
▲
注塑模具管理规定
注塑模具管理规定 集团文件版本号:(M928-T898-M248-WU2669-I2896-DQ586-M1988)
JXYM - SC - 03 - 2016 受控状态:发放号:版本号/修改次:2016/0 注塑模具管理制度 一、目的 为规范注塑模具的管理,落实模具管理具体职责,确保模具处于完好正常状态,特制定本管理制度。 二、职责 1、注塑车间技术主管(车间主任兼,下同)负责制定新模具制作规范,并向模具厂家进行技术交底、图纸的确认; 2、注塑车间技术主管负责新模具验收及试模; 3、车间主任负责建立并记录模具台帐及模具维护保养记录; 4、设备主机负责上下模具的安装调校; 5、车间主任负责检查、指导上下模具安装安全;检查模具、热流道、冷却系统接线正确性确认。 三、管理内容 1、模具的制作、验收、试模 1.1根据市场或客户订单需要,需制作新模具时,由注塑车间技术主管负责以书面形式向模具厂家告知模具制作技术规范,并确认图纸和最后技术交底工作; 1.2模具制作完成,接到厂家验模、试模通知后,由注塑车间技术主管到模具厂家验收、试模,根据验模实际状况,安排二次或三次验模,直至模具合格,验模过程须填写《模具验收记录》,试模过程需有模具厂家人员的签字确认。 2、模具登记、存放保管 2.1新模具到厂后,由车间主任负责对外观完好性进行验收,并安排吊模,存放到模具存放区,做好标识卡。模具及其配件分类摆放整齐有序,标识醒目清楚。模具外观如在运输过程中磕碰出现瑕疵或损坏,应及时联系模具厂家人员到厂确认。 2.2由车间主任负责建立《模具台帐》、《模具档案》,新模具到厂后,对模具的规格、型号、生产厂家等在《模具台帐》中进行登记。将
医学护理三维虚拟仿真系统
医学护理虚拟仿真系统 1.产科护理虚拟仿真软件 1)四步触诊:可以完整、清楚地展示四步触诊的步骤,从多个模式、多个方位对操作步骤逐一进行观看,例如,在透视模式下可以显示出子宫内胎儿情况。 2)平产接生:从接产前准备到接产步骤:完整、清楚地展示平产接生的步骤,从多个模式、多个方位对操作步骤逐一进行观看,例如,可以通过三维交互操作,身临其境地练习接生手法。 3)人工流产:完整、清楚地展示人工流产的操作步骤,从多个模式、多个方位对操作步骤逐一进行观看,例如,在剖视模式下可以直观显示出器械在阴道和子宫内部的具体情况。 4)影响产妇的四个因素:可以完整、清楚地展示产力(子宫收缩力、腹壁肌及膈肌收缩力、肛提肌收缩力),产道,胎儿的相互关系,从多种模式、多个方位观看相关肌肉收缩情况。
5)臀位助产:完整、清楚地展示臀位助产的操作步骤,从多个模式、多个方位对操作步骤逐一进行观看,例如,在透视模式下可以显示出胎儿与子宫的变化关系。 6)分娩机制:在原理模式下,可以清楚了解每个步骤胎头各相应径线和骨盆入口平面、中骨盆平面及出口平面的相互关系。可以观察到胎头的前囟门和后囟门。 2.基础护理三维仿真软件 1)心肺复苏:可以完整、清楚、准确地展示心肺复苏的步骤,从多个模式、多个方位对操作步骤逐一进行观看,例如,可以在三维透视模式下显示病人心肺内部三维结构的变化情况。
2)留置导尿术:通过三维泌尿系统和导尿管真实模拟出导尿管在尿道内的位置关系和运动反馈;例如,可以在透视和剖视模式下观看导尿管通过尿道的过程。 3)静脉输液:可以完整、清楚、准确地展示对患者的评估核对,七步洗手法洗手,戴口罩,用物准备,操作过程。可以从多个方位观看如何选静脉,如何持针、如何插针,如何固定,如何拔针等,例如可以在三维透视模式下查看静脉内部结构,针头与静脉的位置关系等。 4)鼻饲法:通过三维消化系统和导管真实模拟出导管在体内的位置距离,吞咽时食道的变化,误插入管,患者出现的咳嗽、呼吸困难、发绀的症状;例如,可以在透视和剖视模式下观看口腔和食道内的插管过程。 福建水立方三维数字科技有限公司是一家专注于虚拟仿真/VR/AR/MR技术在医学护理领域应用软件及系统的研发和推广的高新技术企业。公司专注于助产、护理、基础医学、中医学等医学三维虚拟仿真技术的研发。公司的主要产品(服务)包括:提供VR虚拟现实系统、MR/AR系统、3D交互墙、大型Cave系统等解决方案,构建实验教学平台、微创手术系统、教育培训系统、虚拟仿真平台。 公司为福建省高新技术企业,也是目前国内首家的集VR/AR临床医学培训+解决方案+平台建设于一体的高新技术企业。“公司自成立以来,已相继研发出"
四驱车三维建模及动画仿真
广东工业大学华立学院 本科毕业设计(论文) 玩具四驱车三维建模及动画仿真 系部机电工程学部 专业机械设计制造及其自动化 班级 09机械4班 学号 12010904033 学生姓名邹明珍 指导教师周艳琼 2013年06月
摘要 本次设计是基于solidworks 2010版本来进行四驱车的三维建模和工作状态的动画仿真的,其主要目的是为了开拓广大的玩具市场和满足爱车一族的珍藏喜好,。 本毕业设计主要内容是按真四驱车缩小对四驱车进行仿真设计造型,因考虑成本且实现运动和仿真,本设计简化了其结构而设计的四轮驱动模型车。本设计的材料选用塑料,以便减轻车子的负载和降低成本。把原本的动力源发动机改为电机驱动,通过简单的齿轮传动,改变运动方向和速度,使得轮轴的旋转,从而带动车轮的旋转,让车子运动起来,以达对真四驱车的运动仿真。最后一个部份则是对本次设计中所遇到的问题和解决方案进行的总结。 关键词:solidworks,三维建模,仿真,四驱车
Abstract This design of which main purpose is to develop the toy market and satisfy the collection of motorists preferences, is based on solidworks 2010 version, feeder of the bottled embryo, 3d modeling and stimulation of the status of the animation. The main content of the graduation design is to design simulation modelling according to narrowing the raider buggies. Because of considering cost and realizing the simulation of motions, the design simplifies the structure and designs the four-wheel drive model car. The material selection of this design is plastic , so as to reduce the load and the cost of the car. The motor drive is instead of the source power engine. Through a simple gear transmission, changing the direction and speed of the car, making the rotation of the shaft, so that it can drive the rotation of the wheel, let the car move, and achieve the movement simulation of the true buggies .The last part is summarizing about the problems encountered and the solutions in this design. Keywords: solidworks , 3d modeling , simulation, four-wheel drive
什么叫做精密注塑成型
什么叫做精密注塑成型
一、什么叫做精密注塑成型? 精密注塑成型,从严格意义上来说,指的是通过注塑机设备生产出来的塑胶制品的尺寸精度,可以达到0.01mm以下,通常在0.01~0.001mm之间的一种注射成型生产方式。“精密注射成型”这一概念,主要是区别于“常规注射成型”,随着高分子材料和微电子技术的高速发展,电子电路高度集成化,使得工业设备零件逐渐发展为高性能化、高精度化、轻量化、小型化和微型化。这样,精密塑胶制件因为符合高精度要求,同时具备良好的机械、力学性能以及尺寸稳定性等优点,在机械、电子、仪器、通讯、汽车和航空仪表等行业领域里,取代了部分高精度的金属零件而得到了广泛应用。 由精密注塑成型的定义可知,精密塑胶件的尺寸公差范围是非常窄的。而实际上,塑胶成型行业内公认,当塑胶制件的尺寸公差在0.1mm以下,或者说制件尺寸正负公差在0.1mm以下,都可称之为精密成型,制件的尺寸公差达到微米级的,可以称之为超精密级注塑成型。 相对精密注塑成型而言,普通注塑成型的制件的尺寸公差通常在0.1mm以上,制件的尺寸公差范
围相对较宽,并且随着制件体积或重量的增加,制件的尺寸公差也会有所增加。 值得一提的是,由于材料本身的性质和加工手段不同,不能把塑料制件的精度与金属零件的精度等同起来。塑料制品最高的精度等级是三级精度,即尺寸公差可达0.001mm以下,而金属零件尺寸可分为十四级,加工精度分有九级。 、精密注塑成型有哪些特点? (1)制件的尺寸精度高,公差范围小,即有高精度的尺寸界限 精密塑胶制件的尺寸偏差会在0.03mm以内,有的甚至小到微米级,检测工具依赖于投影仪。(2)制品重复精度高 主要表现在制件重量偏差小,重量偏差通常在0.7%以下。 (3)模具的材料好,刚性足,型腔的尺寸精度、光洁度以及模板间的定位精度高 (4)采用精密注射机设备 (5)采用精密注射成型工艺 精确控制模具温度、成型周期、制件重量、成型生产工艺。
行星齿轮的三维建模与运动仿真
北京工业大学耿丹学院 毕业设计(论文) 基于Solidwork的行星齿轮的三维建模与运动仿真 所在学院 专业 班级 姓名 学号 指导老师 年月日
摘要 行星齿轮减速器是一种至少有一个齿轮的几何轴线绕着固定位置转动圆周运动的传动,变速器通常和若干行星轮和传递载荷的作用,为了使功率分流。渐开线行星齿轮传动具有以下优点:传动比大,结构紧凑,体积小、质量小,效率高,噪音低,运转平稳,因此被广泛应用于冶金,工程机械,起重,运输,航空,机床,电气机械及国防工业等部门,作为减速、变速或增速的齿轮传动装置 NGW型行星齿轮传动机构的传动原理:当高速轴由电机驱动,带动太阳轮,然后带动行星轮转动,内齿圈固定,然后带动行星架输出运动的,在行星架上的行星轮既自转和公转,具有相同的结构。二级,三级或多级传输。NGW型行星齿轮传动机构主要由太阳齿轮,行星齿轮,内齿圈,行星架,命名为基本成分后,也被称为zk-h型行星齿轮传动机构。 本设计是基于行星齿轮结构设计的特点,和SolidWorks三维建模和运动仿真。行星齿轮和各种类型的特性的比较,确定方案;其次根据输入功率,相应的输出转速,传动比的传动设计、总体结构设计;三维建模并最终完成了SolidWorks,和模型的装配,并完成了传动部分的运动仿真和运动分析。 关键词:行星齿轮减速器、运动仿真、装配、三维建模
Abstract Planetary gear reducer is driving a at least one gear geometric axis rotated around a circular motion of fixed position, the transmission is usually and planetary gear and transfer load, in order to make the power split. Involute planetary gear transmission has the following advantages: large transmission ratio, compact structure, small volume, small mass, high efficiency, low noise, smooth operation, so it is widely used in metallurgy, engineering machinery, lifting, transportation, aviation, machine tools, electrical machinery and defense industry and other departments, as gear reducer, gear or the growth The transmission principle of NGW type planetary gear transmission mechanism: when the high-speed shaft driven by a motor, to drive the sun gear, and the planet wheel is driven to rotate, the inner gear ring is fixed, and then drives the planetary frame outputting motion, on the planet carrier planet wheel both rotation and revolution, has the same structure. The two level, three level or multilevel transmission. The NGW type planetary gear transmission mechanism mainly consists of a sun gear, planet gear, inner gear ring, a planetary frame, named after the basic components, also known as the ZK-H type planetary gear transmission mechanism. This design is the design of planetary gear structure based on SolidWorks, and 3D modeling and motion simulation. Comparison of characteristics of planetary gears, and various types of determination scheme; secondly according to the input power, the output speed of the overall design, transmission design, ratio; 3D modeling and finished SolidWorks, assembly and model, and the motion simulation and motion analysis of the transmission part. Keywords: planetary gear reducer, assembly, motion simulation, 3D modeling
关于注塑模具简介范文
关于注塑模具简介 1.1、实用范围:注塑模具实用于热塑性塑料如ABS、PP、PC、POM等,而热固性塑料如酚醛塑料,环氧塑料等则采用橡胶模; 1.2、注塑模具分类: 按结构:二板模、三板模 按水口:大水口、点水口、热水口 1.3、注塑模具结构 A、成型零部件:也就是我们通常所说的前、后模CORE,也是与产品联系最紧密的部位; B、浇注系统:熔融塑胶从喷嘴引向型腔的流道,可分为:主流道、分流道、浇口、冷料井等; C、导向系统:确定前、后模合模时的相对位置,一般有导柱、导套,必要的情况上,顶出部分也需导柱、导套定位; D、脱模结构:就是将胶件从模具中顶出的装置,常用的有:顶针、顶板、司筒等; E、温度调节系统:为满足注塑成形工艺对模具温度的要求,在前后模所加的冷却水道; F、侧向分型及侧向抽芯:当胶件存在倒扣即与脱模方向不一致的结构时就得使用行位,常见的形式:滑块、斜顶、抽芯等; G、排气结构:常见的排气形式有两种:排气槽、成形零部件间隙。为了在注塑过程中排除型腔中的空气和成型过程中产生的气体,常在分型面设置排气槽。设置排气槽的原则是,在不影响溢料及披锋时,应尽可能大的排气槽。而镶针、顶针、镶件则是利用成型零部件间隙排气。 模具维修 模具在正常使用过程中,由于正常或意外磨损,以及在注塑过程中出现的各种异常现象,都需修模解决。 2.1、模具技工接到任务后的准备工作 A、弄清模具损坏的程度; B、参照修模样板,分析维修方案; C、度数:我们对模具进行维修,在很大程度上是在无图纸条件下进行的,而我们维修的原则为“不影响塑件的结构、尺寸”,这就要求我们修模技工在设计到尺寸改变时应先拿好数再作下一步工作。 2.2、装、拆模注意事项 A、标示:当修模技工拆下导柱,司筒、顶针、镶件、压块等,特别是有方向要求的,一定要看清在模胚上的对应标示,以便在装模时对号入座。在此过程中,须留意两点:1、标
基于Arena的港口泊位三维仿真系统的实现
第3卷第1期 System Simulation Technology V ol. 3, No.1 中图分类号:TP39 文献标识码:A 基于Arena 的港口泊位三维仿真系统的实现 王永辉,胡青泥,舒宏 (大连理工大学机械工程学院,辽宁,116023) 摘要:本文在三维仿真软件Arena 3DPlayer平台上实现了港口泊位作业系统的三维动画仿真。首先分析了港口泊位作业系统并利用Arena对该系统进行了二维仿真模拟,然后给出该系统在Arena 3DPlayer平台上三维仿真动画的实现过程,最后总结了其中的关键技术。 关键词:港口泊位;Arena;Arena 3DPlayer;三维仿真 Implementation of Berth 3D Animation Simulation System Based on Arena W ANG Yonghui, HU Qingni, SHU Hong (School of Mechanical Engineering, Dalian University of Technology, Liaoning, 116023) Abstract: The paper presents a 3D Simulation model of berth operation system in a container terminal using the Arena 3DPlayer. The author analyzes and models the berth operation system with Rockwell Arena, and animates the model with 2D animation tools, then, the working flow of 3D Simulation is proposed based on Arena 3DPlayer, finally, the key technology of Arena 3D simulation is summarized. Keywords: berth; Arena; Arena 3DPlayer; 3D simulation 1 引言 港口泊位作业过程中存在着许多随机因素,运用系统仿真的方法可以对泊位营运过程进行模拟,通过对仿真输出结果的分析,决策得出在给定的岸线长度条件下,规划合理的泊位数量,用以提高岸线利用率,减少船舶等待时间。 本文利用可视化仿真软件Arena及基于其上开发的Arena 3Dplayer,建立了港口泊位作业系统的仿真模型。该模型具有动画效果和交互功能,可实时演示港口泊位作业系统的服务过程并可以与使用者进行实时交互。2 港口泊位作业系统描述 港口泊位作业系统的服务对象是集装箱船舶,服务设备是港口的所有设施,其中最主要的是供船舶停靠的泊位数量及其装卸设备。 当集装箱船舶到港后,首先需要为其安排泊位,然后再配置相应的装卸设备资源以及堆场空间资源,以便进行装卸作业。由于泊位空间是港口的一种稀缺资源,因此,泊位配置问题是提高集装箱港口效率的关键点之一。 所谓泊位配置问题,就是为到港的集装箱船舶指定适当的位置,供其靠泊作业,以减少船舶的在港时间,提高港口的运作效率。目前,集装箱港口的泊位配置大多是计划人员根据以往经验来安排,
三维建模与三维动画的仿真技术研究
摘要:随着科学技术的不断进步,在很多工程建筑和很多的媒体技术中,三维建模和三维动画的仿真技术被人们广泛运用,本文就三维建模和三维动画仿真技术的概念特点等进行分别介绍,集体研究。 关键词:三维建模;三维动画;仿真技术 中图分类号:j218.7 文献标识码:a文章编号:1005-5312(2012)17-0043-01 一、关于三维建模 (一)三维模型 所谓的三维模型就是一个物体用三维的多边形表示出来,然后用计算机或者其他的设备用视频的形式进行显示。现实的物体可以使在现实世界里存在的实际物体,也可以是设计者虚构出的,总之就是不管是有的没得,只要是能想出来的都能用三维模型表示出来。 (二)三维建模的应用范围 三维建模在现在这个科技发展迅猛的时代已经被运用在各个领域,其中在视频游戏中,三维建模是作为计算机和视频游戏中的资源被运用,而在医疗行业中,三维建模被使用于器官的制作模型等,在电影电视行业中,他们被用于特技手段和活动的人物制作,在建筑业中,三维建模用来展示所要表达的建筑物和地貌风景等。 (三)三维建模的方法 1、软件建模 现在市场上有很多比较先进的建模软件,比如3dmax、maya、autocad等等,这些软件的共性是用一些较基本的几何体,如长方体、正方体、立方体和球体等,构建一系列的平移、旋转、拉伸和一些较复杂的几何场景来实现的。能够用团建来进行三维建模的主要是屋里建模、几何建模和行为建模等等,而其中尤几何建模的创建和描述是三维建模之间的重点。 2、仪器设备测量建模 三维建模中重要的工具就是三维扫描仪,又被叫做三维数字化仪。这种仪器能够将现实世界中的彩色努力提的信息快速的转换成计算机能够识别和处理的数字信号,并且能够为三维建模实现数字化提供了有效的方法。 3、图像或者视频建模 在现在的计算机图形学的研究领域,用图像或者是视频来进行三维建模是很多学者比较感兴趣的,这种方法同那些比较传统的建模方法相比,具有很多特别的优势,比如,用图像或者视频创建的模型会比别的方法更加真实和自然,并且,运用这种方法创建模型会变得更方便,速度也会大大提升。质量和速度的提高,是图像或视频建模最大的特色。 二、关于三维动画的仿真技术 (一)动画 借用人的视觉暂留原理,一系列的静态图像播出之后,会在人的视网膜上留下动态的效果,而利用计算机设计的动画效果,就是用计算机中比较高效的图像处理的功能,用一连串的关键帧来对物体的关键时刻进行描述,准确的几率物体关键时刻的位置结构和其他的参数,并且自动的形成中间的图像,然后创建出一幅流畅的画面。 (二)三维动画的的仿真应用 三维动画的仿真技术能够将真实的物体模拟成一个虚拟的动画,但是这个动画会产生一定的价值。三维动画的真实和精确,可操作性,三维动画在教育、军事、建筑和医学、娱乐等领域都有很大的发展性。 在影视制作方面,三维动画能够制作出比较有创意的特效和3d动画,还能够制作出精良的后期效果和特效动画,应用这项技术,吸引了越来越多人的眼球,得到很多客户的青睐,剧中的爆炸,烟雾,下雨和光效还有撞车,变形和很绚丽的片头片尾等等的出现,都得益于
Human CAD人体运动仿真软件
Human CAD人体运动仿真软件 Human CAD人体运动仿真软件简介 HumanCAD人体运动仿真软件是加拿大NexGen公司产品,迄今已有20年的专业研发技能和经验,其基础构架是NexGen公司开发人员从1990年就开始研发的ManneQuin仿真软件。 HumanCAD人体运动仿真软件主要用于人体体力作业的动态、静态模拟和分析。它拥有多个作业工具和环境组件模块。场景逼真、实用,可以对运动和作业过程中的躯干、四肢、手腕等部位的空间位置、姿势、舒适度、作业负荷、作业效率等数据进行采集和分析,在世界范围的研究领域被广泛使用。 Human CAD人体运动仿真软件主要模块 HumanCAD V1.2主程序:实现主要的编程功能,包括导入/输出人体和实物模型、构造编程环境等。 HumanCAD ErgoTools:扩展人体模型相关的数据库,使分析功能更强大。HumanCAD CADExchange:用于扩展软件可识别的三维模块类型,使软件兼容性更强。 使用指导书及相关资料针对教育/科研用户,指导其高效展开科研。 产品许可号:正版授权许可。 Human CAD人体运动仿真软件输出功能 可及度分析 视野分析 抬举力量分析 作业姿势评估 舒适度分析 基于用户设定的其他人体作业数据 HumanCAD人体运动仿真软件功能特点 可根据用户需求,自动生成三维人体模型。 可设置人体模型的尺寸、姿势、动作。 设计、生成产品模型,并设定其各种物理参数。 与各类相关三维建模软件都有良好接口,可实现用户自定义模型的导入与输出。具备强大的数据分析功能,可以分析人在作业过程中的姿势、舒适度、做功等数据。
1 精密注射成型的概念
1 精密注射成型的概念 精密注塑是指加工成型的注塑制品的尺寸重复精度很高,以致使用通用注塑机、常规的注塑成型工艺难以达到要求的一种注射成型方法。“精密注射成型”这一概念,主要是区别于“常规注射成型”,它是基于高分子材料的迅速发展, 在仪表、电子领域里采用精密塑料部件取代高精度的金属零件的技术。目前针对精密注射制品的界定指标有2 个,一是制品尺寸重复精度, 二是制品质量的重复精度。本文主要从制品尺寸重复精度方面阐述精密注射成型。但由于各种材料本身的性质和加工工艺不同,不能把塑料制件的精度与金属零件的精度等同起来。 精密注射成型是一门涉及原材料性能、配方、成型工艺及设备等多方面的综合技术,精密塑料制品包括DVD数码光盘、DVD激光头、数码相机零件、电脑接插件、导光板、非球面透镜等精密产品,这类产品的显著特点是不但尺寸精度要求高,而且对制品的内在质量和成品率要求也极高。成型制品的模具是决定该制品能否达到设计要求的尺寸公差的重要条件,而精密注塑机是保证制品始终在所要求的尺寸公差范围内成型,及保证极高成品率的关键设备。塑料制品最高的精度等级是三级。 1.1 精密注射的特点 (1)制件的尺寸精度高、公差小,即有高精度的尺寸界限;(2)制品重量重复精度高,要求有日、月、年的尺寸稳定性;(3)模具的材料好、刚性足,型腔的尺寸精度、光洁度以及模板间的定位精度高;(4)采用精密注射机更换常规注射机;(5)采用精密注射成型工艺;(6)选择适应精密注射成型的材料。 评定制品最重要的技术指标,就是注塑制品的精度( 尺寸公差、形位公差和制品表面的光洁度) 。我国使用的标准是SJ1372―78,与日本塑料制品的精度和模具精度等级很接近。欲注塑出精密的塑料制品,需从材料选择、模具设计、注射成型工艺、操作者的技术水平等4大因素进行严格控制。 精密注塑机要求制品尺寸精度一般在0.01~0.001mm以内,许多精密注塑还要求注塑机具有高的注射压力、高的注射速度;要求合模系统具有足够大的刚性和足够高的锁模精度,所谓锁模精度是指合模力的均匀性、可调、稳定和重复性高,开合模位置精度高;要求对压力、流量、温度、计量等都能精确控制到相应的精度,采用多级或无级注射,保证成型工艺再现条件和制品尺寸的重复精度等。 1.2 影响制品尺寸精度的因素 (1)模具精度;(2)成型收缩率;(3)制品使用环境的温度、湿度以及波动的幅度。 2 注塑精密成型材料的选择原则 机械强度高、尺寸稳定性好、抗蠕变性能好、环境适应范围广。常用的有四种材料:
三维仿真平台性能指标
. 三维仿真平台性能指标 4.1 数据要求 支持BMP、GIF、PNG、JPG等格式。 三维模型:支持3DS、DXF、VRML格式。 DEM数据:支持各种矢量等高线数据。 4.2 场景编辑 数据资料采集,包括科学城各栋房屋建筑外立面多角度数码拍照,路面、河流、树木、标志性物体数码拍照等。 图片处理,对外业采集的数字照片进行图片编辑处理,以符合建模标准; 地形建模,基于DEM(数字高程模型)数据和DOM(正射影像图)数据叠加生成地形; 地物建模,用内业处理完毕的数字图片构造地物模型,主要包括建筑物、路面、河流、路灯、花坛等; 可以对地形、模型、二维矢量数据、注记、场景贴图、环境、光源、模型贴图、动态贴图、摄像机等进行编辑处理,生成三维场景;并整体实现模型优化和拼凑。 支持模型库和贴图库管理。 4.3 实时浏览和可视化 实时浏览三维场景。 矢量数据的三维可视化表现。 支持行走,驾驶,飞行,UFO等多种浏览方式。 观察者能从任意角度任意高度观看系统的三维场景。 系统可实现实时随机漫游,漫游的方向和起点完全由用户自己进行选择。 系统可实现从室外漫游到室内漫游的无缝切换。 4.4 数据管理和数据查询 属性数据支持(支持Access、SQL Server、Oracle数据库等)和属性数据查询。 数据条件定位查询,根据查询条件,自动定位目标查询物。 4.5 跨平台 Windows操作系统。 Lunix操作系统。 Unix操作系统。 其它操作系统。 4.6 支持多种格式输出
支持生成高分辨率屏幕图。 可以将实时浏览结果输出成AVI和影像序列。 4.7 面向对象的管理方式 实现场景及路径漫游方式的编辑。 4.8 特效模拟方式的支持 可以对环境进行设置,包括云、雾、能见度等等;也可以实现诸如喷泉效果、旗帜飞扬等效果。
三维建模及运动仿真
三维建模及运动仿真 Pro/Engineer 软件集产品的三维造型设计、加工、分析、仿真及绘图等功能于一体,是一套使用方便、参数化造型精确的软件,其强大的造型功能及仿真分析功能受到众多工程人员的青睐。本节将采用Pro/E 软件,完成少齿数齿轮传动机构中所有零件的参数化建模,并对少齿数齿轮减速器进行虚拟装配,在此基础上,对传动机构进行运动仿真。 3.1 齿轮的参数化建模 3.1.1 零件分析 齿轮建模的操作步骤如下: (1)添加齿轮设计参数 (2)添加齿轮关系式 (3)创建齿轮的齿廓曲线 (4)创建螺旋线方程 (5)实体生成: 1)创建螺旋线线方程 2))拉伸 3))阵列 3.1.2 绘制齿轮 (1)新建文件: 启动PROE Wildfire4.0,单击工具栏新建工具,或单击菜单“文件/新建”。出现如图3.1所示对话框。选择系统默认“零件”,子类型“实体”方式,“名称”栏中输入“canshuhuachilun ”,同时注意关闭“使用缺省模板”。选择公制模板mmns-part-solid ,如图3.2所示,然后单击“确定”。 (2)创建齿轮程序。 选择菜单栏“工具/程序”命令,出现如图3.3所示对话框。单击“编辑设计”, 依次添加齿轮设计参数及初始值,添加完毕单击“确定”。选择工具菜单“工具/程序”命令,出现如图3.4信息窗口,在其中输入程序如下: Y0=(1/4)*PI*MT+XT*MT*TAN(α t) Xc=(HANX+CNX-XN)*MN-ρ
Yc=(1/4)*PI*MT+HANX*MN*TAN(αt)+ρ*COS(αt) (3)添加齿轮四个圆的关系式。 1)选择“插入/模型基准/ 草绘”特征工具,或单击工具栏 草绘命令,出现如图3.5所示对话框。单击“草绘”确认,进入二维草绘模式如图3.6所示。
CATIA运动仿真小教程
CATIA运动仿真小教程 1. 仿真之前的准备 将要仿真的模型所需的部件在装配模式下按照技术要求进行装配。装配时请注意,在能满足合理装配的前提下,尽量少用约束,以免造成约束之间互相干涉,影响下一步运动仿真。 2.运动仿真 通过“开始(S)”——“数字模拟”——“DMU Kinematics” 进入到运动仿真的模式下,开始进行仿真设置: (1)先建立一个新机制(New Mechanism);命令在“插入(I)”菜单下, (2)对装配部件进行约束设置,命令在旋转铰里面,点击其图标右下方的箭头,点击后,出现所有铰定义图标 按顺序分别是:旋转铰(Revolute joint),棱镜铰(prismatic joint),圆柱铰(Cylinderical joint),螺纹铰(Screw joint),球铰(Spherical joint),平面滑动铰(Planner joint),刚性连接(Rigid joint),点-线铰,滑动曲线铰,滚动曲线铰,点-曲面铰,万向节铰,双万向节铰,齿轮铰,齿轮-齿条铰,缆绳铰,坐标系铰。 各个铰接的的方法见文献《CATIA 机械运动分析与模拟实例》,上有很详细的介绍。 (3)设置固定件,点击固定零件图标,点击后出现New Fixed Part(新固定零件)对话框 ,不用理它,在图形区选择要固定的零件即可。 各种铰链设置合理,系统会自动提示:
,也就是说,机制可以仿真了。 (a.)仿真使用“命令模拟”时,点击,就会出现运动模拟对话框,在对话框内拖动鼠标,由大到小或有小到大改变角和实数的范围,然后点击下面的黑色开始键,就可以看到仿真运动了。对话框示例如下 (b.)仿真采用“模拟”时,点击,即可进入 和
精密注塑模具解决方案
精密注塑模具解决方案 注塑模具的定义:塑料通过注塑机台注入非标工具内经冷却后成型的工具称之为模具,精密注塑模具在设计当中会出现各种各样的问题,以下是针对各种各样的问题对应的解决方案: 问题一: 精密塑胶模具的结构确定是关键,总体结构是关系到产品最终效果的体现:模具总体结构的确定,入水系统的确定,顶出系统的确定以及运水系统的确定等等这些要有利于产品的后加工取向。 问题二: 入水问题?首先我们会根据产品的结构,重量,体积以及成本选择合理的入水方案,既能满足客户的要求又要满足品质的要求,其次是要严格按照入水设计标准进行设计:水口排布要均匀主分流道横载面的大小胶口的形状以及大小。 问题三: 顶出问题?首先我们会根据产品的取向和结松确定顶出的方式,其次就是顶出平衡的评估以及与其它系统共存的问题,比如说与运水干涉以及环保标识等等。 问题四: 运水系统的设计基于四大要求(运水线路尽量均衡。运水的线路不能干涉其它机构。运水的设备要尽可能的满足客户标准和易于安装。每条运水线路都要显示有进出标识。问题五:怎样保证模具的加工精度,制品的精度,主要取决于模具型腔,入子以及模芯尺寸的精度,型腔定位准确或分型面精度是否合理将直接影响制品的尺寸;首先要制定加工工艺流程表每完成一道工序都必须全检并以文本的形式作出数据检测一览表;加工完成后对工件要作后处理加工以及维护。 塑胶模具分型面的设计也是很重要的一环,如果设计不合理,轻则塑件不易取出,重则损坏模具,下面介绍一下塑胶模具分型面的设计原则。 . 便于脱出塑件,简化塑胶模具结构,加压方向选定后,分型面的位置应尽量使塑件落在下模。 . 对同轴度精度高的塑件,分型面宜选在可将两直径(示图中及)同时放
三维仿真平台功能特点
三维仿真平台功能特点 本次系统三维虚拟仿真平台旨在建设一个具有大范围的海量城市数据一体化管理、无缝三维实时漫游,包容和拓展常规GIS独具特色的空间多媒体信息查询、表示、分析和决策功能的虚拟城市管理信息系统。本系统所采用三维仿真平具有独特的特性和强有力的可扩展性能。 3.1顶级三维游戏的视觉享受 精美的三维场景 光影效果 多种气候条件(白天、夜晚、云、雾、雨、雪、雷电……) 多种特殊效果(跳动的火苗、飘动的旗帜、流水、喷泉、霓虹灯、海浪、爆炸、烟雾……) 各种空间声音效果——创建一个充满生机的世界。 3.2灵活的人机交互 任何位置/任意角度观察场景; 多种运动方式随时切换 (行走、驾驶、飞翔…) 任意位置停止,切换多种参数/方案来观察! (最适合于前期方案讨论、汇报) 整个交互过程可以记录为动画保存。 3.3强大的可扩展性 区域类型扩展 建筑内/外景; 小区/街道; 城区; 大面积野外场景。 (采用动态内存管理,甚至可以模拟整个数字地球!) 地域覆盖范围从小至大 显示方案扩展 单PC显示; PC Cluster+投影系统; SGI Onyx+投影系统;
立体显示/无缝拼接选项. 特定类型的应用扩展 应用领域扩展 国土资源局/城市规划部门/建筑设计单位; 房地产公司——展示/销售、项目评估和报批; 园区规划、管理及展示,开发区招商; 文物/古迹的展示、复原、保护部门; 4.三维仿真平台性能指标 4.1数据要求 支持BMP、GIF、PNG、JPG等格式。 三维模型:支持3DS、DXF、VRML格式。 DEM数据:支持各种矢量等高线数据。 4.2场景编辑 数据资料采集,包括科学城各栋房屋建筑外立面多角度数码拍照,路面、河流、树木、标志性物体数码拍照等。 图片处理,对外业采集的数字照片进行图片编辑处理,以符合建模标准; 地形建模,基于DEM(数字高程模型)数据和DOM(正射影像图)数据叠加生成地形; 地物建模,用内业处理完毕的数字图片构造地物模型,主要包括建筑物、路面、河流、路灯、花坛等; 可以对地形、模型、二维矢量数据、注记、场景贴图、环境、光源、模型贴图、动态贴图、摄像机等进行编辑处理,生成三维场景;并整体实现模型优化和拼凑。 支持模型库和贴图库管理。 4.3实时浏览和可视化 实时浏览三维场景。 矢量数据的三维可视化表现。 支持行走,驾驶,飞行,UFO等多种浏览方式。 观察者能从任意角度任意高度观看系统的三维场景。 系统可实现实时随机漫游,漫游的方向和起点完全由用户自己进行选择。 系统可实现从室外漫游到室内漫游的无缝切换。 4.4数据管理和数据查询 属性数据支持(支持Access、SQL Server、Oracle数据库等)和属性数据查询。 数据条件定位查询,根据查询条件,自动定位目标查询物。 4.5跨平台
UG运动仿真基本流程
运动仿真基本流程 计算机仿真的过程,实际上就是凭借系统的数学模型,并通过该模型在计算机上的运行,来执行对该模型的模拟、检验和修正,并使该模型不断趋于完善的过程。 1.在试图求解问题之前,实际系统的定义最为关键,尤其是系统的包 络边界的识别。对一个系统的定义主要包括系统的目标、目标达成的衡量标准、自由变量、约束条件、研究范围、研究环境等等,这些内容必须具有明确的定义准则并已于定量化处理。 2.一旦有了这些明确的系统定义,结合一定的假设和简化,在确定了 系统变量和参数以及他们之间的关系后,即可方便的建立描述所研究系统的数学模型。 3.接下来做的工作是实现数学模型向计算机执行的转变,计算机执行 主要是通过程序设计语言变成的程序来完成的,为此,研究人员必须在高级语言和专用仿真语言之间做出选择。 4.计算机仿真的目的,主要是为了研究或再现实际系统的特征,因此 模型的仿真运行是一个反复的动态过程;并且有必要对仿真结果做出全面的分析和论证。否则,不管仿真模型建立的多么精确,不管仿真运行次数多么大,都不能达到正确的辅助分析者进行系统抉择的最终目的。 用户通过计算机进行运动仿真的过称为: 1.进入运动仿真模块
2.建立连杆 创建连杆的第一步是从连杆和运动付工具条中单击连杆图标, 弹出连 杆对话框。 对话框中显示默认的名字,输入名字后按回车键即可。 连杆对话框的第二项是自定义质量特性, 它是一个可选项,在不涉及 反作用力时可以将它关闭而使用自定义的质量特性。但尽管如此,有 时还是要定义质量特性,此时其他窗口将被激活。包括质量、质心、 惯性矩、初始速度等。 肛 Mbit i^j 殊 裁■□通计■軒 MS4D 鼻 注 * M Ctrl? 盒 屛?《1址即十0 ^rltna 1*5 松 輛田團. 口曰?恥LW F tiT? .. Ckfimns E gfliu 買 SUtnXivL.. H ditn*m .. Wil^fLqv F IT E air .. Z LW1*QI ■■ > ml'E) SB'S iiABJ 格式(fii lMd)農比治 值■⑴ 卿i iiArftXQJ .. 勵工夏.i … 0生也I 器asawtKHi^.. 辛 Kt Is^Vkii rlSUff^-S) Cul*M.?4|l
精密注塑件尺寸精度方法简介
精密注塑件尺寸精度方法简介 精密注射成型的概念 精密注塑是指加工成型的注塑制品的尺寸重复精度很高,以致使用通用注塑机、常规的注塑成型工艺难以达到要求的一种注射成型方法。“精密注射成型”这一概念,主要是区别于“常规注射成型”,它是基于高分子材料的迅速发展, 在仪表、电子领域里采用精密塑料部件取代高精度的金属零件的技术。目前针对精密注射制品的界定指标有2 个,一是制品尺寸重复精度, 二是制品质量的重复精度。本文主要从制品尺寸重复精度方面阐述精密注射成型。但由于各种材料本身的性质和加工工艺不同,不能把塑料制件的精度与金属零件的精度等同起来。 精密注射成型是一门涉及原材料性能、配方、成型工艺及设备等多方面的综合技术,精密塑料制品包括DVD数码光盘、DVD激光头、数码相机零件、电脑接插件、导光板、非球面透镜等精密产品,这类产品的显著特点是不但尺寸精度要求高,而且对制品的内在质量和成品率要求也极高。成型制品的模具是决定该制品能否达到设计要求的尺寸公差的重要条件,而精密注塑机是保证制品始终在所要求的尺寸公差范围内成型,及保证极高成品率的关键设备。塑料制品最高的精度等级是三级。 1.1 精密注射的特点 ( 1)制件的尺寸精度高、公差小,即有高精度的尺寸界限;(2)制品重量重复精度高,要求有日、月、年的尺寸稳定性;(3)模具的材料好、刚性足,型腔的尺寸精度、光洁度以及模板间的定位精度高;(4)采用精密注射机更换常规注射机;(5)采用精密注射成型工艺;(6)选择适应精密注射成型的材料。 评定制品最重要的技术指标,就是注塑制品的精度( 尺寸公差、形位公差和制品表面的光洁度) 。我国使用的标准是SJ1372?78,与日本塑料制品的精度和模具精度等级很接近。欲注塑出精密的塑料制品,需从材料选择、模具设计、注射成型工艺、操作者的技术水平等4大因素进行严格控制。 精密注塑机要求制品尺寸精度一般在0.01~0.001mm以内,许多精密注塑还要求注塑机具有高的注射压力、高的注射速度;要求合模系统具有足够大的刚性和足够高的锁模精度,所谓锁模精度是指合模力的均匀性、可调、稳定和重复性高,开合模位置精度高;要求对压力、流量、温度、计量等都能精确控制到相应的精度,采用多级或无级注射,保证成型工艺再现条件和制品尺寸的重复精度等。 1.2 影响制品尺寸精度的因素 (1)模具精度;(2)成型收缩率;(3)制品使用环境的温度、湿度以及波动的幅度。 2 注塑精密成型材料的选择原则 机械强度高、尺寸稳定性好、抗蠕变性能好、环境适应范围广。常用的有四种材料: