CNC初级学习全攻略之第一步--MC系的CNC功能和编程

CNC初级学习全攻略之第一步--MC系的CNC功能和编程
不同的门派有都有各自的功夫,本篇将以FANC派为例,全面向你介绍加工中心的坐标系如何设定,刀具的补偿功能,子程序的使用等内容,让你迈出坚实的第一步。
一、坐标系及其相关功能
1、设定坐标系(G92)
用绝对指令编程时,在程序的开头设定坐标系。
坐标系的设定是把刀具的当前位置到程序原点(工件基准点)的距离写入CNC。
此功能用于多品种小批量生产情况。
〔例:在上述坐标系中〕
刀具的位置在参考点,当把此点作为程序原点时,编程为G92X0Y0;
刀具的位置在参考点,程序原点为0(零)时G92X-50.0Y-50.0;
2、工件坐标系(G54~G59)
工件坐标系(G54~G59)可以事先设定机械原点(参考点)到程序原点的距离(最多6个),然后使用。在使用(工件偏移画面)各坐标系时,选择G54~G59代码。
此功能用于多品种大批量生产的情况。
工件坐标系(G54~G59)与G92坐标系设定不同,事先设定到距程序原点的某一位置上。
使用〔G54~G59代码的程序例子〕
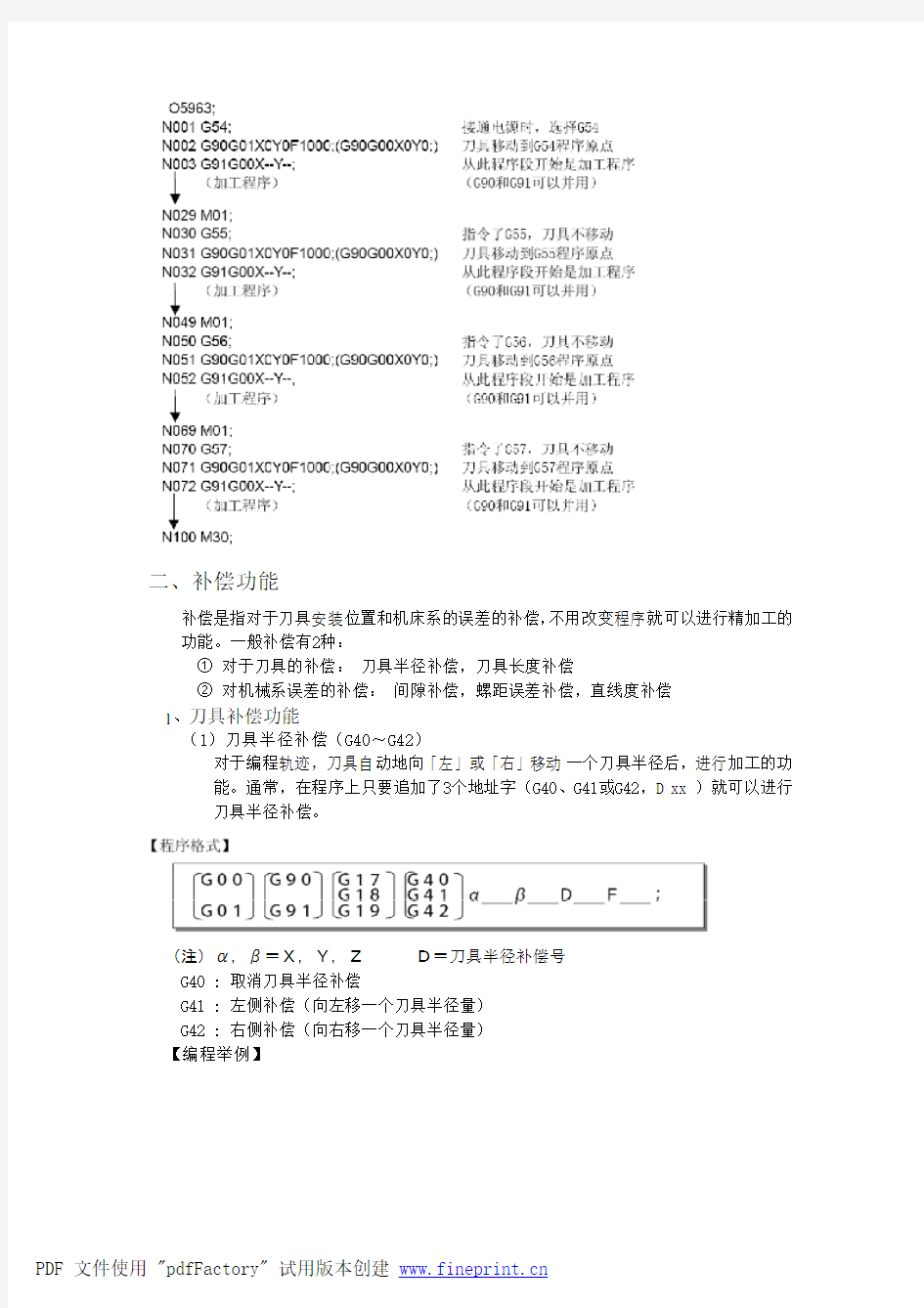
二、补偿功能
补偿是指对于刀具安装位置和机床系的误差的补偿,不用改变程序就可以进行精加工的功能。一般补偿有2种:
①对于刀具的补偿:刀具半径补偿,刀具长度补偿
②对机械系误差的补偿:间隙补偿,螺距误差补偿,直线度补偿
1、刀具补偿功能
(1)刀具半径补偿(G40~G42)
对于编程轨迹,刀具自动地向「左」或「右」移动一个刀具半径后,进行加工的功
能。通常,在程序上只要追加了3个地址字(G40、G41或G42,D xx )就可以进行
刀具半径补偿。
(注)α,β=X,Y,ZD=刀具半径补偿号
G40 : 取消刀具半径补偿
G41 : 左侧补偿(向左移一个刀具半径量)
G42 : 右侧补偿(向右移一个刀具半径量)
【编程举例】
【补偿量的设定】
用D代码、H代码指定补偿号。
刀具半径补偿:D代码
刀具长度补偿:H代码
刀具位置补偿用D或H代码(用参数选择),补偿量用CRT/MDI面板或外设事先设定在补偿存储器中。
【刀具补偿量】
刀具补偿存储器有存储器A/存储器B/存储器C三种,可以选择任意一种。
刀具补偿量存储器C。在刀具存储器C中,刀具形状补偿和刀具磨损补偿分开;刀具半径补偿和刀具长度补偿也分开,半径补偿用D代码,长度补偿用H代码。
例:
(2)刀具长度补偿(G43,G44,G49)
这是加工中心系的功能。使刀尖自动移动到程序的位置上,进行加工的功能。
【程序格式】
(注)α=Z,Y,XH=刀具长度补偿号
G43 =在正向补偿(移动量=α+补偿量)
G44 =在负向补偿(移动量=α-补偿量)
G49 =取消补偿
一般在X、Y平面(G17)的Z轴方向使用刀具长度补偿。
X、Z平面(G18),Y、Z平面(G19)用于5面体加工机床和刀具位置补偿等。
【刀具的移动】
〔程序举例〕
G91G00G43Z50.0H××;
(在刀具长度补偿号Hxx中,事先设定上图的β值,如果设定β=-160.0时,刀具的移动量为-110.0)
【取消刀具长度补偿】
取消刀具长度补偿有以下3种方法。
①G49T××M06;
②G91G28Z0;
G49;
③G49G92X0Y0Z50.0;
[程序举例1]
【钻孔】(加工中心用)
从程序原点,按照图中N10~N20的顺序进行钻孔加工的程序
2、机械机构误差补偿
(1)反向间隙补偿
补偿机械系统存在的反向间隙的功能。补偿量在0~9.999mm/0.9999inch的范围内
(2)存储形螺距误差补偿
补偿由进给丝杠的机械磨损引起的螺距误差的功能。使用此功能可以提高加工精度
和延长机床寿命。补偿数据作为参数存入存储器中,所以可以省去补偿机构和设定
作业。补偿间隔是固定的用参数设定,补偿点数可以设到128×轴数,在各位置上
可以补尝的值为±0~7(单位是0.001mm或0.0001inch)。
(3)直线度补偿
用其他轴补偿移动轴误差的功能。
在下例中,Z轴移动时,给Y轴方向补偿。使刀具中心在编程轨迹下移动。
三、固定循环功能
1、固定循环
固定循环功能是用1个含有G功能的程序段指令来代替原来由几个程序段组成的加工动作,可以简化程序。一般,固定循环由以下6个顺序动作构成。
【刀具移动】
【程序格式】
孔加工方式 : G□□指令G73~G89
孔位置数据 :用X Y 指令孔位置的数值。(动作1)
孔加工数据 :用R 指令从初始平面到R点的距离。(动作2)
:用Z 指令从R点到孔底的距离。(动作3)
:用Q 指令G73、G83每一次的切入量,G76、G87中的位移量。(通常用增
量指令)
:用P 指令孔底的暂停时间。(动作4)
:用F 指令切削进给速度。
循环次数 :用K 或者L 指令1~6一连串动作的循环次数。此时X Y 的孔的位置数据用增量值指令。
【返回到R点 : G99】
【返回到I点 : G98】
2、固定循环指令表
3、固定循环功能和编程格式
[编程举例]
【加工孔】(铣床系)
从程序原点按图中N10~N30的顺序加工孔。
四、子程序
在程序中,当存在某一固定加工顺序和重复出现的图形时,可以把他们编为一个程序,事先登录在存储器中,使整个程序变得简单。把这个程序称作子程序,由主程序调用。
另外,调出的子程序还可以调用其它的子程序,主程序中调用的子程序称为1重,最多可以调用4重。
1、子程序概要
子程序多用于下述情况:①各程序中相同的内容;②操作重复的动作;③调用的嵌套层数:最多4层
2、调用子程序
在一次调用指令中,子程序最多连续循环999次。如果省略循环次数则认为是1次。3、编制子程序
子程序的编写格式如下。
4、子程序的例题
(凹槽加工)