压铸件外观检验标准

1目的:为压铸件提供外观检验依据,确保压铸毛坯符合客户要求。
2范围:压铸件
3定义
3.1压铸毛坯:指经过时效处理、打磨、喷砂、整形后的压铸产品
压铸机加工:通过加工机械精确去除压铸材料的加工工艺。
3.2压铸件常见缺陷特征有外部缺陷和内部缺陷
3.2.1外部缺陷及定义
粘模: 顺着脱模方向,由于金属粘附,模具制造斜度太小而造成铸件表面的拉伤痕迹,严重时称为拉伤面。
分层:铸件上局部存在有明显的金属层次
裂纹:铸件表面有呈直线状或波浪形的纹路,狭小而长,在外力作用下有发展趋势。
变形:由于收缩不均或外力导致压铸件几何形状与图纸不符。
流痕:压铸件表面与金属液流动方向一致的条纹。无发展趋势。
水纹: 铸件表面上呈现的光滑条纹,肉眼可见,但用手感觉不出,颜色不同于基体金属的纹路,用0#砂布稍擦几下即可去除。
冷隔:在压铸件表面,明显、不规则、下陷的线形纹路(有穿透与不穿透两种)。形状细小而狭长,有时交接边缘光滑,有断开的可能。
龟裂毛刺:由于模具型腔表面产生热疲劳而形成的铸件表面上的网状凸起痕迹和金属刺。
凹陷:铸件的厚大部分表面有平滑的下凹现象。
欠铸:铸件表面有浇不足的部位,导致轮廓不清。
飞边、毛刺:在分型面边缘出现金属薄片,或粗糙、锋利的棱角。
错位:铸件的一部分与另一部分在分型面上错开,发生相对位移
脱皮:铸件表面部分与基体剥离的现象。
色斑:铸件表面上呈现的不同于基体金属的斑点,一般由涂料碳化物形成。
32.2内部缺陷及定义
砂孔:在压铸件中,由于压铸的特殊性,铝合金是在高温、高速、高压的状态下成型的,所以压铸件内部是不可避免的存在孔洞,我们统称这些孔洞为砂孔。
缩孔:铸件凝固过程中,金属补偿不足所形成的呈现暗色、形状不规则的孔洞,即为缩孔
气孔:因卷入气体而导致的压铸件内部的孔状缺陷,解剖后外观检查或探伤检查,气孔具有光滑的表面、形状为圆形。
脆性:铸件基体金属晶粒过于粗大或极小,使铸件易断裂或破碎
渗漏:压铸件经耐压试验,产生漏气、渗水
硬点:机械加工过程或加工后外观检查或金相检查:铸件上有硬度高于金属基体的细小质点或块状物使刀具磨损严重,加工后常常显示出不同的亮度。
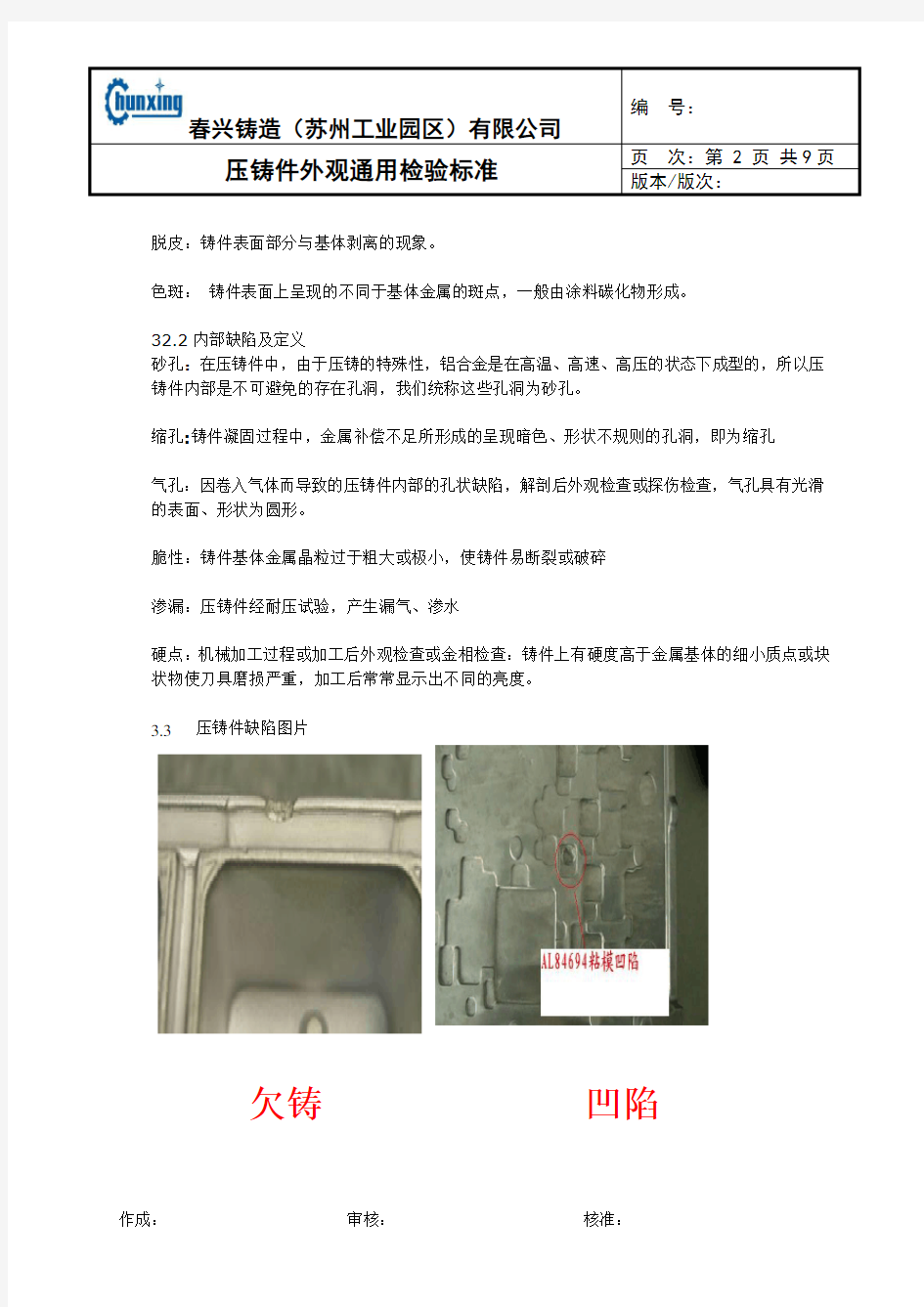
3.3压铸件缺陷图片
欠铸凹陷
气泡冷隔
裂缝粘模
变形龟裂
色斑分层错位冲蚀起皮多料
填充不良水纹
飞边砂孔
气孔缩孔
崩料夹渣
顶针凹陷
4 外观检验方法
目测:在正常的灯光下视力为1.0,正确地检验角度下,依本标准检验外观。
5外观检验依据
春兴铸造(苏州工业园区)有限公司
GB/T 2828.1中的抽样检验用表(附表1)
6 包装方式
6.1应满足工程规定包装要求,避免磕、碰、伤划等外观缺陷。
6.2包装箱不得有明显的破损现象,注意同批次包装箱或周装箱应保持一致。
6.3箱外应明确注明外贴合格凭证、物料卡片标明规格、版本、数量、生产批次、生产日期、采购
订单号等物料信息。
6.4 包装码跺高度按照具体产品规定要求控制。
6.5 在产线生产和工序流转时,每件产品都需用与产品同等大小的隔板保护。
铝合金压铸技术要求
1、围 本标准规定了铝合金压铸件的技术要求、试验方法、检验规则、交货条件等。 本标准适用于汽车发电机铝合金端盖压铸件。 2、引用标准 GB6414铸件尺寸公差 GB6987.1-GB6987.16铝及铝合金化学分析方法 GB288-87金属拉力试验法 GB/T13822-92 压铸有色合金试样 GB6060.5 表面粗造度比较样块抛(喷)丸、喷吵加工表面 3、技术要求 3.1 压铸铝合金的牌号 压铸铝合金采用UNS-A03800(美国A380.0,日本ADC10) 可选用材料UNS-A03830 (美国383.0,日本ADC12) 化学成份见表1 表1
供应商可选择上述四种牌号的任何一种,如在生产过程中更换其它牌号, 文档Word 需重新进行样件鉴定。回炉料使用规定 3.1.1回炉料分类 3.1.1.1 一级回炉料:浇道、化学成份合格的废铸件,后加工次品等不含水分和 油污。10二级回炉料:集渣包、坩埚底部剩料、退货废品、存放时间长(超过 天)的一级回炉料。三级回炉料:飞边、溅屑、细小的碎料、带有油污的渣料、因化学成份 报废的铸件、从铝渣中捡出的铝粒。 3.1.1.2回炉料使用比例 使用单一某级回炉料:,二级回炉料最大使用量40%。一级回炉料最大使用量50% 一级、二级回炉料混合使用:20%。,其中二级回炉料最
大使用量回炉料总量不超过40% 三级回炉料:必须经过重熔、精炼且化学成份分析合格后才能使用,其最不能直接使用,10%,仅与铝锭混合使用。大使用量 3.1.1.3加料循序 大块回炉料铝锭,如此循环。小颗粒回炉料 3.2 力学性能 采用单铸拉力试样检验,其力学性能应满足抗拉强度≥240Mpa,伸长率≥ 1%,HB85(5/250/30)。 试样尺寸及形状应符合GB/T 13822-92《压铸有色合金试样》的规定。 3.3 压铸件尺寸 压铸件的几何形状和尺寸应符合铸件图的规定。 3.4 待加工表面用符号“”标明,尖头指向被加工面。 例:0.5 表示该表面留有加工余量0.5mm 3.5 表面质量 3.5.1 铸件清理后的表面质量 铸件的浇口、飞边、溢流口、隔皮等应清理干净,但允许留有清理痕迹。在不影响使用的情况下,因去除浇口、溢流口时所形成的缺肉或高出均不得超过壁厚的四分之一,并且不得超过1.5 mm。 文档Word 3.5.2 铸件不加工表面的质量 3.5.2.1 不允许有裂纹,欠铸和任何穿透性缺陷。 3.5.2.2 由于模具组合镶拼或受分型面影响而形成铸件表面高低不平的
铝合金压铸件检验标准(20210119164422)
铝合金压铸件检验标准 -CAL-FENGHAL-(YICAI)-Company One 1 铝合金压铸件检验标准 1.范国
本标准规左了铝合金压铸件的技术要求、试验方法及检验规则等,主机厂和供应商双方确认的其他发动机及其附件支架可以参照执行此标准。 本标准仅适用于铝合金压铸件以及主机厂和供应商双方确认的英他发动机及其附件支架。 2.引用标准 下列标准所包含的条文,通过在本标准中引用而构成本标准的条文。本标准岀版时, 所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。 GB/T 1182形状和位置公差.通则.定义.符号.和图样表示法 GB 2828逐批检查计数抽样程序及抽样表(适用于连续批的检查) GB 2829周期检査计数抽样程序及抽样表(适用于生产过程稳泄性的检查) GB/T 表而粗糙度比较样块铸造表面 GB/T 表而粗糙度比较样块抛光加工表而 GB/T 表而粗糙度比较样块抛(喷)丸,喷沙加工表面 GB 6414铸件尺寸公差 GB/T 11350铸件机械加工余量 GB/T 15114铝合金压铸件 GB/T 15115压铸铝合金 3.技术要求 化学成分 铝合金的化学成分应符GB/T15115的规定。 力学性能 3.2.1当采用压铸试样检验时,其力学性能应符合GB/T15115的规定。 3.2.2当采用圧铸件本体检验时,其指定部位切取试样的力学性能不得低于单铸试样的75%。 3. 3压铸件尺寸 3.3.1压铸件的几何形状和尺寸应符合零件图样的规左。 3.3.2压铸件的尺寸公差应按GB6414的规左执行。 3.3.3压铸件有形位公差要求时,可参照GB/T15114:英标注方法按GB/TH82的规泄。 3.3.4压铸件的尺寸公差不包括铸造斜度,英不加工表面:包容而以小端为基准,被包容而以大端为基准:待加工表而:包容而以大端为基准,被包容面以小端为基准。 3.3.5压铸件需要机械加工时,其加工余量按GB/T11350的规左执行。 压铸件质量要求 3.4.1压铸件应符合零件图样的规左。 3.4.2表而质量 3.4.2.1压铸件表而粗糙度应符合GB/的规能。 3.4.2.2压铸件表而不允许有裂纹、欠铸、疏松、气泡和任何穿透性缺陷。 3.4.23压铸件表而允许有擦伤、凹陷、缺肉和网状毛刺等缺陷。但缺陷必须符合表1规泄。
铸件检查验收标准
铸件检查验收标准 文件编号:07-NB-JS-03-2011版本:A 生效日期:2011-4-28 受控印章:
1. 主题内容与适用范围 本标准规定了冷冲模实型铸造铸件检查验收技术要求及检查程序,本标准适用于一汽模具制造有限公司实型铸造铸件的检查验收。 2. 外观质量要求 2.1 铸件形状位置准确,棱线清楚。 2.2 铸件表面光洁、无粘砂、无冷隔、无气孔、无针眼、无皱皮、无裂纹。2.3 非加工面无明显坑痕、无鼓包。坑深大于1mm小于5mm、面积大于10 mm2的用树脂修补,坑深大于5mm、面积大于20 mm2的应焊补。 2.4 加工面上的坑痕大于加工余量的1/2的、面积大于10 mm2的应焊补。 2.5 起重臂、起重耳和接触钢丝绳部位,全部做出光滑圆角。 3. 铸件材料成分及性能指标验收:参见铸件标准。 4.不良品类型 4.1 废品:铸造厂家重新铸造。 有下列问题之一的为废品: 形、台、肩等漏铸且无法修补的。 在铸件外表面或加工表面严重粘砂、夹砂、包砂、无法清理,影响加工的。 窥视孔,装配安装部位严重包砂、无法清理的。 铸件出现严重冷隔、裂纹、浇注不足、缩松、严重影响强度的。 铸件材料牌号不对或成分不合格,降低性能的。 有硬质点,无法进行机械加工的。 其它无法挽救的铸造缺陷。 4.2返修品:由铸造厂家派人对铸件进行修补。 没经抛丸处理和退火处理的。
2)涨箱等增加机加工工作量的。 3)起重臂孔径小或不同心、起吊、翻转螺纹孔不能正常使用的。 4.3 回用品:模具制造厂家对铸件进行修补后使用,并向铸造厂家提出索赔要求。 1)形、台、肩等漏铸但可修补的。 有粘砂、夹砂、包砂,但能清除的。 出现轻度冷隔、裂纹、浇注不足、缩松,经修补后不影响强度的。 形状尺寸错误,经修补后不影响强度的。 浇冒口处不光顺,有凸凹痕的。 起重臂、起重耳和接触钢丝绳部位不光滑,无圆角过渡的。 没做出内外倒角的。 加工余量超出最大极限(铸件变形、涨箱等),增加机加工工作量的。 非加工部位尺寸超过允差,但不影响强度和使用性能的。 标记不全的。 铸件表面不光洁、铸件棱线不清,影响冲模美观的。 5.检查验收程序 5.1按标准逐项检查,填入检查验收单。 5.2质检员检查铸件外观质量。 5.3铸件材料成分验收(每批) 5.4铸件尺寸偏差: 1)测量底面筋板厚度,检测上下底板底面余量。 2)底面龙门铣加工后ATOS检测上下底板、压料板、顶出器等大型铸件的余量。3)斜楔、滑块、镶块等尺寸、余量问题由机加工人员确认并通知质检员。 5.5 ATOS进行铸件检测流程简述:
铝合金压铸件的标准
铝合金压铸件的标准 2010-01-25 10:08 铝合金压铸件 GB/T 15114-94 1.主题内容与适用范围 本标准规定了铝合金压铸件的技术要求,质量保证,试验方法及检验规则和交货条件等. 本标准适用于铝合金压铸件. 2.引用标准 GB1182 形状和位置公差代号及其标准 GB2828 逐批检查计数抽样程序及抽样表(适用于连续的检查) GB2829 周期检查计数抽样程序及抽样表(适用于生产过程稳定性的检查) GB6060.1 表面粗糙度比较样块铸造表面 GB6060.4 表面粗糙度比较样块抛光加工表面 GB6060.5 表面粗糙度比较样块抛(喷)丸,喷砂加工表面 GB6414 铸件尺寸公差 GB/T11350 铸件机械加工余量 GB/T15115 压铸铝合金 3.技术要求 3.1化学成分 合金的化学成分应符合GB/T15115的规定. 3.2力学性能 3.2.1当采用压铸试样检验时,其力学性能应符合GB/T15115的规定 3.2.2当采用压铸件本体试验时,其指定部位切取度样的力学性能不得低于单铸试样的75%,若有特殊要求,可由供需双方商定. 3.3压铸件尺寸
3.3.1压铸件的几何形状和尺寸应符合铸件图样的规定 3.3.2压铸件尺寸公差应按GB6414的规定执行,有特殊规定和要求时,须在图样上注明. 3.3.3压铸件有形位公差要求时,其标注方法按GB1182的规定. 3.3.4压铸件的尺寸公差不包括铸造斜度,其不加工表面:包容面以小端为基准,有特殊规定和要求时,须在图样上注明. 3.4压铸件需要机械加工时,其加工余量按GB/T11350的规定执行.若有特殊规定和要求时,其加工作量须在图样上注明. 3.5表面质量 3.5.1铸件表面粗糙度应符合GB6060.1的规定 3.5.2铸件不允许有裂纹,欠铸,疏松,气泡和任何穿透性缺陷. 3.5.3铸件不允许有擦伤,凹陷,缺肉和网状毛刺等腰三角形缺陷,但其缺陷的程度和数量应该与供需双方同意的标准相一致. 3.5.4铸件的浇口,飞边,溢流口,隔皮,顶杆痕迹等腰三角形应清理干净,但允许留有痕迹. 3.5.5若图样无特别规定,有关压铸工艺部分的设置,如顶杆位置,分型线的位置,浇口和溢流口的位置等由生产厂自行规定;否则图样上应注明或由供需双方商定. 3.5.6压铸件需要特殊加工的表面,如抛光,喷丸,镀铬,涂覆,阳极氧化,化学氧化等须在图样上注明或由供需双方商定. 3.6内部质量 3.6.1压铸件若能满足其使用要求,则压铸件本质缺陷不作为报废的依据. 3.6.2对压铸件的气压密封性,液压密封性,热处理,高温涂覆,内部缺陷(气孔,疏孔,冷隔,夹杂)及本标准未列项目有要求时,可由供需双方商定. 3.6.3在不影响压铸件使用的条件下,当征得需方同意,供方可以对压铸件进行浸渗和修补(如焊补,变形校整等)处理. 4质量保证 4.1当供需双方合同或协议中有规定时,供方对合同中规定的所有试验或检验负责.合同或协议中无规定时,经需方同意,供方可以用自已适宜的手段执
铸件验收标准
本技术标准根据国标GB/T 1173,作为验收砂型铝合金铸件之用。 一.铸件分类: 1、铸件按照工作条件和用途分为三类: 第Ⅰ类:承受大载荷,工作条件复杂,用于关键部位、铸件损坏将危及整机安全运行的重要铸件。 第Ⅱ类:承受中等载荷,用于重要部位,铸件损坏将影响部件的正常工作,造成事故的铸件。 第Ⅲ类:承受低载荷,用于一般部位的铸件。 二.技术要求和检验: 1.化学成分 1)合金的化学成分应符合GB/T 1173的规定。 2)对于铸件的化学成分,供应商必须进行检测并出具相关报告。 2.力学性能 1)单铸件或附铸试样的力学性能应符合GB/T 1173的要求。 2)从铸件上切取试样检验力学性能,三根试样的抗拉强度和伸长率的平均值,分别不低于GB/T 1173规定值的70%和50%。 3)铸件硬度检验按GB/T 231.1进行,硬度不合格的铸件允许进行重复热处理,随后再检验硬度,第三次热处理后仍不合格时铸件予以报废。 4)铸件尺寸和几何形状应符合图纸规定,铸件尺寸公差及加工余量应符合GB/T6414。 三.表面质量: 1.铸件表面粗糙度应符合GB6060.1铸造表面粗糙度比较样块的规定。 2.铸件需抛光加工的表面按GB6060.4的规定执行。 3.铸件需喷丸,喷砂加工的表面按GB6060.5的规定执行。 4.铸件不允许有裂纹,欠铸,疏松,气泡和任何穿透性缺陷。 5.铸件不允许有擦伤,凹陷,缺肉和网状毛刺等腰三角形缺陷。 6.铸件的浇口,飞边,溢流口,隔皮等应清理干净,但允许留有痕迹。 7.螺纹孔内起始旋入四个牙距之内不允许有缺陷。 8.在不影响铸件使用的条件下,当征得需方同意,供方可以对铸件进行浸渗和修补(如焊补,变形校整等)处理,经修补处理后的压铸件应做相应的质量检验。 9.铸件内表面表面粗糙度为:25um。 10.铸件非加工表面及加工后表面,允许有: 1)在非加工表面上,单个孔洞的最大直径不大于3mm,深度不超过壁厚的1/3。在安装边上不超过壁厚的1/4,且不大于1.5mm。在上述缺陷的同一截面的反面不得有类似缺陷。成组孔洞,最大直径不大于2mm,深度不超过壁厚的1/3,且不大于1.5mm。 2)在加工表面上,不得有任何铸造缺陷。
铝合金压铸技术要求.
1、范围 本标准规定了铝合金压铸件的技术要求、试验方法、检验规则、交货条件等。 本标准适用于汽车发电机铝合金端盖压铸件。 2、引用标准 GB6414铸件尺寸公差 GB6987.1-GB6987.16铝及铝合金化学分析方法 GB288-87金属拉力试验法 GB/T13822-92 压铸有色合金试样 GB6060.5 表面粗造度比较样块抛(喷)丸、喷吵加工表面 3、技术要求 3.1 压铸铝合金的牌号 压铸铝合金采用UNS-A03800(美国A380.0,日本ADC10) 可选用材料 UNS-A03830 (美国383.0,日本ADC12) 化学成份见表1 表1 供应商可选择上述四种牌号的任何一种,如在生产过程中更换其它牌号,需重新进行样件鉴定。
3.1.1回炉料使用规定 3.1.1.1回炉料分类 一级回炉料:浇道、化学成份合格的废铸件,后加工次品等不含水分和 油污。 二级回炉料:集渣包、坩埚底部剩料、退货废品、存放时间长(超过10天)的一级回炉料。 三级回炉料:飞边、溅屑、细小的碎料、带有油污的渣料、因化学成份 报废的铸件、从铝渣中捡出的铝粒。 3.1.1.2回炉料使用比例 使用单一某级回炉料: 一级回炉料最大使用量50%,二级回炉料最大使用量40%。 一级、二级回炉料混合使用: 回炉料总量不超过40%,其中二级回炉料最大使用量20%。 三级回炉料: 不能直接使用,必须经过重熔、精炼且化学成份分析合格后才能使用,其最大使用量10%,仅与铝锭混合使用。 3.1.1.3加料循序 3.2 力学性能 采用单铸拉力试样检验,其力学性能应满足抗拉强度≥240Mpa,伸长率≥1%,HB85(5/250/30)。 试样尺寸及形状应符合GB/T 13822-92《压铸有色合金试样》的规定。 3.3 压铸件尺寸 压铸件的几何形状和尺寸应符合铸件图的规定。 3.4 待加工表面用符号“”标明,尖头指向被加工面。 例: 0.5 表示该表面留有加工余量0.5mm 3.5 表面质量 3.5.1 铸件清理后的表面质量 铸件的浇口、飞边、溢流口、隔皮等应清理干净,但允许留有清理痕迹。在不影响使用的情况下,因去除浇口、溢流口时所形成的缺肉或高出均不得超过壁厚的四分之一,并且不得超过1.5 mm。 3.5.2 铸件不加工表面的质量
铸件外观质量验收规程
铸件表面质量验收规程 编制: 审核: 批准 目录 1、目的 (2) 2、适用范围 (2) 3、引用标准 (2) 4、验收方案及检验频次 (2) 5、验收项目及标准 (2) 5.1铸件表面缺陷的检验 (3) (3) (3) (4) 5.2 铸件尺寸的检验 (4) (4) (6) (7) 5.3 铸件重量检验 (7) 5.4 表面粗糙度检验 (7) 5.5 表面清理质量检验 (8) 6、其他验收要求 (9)
1、目的 为加强本公司对外协铸件的质量控制,保证本公司产品的外观质量及加工性能,特制订铸件表面质量验收规程。 2、适用范围 本规范适用于公司所有采用砂型铸造,黑色和有色合金铸件的外观质量验收,包括表面缺陷、尺寸精度、重量偏差、表面粗糙度的验收。 3、引用标准 (1)JB/T 5000.4-2007重型机械通用技术条件第4部分铸铁件 (2)JB/T 5000.6-2007重型机械通用技术条件第6部分铸钢件 (3)GB6414-1999 铸件尺寸公差与机械加工余量 (4)GB/T6060.1-1997 表面粗糙度比较样块。 (5)GB/T15056-1994 铸造表面粗糙度评定方法。 (6) Q/XC5101-2001 铸铁件通用技术条件。 (7) Q/XC512-90 有色合金通用技术条件。 4、验收方案及检验频次 4.1表面缺陷项目为全检项,样件首检和批量供货,均要进行逐个检验,检验频次为100%。 4.2关键尺寸实行100%全检,非关键尺寸抽检10%。 4.4重量偏差与表面粗糙度的验收根据具体技术要求执行,无要求时可不做检验。 5、验收项目及标准 铸件的表面质量主要包括铸件的表面缺陷、尺寸精度、重量偏差、形状偏差、表面粗糙度和铸件表面清理质量等。
铸 件 检 验 规 范。
采购物品检验规范(铸件) 目的:为了加强本公司对铸件质量控制,保证本公司的产品质量,特制订潍坊中云机器有限公司铸件进厂检验办法。 适用范围:进入本公司的所有铸件。 内容:铸件的检验主要包括铸件表面质量的检验和铸件内在质量以及铸件质量的综合评定。本公司主要进行铸件表面质量的检验,其他均不做检验。 铸件表面质量的检验: 1、铸件表面不得有明显孔眼(气孔、缩孔、渣眼、砂眼、铁豆),裂纹(热裂、冷裂、温裂),表面缺陷(粘砂、结疤、夹砂、冷隔),形状缺陷(多肉、浇不足、变形、料口毛刺)等影响产品的外观和强度缺陷。 2、进厂的铸件表面必须清砂干净,铸件缺陷修补部位应打磨平整,无凹凸、裂纹等缺陷。 3、铸造的毛坯材质符合图纸资料要求,检测铸铁、铸钢铸铝等毛坯件具体的化学成分不作分析。 4、定期对零件的硬度进行抽检,抽检率10%。 5、模具毛坯的几何形状和尺寸符合图纸资料要求,要求加工处要留有足够的加工量,错型公差符合要求(检测以单边最小数为准),具体尺寸见下表(单位:mm): 6、铸件表面不能有裂纹,毛坯的浇口、顶杆痕迹允许留有痕迹,但必须留有加工量,可以通过加工去除表面痕迹。 9、铸件加工后的表面不允许有铸态表皮存在。 10、铸件螺纹孔内螺丝旋入四个螺距之内不允许有缺陷,四个螺距之外缺陷直径不大于1.5mm,且整个螺纹孔内不多于2个。 11铸件的尺寸检验公差值按照下表执行,一般取其最低的一级执行: 铸件尺寸公差值(GB6414—1999)
12、为避免成批铸件因尺寸不合格报废、保证铸件满足机械加工和使用性能要求,在检验铸件尺寸时应遵循以下规定: 12.1铸件的尺寸和几何形状应符合零件图与铸件图要求。 12.2外购铸件首次必须将模样或首件送检,并认真填写检验记录。 12.3铸件进厂应按10%进行抽检,若铸件尺寸不合格时,应逐件进行检验,不合格的铸件予以报废。
铝合金铸件气孔标准修订稿
铝合金铸件气孔标准 WEIHUA system office room 【WEIHUA 16H-WEIHUA WEIHUA8Q8-
铝合金铸件气孔、针孔检验标准 一. 适用范围 本标准规定了铸件气孔、针孔允许存在的范围、大小、数量等技术要求。本标准规定了铸造铝合金低倍针孔度的分级原则和评级方法。本标准适用于铝合金的砂型铸造。适用于评定铸件外表面及需要加工面经加工后的表面气孔、针孔。 二. 引用标准 GB1173-86铸造铝合金技术条件 GB9438-88铝合金铸件技术条件 GB10851-89铸造铝合金针孔 三. 气孔、针孔等孔洞类特征 1. 位于铸件内部而不延伸到铸件外部的气眼。 (1)气孔、针孔内壁光滑,大小不等的圆形孔眼,单个或成组无规则的分布在铸件的各个部位。 (2)气渣孔其特征同气孔、针孔相似,但伴随有渣子。 2. 表面或近表面的孔眼,大部分暴露或与外表面相连。 (1)表面或皮下气孔大小不等的单个或成组的孔眼,位于铸件表面或近表面的部位,其内壁光滑。
(2)表面针孔铸件表面上细小的孔洞,呈现在较大的区域上。 四. 具体条件 1. 砂型、金属型铸件的非加工表面和加工表面,在清整干净后允许存在下列孔洞: (1) 单个孔洞的最大直径不大于3mm,深度不超过壁厚1/3,在安装边上不超过壁厚的1/4,且不大于1.5mm,在上述缺陷的同一截面的反面对称部位不得有类似的缺陷。 (2)成组孔洞最大直径不大于2mm,深度不超过壁厚的1/3,且不大于 1.5mm。 (3) 上述缺陷的数量及边距应符合表一规定 表一 非加工表面或加工表面总面积小于1000cm2 单个孔洞成组孔洞 在 10cm×10cm 单位面积上 孔洞数不多 于4个 孔洞边 距不小 于10mm 一个铸件的非加 工表面或加工面 上孔洞总数不多 于6个,孔洞边 缘距铸件或距内 孔边缘的距离不 小于孔洞最大直 径的2倍 以 3cm×3cm 单位面积 为一组, 其孔洞数 不多于3 个 在一个铸 件上组的 数量不多 于2组 孔洞边缘 距铸件边 缘或距内 孔边缘的 距离不小 于孔洞最 大直径的 2倍 2.液压、气压件的加工表面上,铸件以3级针孔作为验收基础,要求2级针孔占受检面积的25%以上,局部允许4级针孔,但一般不得超过受检面积的
铸件检验规范
铸件检验规范 SANY标准化小组 #QS8QHH-HHGX8Q8-GNHHJ8-HHMHGN#
采购物品检验规范(铸件) 目的:为了加强本公司对铸件质量控制,保证本公司的产品质量,特制订潍坊中云机器有限公司铸件进厂检验办法。 适用范围:进入本公司的所有铸件。 内容:铸件的检验主要包括铸件表面质量的检验和铸件内在质量以及铸件质量的综合评定。本公司主要进行铸件表面质量的检验,其他均不做检验。 铸件表面质量的检验: 1、铸件表面不得有明显孔眼(气孔、缩孔、渣眼、砂眼、铁豆),裂纹(热裂、冷裂、温裂),表面缺陷(粘砂、结疤、夹砂、冷隔),形状缺陷(多肉、浇不足、变形、料口毛刺)等影响产品的外观和强度缺陷。 2、进厂的铸件表面必须清砂干净,铸件缺陷修补部位应打磨平整,无凹凸、裂纹等缺陷。 3、铸造的毛坯材质符合图纸资料要求,检测铸铁、铸钢铸铝等毛坯件具体的化学成分不作分析。 4、定期对零件的硬度进行抽检,抽检率10%。 5、模具毛坯的几何形状和尺寸符合图纸资料要求,要求加工处要留有足够的加工量,错型公差符合要求(检测以单边最小数为准),具体尺寸见下表(单位:mm): 工量,可以通过加工去除表面痕迹。 10、铸件螺纹孔内螺丝旋入四个螺距之内不允许有缺陷,四个螺距之外缺陷直径不大于1.5mm,且整个螺纹孔内不多于2个。 11铸件的尺寸检验公差值按照下表执行,一般取其最低的一级执行:
求,在检验铸件尺寸时应遵循以下规定: 铸件的尺寸和几何形状应符合零件图与铸件图要求。 外购铸件首次必须将模样或首件送检,并认真填写检验记录。 铸件进厂应按10%进行抽检,若铸件尺寸不合格时,应逐件进行检验,不合格的铸件予以报废。
最新铸件表面质量验收规范
青岛222精密机械有限公司企业标准 编号:YQB/0004-2016-A 铸件表面质量验收规范 发布时间:2016年 7 月 13 日实施时间:2016年 7 月 13 日青岛222精密机械有限公司发布
1、目的 为加强本公司对铸件的质量控制,保证本公司产品的外观质量及加工性能,特制订铸件表面质量验收规范; 2、适用范围 本规范适用于公司所有外来铸铁(钢)件的外观质量验收,包括表面缺陷、尺寸精度、表面粗糙度的验收; 3、引用标准 (1)JB/T 5000.4-2007 重型机械通用技术条件第4部分铸铁件; (2)JB/T 5000.6-2007 重型机械通用技术条件第6部分铸钢件; (3)GB6414-1999 铸件尺寸公差与机械加工余量; (4)GB/T6060.1-1997 表面粗糙度比较样块; (5)GB/T15056-1994 铸造表面粗糙度评定方法; (6)Q/XC5101-2001 铸铁件通用技术条件; (7GB/T11351-1989 铸件重量公差 4、名词解释 (1)全数选别:检验项目100%检测; 5、验收项目及标准 铸件的表面质量主要包括铸件的表面缺陷、尺寸精度、形状偏差、表面粗糙度、表面清理质量等; 5.1铸件表面缺陷的检验 5.1.1表面缺陷检验的一般要求 (1)铸件非加工表面上的浇冒口必须清理得与铸件表面同样平整,加工面上的浇冒口残留量应符合技术要求,若无要求,则按表8执行; (2)在铸件上不允许有裂纹、通孔、穿透性的冷隔和穿透性的缩松、夹渣等机械加工不能去除的缺陷; (3)铸件非加工表面的毛刺、披缝、型砂、砂芯等应清理干净; (4)铸件一般待加工表面,允许有不超过加工余量范围内的任何缺陷存在;重要加工面允许有不超过加工余量2/3的缺陷存在,但裂纹缺陷应予清除;加工后的表面允许存在直径*长度*深度小于等于2*2*2的非连片孔洞的铸造缺陷;
外观检验标准
一、目的: 为公司在外观检验的判定更精准、有据可依、有规可循,特制定本规范。 二、范围:
适用于本公司所有五金、塑胶原材料、产成品之外观检验。 三、参考文件: MIL-STD-105E《抽样计划表》 四、定义与术语: 轻微缺陷(Min):不影响产品使用功能的缺陷,称之为轻微缺陷; 严重缺陷(Maj):影响产品功能的缺陷,称之为严重缺陷; 致命缺陷(CR):影响使用者之人身安全或丧失功能的缺陷,称之为致命缺陷; A级面:主要外露面。指产品的正面,即产品安装后最容易看到的部位; B级面:次要外露面。指产品的侧面、向下外露面、边位、角位、接合位、内弯曲位; C级面:不易看到的面。指产品安装后的隐藏位、遮盖位; 错型(错箱):由于合型时错位,铸件的一部分与别一部分在分型面处相互错开; 粘模:顺着脱模方向,由于金属粘附,模具制造斜度太小而造成铸件表面的拉伤痕迹,严重时称为拉伤面; 分层:铸件上局部存在有明显的金属层次; 裂纹:铸件表面有呈直线状或波浪形的纹路,狭小而长,在外力作用上有发展的趋势; 变形:由于收缩不均或外力导致压铸件几何形状与图纸不符; 流痕:压铸件表面与金属液流动方向一致的条纹。无发展趋势; 水纹:铸件表面上呈现的光滑条纹,肉眼可见,但用手感觉不出,颜色不同于基体金属的纹路,用0#砂布稍擦几下即可去除; 冷隔:在压铸件表面,明显、不规则、下陷的线形纹路(有穿透与不穿透两种)。形状细小而狭长,有时交接边缘光滑,有断开的可能; 龟裂毛刺:由于模具型腔表面产生热疲劳而形成的铸件表面上的网状凸起痕迹和金属刺; 凹陷:铸件的厚大部分表面有平滑的下凹现象; 欠铸:铸件表面有浇不足的部位,导致轮廓不蔳; 飞边、毛刺:在分型面边缘出现金属薄片,或粗糙、锋利的棱角; 脱皮:铸件表面部分与基体剥离的现象; 色斑:铸件表面上呈现的不同于基体金属的斑点,一般由涂料碳化物形成。 砂孔:在压铸件中,由于压铸的特殊性,铝合金是在高温、高速、高压的状态下成型的,所以压铸件内部是不可避免的存在孔洞,我们统称这些孔洞为砂孔; 缩孔:铸件凝固过程中,金属补偿不足所形成的呈现暗色、形状不规则的孔洞,即为缩孔;
铸件验收标准
铸件验收标准 版本号: 编制审核批准2010-03-18日发布2010-4-1日实施
1 目的 为了规范铸件的验收,确保产品质量,特制订本标准。 2 适用范围 适用于本公司铸件的几何尺寸和外观质量的验收,以及标识、包装、运输、储存等。如果需方有特殊要求,以需方的要求为准。 3 引用标准 表面粗糙度参数及其数值GB/T1031—2006 形状和位置公差未注公差值GB/T1184—1996 中小功率内燃机清洁度测定方法GB/T 3821 表面粗糙度比较样块粗糙表面GB/T6060.1—1997 铸件尺寸公差GB/T6414—1999 铸件重量公差GB/T 11351 4 职责 4.1 技术中心负责本标准的制定和解释。 4.2 生产制造部和各铸造分厂负责按本标准的要求执行。 4.3 质保部负责按本标准的要求验收铸件。 5 铸件尺寸公差 5.1 图纸或技术文件规定的公差优先执行。 5.2 铸件毛坯图是验收铸件的依据。 5.3 铸件尺寸公差符合GB/T6414—1999的要求,代号为CT,公差等级分为16级。适用于本公司的公差数值见表1~3。 5.4 公差带对称分布。 5.5 错型值位于表3的公差值之内,从表3或表4中选取。 6 公差等级选用原则 6.1 批量生产铸件的公差见表1。(适用于潮膜砂) 6.2 小批和单件生产铸件的公差表2 6.3铸件错型值见表3。
错型值表3 公差等级CT 错型值mm 3~4 表4的公差以内 5 0.3 6 0.5 7~8 0.7 9~10 1.0 11~13 1.5 14~16 2.5 6.4铸件公差数值见表4。 铸件公差数值表4 铸件基本尺寸公差等级 大于至7 8 9 10 11 12 10 0.74 1.0 1.5 2.0 2.8 4.2 10 16 0.78 1.1 1.6 2.2 3.0 4.4 16 25 0.82 1.2 1.7 2.4 3.2 4.6 25 40 0.90 1.3 1.8 2.6 3.6 5.0 40 63 1.0 1.4 2.0 2.8 4.0 5.6 63 100 1.1 1.6 2.2 3.2 4.4 6 6.5 对于采用DIN公差数值,其铸件未注公差(DIN1685)为一般GTB16级。见表5。 铸件未注公差表5 尺寸18以 下18~ 30 30~ 50 50~ 80 80~ 120 120~ 180 180~ 250 250~ 315 315~ 400 400~ 500 500~ 630 GTB16 ±1.1 ±1.2 ±1.3 ±1.4 ±1.5 ±1.6 ±1.8 ±1.9 ±2 ±2.1 ±2.3 7 表面质量(如图1) a)表面粗糙度符合GB/T1031—2006的规定。 b)铸件应清理干净,修整多余部分。 c)外表面的粗糙度按Ra50,内表面的粗糙度按Ra25。 d)清除铸件的浇冒口、结疤、飞边、毛刺等,残根应符合图样的要求。 e) 铸件应符合需方的防锈要求。 f) 顾客对外观有要求的按要求办理。 图1 合格铸铁件表面质量
铝合金压铸件质量检验规范
铝合金压铸件质量检验规范 (ISO9001-2015) 1.范围 本标准规定了铝合金压铸件的技术要求、试验方法及检验规则等,主机厂和供应商双方确认的其他发动机及其附件支架可以参照执行此标准。 本标准仅适用于铝合金压铸件以及主机厂和供应商双方确认的其他发动机及其附件支架。2.引用标准 下列标准所包含的条文,通过在本标准中引用而构成本标准的条文。本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。 GB/T1182形状和位置公差.通则.定义.符号.和图样表示法 GB2828逐批检查计数抽样程序及抽样表(适用于连续批的检查) GB2829周期检查计数抽样程序及抽样表(适用于生产过程稳定性的检查) GB/T6060.1表面粗糙度比较样块铸造表面 GB/T6060.4表面粗糙度比较样块抛光加工表面 GB/T6060.5表面粗糙度比较样块抛(喷)丸,喷沙加工表面 GB6414铸件尺寸公差 GB/T11350铸件机械加工余量 GB/T15114铝合金压铸件 GB/T15115压铸铝合金 3.技术要求 3.1化学成分 铝合金的化学成分应符合GB/T15115的规定。 3.2力学性能 3.2.1当采用压铸试样检验时,其力学性能应符合GB/T15115的规定。 3.2.2当采用压铸件本体检验时,其指定部位切取试样的力学性能不得低于单铸试样的75%。 3.2.33.3压铸件尺寸 3.3.1压铸件的几何形状和尺寸应符合零件图样的规定。 3.3.2压铸件的尺寸公差应按GB6414的规定执行。 3.3.3压铸件有形位公差要求时,可参照GB/T15114;其标注方法按GB/T1182的规定。 3.3.4压铸件的尺寸公差不包括铸造斜度,其不加工表面:包容面以小端为基准,被包容面以大端为基准;待加工表面:包容面以大端为基准,被包容面以小端为基准。 3.3.5压铸件需要机械加工时,其加工余量按GB/T11350的规定执行。 3.4压铸件质量要求 3.4.1压铸件应符合零件图样的规定。 3.4.2表面质量
消失模铸件质量评定标准附检验方法
GB/T xxxx-200x 1. 主题内容与适用范围 本标准规定了300kg以下消失模铸造的铸铁件、铸钢件的质量分级、评定方法、检验方法,以及检验规则、标志、包装、运输和储存。个人收集整理勿做商业用途 本标准适用于消失模铸造生产企业、铸件用户对消失模铸件生产、使用的质量分级、评定和检验。 2. 引用标准 GB5612 铸铁牌号表示方法 GB5613-85 铸钢牌号表示方法 GB6414-86 铸件尺寸公差 GB/T1135-89铸件质(重)量公差 GB6060.1-85铸件表面粗糙度比较样块 3. 技术要求 3.1 消失模铸件外观质量评定 3.1.1 铸件形状外观 铸件外形轮廓、圆角等按其正确、美观程度分为5级。 1级:外观轮廓清晰,圆角尺寸正确且过渡平滑美观; 2级:外观轮廓30%以下欠清晰,圆角过渡不够平滑; 3级:外观轮廓50%以下欠清晰,圆角50%以下未制作出; 4级:外观轮廓70%以下欠清晰,圆角未制作出; 5级:外观轮廓不清晰,铸造圆角未制作出,粘结线(面)凹凸不平。 3.1.2 铸件表面缺陷 3.1.2.1 表面夹杂物(夹砂、夹渣等) 由于脱落型砂、涂料、金属渣及模型分解产生的固液相产物等,进入铸件,残存于铸件表面,形成了铸件表面夹杂物缺陷。个人收集整理勿做商业用途 根据铸件最坏部位100mm×60mm的面积内存在大的夹杂物的大小、数量,将其分为无级(参见图1)。 1级:缺陷3点以下,直径2mm深度≤1mm(图1a); 2级:缺陷5点以下,直径3mm深度≤1.5mm(图1b);
3级:缺陷5点以下,直径5mm深度≤2mm(图1c); 4级:缺陷8点以下,直径7mm深度≤3mm(图1d); 5级:缺陷严重(图1e)。 (a) (b) (e) 图1表面夹杂物(夹砂、夹渣等) 一般情况下,消失模铸件表面夹杂物缺陷应控制在二级以内,有特殊要求情况下要达到一级和特级(无任何夹杂物)。个人收集整理勿做商业用途 3.1.2.2 表面气孔 由于泡沫塑料模型分解产生气体及浇注时裹入气体或涂层未干水气化形成的气体等残留在铸件表面形成表面气孔(或气坑)缺陷。个人收集整理勿做商业用途
1压铸件质量要求
压铸件的分级 1.1铸件表面分级 压铸件表面使用围分为三级,见表1: 表1压铸件表面分级表 华为公司的产品一般为Y2、Y3级要求的表面。 1.2压铸件缺陷特征定义 压铸件常见缺陷特征定义如表2所示: 表2压铸件压铸件常见缺陷特征定义
1.3表面质量 1.压铸件表面粗糙度应符合GB 6060.1-1985的规定。 2.压铸件不允许有裂纹、欠铸等任何穿透性缺陷。 3.压铸件允许有拉伤、凹陷、网状毛刺等缺陷。但其缺陷的程度和数量应符合附录C的要求。 4.铸件的浇口、飞边、溢流口、隔皮、顶杆痕迹等应清理干净、平齐,但允许留有不刮手的痕迹。 5.若图样无特别规定,有关压铸工艺部分的设置,如顶杆位置、分型线的位置、浇口和溢流口的位置等可由生产厂自行规定。 6.压铸件需要特殊加工的表面,如抛光、喷丸、镀铬、涂覆、阳极氧化、化学氧化等以图样上的标注或供需双方商定的容、样件为准。 部质量 对压铸件的气密性、液压密封性、热处理、高温涂覆、部缺陷(气孔、疏松等)及本标准未列项目有要求时,以华为公司图样标注的技术要求为准。 后处理: 由于压铸件的残余应力分布不均匀会使有些零件产生变形,当华为公司有要求时,供应商必须进行相应的后处理(如:校形后时效处理等)以达到华为公司的要求。 1.4压铸件尺寸公差 表3压铸件尺寸公差数值
注:1、对铝合金压铸件选取围: CT5~CT7,一般情况取CT6级; 2、对锌合金压铸件选取围: CT4~CT6,一般情况取CT5级。 1.5平面度公差(形状公差) 压铸件的表面形状公差值(平面度和拔模斜度除外)应在有关尺寸公差值围: 表4平面度公差(mm) 1.6位置公差 表5位置公差平行度、垂直度、端面跳动公差(mm)
消失模铸件质量评定标准及检验方法
消失模铸件质量评定标准及检验方法(征求意见稿) GB/T xxxx-200x 1. 主题内容与适用范围 本标准规定了300kg以下消失模铸造的铸铁件、铸钢件的质量分级、评定方法、检验方法,以及检验规则、标志、包装、运输和储存。 本标准适用于消失模铸造生产企业、铸件用户对消失模铸件生产、使用的质量分级、评定和检验。 2. 引用标准 GB5612 铸铁牌号表示方法 GB5613-85 铸钢牌号表示方法 GB6414-86 铸件尺寸公差 GB/T1135-89铸件质(重)量公差 GB6060.1-85铸件表面粗糙度比较样块 3. 技术要求 3.1 消失模铸件外观质量评定 3.1.1 铸件形状外观 铸件外形轮廓、圆角等按其正确、美观程度分为5级。 1级:外观轮廓清晰,圆角尺寸正确且过渡平滑美观; 2级:外观轮廓30%以下欠清晰,圆角过渡不够平滑; 3级:外观轮廓50%以下欠清晰,圆角50%以下未制作出; 4级:外观轮廓70%以下欠清晰,圆角未制作出; 5级:外观轮廓不清晰,铸造圆角未制作出,粘结线(面)凹凸不平。 3.1.2 铸件表面缺陷 3.1.2.1 表面夹杂物(夹砂、夹渣等) 由于脱落型砂、涂料、金属渣及模型分解产生的固液相产物等,进入铸件,残存于铸件表面,形成了铸件表面夹杂物缺陷。 根据铸件最坏部位100mm×60mm的面积内存在大的夹杂物的大小、数量,将其分为无级(参见图1)。 1级:缺陷3点以下,直径2mm深度≤1mm(图1a); 2级:缺陷5点以下,直径3mm深度≤1.5mm(图1b);
3级:缺陷5点以下,直径5mm深度≤2mm(图1c); 4级:缺陷8点以下,直径7mm深度≤3mm(图1d); 5级:缺陷严重(图1e)。 (a) (b) (e) 图1表面夹杂物(夹砂、夹渣等) 一般情况下,消失模铸件表面夹杂物缺陷应控制在二级以内,有特殊要求情况下要达到一级和特级(无任何夹杂物)。 3.1.2.2 表面气孔 由于泡沫塑料模型分解产生气体及浇注时裹入气体或涂层未干水气化形成的气体等残留在铸件表面形成表面气孔(或气坑)缺陷。
压铸件外观检验标准
1目的:为压铸件提供外观检验依据,确保压铸毛坯符合客户要求。 2范围:压铸件 3定义 3.1压铸毛坯:指经过时效处理、打磨、喷砂、整形后的压铸产品 压铸机加工:通过加工机械精确去除压铸材料的加工工艺。 3.2压铸件常见缺陷特征有外部缺陷和内部缺陷 3.2.1外部缺陷及定义 粘模: 顺着脱模方向,由于金属粘附,模具制造斜度太小而造成铸件表面的拉伤痕迹,严重时称为拉伤面。 分层:铸件上局部存在有明显的金属层次 裂纹:铸件表面有呈直线状或波浪形的纹路,狭小而长,在外力作用下有发展趋势。 变形:由于收缩不均或外力导致压铸件几何形状与图纸不符。 流痕:压铸件表面与金属液流动方向一致的条纹。无发展趋势。 水纹: 铸件表面上呈现的光滑条纹,肉眼可见,但用手感觉不出,颜色不同于基体金属的纹路,用0#砂布稍擦几下即可去除。 冷隔:在压铸件表面,明显、不规则、下陷的线形纹路(有穿透与不穿透两种)。形状细小而狭长,有时交接边缘光滑,有断开的可能。 龟裂毛刺:由于模具型腔表面产生热疲劳而形成的铸件表面上的网状凸起痕迹和金属刺。 凹陷:铸件的厚大部分表面有平滑的下凹现象。 欠铸:铸件表面有浇不足的部位,导致轮廓不清。 飞边、毛刺:在分型面边缘出现金属薄片,或粗糙、锋利的棱角。 错位:铸件的一部分与另一部分在分型面上错开,发生相对位移
脱皮:铸件表面部分与基体剥离的现象。 色斑:铸件表面上呈现的不同于基体金属的斑点,一般由涂料碳化物形成。 32.2内部缺陷及定义 砂孔:在压铸件中,由于压铸的特殊性,铝合金是在高温、高速、高压的状态下成型的,所以压铸件内部是不可避免的存在孔洞,我们统称这些孔洞为砂孔。 缩孔:铸件凝固过程中,金属补偿不足所形成的呈现暗色、形状不规则的孔洞,即为缩孔 气孔:因卷入气体而导致的压铸件内部的孔状缺陷,解剖后外观检查或探伤检查,气孔具有光滑的表面、形状为圆形。 脆性:铸件基体金属晶粒过于粗大或极小,使铸件易断裂或破碎 渗漏:压铸件经耐压试验,产生漏气、渗水 硬点:机械加工过程或加工后外观检查或金相检查:铸件上有硬度高于金属基体的细小质点或块状物使刀具磨损严重,加工后常常显示出不同的亮度。 3.3压铸件缺陷图片 欠铸凹陷
铝合金压铸件外观质量标准(2012.5)
编号: 克拉克过滤器(中 国)有限公司 铝合金铸件 外观质量标准(暂行) 共2 页 第1 页 1.适用范围: 本标准适用于为克拉克过滤器(中国)有限公司配套的铝合金铸件(以下简称铸件)的外观检验,包括低压、高压铸造毛坯、成品滤座(完成铸造后机械加工的滤座)。 2.质量要求: 2.1总体要求 2.1.1整体外观:铸件外表面必须经过抛丸处理;颜色为白亮的银灰色,色泽均匀无色斑;各部位表面粗糙度的观感均衡。 2.1.2欠铸、气孔的封堵:铸件允许采用浸渗工艺封堵微孔,但不允许使用堵漏剂对大的孔穴进行人工封堵;特殊品种确需人工封堵时需要对堵漏剂的颜色、可靠性进行充分评价,并经我公司技术部、质量部书面批准。 2.1.3镶嵌件的锈蚀:铸件带有的任何嵌件不允许存在色斑、锈点等缺陷。 2.1.4隔皮、夹渣:铸件不允许存在隔皮、夹渣; 2.2非加工外表面 2.2.1表面修磨:对铸件外表面的任何修磨必须在抛丸前进行,修磨面与相邻表面应良好过渡; 2.2.2浇冒口:浇冒口应予以修磨,修磨后表面高出、凹陷不能超过0.5mm; 2.2.3顶杆痕迹:铸件顶杆痕迹高出、凹陷不能超过0.5mm,其表面形态(弧面或平面)应与所处位置一致; 2.2.4气孔或缩孔:气孔或缩孔的深度不能超过1mm,直径不能超过2mm,每50cm 2范围内存在的缺陷不能超过一处; 2.2.5飞边:铸件分型面飞边高度不能超过0.5mm; 2.2.6边角残缺:铸件因磕碰导致的边角残缺深度不超过0.5mm,宽度不超过2mm,任意100mm 长度范围内缺陷不得超过1处; 2.2.7线状凸起、凸瘤:铸件外表面因任何原因导致的线状凸起高度不允许超过0.3mm、长度不超过5mm;凸瘤高度、直径不能超过0.5mm,每个表面存在的缺陷数不得超过2处;
铝合金壳体铸件检验标准
QJ B3100JQAQ(2010)005 QJ530410 上海汽车变速器有限公司 企业标准 QJ530410-2010 铝合金压铸件检验要求 2010-10-20 发布 2010-10-22 实施 上海汽车变速器有限公司 发 布
QJ530410—2010 前言 本标准是根据GB/T 1.1-2009《标准化工作导则第1部分:标准的结构和编写》的基本规定和格式要求进行编制的。 本标准编制时参考了ZF“铝合金铸件气孔等级检验规范”及F15压铸件质量原则等有关规定。 本标准由上海汽车变速器有限公司提出。 本标准由上海汽车变速器有限公司标准化室归口。 本标准起草单位:上海汽车变速器有限公司产品工程部。 本标准主要起草人:娄勇才、王建新。
铝合金压铸件检验要求 1.范围 本标准规定了铸件机加工后表面气缩孔及局部功能部位内部气缩孔的探测及评价的要求。 本标准适用于上海汽车变速器有限公司(简称本公司)及所有外协配套制造厂(供应商)生产的铝合金铸件。 2.铝合金压铸件气缩孔检验要求 下表中规定了铸件机加工后表面气缩孔及局部功能部位内部气缩孔的探测及评价的要求: 表气缩孔的探测及评价要求 3.铝合金铸件的外观及其他检验要求 3.1 铸件未注角度偏差为±1°; 3.2 铸件的最大错型值为0.5mm; 3.3 铸件未注起模斜度≤2°; 3.4 铸件须经时效处理; 3.5 铸件材料的化学成分及机械性能须符合技术要求; 3.6 铸件的表面硬度(或密度)须符合技术要求; 3.7 铸件表面粗糙度≤Ra12.5; 3.8 铸件非加工表面不允许存有欠铸、冷隔、裂纹等铸造缺陷,机械加工后的表面不允许存有影响使 用的铸造缺陷; 3.9 铸件的浇口、溢流口、飞边等必须清理干净,允许的残痕高度≤1mm; 3.10 铸件非加工表面上允许存在有轻度的网状毛刺,高度为≤0.2mm,由推杆造成的痕迹,其凸出高 度或凹入深度允许为≤0.5mm,毛孔毛刺及隔皮经清理后允许的痕迹≤0.4mm; 3.11 铸件的工艺基准,表面必须光滑平整,满足工装要求;