第三代BIPV标准

THIRD GENERATION BIPV
STANDARD BUILDING ELEMENTS WITH INTEGRATED PHOTOVOLTAIC
Claas Helmke
United Solar Ovonic Europe GmbH
Trakehner Strasse 7 – 9, 60487 Frankfurt, Germany
T: +49.69.7137667 0, F: T: +49.69.7137667 67, chelmke@https://www.wendangku.net/doc/7d16281106.html,
ABSTRACT: First generation building integrated photovoltaic, BIPV, systems consisted of PV modules mounted onto private or commercial buildings using custom-made substructures and fixtures. Second generation BIPV systems were systems where PV elements were replacing parts of the building envelope and partially taking over its functions. With the commercial availability of flexible PV elements the third generation of BIPV systems uses standard building elements, which come with integrated flexible PV modules. The first section of this paper describes the production of flexible photovoltaic PV modules made from amorphous silicon and demonstrates their specific advantages. These modules employ triple-junction amorphous silicon solar cells, which are deposited on a stainless steel substrate. In the second section of this paper, the evolution of building integrated PV systems is demonstrated.
A precondition for growth in the BIPV segment is the availability of new designs for BIPV modules, overcoming traditional obstacles seen in previous generations of BIPV systems. The aim is to pave the way for reliable, functional, cost effective and statically viable BIPV systems for roofs of industrial buildings by use of flexible thin film amorphous silicon solar modules, which are shaped into standard building elements
Keywords: Building Integration; Thin Film; Cost Reduction
1 WORKING PRINCIPLE AND PRODUCTION OF
FLEXIBLE PV MODULES
United Solar Ovonic LLC has developed and refined unique production technology for thin-film amorphous silicon solar cells. In a roll-to-roll process three amorphous silicon solar cells are deposited onto a stainless steel substrate [1]. In production, six coils of stainless steel, each 2500 m long, 36 cm wide and 0.125 mm thick, are put through one manufacturing process, integrating the following four production steps:
1.washing of stainless steel substrate
2.back reflector deposition (Al and ZnO)
3.amorphous silicon alloy deposition
4.anti-reflective coating (indium tin oxide, ITO)
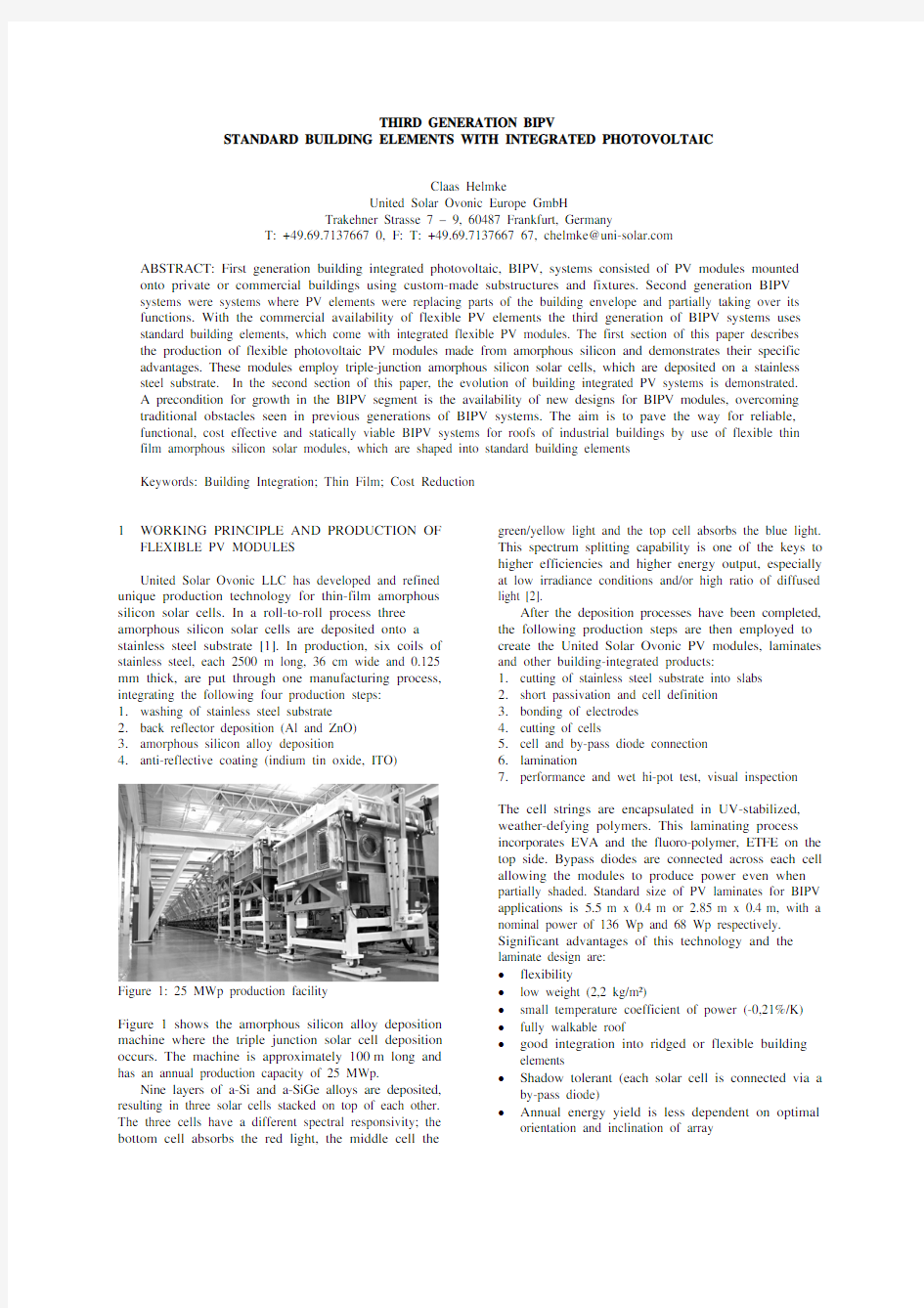
Figure 1: 25 MWp production facility
Figure 1 shows the amorphous silicon alloy deposition machine where the triple junction solar cell deposition occurs. The machine is approximately 100 m long and has an annual production capacity of 25 MWp.
Nine layers of a-Si and a-SiGe alloys are deposited, resulting in three solar cells stacked on top of each other. The three cells have a different spectral responsivity; the bottom cell absorbs the red light, the middle cell the green/yellow light and the top cell absorbs the blue light. This spectrum splitting capability is one of the keys to higher efficiencies and higher energy output, especially at low irradiance conditions and/or high ratio of diffused light [2].
After the deposition processes have been completed, the following production steps are then employed to create the United Solar Ovonic PV modules, laminates and other building-integrated products:
1.cutting of stainless steel substrate into slabs
2.short passivation and cell definition
3.bonding of electrodes
4.cutting of cells
5.cell and by-pass diode connection
https://www.wendangku.net/doc/7d16281106.html,mination
7.performance and wet hi-pot test, visual inspection
The cell strings are encapsulated in UV-stabilized, weather-defying polymers. This laminating process incorporates EVA and the fluoro-polymer, ETFE on the top side. Bypass diodes are connected across each cell allowing the modules to produce power even when partially shaded. Standard size of PV laminates for BIPV applications is 5.5 m x 0.4 m or 2.85 m x 0.4 m, with a nominal power of 136 Wp and 68 Wp respectively. Significant advantages of this technology and the laminate design are:
?flexibility
?low weight (2,2 kg/m2)
?small temperature coefficient of power (-0,21%/K) ?fully walkable roof
?good integration into ridged or flexible building elements
?Shadow tolerant (each solar cell is connected via a by-pass diode)
?Annual energy yield is less dependent on optimal orientation and inclination of array
2 THE EVOLUTION OF BUILDING INTEGRATED
PHOTOVOLTAIC SYSTEMS
Ever since PV modules became commercially available a fraction is used being mounted onto buildings. From a today perspective the solutions found were not always in favour of the design of the building. Often it seams that solar pioneers think that the main reason to have a roof on a building is to put a solar PV array on it. The following chapters outline some critical observations on BIPV system design and come to a PV solution employing standard building elements to serve the primary reason for roofs: water tightness.
2.1 First generation of BIPV systems
First generation of building integrated photovoltaic systems are systems where the photovoltaic generator is mounted onto an existing roof. In residential systems the
PV modules are mounted in parallel to the roof surface.
Figure 2: First generation residential BIPV system
On roofs of commercial building, which are usually flat, modules are mounted at a desired tilt angle using a dedicated substructure. For the introduction of PV in buildings this was an adequate approach. However, the questionable appearance of these roof-mounted generators and issues of quality (both in product and in workmanship), needed to be addressed:
2.1.1 Remarkable additional weight
Mounting a solar array on existing residential buildings is normally not a problem because the typical residential substructure is built for heavy snow and is capable of supporting the framed solar modules and mounting structure. However, when working on commercial building it is absolutely important that the addition of more weight on the roof be carefully evaluated, especially when it comes to old and/or light-framed agricultural buildings. Additional weight loads can be substantial. For example, a common method for mounting framed modules on a commercial roof is through the use of plastic troughs, which are filled with gravel or equivalent to secure the array to the roof. This technique can be used so as to avoid damaging the roof by drilled holes to fix a mounting structure. With such systems additional weight of up to 100 kg/m2 can be reached, which need to be supported by the (existing) roof structure.
2.1.2 Additional wind loads
Additional wind loads emerge almost always, when additional components are mounted onto a roof. Even if solar modules are mounted in parallel to the roof the edges are exposed to wind and remarkable loads may be
introduced into the roof structure. Relevant punctual forces need to be evaluated carefully in terms of their impact on the static of the building. This impact is most obvious looking at elevated mounted PV systems on flat roofs of commercial buildings. The occurring stress introduced into the building structure depends on the height of the building and the average local wind speed and is determined according to building codes and standards, following to which the building needs to be statically analysed. But, even the most accurate calcula-tions can not prevent extraordinary wind velocities. Due to the elevation of the modules, they operate like sails and catch the wind. The fixture of the PV plant should be designed in such a way that under heavy wind conditions the PV system is sacrificed and may fly away, as first of all the integrity of the roof needs to be ensured. The economical damage due to a damaged roof might be
much higher than the loss of the PV system.
Figure 3: First generation commercial BIPV system
2.1.3 Damage of the building envelope
The majority of buildings have roofs that prevent any possibility that water penetrates the building. Wilfully damaging the water-tight surface of the building by drilling holes to fasten the PV array contradicts the primary function of the roof, water tightness. Today solutions for mounting systems which promise everlasting water-tightness of drilled holes are available, but with large installations the principle question of reasonability should be raised.
2.1.4 Principle definition of interface building/PV system
The following questions need to be answered in the event of damage, when it comes to reimbursement of costs:
? Who did what?
? Was he entitled to do the job? ? Did he have the right training?
The roofer lays the roof, the solar company installs the PV system, and the electrician connects the PV system to the grid. Upon completion water penetrates the roof. Questions are:
? Who caused the damage? ? Who repairs the roof?
? Who covers the costs for repair?
? Who covers the related costs inside the building, like
damaged goods stored there, which might well be significant?
2.1.5 Maintenance
Roofs of commercial buildings have usually a title angel of 2-5°. If an elevated PV system is mounted on
such a roof, maintenance is more complicated and draining of rain and snowmelt is constricted.
2.2 The second generation of BIPV systems
Second generation BIPV systems are characterised by the fact that PV modules replace parts of the building
envelope and thus take over parts of its function.
Figure 4: 2nd generation residential BIPV system
Figure 5: 2nd generation commercial BIPV system
It is necessary and good that PV modules become multi-functional; which lowers their relative costs. If this development shall proceed in a sustainable way, the primary function of the building envelope, the protection from the outside climate, may not be neglected.
If this function is not satisfactorily provided by the PV modules, than this kind of systems will not gain any market share. Further points of observation are:
2.2.1 No usage of standard products
A key to reduce costs is the use of standard building elements and/or solutions. This is valid as well for BIPV systems, but most of the PV modules employed in second generation BIPV systems are tailor-made. Beyond higher prices for non-standard products this fact has consequences resulting from building laws. Due to the utilisation of non-standard products no Building Code certification is available for the use as a building element, which might significantly complicates the approval process of the building as such.
2.2.2 Interdisciplinary engineering
It has been observed that some module manufactures start designing BIPV module without sufficient background knowledge concerning the construction of parts for buildings. The fulfilment of requested primary functions of parts such as water tightness, sound reduction, and thermal separation prove to be challenges in such circumstances.
2.2.3 Responsibilities and warrantee
The above explanation explains why the module manufacturer has to take over the warranty for the module to comply with principle requirements on primary functions of the building envelope. This implies high financial risks.
2.2.4 Temperature performance
Due to the integrated mounting of BIPV modules these devices operate at higher temperatures than PV modules mounted so that air can flow below them. Higher operating temperature lowers the power output of PV devices and complicates the system sizing. Above mentioned points need to be considered during the design steps of the entire system layout its electrical layout. Further they increase total system costs and/or pay-back time of the system.
2.3 Third generation of BIPV systems
Since 1998 United Solar Ovonic manufactures flexible photovoltaic laminates on a commercial scale.
Figure 6: United Solar Ovonic flexible PV laminate
These laminates are integrated into standard building elements by selected manufacturers of building elements. Standard industrial building elements for roofs can be made from a variety of materials like steel (with or without incorporated isolation material), zinc-titanium, aluminium, and flexible, non-metallic roofing membranes. These selected partner companies developed a new end-product, based on their standard roofing product, combined with Uni-Solar laminates, which is certified according IEC 61646 to ensure durability, and in certain countries to make them eligible for funding same as ‘normal’ PV modules). Advantages of this technology in BIPV applications are: ? High degree of pre-fabrication
? Clear definitions of responsibilities on the roof
? Little additional weight and no additional wind loads ? Use of traditional building/roofing elements with all
applicable certification according to building codes and regulations to ensure water tightness
? Much smaller temperature coefficient than crystalline
silicon PV cells
? Roof remains walkable for maintenance
? Non-optimal orientation and inclination has smallest
effect on energy yield
? PV system installation equals normal roofing work
and procedure
? Roofer ensures water tightness of roof
The following figures show some examples of PV projects realised by partner companies of United Solar Ovonic. All projects have in common that the Uni-Solar laminates are directly and entirely bonded to the roofing elements. The roof structure keeps a homogeneous appearance due to the use of identical roofing elements with or without photovoltaic elements, where their application makes no sense.
?Figure 7 displays the ThyssenKrupp-Solartec product, a metal pan with insulation layer, 1 m wide and up to 24 meter long
?Figure 8 displays a single ply roofing membrane system created by Alwitra, using the Alwitra Evalon Solar product
?Figure 9 displays a system made from aluminium standing seam profiles, which can be used as well in
a rounded shape
?Figure 10 displays a roofing membrane system created by Solar Integrated, using the Sarnafil roofing membrane
Figure 7: ThyssenKrupp-Solartec
Figure 8: Alwitra Evalon Solar
3 SUMMARY
With the development of flexible photovoltaic laminates United Solar Ovonic contributes remarkably to the evolution of building integrated photovoltaic systems. With the possible integration of flexible PV elements into standard building and roofing elements new options for BIPV applications are created, which lead to increased product reliability, product security and reduction of total system costs. Additionally, due to the specific characteristics of the Uni-Solar laminates, new fields of applications can be realised. This accounts in particular to buildings with weak statically properties (weight, wind load), or where the owner entertains concerns against elevated PV-glass systems.
United Solar Ovonic is responding to an increasing demand for their flexible PV laminates with an expansion plan to increase capacity to over 300 MWp by the year 2010.
Figure 9: Kalzip AluPlusSolar
Figure 10: Solar Integrated
3.1 References
1 S. Guha, J. Yang, A. Banerjee, K. Hoffman, S.
Sugiyama, J. Call, S. J. Jones, X. Deng, J. Doehler, M. Izu, and H.C. Ovshindky, “Triple-junction amorphous silicon alloy PV manufacturing plant of 5 MWp annual capacity”, 26th IEEE PVSC, New York, USA, 1997, p. 607
2. M. van Cleef, P. Lippens, J.Call - Bekaert ECD Solar
Systems Europe N.V.- BESS EUROPE Superior
Energy Yields of UNI-SOLAR? Triple Junction
Thin Film Silicon Solar Cells compared to
Crystalline Silicon Solar Cells under Real Outdoor
Conditions in Western Europe.
Thanks to T. Parker for extensive discussion and review.
ERP软件选型报告
ERP软件选型报告 一、企业业务和规模描述 本企业是一家以电子产品为主要生产产品的制造型企业,共有员工500余人,在国内属于中小型企业。在全国各地有三个分厂。公司内部设有计算机设备,计算机及网络水平均一般。企业拥有自己的专门销售贸易公司,产品面向全世界。 二、企业产品制造特性 本企业的大部分工作都是以订单、合同为核心。企业运营的核心工作主要是交期、价格、质量、按订单设计生产以及售后服务。生产过程不是连续的,生产过程分解成很多加工任务来完成,采用计件工资管理。 产品特性主要体现在以下方面: 1. 产品种类繁多、批量较小,且返工现象频繁,盘点困难,物料控制困难,不宜管理,成本核算既费时又费力,难以掌握实际生产成本。 2.产品生命周期短,变更频繁,产品频繁升级换代造成生产用料变动大,容易产生呆滞料,库存资金占用严重,处理的不及时,极易产生浪费,给企业造成损失。 3.高新技术的不断创新,促使产品设计过程越来越短,升级换代迅速,产品生命周期进一步缩短,导致设计更改频繁,版本控制复杂,管理非常困难。 4.客户需求的多样化,要求制造商能提供多种配置的产品供选择。客户要求的交货期越来越短,经常出现插单,生产计划编制、调整困难,生产跟不上客户的需求,严重影响对客户的交期承诺。 5.终端追溯困难,终端产品售后维修及招回,有批次管理和单品管理的需求,并根据单品序号可追踪所有物流和生产环节,由于涉及环节众多,工作量巨大,无法及时有效的进行记录,导致责任不清,给企业造成不必要的损失。 三、企业产品的生产流程 企业在年初接到订单后由厂级计划部门制定年度生产计划,经过审批后将企业总年度计划分解为三个分厂的月份生产计划,同时制定汇总用料计划并制定车间生产计划,经审定合格后由采购部门采购相应的原材料,并且给车间下达产品批次生产计划,规定产品批次交货日期等。车间根据生产资源制订出作业计划,确定各工序开工日期,并根据车间现阶段的生产任务和实际的生产情况,制订出具体的各生产班组的批次调度计划,以及各生产班组的领料单。生产班组按领料单领料,按调度计划进行生产作业。当整批产品的一道工序完成后,由班组填写工序完工单,并把在制品转移到质量检验站进行质量检验。质检人员按照每道工序的质量检验标准,对在制品的各项技术指标进行检验。检验结束后,将合格产品转入产品仓库中;不合格的产品进行返修,再次进行质检,返修后合格品入库,废品进行回收处理。 产品生产管理及生产流程模型如图(1)所示:
关于购置上网行为管理设备的选型报告
关于购置上网行为管理设备的报告 致:---------领导: 为了提升员工工作效率、提升带宽利用率,进一步推行网络可管理性,加强网络的安全性、可靠性,防止黒客攻击,有助于提升内网安全级别,避免法律风险,降低网络带宽的投入成本。选型并购置上网行为管理设备。现将有关事项报告如下: 一、现状 目前,---------中心机房硬件方面采用的是华为AR1200-S路由器+华为S3300中心交换机+4个48口TP-LINK底层交换机,网络采用的是30M 独享电信宽带,费用是每年99000元。 华为AR1200-S可应用于中小型办公室或中小型企业分支的多业务路由器,具有灵活的扩展性。采用多核CPU、无阻塞交换架构,支持IPSec VPN,A2A VPN 、L2TP VPN(用于虚拟加密网络),安全性上防止ARP(攻击路由器网关)攻击,管理维护上支持Web网管,具备了普通路由器该有的功能,但不具备内网单点IP带宽的监控,无法控制网内单个用户的流量,无法判断内网中是否除ARP攻击以外的攻击。 华为S3300中心交换机是华为公司为满足以太网多业务承载需要而推出的新一代三层百兆以太网交换机,具备线速的跨VLAN组播复制能力,支持Smartlink(用于树型组网)和RRPP(用于环形组网)等电信级可靠性组网技术,不具备网控功能。
30M电信宽带每年99000元,每增加10M费用为33000元。费用特别高。 二、需求 1、访问控制需求:防范非法用户非法访问、防范合法用户非授权访 问和防范假冒合法用户非法访问。 2、带宽流量管理需求:P2P下载、在线游戏、在线看电影电视等都在抢占着有限的带宽资源。面对日益紧张的带宽资源,除了增加预算扩充带宽以外,企业还可以选择合理化分配和管理带宽。 3、入侵检测系统需求:综合安全网关可以对所有的访问进行严格控制,但不能完全防止有些新攻击或那些绕过综合安全网关的攻击。所以必须配备入侵检测系统,对透过综合安全网关的攻击进行检测并做相应反应。 4、安全审计系统需求:对互联网进行全面控制管理,规范内网人员 上网行为,提高人力资源效率,强化网络安全,保护重要机密。 5、防病毒系统需求:针对防病毒危害性极大并且传播极为迅速,必 须配备从单机到服务器的整套防病毒软件,实现全网的病毒安全防护。
产品选型手册
产品选型手册●本手册汇编设备保护仪表用传感器、 调理器、通用传感器调理器。 主要涉及汽机保护(TSI)、 水机保护(HSI) 电机保护(ESI) 共几十个品种、数百个型号。 ●新技术、 以及开发工作的进行 使传感器不断升级换代, 数百个型号的产品中总有一款让您满意。 ●解决用户的需要是瑞慈公司的追求, 您可以按我们的手册选型, ●
您也可配瑞慈公司的仪表。 只用一个电话,我们就可免费为您提供配套 仪表资料。 ●由于继续研究和生产的发展, 瑞慈公司保留在没有通知的 情况下修改本手册的权力。 目录 电涡流位移传感器.............................. 错误!未定义书签。 综述 (3) 电涡流传感器工作原理及特性 (5) RC系列电涡流传感器特点 (6) (8) 汽机保护传感器 (9) RC2100系列传感器(大位移、胀差、壳体膨胀) (9) RC2200系列传感器(振动、位移)..................... 错误!未定义书签。 RC2100、2200系列电涡流传感器选型指南 (14) RC2600系列水机保护(HSI)传感器 (28)
RC系列隔离信号调理器 (42) RC9210隔离位移信号调理器 (43) RC9220隔离轴振信号调理器 (46) RC系列速度、加速度传感器 (49) RC6110振动速度传感器 (49) RC6605/50加速度传感器 (53) RC8200磁电式转速传感器 (56) 校准设备 (58) RC21310静态位移校准器 (58) RC21320动态校准仪 (58) 订货一般准则: (60) 质量承诺: (61) 电涡流位移传感器 综述 轴振监测首选电涡流位移传感器 机器振动监测设备伴随着机器的出现而诞生。五十年代后期、六十年代初期的透平机振动监测装置(TSI),通常是用安装在壳体或轴承座上的速度传感器和加速度传感器。随着大机组的出现,透平机轴承座和基础结构的刚度远大于轴承油膜的刚度,轴振动与轴承座振动的比值很大(20:1或更大),从壳体(轴承座)
2014121年产品选型手册
产品目录 PRODUCTS CATALOG
应用行业 应用图片 应用行业 解决方案 产品应用 半导体技术,纳米压印刷 光盘测试,掩模与晶圆对准 物镜精密定位,光刻 纳米定位台 压电致动器 显微 成像 高分辨率显微镜 压电Z 向样品台 压电物镜扫描器 生物工程 流式细胞仪 细胞分选 电生理/膜片钳/小区内计量 微平移台 直线促动器 微操作器 快速压电促动器 航天 图像处理 低温与真空环境 压电偏摆镜 压电扫描台 主动光学 纳米技术 纳米制造 纳米自动化 管型促动器 盘型促动器 弯片促动器 压电元件 通信调节 通信对接 测量 多通道波导 压电偏摆镜 压电促动器 晶圆检查 纳米计量 精密加工 微型定位台 旋转定位台 光电子 通信 集成光学 压电弯片 定位用压电 促 动器 微型 PZT 促动 器 数据存储技术 读/写头测试 高动态纳米定位台 超快控制器
公司简介 INTRODUCTION 哈尔滨溶智纳芯科技有限公司专从事微动与宏动类产品的研发和制造,产品覆盖科研,教学、工业等众多领域。 公司技术力量雄厚,专业技术人员占人员总数的比例超过百分之九十,且拥有丰富的相关工作经验。 公司制造工艺先进,专业技师加数控设备保证每一个零件的精度,互换性强,特殊表面外理工艺使你的产品美观耐用,赏心悦目。 公司质量管理严格,所有产品从研发到装调,每一个环节都纳入系统的管理,专业检测手段保证每一个产品完全做到质量要求。 公司售后服务完善,灵活机动的处理方式,使您的问题在第一时间得到解决,无后顾之忧。 雄厚技术,先进工艺,严格质检,及时售后,体现在您得到的任何一种产品上,把更多的时间还给您个人。
2设备选型评估报告
设备名称规格型号 购买数量用途 安装位置价格 公司名称 公司地址 联系人联系电话 供应商调查情况 序号调查内容调查结果 1 资质证明 2 生产规模、技术水平 3 质量管理体系情况 4 培训 5 信誉度 6 售后服务保障:保修期、保修力量、保修范围 7 能否保证执行交货期 8 技术资料提供保证 综合评价: 调查人员: 设备生产现场评估情况 序号现场评估内容评估结果 1 设备生产坏境及厂房 2 管理水平 3 人员素质 4 生产能力 5 对化妆品质量管理规范熟悉程 度 现场评估意见: 现场评估人员:日期:
文件材料调查情况 序号现场评估内容评估结果 1 能否提供出厂测试报告 2 能否提供验证资料 3 能否提供设备技术性资料(如说明书、合格证、材质证明、质保书、图纸、操作文件等) 调查综合评价: 评估人员:日期: 设备性能适用性调查情况 序号调查内容调查结果 1 设备能否保证产品质量 2 能否接受用户需求和设备生产坏境 3 功能上是否考虑净化和清洁功能 4 操作上是否便于操作、维护和保养 5 是否运用了先进一体化和激光、红外 线等技术 6 是否具有在线监测打印功能 7 是否具有安全保护装置 8 公用接口是否满足现有设施条件要求 9 设备的产量、速度等性能参数是否与 生产工艺相适应 10 设备性能参数是否符合国家标准、行 业标准 调查综合评价: 调查人员:日期:
审核使用部门 意见 签名:日期:生产部 意见 负责人:日期: 工程部 意见 负责人:日期: 质量部 意见 负责人:日期: 质量授权人 意见 签名:日期: 总经理批准 意见 签名:日期: 说明:在进行具体的设备选型时,应对照此表严格进行审查,从而完成供应商选择。
产品可行性分析报告
产品可行性分析报告 可行性研究报告的编写目的是:明确产品研发立项之前的市场、技术、财务、生产等方面的可行性;论述为了实现产品研发目标而可能选择的各种方案以及各种潜在的风险因素;论证所选定的方案的可行性。 可行性研究报告的编写内容要求如下: 1.引言 1.1编写目的 说明编写本可行性研究报告的目的,指出预期的读者。 1.2背景 说明: A.本项目的任务提出者、执行者、预期的用户定位及实现的产品功能。 B.本产品在公司研发中的层次,与其他产品线的关系、承担的历史任务等 1.3定义 列出本文件中用到的专业术语的定义和外文首字母组词的原词组。 1.4参考资料 列出引用的参考资料,如: A.本项目的项目任务书或合同书 B.属于本项目的研发构思输入文件、前期市场调研文件、客户需求分析文件等 C.本文件中各处引用的外部文件、产品数据、行业标准。列出这些文件资料的标题、 文件编号、发表日期和编制单位,尽量明确这些文件资料的来源。 2.可行性研究的前提 2.1条件、假定和限制 说明对这项开发中给出的条件、假定和所受到的限制,如: A.建议产品的生命周期 B.经费、投资方面的限制 C.硬件、软件方面的条件和限制 D.法律和知识产权方面的限制
E.可利用的信息和资源 F.产品发布的最晚时间 2.2进行可行性研究的方法 说明这项可行性研究将是如何进行的,建议的方案将是如何评价的。摘要说明所使用的基本方法和策略,如调查、加权、确定模型、建立基准点等 2.3评价尺度 说明对系统进行评价时所使用的主要尺度,如费用的多少、产品功能的优先次序、开发时间的长短及客户使用的难易程度。 3.可行性分析 3.1技术方面可行性 实现该产品功能是否存在不确认的技术风险?这些技术的使用是否符合公司的技术战略?哪些技术是新的或需要进行修改?为什么?产品开发项目如何面对这种技术风险,内部技术预研?外部技术合作,专利购买? 在多种可选择的技术中选择了哪种技术?为什么?(主要分析本产品赖以生存的关键技术的生命周期及存在或可能出现的替代技术,现已存在的替代技术或替代技术出现后对本产品竞争力的影响及相应的对策。) 描述特殊的工艺和特殊的工具需求(开发、测试、制造、运输等) 描述产品研发周期内的主要的供应商、合作方的角色。 说明技术共享(从是否借鉴了其他产品的开发成果、利用公司内标准或成熟技术等方面进行说明技术继承;从产品的开发成果是否标准化,可被公司其他产品重用等方面进行说明技术重用。) 公司自主知识产权取得(如技术合作中的知识产权共享与归属)和保护(专利或商业秘密)策略;存在的专利障碍对公司产品开发和销售的影响及相应的规避策略;商标申请策略(沿用公司原有商标还是申请新商标)。 3.2市场方面可行性 整体市场情况(市场容量,市场增长情况,市场未来趋势、我们的产品市场占有率) 细分市场情况(根据产品行业特点,分析产品市场情况,客户主要需求(显性/隐形),客户需要的产品必备功能,客户期望的上市时间,客户许可的产品价格,客户希望的购买方式) 竞争者产品分析(竞争者的产品趋势、产品竞争实力,竞争者价格政策、竞争者产品线构架,竞争者产品推广动向) 竞争者客户分析(竞争者客户忠诚度分析,导致忠诚度的原因,我们的策略) 3.3生产技术方面可行性
空调设计设备选型指南
内容: 1 水冷冷水机空调系统 ☆主要设备 (1)制冷主机(2)冷冻水泵(3)冷却水泵(4)冷却塔 (5)电子水处理仪(6)水过滤器(7)膨胀水箱 (8)末端装置(组合式空调机组、柜式空调机组、风机盘管等) 2 冷、热源的选择 1. 冷、热源系统设计选型注意的几个方面 1.1 各种冷、热源系统的能效特性 1.2 冷、热源系统的部分负荷性能 1.3 冷、热源系统的投资费用 1.4 冷、热源系统的运行费用 1.5 冷、热源系统的环境行为 2. 冷源设备选择 2.1 冷水机组的总装机容量 冷水机组的总装机容量应以正确的空调负荷计算为准,可不作任何附加,避免所选冷水机组的总装机容量偏大,造成大马拉小车或机组闲置的情况。 2.2 冷水机组台数选择 制冷机组一般以选用2~4台为宜,中小型规模宜选用2台,较大型可选用3台,特大型可选用4台。机组之间要考虑其互为备用和切换使用的可能性。 同一机房内可采用不同 类型、不同容量的机组搭配的组合式方案,以节约能耗。并联运行的机组中至少应选择一台自动化程度较高、调节性能较好、能保证部分负荷下能高效运行的机组。 为保证运转的安全可靠性,当小型工程仅设1台时,应选用调节性能优良、运行可靠的机型,如选择多台压缩机分路联控的机组,即多机头联控型机组。 2.3 冷水机组机型选择 2.3.1水冷电动压缩式冷水机组的机型宜按制冷量范围,并经过性能价格比 进行选择。 2.3.2冷水机组机型选择
电机驱动压缩机的蒸气压缩循环冷水机组,在额定制冷工况和规定条件下,性能系数(COP)不应低于以下规 定。 2.3.3冷水机组的制冷量和耗功率 冷水机组铭牌上的制冷量和耗功率,或样本技术性能表中的制冷量和耗功率是机组名义工况下的制冷量和耗功率,只能作冷水机组初选时参考。冷水机组在设计工况或使用工况下的制冷量和耗功率应根据设计工况或使用工况(主要指冷水出水温度、冷却水进水温度)按机组变工况性能表、变工况性能曲线或变工况性能修正系数来确定。 2.4热源设备 2.4.1热源设备类型 提供空调热水的锅炉按其使用能源的不同,主要分为两大类:(1)电热水锅炉(2)燃气、燃油热水锅炉 电热水锅炉 电热水锅炉的优点是使用方便,清洁卫生,无排放物,安全,无燃烧爆炸危险,自动控制水温,可无人值守。 《公共建筑节能设计标准》(GB50189-2005)规定:除了符合下列情况之一外,不得采用电热锅炉、电热水器作为直接采暖和空气调节系统的热源:电力充足、供电政策支持和电价优惠地区的建筑; 以供冷为主,采暖负荷较小且无法利用热泵提供热源的建筑; 无集中供热与燃气源,用煤、油等燃料受到环保或消防严格限制的建筑; 夜间可利用低谷电进行蓄热、且蓄热电锅炉不在日间用电高峰和平段时间启用的建筑; 利用可再生能源发电地区的建筑; 内、外区合一的变风量系统中需要对局部外区进行加热的建筑.
《产品可行性分析报告》模板.docx
《产品可行性分析报告》模板 可行性研究报告的编写目的是:明确产品研发立项之前的市场、技术、财务、生产等方面的可行性;论述为了实现产品研发目标而可能选择的各种方案以及各种潜在的风险因素;论证所选定的方案的可行性。 可行性研究报告的编写内容要求如下: 1.引言 1.1编写目的 说明编写本可行性研究报告的目的,指出预期的读者。 1.2背景 说明: A.本项目的任务提出者、执行者、预期的用户定位及实现的产品功能。 B.本产品在公司研发中的层次,与其他产品线的关系、承担的历史任务等 1.3定义 列出本文件中用到的专业术语的定义和外文首字母组词的原词组。 1.4参考资料 列出引用的参考资料,如: A.本项目的项目任务书或合同书 B.属于本项目的研发构思输入文件、前期市场调研文件、客户需求分析文件等 C.本文件中各处引用的外部文件、产品数据、行业标准。列出这些文件资料的 标题、文件编号、发表日期和编制单位,尽量明确这些文件资料的来源。 1.可行性研究的前提 2.1条件、假定和限制 说明对这项开发中给出的条件、假定和所受到的限制,如: A.建议产品的生命周期 B.经费、投资方面的限制 C.硬件、软件方面的条件和限制 D.法律和知识产权方面的限制 E.可利用的信息和资源
F.产品发布的最晚时间 2.2进行可行性研究的方法 说明这项可行性研究将是如何进行的,建议的方案将是如何评价的。摘要说明所使用的基本方法和策略,如调查、加权、确定模型、建立基准点等 2.3评价尺度 说明对系统进行评价时所使用的主要尺度,如费用的多少、产品功能的优先次序、开发时间的长短及客户使用的难易程度。 2.可行性分析 3.1技术方面可行性 实现该产品功能是否存在不确认的技术风险?这些技术的使用是否符合公司的技术战略?哪些技术是新的或需要进行修改?为什么?产品开发项目如何面对这种技术风险,内部技术预研?外部技术合作,专利购买? 在多种可选择的技术中选择了哪种技术?为什么?(主要分析本产品赖以生存的关键技术的生命周期及存在或可能出现的替代技术,现已存在的替代技术或替代技术出现后对本产品竞争力的影响及相应的对策。) 描述特殊的工艺和特殊的工具需求(开发、测试、制造、运输等) 描述产品研发周期内的主要的供应商、合作方的角色。 说明技术共享(从是否借鉴了其他产品的开发成果、利用公司内标准或成熟技术等方面进行说明技术继承;从产品的开发成果是否标准化,可被公司其他产品重用等方面进行说明技术重用。) 公司自主知识产权取得(如技术合作中的知识产权共享与归属)和保护(专利或商业秘密)策略;存在的专利障碍对公司产品开发和销售的影响及相应的规避策略;商标申请策略(沿用公司原有商标还是申请新商标)。 3.2市场方面可行性 整体市场情况(市场容量,市场增长情况,市场未来趋势、我们的产品市场占有率) 细分市场情况(根据产品行业特点,分析产品市场情况,客户主要需求(显性/隐形),客户需要的产品必备功能,客户期望的上市时间,客户许可的产品价格,客户希望的购买方式) 竞争者产品分析(竞争者的产品趋势、产品竞争实力,竞争者价格政策、竞争者产品线构架,竞争者产品推广动向) 竞争者客户分析(竞争者客户忠诚度分析,导致忠诚度的原因,我们的策略) 3.3生产技术方面可行性 产品的制造策略(生产地及生产方式)
Baumer产品选型手册
堡盟工业相机全面的产品组合
堡盟产品组合 ■ 紧凑型工业相机,分辨率从VGA 直至800万像素■ Gigabit 千兆以太网、FireWire TM 和 CameraLink ? 接口 ■ 创新技术改进,例如以太网供电、Dual GigE 、 IP67相机、多I/O 等 堡盟是创新型图像处理组件的全球领先制造商之一,提供广泛的适合各种应用的高品质工业相机。我们的核心能力涉及传感器集成、信号处理、接口和驱动程序等所有视觉应用领域,确保将相机集成在相应的视觉系统中。产品组合包括CCD 和CMOS 相机,分辨率从VGA 到800万像素不等。数字相机采用各种标准接口,例如:Gigabit 千兆以太网、CameraLink ? 和 FireWire TM . ■ 分辨率从VGA 直至500万像素 ■ 坚固型工业设计(尺寸:36 x 36 x 48 mm )■ 宽范围供电设计:8-30 VDC 堡盟工业相机 技术不断创新,集成更加简单 采用CCD 传感器的紧凑型GigE 相机 在TXG 系列中,堡盟提供广泛的采用强大的CCD 传感器的GigE Vision ?相机。其它功能,诸如多点传送、触发延迟、计时器、防回跳器和序列发生器,也更能优化系统集成。 GigE Vision ? 相机 多 I/O 口GigE 相机 这类相机提供3个附加输入输出(I/O ),从而提高了视觉系统集成的灵活性。 T X G
以太网供电TXG 相机是满足GigE 网络应用要求的价格合理的单电缆解决方案。该款相机简化的机械设计,提高了可靠性, 同时降低了整个相机系统的安装和维护成本。 适于不同镜头的套管 由于相机的防护外壳上带有集成的C-Mount 接头,因此无论是相机的传感器及电子元件还是所有常见的标准镜头都可以得到安全保护。 ■ 通过同一根以太网电缆实现数据传输和供电■ 提供堡盟PoE 电源交换机、供电器和触发设备■ 降低了安装和维护成本 采用以太网供电(PoE )和CCD 传感器的GigE 相机 ■ 同时为相机和镜头提供保护■ 防水防尘,适合恶劣的环境条件 ■ 多种套管长度,适用于不同的标准镜头 采用IP67外壳和CCD 传感器的GigE 相机 这款防护等级为IP67的相机是专为在恶劣及苛刻环境中的应用而开发的。根据该防护等级的要求,相机外壳具有防水和防尘性,能够保护相机的重要组件不受外部环境影响。 TXG IP 67 TXG PoE
ERP选型报告
目录 一、ERP选型情况1 1、ERP选型分支 1 2、ERP选型阶段 1 3、ERP评价方式 1 4、供应商分析1 (1)用友1 (2)金蝶 2 (3)孚盟公司 2 (4)SAP公司 3 二、项目目标和计划 4 1、项目目标和计划4 2、项目最终目标 4 三、ERP选型的体会 4 四、实施ERP的挑战4 E R P选型报告——ERP选型小组 2010-8-19
一、ERP选型情况 1、ERP选型分支 ERP选型分为两个分支,第一个分支为专业外贸软件:孚盟软件、艾诺科;第二个分支为ERP系统:用友、金蝶、浪潮、神州数码、SAP。 2、ERP选型阶段 (1)第一阶段: 从有意向性的管理软件厂家中进行初步筛选,最终挑选出用友、金碟、 SAP三家公司作为ERP候选供应商,孚盟作为外贸软件候选供应商;(2)第二阶段: a.成立ERP选型小组,和候选公司进行进一步接触,通过座谈,电话沟通, 软件演示等手段,结合公司情况、报价等多种因素进行分析,并且结合 网络资源进行; b.经过综合分析拿出最终的选型报告(文档和PPT)。 3、ERP评价方式 (1)人员包括ERP选型小组全体人员。 (2)从公司实力、产品功能、客户应用、实施能力、服务能力5个方面进行评价。 4、供应商分析 (1)用友 a.公司简介 用友软件股份有限公司成立于1988年,是中国最大的管理软件、ERP 软件和财务软件供应商,以30%左右的市场占有 率长期保持该市场中的领先地位用友软件股份有 限公司厦门分公司于2001年4月份正式成立,是 目前用友软件股份公司在厦门地区唯一的全资分 公司,同时也是闽南地区最大的管理软件公司。 b.综合分析 用友不愧是中国ERP的老大哥,在软件和服务方面都没有大的缺陷。 其业务人员的专业精神和服务态度都无可挑剔,软件的精细程度也非常 优秀。但稍有不足的地方是软件规定了所有的查询过程,不够灵活。 c.用友产品 用友ERP-U8v890功能覆盖财务管理、供应链管理、生产制造管理、客户关系管理、决策管理、OA行政办公管理、人力资源管理、企业应用 集成等功能模块。业务流程化强制运行是他的强项。有用户自定义的面 向多层次的图形化操作界面。产品按模块购买。 d.用友服务 i.软件小版本免费升级,大版本需要收取一定费用 ii.服务方式是以上门服务为主,结合远程服务 iii.定期提供免费培训 e.用友优势 i.公司的综合实力较强 ii.财务管理模块我司已购买,财务上手容易 iii.有分公司在厦门,售后服务相对便捷
产品选型手册
产品选型手册 ●本手册汇编设备保护仪表用传感器、 调理器、通用传感器调理器。 主要涉及汽机保护(TSI )、 水机保护(HSI ) 电机保护(ESI ) 共几十个品种、数百个型号。 ●新技术、 新器件、新材料、新工艺引入, 以及开发工作的进行 使传感器不断升级换代, 数百个型号的产品中总有一款让您满意。 ●解决用户的需要是瑞慈公司的追求, 您可以按我们的手册选型, 也可以委托瑞慈公司合作开发新品。 ● 您也可配瑞慈公司的仪表。 仪表资料。 ●由于继续研究和生产的发展, 瑞慈公司保留在没有通知的
情况下修改本手册的权力。 目录 电涡流位移传感器 (3) 综述 (3) 电涡流传感器工作原理及特性 (4) RC系列电涡流传感器特点 (7) 传感器基本配置 (9) 汽机保护传感器 (10) RC2100系列传感器(大位移、胀差、壳体膨胀) (10) RC2200系列传感器(振动、位移) (12) RC2100、2200系列电涡流传感器选型指南 (13) RC2600系列水机保护(HSI)传感器 (20) RC系列隔离信号调理器 (31) RC9210隔离位移信号调理器 (31) RC9220隔离轴振信号调理器 (34) RC系列速度、加速度传感器 (36) RC6110振动速度传感器 (36) RC6605/50加速度传感器 (40) RC8200磁电式转速传感器 (42) 校准设备 (44) RC21310静态位移校准器 (44) RC21320动态校准仪 (44) 订货一般准则: (46)
质量承诺: (47) 电涡流位移传感器 综述 轴振监测首选电涡流位移传感器 机器振动监测设备伴随着机器的出现而诞生。五十年代后期、六十年代初期的透平 机振动监测装置(TSI),通常是用安装在壳体或轴承座上的速度传感器和加速度传感器。 随着大机组的出现,透平机轴承座和基础结构的刚度远大于轴承油膜的刚度,轴振动与轴 承座振动的比值很大(20:1或更大),从壳体(轴承座)获取机器振动信息效果很差,某 些故障(如叶片损坏引起的轴动不平衡)使轴振突变(它们使轴的总振动加剧并可能导致 危险),可能只使轴承座发生很小的变化;而被错误的认为安全现象。 美国BNC公司针对上述原因发明了轴振测量传感器—非接触电涡流位移传感器。经 过近四十年的发展,透平机监测装置(TSI),特别是大透平机无一例外的安装了电涡流 位移传感器用于测量轴振。这完全依赖于电涡流位移传感器在工业环境下,可持久、连续、 可靠工作的性能,使其成为TSI系统中永久安装、性能优越的传感器。 在国内TSI和压缩机保护仪表中,国外产品占领着大部分市场;用户大量使用美国 BNC公司7200、3300系列传感器、philips公司PR系列传感器、Schenck 公司SD系列 传感器、日本新川公司(SHINKAWA)VK系列传感器。中国TSI起步较晚,但近年来 国内产品取得了可喜发展,已经可以替代进口产品,市场也在不断扩大。 瑞慈公司推出走向国际化的新一代产品RC系列电涡流位移传感器。RC系列是由 国内最早从事电涡流传感器研究开发和产业化工作并有二十多年经验的专家开发成功
器件选型报告模板
资料编号:***-[项目编号]-[序列号] 版本:V[*].[*] [产品型号名称(二号字体)] [部件型号名称(可选、小二号字体)] 器件选型报告 共[*] 页 编制: 校对: 审定: 审核:___________ *****************有限公司 [****]年[**]月[**]日
文档修改记录 文件名命名规范: 电子文件名:部件型号名称+选型报告 其中:部件型号名称同封面
目录 1.目的 (3) 2.任务来源及承担者 (3) 3.缩略语 (3) 4.要求 (3) 5.资料收集过程 (3) 6.试验及分析 (3) 7.选型结果 (4) 8.结论和建议 (4) 9.参考资料 (4) 10.附件 (4)
1. 目的 指出本选型报告的目的和范围,要短小精悍,简明扼要。如寻找合适的器件,查找某种软,硬件工具等。以便阅读者一目了然,准确地理解选型报告所叙述的内容。 2. 任务来源及承担者 说明此选型任务的来源及时间,如部门,人员等。 说明此选型任务的承担者及时间,如部门,人员等。 3. 缩略语 列出文中使用的术语的定义和缩略词的英文全名和中文解释. 4. 要求 根据任务的目的,范围和任务来源,逐条列出对此选型的各参数的具体要求,以表格方式给出。 如满足某功能的器件参数要求,适用于某应用的工具软件,硬件。包括要遵循的标准等.通常还包括价格,供货渠道等。 如: 5. 资料收集过程 选型人员应当详细地介绍他们在搜集资料时,所采用的方法. 列出数据、资料的来源。 例如是采用抽样选型还是采用典型选型,如果采用抽样选型,应当详细地指出如何选择样本、样本数目及其代表性。 6. 试验及分析 这一部分必须用数据统计。 如果进行了试验,则要给出试验原理图,试验方法,试验环境,试验步骤,
APF产品选型指南文章
有源电力滤波器选型指南 晏祥彪孟庆振刘淮涛 摘要:本文主要介绍了南京亚派科技实业有限公司有源电力滤波器(APF)的特点、设计院上图以及不同行业APF的选型方法等内容。 关键词:有源电力滤波器选型上图符号 注释:文中所有英文“APF”均指“有源电力滤波器” 引言 近年来,随着电力电子技术的广泛应用,电能得到了更加充分的利用。由于电力电子装置自身所具有的非线性特点,会诱发电网的电压和电流发生畸变,且这些高度非线性设备数量和额定容量的日益增大,导致了电力系统谐波污染问题日益严重。可见,谐波污染不仅严重影响了电能质量,而且对电力系统的安全及经济运行造成极大的威胁;另一方面,由于供电方及其电力系统设备、用户方及其用电设备对电能质量的要求越来越高,这一矛盾使得人们对谐波污染问题越来越重视。 有源电力滤波器,作为一种新型的谐波治理装置,凸显出了无源滤波装置无可比拟的优势。它是应用可关断电力电子器件,产生与负荷电流中谐波分量大小相等、相位相反的电流来抵消系统谐波的滤波装置,既实现了动态跟踪补偿,又可以补偿谐波和无功。 有源电力滤波器可广泛应用于工业、商业和机关团体的配电网中,如:电力系统、电解电镀企业、水处理设备、石化企业、大型商场及办公大楼、精密电子企业、机场港口的供电系统、医疗机构等。有源电力滤波器的广泛应用,将会有力地保障供电可靠性、降低干扰、提高产品质量、增长设备寿命以及减少设备损坏等。 随着有源电力滤波器的逐渐广泛使用,针对不同行业,能够快速进行上图、选型等就显得尤为重要。为了方便广大设计人员和用户的选型,本文特别针对有源电力滤波器的选型及上图方法等进行了着重介绍。 1、有源电力滤波器介绍 1.1 有源电力滤波器的工作原理 A-APF有源电力滤波器对负载电流i L 进行实时检测,由谐波提取算法将i L 中的谐波电流 成份i Lh 分离出来后,进行取反,并控制电力电子器件动作产生谐波补偿电流i C ,从而保证 公用电网流入的电流为纯正波形。如图1所示:
HIS 选型报告
【转】北京地区三级甲等医院信息系统(HIS)选型的调查 [摘要] 目的通过对北京地区各医院所应用的国内外HIS产品 进行调查研究,了解各自的优劣势。为不同医院选择HIS软件 提供指导。方法采用问卷调查及个人访谈的研究方法,对北京 地区的46家三级甲等医院的信息部门管理者和HIS软件维护 人员进行调查。采用统计学SPSS12.0软件进行处理,符合正 态分布者,采用t检验处理计量资料,采用χ2检验处理计数资料。结果国内软件在北京地区三甲医院中使用率高,在运营时间和 使用寿命上与国外软件无显著性差异,但稳定性相对较低,系统 结构设计前瞻性较差。结论使用国内HIS软件无须进行本土 化改造,能够适应北京地区三甲医院的管理规范及临床需求。 医院信息系统(HIS)已经成为医院科学管理和提高医 疗服务水平的有力工具,保证信息系统的良好运行,及时、准确 地解决运行中出现的各种问题,已经成为医院正常运转不可缺 少的一部分。我国医院应用计算机始于上世纪70年代,但用于 医院信息管理主要是在1984年微型计算机在全国推广应用以后。与发达国家相比,中国医院信息系统尚处于落后阶段,但又 在迅速发展之中,目前国内经营HIS软件的公司有300多家,水 平参差不齐。要想选择一家适合自己医院的软件公司并不是一个简单的事情,我们的研究旨在通过对北京地区各家医院所用 国内外HIS系统优劣势的调查与比较,为国内医院迅速、准确 地选择出适合自己的HIS软件提供一个参考。 1材料和方法 1.1研究对象 北京地区46家三级甲等医院,其中综合类医院39家,专科 类医院7家,属于西医类的医院42家,中医类的医院3家,中西 医结合类的医院1家。被调查的92名调查对象为各家医院信 息科的职员,其中:管理人员36名,普通技术维护人员56名,从 事医院信息工作年限1~3年者占20%,3~5年者占58%,5年
设备选型分析报告
深圳中企智业投资咨询有限公司
真空涂层设备选型分析 (最新版报告请登陆我司官方网站联系) 公司网址: https://www.wendangku.net/doc/7d16281106.html, 1
目录 真空涂层设备选型分析 (1) 设备选型分析 (3) 第一节价格分析 (3) 第二节性能比较 (3) 2、东莞汇成真空 (3) 第三节外型及使用寿命分析 (4) 第四节应用领域及应用前景分析 (6) 1、具空室 (6) 2
设备选型分析 第一节价格分析 图表- 1:2015年上半年真空涂层设备价格分析 数据来源:综合网络报价第二节性能比较 1、振华真空 卧式真空镀膜设备是电阻加热蒸发式高真空镀膜设备。主要用于在已预处理好的塑料、陶瓷等制品表面蒸镀金属薄膜,从而获得光亮、美观、价廉的塑料、陶瓷表面金属化制品,具有提高产品档次、外观更显华贵作用。主要用于七彩膜、装饰膜。拥有专利的工件架技术,转速平稳可调,可选择6轴、8轴、9轴,具有产量大,产品良品率高等特点。 2、东莞汇成真空 PVD真空镀膜设备金属外观/颤色均匀一致且耐久的表面,PVD镀膜设备在各种基本的的空气和直射阳光环境条件下永久保持良好外观。PVD镀膜设备颜色深韵、PVD镀膜设备可减少清洗和擦亮颜色所必须的时间和成本对环境无害,避免化学中毒/具生物兼容性。 PVD镀膜设备卓越的附着力一可以折弯90度以上不发生裂化或者剥落(PVD 镀膜设备持有很高附着力和耐久力)。PVD镀膜设备其它的技术,包括电镀,喷 3
4 涂都不能与其相比。PVD 镀膜设备可以蚀刻出任何能够想象出的设计图案,PVD 镀膜设备可以使用在内装修或者室外抗氧化,抗腐蚀。 PVD 镀膜设备耐腐蚀,PVD 镀膜设备不失去光泽并不留下痕迹/正常的使用情况下不会破损。PVD 镀膜设备不褪色/容易清除油漆和笔迹。PVD 镀膜设备在强烈的阳光,咸的湿地和城市环境下,都不失去光泽。PVD 镀膜设备不脱落和爆裂膜层颜色种类多,PVD 镀膜设备表面细腻光滑,PVD 镀膜设备富有金属光泽。 第三节 外型及使用寿命分析 图表- 2:真空镀膜设备PVD1312 数据来源:企业官网
物料选型报告模板
物料选型报告模板 篇一:选型是成功的开始--宁波东海集团PDM项目选型报告 选型是成功的开始--宁波东海集团PDM项目选型报告 1、前言 宁波东海集团是国内计量仪表大型生产企业及主要出口基地,集团隶属有水表、煤气表、热量表、定时器、阀门、智能仪表及能源资源管理系统、电子信息产业等产业子公司,是浙江省新型计量仪表特色产业基地。 由于公司产品种类繁多,涉及精密机械、自动控制、传感器、通讯和多个学科,无论是技术管理和生产管理都非常复杂。为全面实施信息化管理,在XX年初,我公司决定实施PDM系统作为企业技术创新和管理创新的依托平台,最终将实现企业技术体系的统一管理。由于目前市场上主流的PDM系统有十几家,对于我们这种对PDM并不是很专业的用户来讲,判断哪个产品更适合我公司的应用的确是非常困难的事,为此我公司专门成立了以董事长为首的PDM项目选型小组,并由技术总监担任项目负责人,负责整个项目的选型。 考虑到市面流行的PDM系统很多,即有功能强大的国外软件,又有功能实用的国内系统,在选型时,主要是从本身的需求出发来进行选择,我们认为,不一定选择最好的软
件,但一定要选择最适合我公司应用的系统。 2、企业需求分析和选择供应商 由于我公司并没有十分熟悉PDM系统的技术人员,为了做好需求分析,项目组从网上查询了大量技术资料,并翻阅了有关PDM/PLM的相关书籍,同时组织项目组成员和技术人员进行讨论,最终认为,企业当前的需求主要包括以下几个方面: ·公司下属10多家工厂,技术资料管理方面存在很多安全隐患,资料丢失现象严重; ·产品研发包含三大学科:结构、电子、软件;结构件的借用非常普遍,常见通用件比例达到80%,标准化程度很高;电子部分使用电子CAD进行设计,而软件部分采用了各种汇编语言编制产品软件,基于以上情况,目前没有一个完整的产品技术资料管理系统,不同学科之间的技术资料分散保存,导致发放到生产部门或工厂的技术资料混乱,而且生产部门在查询技术资料时也非常麻烦,经常出现错误; ·由于在各工厂的技术部门主要负责已有产品的变形设计,没有行之有效的工具帮助工程师快速检索技术资料,导致不能快速完成符合客户订单要求的技术资料,拖延了交货周期; ·我公司于XX年引进了IFS系统,但由于物料编码处