《黑龙江省建设工程安全生产措施费使用管理办法》附表
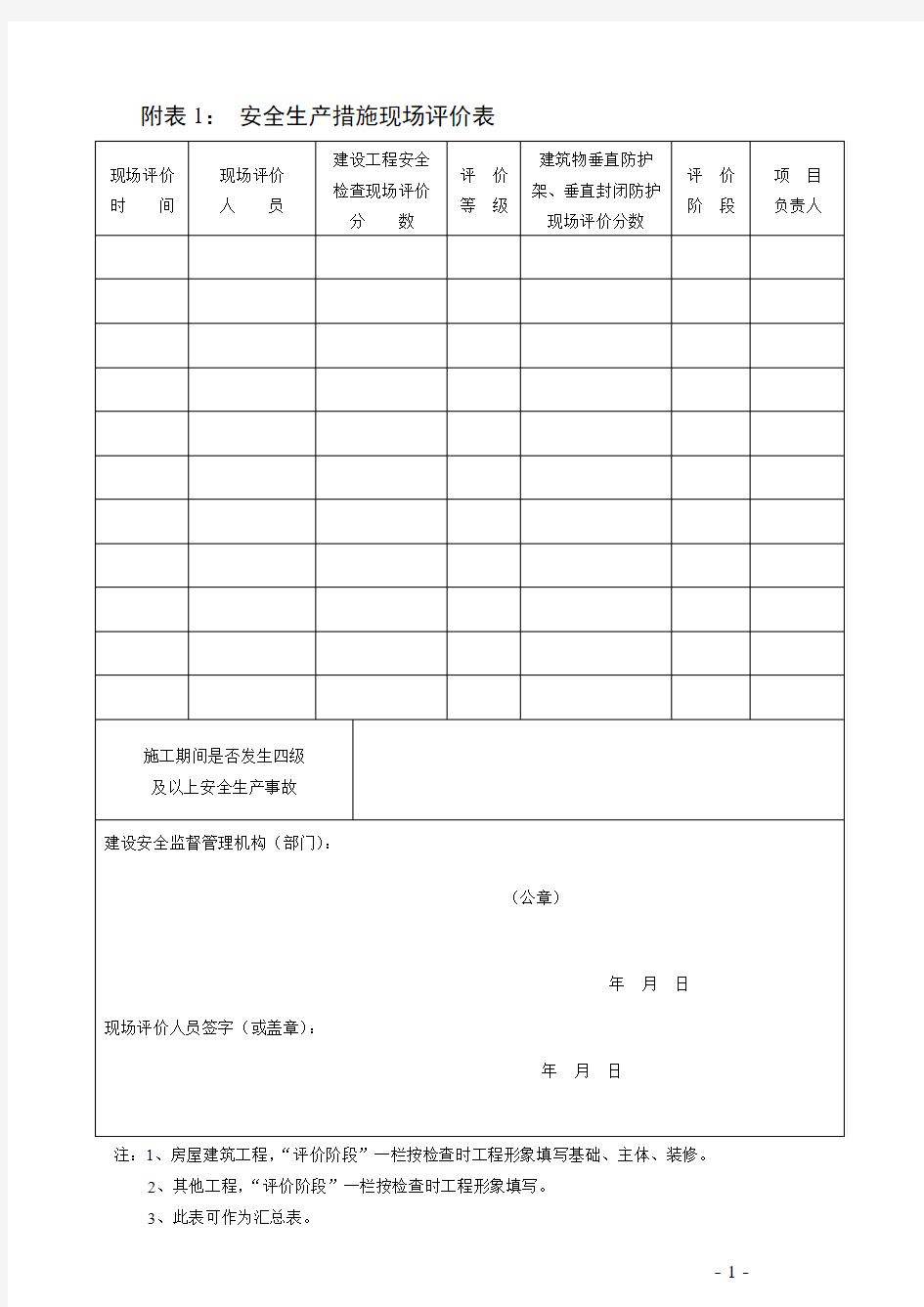

附表1:安全生产措施现场评价表
注:1、房屋建筑工程,“评价阶段”一栏按检查时工程形象填写基础、主体、装修。
2、其他工程,“评价阶段”一栏按检查时工程形象填写。
3、此表可作为汇总表。
附表2:安全生产措施费标准核定表
附表3:建设工程安全检查现场评价表(房屋建筑)企业名称:
注:1、核查结论:优秀、合格、不合格。
2、计算公式:核查得分=核查项目实得分之和×100%
核查项目应得分之和
(得数保留小数点后两位)。
3、核查得分标准:优秀:总计分90分以上;
合格:总计分70-90分;
不合格:总计分70以下。
附表4:建设工程安全检查现场评价表(市政工程)企业名称:
电线电缆生产加工工艺流程(研究材料)
电线电缆生产加工工艺流程 1.单芯安装线 1、导体→绝缘注塑→耐压试验→检验合格→成卷包装→出厂 2、导体→导体绞线或束丝→绝缘注塑→耐压试验→检验合格→成卷包装→出厂2.护套安装线 1、导体→绝缘注塑→耐压试验→合并护套注塑→检验合格→成卷包装→出厂 2、导体→导体绞线或束丝→绝缘注塑→耐压试验→合并护套注塑→检验合格→成卷包装→出厂 3.特种单芯安装线 1、导体→高温F46注塑或硅橡胶绝缘→耐压试验→检验合格→成卷包装→出厂 2、导体→导体绞线或束丝→高温F46注塑或硅橡胶绝缘→耐压试验→检验合格→成卷包装→出厂 4.特种护套安装线 1、导体→高温F46注塑或硅橡胶绝缘→耐压试验→合并护套高温F46注塑或硅橡胶→检验合格→成卷包装→出厂 2、导体→导体绞线或束丝→高温F46注塑或硅橡胶绝缘→耐压试验→合并护套高温F46注塑或硅橡胶→检验合格→成卷包装→出厂 5.补偿导线或补偿电缆。 1、导体→绝缘注塑→耐压试验→合并护套注塑→检验合格→成卷包装→出厂 2、导体→绝缘注塑→耐压试验→合并屏蔽编织→护套注塑→检验合格→成卷包装→出厂 3、导体→高温F46注塑或硅橡胶绝缘→耐压试验→合并屏蔽编织→护套高温F46注塑或硅橡胶→检验合格→成卷包装→出厂 6.电力电缆 1、导体→绝缘注塑→耐压试验→成缆或加钢铠→护套注塑→检验合格→成盘包装→出厂 2、导体→导体绞线→绝缘注塑→耐压试验→成缆或加钢铠→护套注塑→检验合格→成盘包装→出厂
7.特种电力电缆 1、导体→高温F46注塑或硅橡胶绝缘→耐压试验→成缆或加钢铠→护套高温F46注塑或硅橡胶→检验合格→成盘包装→出厂 2、导体→高温F46注塑或硅橡胶绝缘→耐压试验→成缆或加钢铠→护套高温F46注塑或硅橡胶→检验合格→成盘包装→出厂 8.高压电力电缆 1、导体→高压交联三层共挤绝缘注塑→耐压试验→成缆或加钢铠→护套注塑→检验合格→成盘包装→出厂 2、导体→导体绞线→高压交联三层共挤绝缘注塑→耐压试验→成缆或加钢铠→护套注塑→检验合格→成盘包装→出厂 9.特种硅橡胶高压电缆 导体→导体绞线→高压硅橡胶绝缘→耐压试验→成缆或加钢铠→硅橡胶护套→检验合格→成盘包装→出厂 10.控制电缆 导体→绝缘注塑→耐压试验→成缆或加屏蔽→护套注塑→检验合格→成盘包装→出厂 11.特种控制电缆 导体→高温F46注塑或硅橡胶绝缘→耐压试验→成缆或加屏蔽→护套高温F46注塑或硅橡胶→检验合格→成盘包装→出厂 12.计算机电缆 1、导体→绝缘注塑→耐压试验→对绞→成缆→总屏蔽→护套注塑→检验合格→成盘包装→出厂 2、导体→绝缘注塑→耐压试验→对绞→分屏蔽→成缆→总屏蔽→护套注塑→检验合格→成盘包装→出厂 13.特种计算机电缆 1、导体→高温F46注塑或硅橡胶绝缘→耐压试验→对绞→成缆→总屏蔽→护套高温F46注塑或硅橡胶→检验合格→成盘包装→出厂 2、导体→高温F46注塑或硅橡胶绝缘→耐压试验→对绞→分屏蔽→成缆→总屏蔽→护套高温F46注塑或硅橡胶→检验合格→成盘包装→出厂
电线电缆生产工艺流程
一、电线电缆产品制造的工艺特性: 1.大长度连续叠加组合生产方式 大长度连续叠加组合生产方式,对电线电缆生产的影响是全局性和控制性的,这涉及和影响 到: (1)生产工艺流程和设备布置 生产车间的各种设备必须按产品要求的工艺流 程合理排放,使各阶段的半成品,顺次流转。设备配置要考虑生产效率不同而进行生产能力的 平衡,有的设备可能必须配置两台或多台,才能使生产线的生产能力得以平衡。从而设备的合理选配组合和生产场地的布置,必须根据产品和生产量来平衡综合考虑。 (2)生产组织管理 生产组织管理必须科学合理、周密准确、严格细致,操作者必须一丝不苟地按工艺要求执行,任何一个环节出现问题,都会影响工艺流程的通畅,影响产品的质量和交货。特别是多芯电缆,某一个线对或基本单元长度短了,或者质量出现问题,则整根电缆就会长度不够,造成报废。反之,如果某个单元长度过长,则必须锯去造成浪费。 (3)质量管理 大长度连续叠加组合的生产方式,使生产过程中任何一个环节、瞬时发生一点问题,就会影响整根电缆质量。质量缺陷越是发生在内层,而且没有及时发现终止生产,那么造成的损失就越大。因为电线电缆的生产不同于组装式的产品,可以拆开重装及更换另件;电线电缆的任一部件或工艺过程的质量问题,对这根电缆几乎是无法挽回和弥补的。事后的处理都是十分消极的,不是锯短就是降级处理,要么报废整条电缆。它无法拆开重装。 电线电缆的质量管理,必须贯串整个生产过程。质量管理检查部门要对整个生产过程巡回检查、操作人自检、上下工序互检,这是保证产品质量,提高企业经济效益的重要保证和手段。 2.生产工艺门类多、物料流量大 电线电缆制造涉及的工艺门类广泛,从有色金属的熔炼和压力加工,到塑料、橡胶、油漆等化工技术;纤维材料的绕包、编织等的纺织技术,到金属材料的绕包及金属带材的纵包、焊接的金属成形加工工艺等等。 电线电缆制造所用的各种材料,不但类别、品种、规格多,而且数量大。因此,各种材料的用量、备用量、批料周期与批量必须核定。同时,对废品的分解处理、回收,重复利用及废料处理,作为管理的一个重要内容,做好材料定额管理、重视节约工作。 电线电缆生产中,从原材料及各种辅助材料的进出、存储,各工序半成品的流转到产品的存放、出厂,物料流量大,必须合理布局、动态管理。3.专用设备多 电线电缆制造使用具有本行业工艺特点的专用生产设备,以适应线缆产品的结构、性能要求,满足大长度连续并尽可能高速生产的要求,从而形成了线缆制造的专用设备系列。如挤塑机系列、拉线机系列、绞线机系列、绕包机系列等。电线电缆的制造工艺和专用设备的发展密切相关,互相促进。新工艺要求,促进新专用设备的产生和发展;反过来,新专用设备的开发,又提高促进了新工艺的推广和应用。如拉丝、退火、挤出串联线;物理发泡生产线等专用设备,促进了电线电缆制造工艺的发展和提高,提高了电缆的产品质量和生产效率。 二、电线电缆的主要工艺 电线电缆是通过:拉制、绞制、包覆三种工艺来制作完成的,型号规格越复杂,重复性越高。1.拉制 在金属压力加工中.在外力作用下使金属强行通过模具(压轮),金属横截面积被压缩,并获得所要求的横截面积形状和尺寸的技术加工方法称为金属拉制。 拉制工艺分:单丝拉制和绞制拉制。 2.绞制 为了提高电线电缆的柔软度、整体度,让2根以上的单线,按着规定的方向交织在一起称为绞制。 绞制工艺分:导体绞制、成缆、编织、钢丝装铠和缠绕。 3.包覆 根据对电线电缆不同的性能要求,采用专用的设备在导体的外面包覆不同的材料。包覆工艺分: A.挤包:橡胶、塑料、铅、铝等材料。 B.纵包:橡皮、皱纹铝带材料。 C.绕包:带状的纸带、云母带、无碱玻璃纤维带、无纺布、塑料带等,线状的棉纱、丝等纤维材料。 D.?浸涂:绝缘漆、沥青等 三、塑料电线电缆制造的基本工艺流程
电线电缆生产加工工艺流程
电线电缆生产加工工艺流程 1. 单芯安装线 1、导体一绝缘注塑一耐压试验T检验合格一成卷包装一出厂 2、导体-导体绞线或束丝一绝缘注塑一耐压试验一检验合格一成卷包装一出厂 2. 护套安装线 1. 导体-绝缘注塑-耐压试验-合并护套注塑-检验合格-成卷包装-出厂 2. 导体-导体绞线或束丝-绝缘注塑-耐压试验-合并护套注塑-检验合格- 成卷包装-出厂 3. 特种单芯安装线 1、导体一高温F46注塑或硅橡胶绝缘一耐压试验一检验合格一成卷包装一出厂 2、导体一导体绞线或束丝一高温F46注塑或硅橡胶绝缘一耐压试验一检验合格 -成卷包装-出厂 4. 特种护套安装线 1、导体—高温F46注塑或硅橡胶绝缘—耐压试验—合并护套高温F46注塑或硅橡胶-检验合格-成卷包装-出厂 2、导体—导体绞线或束丝—高温F46注塑或硅橡胶绝缘—耐压试验—合并护套高温F46 注塑或硅橡胶-检验合格-成卷包装-出厂 5. 补偿导线或补偿电缆。 1、导体-绝缘注塑-耐压试验-合并护套注塑-检验合格-成卷包装-出厂 2、导体-绝缘注塑-耐压试验-合并屏蔽编织-护套注塑-检验合格-成卷包装-出厂 3、导体—高温F46注塑或硅橡胶绝缘—耐压试验—合并屏蔽编织—护套高温F46 注塑或硅橡胶-检验合格-成卷包装-出厂 6. 电力电缆 1 、导体-绝缘注塑-耐压试验-成缆或加钢铠-护套注塑-检验合格-成盘包装-出厂 2、导体-导体绞线-绝缘注塑-耐压试验-成缆或加钢铠-护套注塑-检验合格-成盘包装-出厂 7. 特种电力电缆 1、导体—高温F46注塑或硅橡胶绝缘—耐压试验—成缆或加钢铠—护套高温F46 注塑或硅橡胶f检验合格f成盘包装f出厂
电线电缆生产工艺流程
电线电缆生产工艺流程公司标准化编码 [QQX96QT-XQQB89Q8-NQQJ6Q8-MQM9N]
一、电线电缆产品制造的工艺特性:? 1.大长度连续叠加组合生产方式? 大长度连续叠加组合生产方式,对电线电缆生产的影响是全局性和控制性的,这涉及和影响到:? (1)生产工艺流程和设备布置? 生产车间的各种设备必须按产品要求的工艺流程合理排放,使各阶段的半成品,顺次流转。设备配置要考虑生产效率不同而进行生产能力的平衡,有的设备可能必须配置两台或多台,才能使生产线的生产能力得以平衡。从而设备的合理选配组合和生产场地的布置,必须根据产品和生产量来平衡综合考虑。? (2)生产组织管理? 生产组织管理必须科学合理、周密准确、严格细致,操作者必须一丝不苟地按工艺要求执行,任何一个环节出现问题,都会影响工艺流程的通畅,影响产品的质量和交货。特别是多芯电缆,某一个线对或基本单元长度短了,或者质量出现问题,则整根电缆就会长度不够,造成报废。反之,如果某个单元长度过长,则必须锯去造成浪费。? (3)质量管理? 大长度连续叠加组合的生产方式,使生产过程中任何一个环节、瞬时发生一点问题,就会影响整根电缆质量。质量缺陷越是发生在内层,而且没有及时发现终止生产,那么造成的损失就越大。因为电线电缆的生产不同于组装式的产品,可以拆开重装及更换另件;电线电缆的任一部件或工艺过程的质量问题,对这根电缆几乎是无法挽回和弥补的。事后的处理都是十分消极的,不是锯短就是降级处理,要么报废整条电缆。它无法拆开重装。? 电线电缆的质量管理,必须贯串整个生产过程。质量管理检查部门要对整个生产过程巡回检查、操作人自检、上下工序互检,这是保证产品质量,提高企业经济效益的重要保证和手段。? 2.生产工艺门类多、物料流量大? 电线电缆制造涉及的工艺门类广泛,从有色金属的熔炼和压力加工,到塑料、橡胶、油漆等化工技术;纤维材料的绕包、编织等的纺织技术,到金属材料的绕包及金属带材的纵包、焊接的金属成形加工工艺等等。? 电线电缆制造所用的各种材料,不但类别、品种、规格多,而且数量大。因此,各种材料的用量、备用量、批料周期与批量必须核定。同时,对废品的分解处理、回收,重复利用及废料处理,作为管理的一个重要内容,做好材料定额管理、重视节约工作。? 电线电缆生产中,从原材料及各种辅助材料的进出、存储,各工序半成品的流转到产品的存放、出厂,物料流量大,必须合理布局、动态管理。? 3.专用设备多? 电线电缆制造使用具有本行业工艺特点的专用生产设备,以适应线缆产品的结构、性能要求,满足大长度连续并尽可能高速生产的要求,从而形成了线缆制造的专用设备系列。如挤塑机系列、拉线机系列、绞线机系列、绕包机系列等。? 电线电缆的制造工艺和专用设备的发展密切相关,互相促进。新工艺要求,促进新专用设备的产生和发展;反过来,新专用设备的开发,又提高促进了新工艺的推广和应用。如拉丝、退火、挤出串联线;物理发泡生产线等专用设备,促进了电线电缆制造工艺的发展和提高,提高了电缆的产品质量和生产效率。? 二、电线电缆的主要工艺? 电线电缆是通过:拉制、绞制、包覆三种工艺来制作完成的,型号规格越复杂,重复性越高。? 1.拉制? 在金属压力加工中.在外力作用下使金属强行通过模具(压轮),金属横截面积被压缩,并获得所要求的横截面积形状和尺寸的技术加工方法称为金属拉制。? 拉制工艺分:单丝拉制和绞制拉制。? 2.绞制? 为了提高电线电缆的柔软度、整体度,让2根以上的单线,按着规定的方向交织在一起称为绞制。 绞制工艺分:导体绞制、成缆、编织、钢丝装铠和缠绕。? 3.包覆? 根据对电线电缆不同的性能要求,采用专用的设备在导体的外面包覆不同的材料。包覆工艺分:? A.挤包:橡胶、塑料、铅、铝等材料。? B.纵包:橡皮、皱纹铝带材料。?
消防隐蔽工程检查记录表
工程名称兴山县高桥乡中心学校幼儿园综合楼改扩建 工程 隐蔽日期年月日 现我方已完成 1-3 (层)1-8/A-C(轴线或房间)(高程)楼梯(部位)的疏散标志安装工程,经我方检验,符合设计、规范要求,特申请进行隐蔽验收。 依据:施工图纸(施工图纸编号)电施01 03 ,设计变更/洽商(编号 / )及有关国家现行标准等。 材质:主要材料疏散标志 规格/型号 隐蔽内容: 有出厂合格证及检测报告 安装位置符合设计及规范要求 申报人: 审核意见: 同意隐蔽修改后自行隐蔽不同意,修改后重新报验。 质量问题: 签字栏 建设(监理)单位 施工单位宜昌凯鑫建筑工程有限公司 专业技术负责人专业质检验员专业工长本表由施工单位填写,建设单位、施工单位、城建档案馆各保存一份。
工程名称兴山县高桥乡中心学校幼儿园综合楼改扩建 工程 隐蔽日期年月日 现我方已完成 1-3 (层)1-8/A-C (轴线或房间)(高程)(部位)的应急灯安装工程,经我方检验,符合设计、规范要求,特申请进行隐蔽验收。 依据:施工图纸(施工图纸编号)电施01 03 ,设计变更/洽商(编号 / )及有关国家现行标准等。 材质:主要材料应急灯 规格/型号 隐蔽内容: 有出厂合格证及检测报告 安装位置符合设计及规范要求 申报人: 审核意见: 同意隐蔽修改后自行隐蔽不同意,修改后重新报验。 质量问题: 签字栏 建设(监理)单位 施工单位宜昌凯鑫建筑工程有限公司 专业技术负责人专业质检验员专业工长本表由施工单位填写,建设单位、施工单位、城建档案馆各保存一份。
工程名称兴山县高桥乡中心学校幼儿园综合楼改扩建 工程 隐蔽日期年月日 现我方已完成 1-3(层)1-8/A-C (轴线或房间)(高程)(部位)的消防管安装工程,经我方检验,符合设计、规范要求,特申请进行隐蔽验收。 依据:施工图纸(施工图纸编号)电施01 03 ,设计变更/洽商(编号 / )及有关国家现行标准等。 材质:主要材料消防管 规格/型号 110 隐蔽内容: 有出厂合格证及检测报告 安装位置符合设计及规范要求 申报人: 审核意见: 同意隐蔽修改后自行隐蔽不同意,修改后重新报验。 质量问题: 签字栏 建设(监理)单位 施工单位宜昌凯鑫建筑工程有限公司 专业技术负责人专业质检验员专业工长本表由施工单位填写,建设单位、施工单位、城建档案馆各保存一份。
电线电缆制作工艺流程基本知识
电线电缆制作工艺流程基本知识 【摘要】电线电缆的制造与大多数机电产品的生产方式是完全不同的。所有电线电缆都是从导体加工开始,在导体的外围一层一层地加上绝缘、屏蔽、成缆、护层等而制成电线电缆产品。 【关键词】电线电缆;导体加工;工艺 一、电线电缆产品制造的工艺特性 电线电缆制造涉及的工艺门类广泛,从有色金属的熔炼和压力加工,到塑料、橡胶、油漆等化工技术;纤维材料的绕包、编织等的纺织技术,到金属材料的绕包及金属带材的纵包、焊接的金属成形加工工艺等等。 电线电缆制造所用的各种材料,不但类别、品种、规格多,而且数量大。因此,各种材料的用量、备用量、批料周期与批量必须核定。同时,对废品的分解处理、回收,重复利用及废料处理,作为管理的一个重要内容,做好材料定额管理、重视节约工作。 电线电缆生产中,从原材料及各种辅助材料的进出、存储,各工序半成品的流转到产品的存放、出厂,物料流量大,必须合理布局、动态管理。 电线电缆制造使用具有本行业工艺特点的专用生产设备,以适应线缆产品的结构、性能要求,满足大长度连续并尽可能高速生产的要求,从而形成了线缆制造的专用设备系列。如挤塑机系列、拉线机系列、绞线机系列、绕包机系列等。 电线电缆的制造工艺和专用设备的发展密切相关,互相促进。新工艺要求,促进新专用设备的产生和发展;反过来,新专用设备的开发,又提高促进了新工艺的推广和应用。如拉丝、退火、挤出串联线;物理发泡生产线等专用设备,促进了电线电缆制造工艺的发展和提高,提高了电缆的产品质量和生产效率。 二、电线电缆的主要工艺 电线电缆是通过:拉制、绞制、包覆三种工艺来制作完成的,型号规格越复杂,重复性越高。 1.拉制 在金属压力加工中.在外力作用下使金属强行通过模具(压轮),金属横截面积被压缩,并获得所要求的横截面积形状和尺寸的技术加工方法称为金属拉制。 2.绞制
电线电缆生产工艺流程
电线电缆的制造与大多数机电产品的生产方式是完全不同的。机电产品通常采用将另件装配成部件、多个部件再装配成单台产品,产品以台数或件数计量。电线电缆是以长度为基本计量单位。所有电线电缆都是从导体加工开始,在导体的外围一层一层地加上绝缘、屏蔽、、成缆、护层等而制成电线电缆产品。产品结构越复杂,叠加的层次就越多。 一、电线电缆产品制造的工艺特性: 1.大长度连续叠加组合生产方式 大长度连续叠加组合生产方式,对电线电缆生产的影响是全局性和控制性的,这涉及和影响到: (1)生产工艺流程和设备布置 生产车间的各种设备必须按产品要求的工艺流程合理排放,使各阶段的半成品,顺次流转。设备配置要考虑生产效率不同而进行生产能力的平衡,有的设备可能必须配置两台或多台,才能使生产线的生产能力得以平衡。从而设备的合理选配组合和生产场地的布置,必须根据产品和生产量来平衡综合考虑。 (2)生产组织管理 生产组织管理必须科学合理、周密准确、严格细致,操作者必须一丝不苟地按工艺要求执行,任何一个环节出现问题,都会影响工艺流程的通畅,影响产品的质量和交货。特别是多芯电缆,某一个线对或基本单元长度短了,或者质量出现问题,则整根电缆就会长度不够,造成报废。反之,如果某个单元长度过长,则必须锯去造成浪费。 (3)质量管理 大长度连续叠加组合的生产方式,使生产过程中任何一个环节、瞬时发生一
点问题,就会影响整根电缆质量。质量缺陷越是发生在内层,而且没有及时发现终止生产,那么造成的损失就越大。因为电线电缆的生产不同于组装式的产品,可以拆开重装及更换另件;电线电缆的任一部件或工艺过程的质量问题,对这根电缆几乎是无法挽回和弥补的。事后的处理都是十分消极的,不是锯短就是降级处理,要么报废整条电缆。它无法拆开重装。 电线电缆的质量管理,必须贯串整个生产过程。质量管理检查部门要对整个生产过程巡回检查、操作人自检、上下工序互检,这是保证产品质量,提高企业经济效益的重要保证和手段。 2.生产工艺门类多、物料流量大 电线电缆制造涉及的工艺门类广泛,从有色金属的熔炼和压力加工,到塑料、橡胶、油漆等化工技术;纤维材料的绕包、编织等的纺织技术,到金属材料的绕包及金属带材的纵包、焊接的金属成形加工工艺等等。 电线电缆制造所用的各种材料,不但类别、品种、规格多,而且数量大。因此,各种材料的用量、备用量、批料周期与批量必须核定。同时,对废品的分解处理、回收,重复利用及废料处理,作为管理的一个重要内容,做好材料定额管理、重视节约工作。 电线电缆生产中,从原材料及各种辅助材料的进出、存储,各工序半成品的流转到产品的存放、出厂,物料流量大,必须合理布局、动态管理。 3.专用设备多 电线电缆制造使用具有本行业工艺特点的专用生产设备,以适应线缆产品的结构、性能要求,满足大长度连续并尽可能高速生产的要求,从而形成了线缆制造的专用设备系列。如挤塑机系列、拉线机系列、绞线机系列、绕包机系列等。
电线电缆生产工艺流程和概述
电线电缆制造流程概述 电线电缆的制造与大多数机电产品的生产方式是完全不同的.机电产品通常采用将另件装配成部件,多个部件再装配成单台产品,产品以台数或件数计量. 电线电缆是以长度为基本计量单位.所有电线电缆都是从导体加工开始,在导体的外围一层一层地加上绝缘,屏蔽,,成缆,护层等而制成电线电缆产品.产品结构越复杂,叠加的层次就越多. 一, 电线电缆产品制造的工艺特性: 1.大长度连续叠加组合生产方式 大长度连续叠加组合生产方式,对电线电缆生产的影响是全局性和控制性的,这涉及和影响到: (1)生产工艺流程和设备布置 生产车间的各种设备必须按产品要求的工艺流程合理排放,使各阶段的半成品,顺次流转.设备配置要考虑生产效率不同而进行生产能力的平衡,有的设备可能必须配置两台或多台,才能使生产线的生产能力得以平衡.从而设备的合理选配组合和生产场地的布置,必须根据产品和生产量来平衡综合考虑. (2)生产组织管理 生产组织管理必须科学合理,周密准确,严格细致,操作者必须一丝不苟地按工艺要求执行,任何一个环节出现问题,都会影响工艺流程的通畅,影响产品的质量和交货.特别是多芯电缆,某一个线对或基本单元长度短了,或者质量出现问题,则整根电缆就会长度不够,造成报废.反之,如果某个单元长度过长,则必须锯去造成浪费. (3)质量管理 大长度连续叠加组合的生产方式,使生产过程中任何一个环节,瞬时发生一点问题,就会影响整根电缆质量.质量缺陷越是发生在内层,而且没有及时发现终止生产,那么造成的损失就越大.因为电线电缆的生产不同于组装式的产品,可以拆开重装及更换另件; 电线电缆的任一部件或工艺过程的质量问题,对这根电缆几乎是无法挽回和弥补的.事后的处理都是十分消极的,不是锯短就是降级处理,要么报废整条电缆.它无法拆开重装. 电线电缆的质量管理,必须贯串整个生产过程.质量管理检查部门要对整个生产过程巡回检查,操作人自检,上下工序互检,这是保证产品质量,提高企业经济效益的重要保证和手段. 2.生产工艺门类多,物料流量大 电线电缆制造涉及的工艺门类广泛,从有色金属的熔炼和压力加工,到塑料,橡胶,油漆等化工技术;纤维材料的绕包,编织等的纺织技术,到金属材料的绕包及金属带材的纵包,焊接的金属成形加工工艺等等. 电线电缆制造所用的各种材料,不但类别,品种,规格多,而且数量大.因此,各种材料的用量,备用量,批料周期与批量必须核定.同时,对废品的分解处理,回收,重复利用及废料处理,作为管理的一个重要内容,做好材料定额管理,重视节约工作. 电线电缆生产中,从原材料及各种辅助材料的进出,存储,各工序半成品的流转到产品的存放,出厂,物料流量大,必须合理布局,动态管理. 3.专用设备多 电线电缆制造使用具有本行业工艺特点的专用生产设备,以适应线缆产品的结构,性能要求,满足大长度连续并尽可能高速生产的要求,从而形成了线缆制造的专用设备系列.如挤塑机系列,拉线机系列,绞线机系列,绕包机系列等. 电线电缆的制造工艺和专用设备的发展密切相关,互相促进.新工艺要求,促进新专用设备的产生和发展;反过来,新专用设备的开发,又提高促进了新工艺的推广和应用.如拉丝,退火,挤出串联线;物理发泡生产线等专用设备,促进电线电缆制造工艺的发展和提高,提高了电缆的产品质量和生产效率.
电缆生产工艺操作规范
电缆生产工艺流程图 1.1产品型号:VV 、VLV 、ZR-VV 、ZR-VLV ……以及阻燃型并包含类似的协议产品 1.1.1执行标准:GB/T12706-2002、GB/T19666-2005。 (单芯) △△○△△○△△△△ * (实芯) (Cu 、A1)(N 2) (PVC )(填充料、包带)(PVC )(油墨)(包材) 产品型号:YJV 、YJLV 、YJY 、YJLY ……以及阻燃型并包含类似的协议产品 1.1.2执行标准:GB/T12706-2002、GB/T19666-2005。 (单芯) △△○△△○△△△△△ * (实芯) (Cu 、A1)(N 2) (XLPE )(填充料、包带)(PVC 、PE )(油墨)(包材) 产品型号:VV22、VLV22、VV32、VLV32……以及阻燃型并包含类似的协议产品。 1.1.3执行标准:GB/T12706-2002、GB/T19666-2005. 1.1.4 △△○△△○△△△△△ * (实芯) (Cu 、A1)(N 2) (PVC )(填充料、包带)(钢带或钢丝)(PVC )(油墨)(包材) 产品型号:N-VV 、N-VV22、N-VV32……以及类似的协议产品 1.2执行标准:GB/T19666-2005、GB/T12706-2002。 (单芯) △△○△△△○△△△△△ * (实芯) (Cu )(N 2) (云母带)(PVC )(填充料、包带)(钢带或钢丝)(PVC)(油墨)(包 材) 产品型号:YJV22、YJLV22、YJV23、YJLV23、YJV33、YJLV33、YJV32、YJLV32。 1.2执行标准:GB/T12706-2002、GB/T19666-2005 1.2.1 (单芯) △△○△△○△△△△△△ * (实芯) (Cu 、A1)(N 2) (XLPE )(填充料、包带)(钢带或钢丝)(PVC 、PE)(油墨)(包材) 拉丝 韧炼 绞线 绝缘 护套 印字 成缆 配盘 拉丝 韧炼 绞线 绝缘 护套 印字 成缆 配盘 拉丝 韧炼 绞线 绝缘 护套 印字 成缆 配盘 拉丝 韧炼 绞线 包带 成缆 铠装 配盘 绝缘 护套 拉丝 韧炼 绞线 绝缘 成缆 铠装 配盘 交联 护套 交联 铠装
海南大学2020本科分省分专业招生计划
表1:海南大学海甸校区专业招生计划、学费标准及授予学位一览表
备注:1、除建筑学专业学制为5年外,其余专业学制均为4年;2、专业名称前带有“*”号的专业,一年级在城西校区就读,其他年级在海甸主校区就读;专业名称带有“**”号的专业,一、二年级在海甸校区就读,三、四年级在儋州校区就读;3、以上专业在海南省录取批次为本科A批、北京为本科普通批、山东省为本科普通批、浙江省为普通批、上海市为本科普通批、广东省为本科批次、天津为本科A阶段、辽宁省录普通类本科批;浙江和上海计划不分文理科,招生计划数为文理计划合计;4、学校2020年总计划为8163人,除了一本和二本批次计划外,学校还面向安徽、河南、山东、山西、甘肃、湖南、湖北、江西、福建、浙江、江苏、海南、广东、河北、重庆、四川、辽宁和黑龙江等18个省招收艺术类专业330人;面向全国招收高水平运动员66人;面向贵州招收国家专项计划40人;面向海南招收国家专项计划95人、地方专项计划205人、少数民族预科班转入40人,园艺(3+2)项目43人,少数民族预科班文理科各20人;5、电子信息工程(医学信息技术与工程)专业入学后按照生物医学工程专业培养;6、以上招生计划如有变动,以各省招办下达的招生计划数为准。
表2:海南大学儋州校区专业招生计划、学费标准及授予学位一览表 备注:1、园艺、设施农业科学与工程专业安排在第一本科批次招生,其他专业安排在二本批次招生。在海南省录取批次为本科A批、山东省为本科普通批、浙江省为普通批、河北省为本科批、福建省为本科批;2、以上招生计划如有变动,以各省招办下达的招生计划数为准。
电线电缆生产加工工艺流程
电线电缆生产加工工艺 流程 Company number:【0089WT-8898YT-W8CCB-BUUT-202108】
电线电缆生产加工工艺流程 1.单芯安装线 1、导体→绝缘注塑→耐压试验→检验合格→成卷包装→出厂 2、导体→导体绞线或束丝→绝缘注塑→耐压试验→检验合格→成卷包装→出厂 2.护套安装线 1、导体→绝缘注塑→耐压试验→合并护套注塑→检验合格→成卷包装→出厂 2、导体→导体绞线或束丝→绝缘注塑→耐压试验→合并护套注塑→检验合格→成卷包装→出厂 3.特种单芯安装线 1、导体→高温F46注塑或硅橡胶绝缘→耐压试验→检验合格→成卷包装→出厂 2、导体→导体绞线或束丝→高温F46注塑或硅橡胶绝缘→耐压试验→检验合格→成卷包装→出厂 4.特种护套安装线 1、导体→高温F46注塑或硅橡胶绝缘→耐压试验→合并护套高温F46注塑或硅橡胶→检验合格→成卷包装→出厂 2、导体→导体绞线或束丝→高温F46注塑或硅橡胶绝缘→耐压试验→合并护套高温F46注塑或硅橡胶→检验合格→成卷包装→出厂 5.补偿导线或补偿电缆。 1、导体→绝缘注塑→耐压试验→合并护套注塑→检验合格→成卷包装→出厂 2、导体→绝缘注塑→耐压试验→合并屏蔽编织→护套注塑→检验合格→成卷包装→出厂 3、导体→高温F46注塑或硅橡胶绝缘→耐压试验→合并屏蔽编织→护套高温F46注塑或硅橡胶→检验合格→成卷包装→出厂 6.电力电缆 1、导体→绝缘注塑→耐压试验→成缆或加钢铠→护套注塑→检验合格→成盘包装→出厂 2、导体→导体绞线→绝缘注塑→耐压试验→成缆或加钢铠→护套注塑→检验合格→成盘包装→出厂
7.特种电力电缆 1、导体→高温F46注塑或硅橡胶绝缘→耐压试验→成缆或加钢铠→护套高温F46注塑或硅橡胶→检验合格→成盘包装→出厂 2、导体→高温F46注塑或硅橡胶绝缘→耐压试验→成缆或加钢铠→护套高温F46注塑或硅橡胶→检验合格→成盘包装→出厂 8.高压电力电缆 1、导体→高压交联三层共挤绝缘注塑→耐压试验→成缆或加钢铠→护套注塑→检验合格→成盘包装→出厂 2、导体→导体绞线→高压交联三层共挤绝缘注塑→耐压试验→成缆或加钢铠→护套注塑→检验合格→成盘包装→出厂 9.特种硅橡胶高压电缆 导体→导体绞线→高压硅橡胶绝缘→耐压试验→成缆或加钢铠→硅橡胶护套→检验合格→成盘包装→出厂 10.控制电缆 导体→绝缘注塑→耐压试验→成缆或加屏蔽→护套注塑→检验合格→成盘包装→出厂11.特种控制电缆 导体→高温F46注塑或硅橡胶绝缘→耐压试验→成缆或加屏蔽→护套高温F46注塑或硅橡胶→检验合格→成盘包装→出厂 12.计算机电缆 1、导体→绝缘注塑→耐压试验→对绞→成缆→总屏蔽→护套注塑→检验合格→成盘包装→出厂 2、导体→绝缘注塑→耐压试验→对绞→分屏蔽→成缆→总屏蔽→护套注塑→检验合格→成盘包装→出厂 13.特种计算机电缆 1、导体→高温F46注塑或硅橡胶绝缘→耐压试验→对绞→成缆→总屏蔽→护套高温F46注塑或硅橡胶→检验合格→成盘包装→出厂 2、导体→高温F46注塑或硅橡胶绝缘→耐压试验→对绞→分屏蔽→成缆→总屏蔽→护套高温F46注塑或硅橡胶→检验合格→成盘包装→出厂 14.变频器电缆(特种)
电线电缆生产工艺流程
一、电线电缆产品制造的工艺特性:? 1.大长度连续叠加组合生产方式? 大长度连续叠加组合生产方式,对电线电缆生产的影响是全局性和控制性的,这涉及和影响到:? (1)生产工艺流程和设备布置? 生产车间的各种设备必须按产品要求的工艺流 程合理排放,使各阶段的半成品,顺次流转。设备配置要考虑生产效率不同而进行生产能力的 平衡,有的设备可能必须配置两台或多台,才能使生产线的生产能力得以平衡。从而设备的合理选配组合和生产场地的布置,必须根据产品和生产量来平衡综合考虑。? (2)生产组织管理? 生产组织管理必须科学合理、周密准确、严格细致,操作者必须一丝不苟地按工艺要求执行,任何一个环节出现问题,都会影响工艺流程的通畅,影响产品的质量和交货。特别是多芯电缆,某一个线对或基本单元长度短了,或者质量出现问题,则整根电缆就会长度不够,造成报废。反之,如果某个单元长度过长,则必须锯去造成浪费。? (3)质量管理? 大长度连续叠加组合的生产方式,使生产过程中任何一个环节、瞬时发生一点问题,就会影响整根电缆质量。质量缺陷越是发生在内层,而且没有及时发现终止生产,那么造成的损失就越大。因为电线电缆的生产不同于组装式的产品,可以拆开重装及更换另件;电线电缆的任一部件或工艺过程的质量问题,对这根电缆几乎是无法挽回和弥补的。事后的处理都是十分消极的,不是锯短就是降级处理,要么报废整条电缆。它无法拆开重装。? 电线电缆的质量管理,必须贯串整个生产过程。质量管理检查部门要对整个生产过程巡回检查、操作人自检、上下工序互检,这是保证产品质量,提高企业经济效益的重要保证和手段。? 2.生产工艺门类多、物料流量大? 电线电缆制造涉及的工艺门类广泛,从有色金属的熔炼和压力加工,到塑料、橡胶、油漆等化工技术;纤维材料的绕包、编织等的纺织技术,到金属材料的绕包及金属带材的纵包、焊接的金属成形加工工艺等等。? 电线电缆制造所用的各种材料,不但类别、品种、规格多,而且数量大。因此,各种材料的用量、备用量、批料周期与批量必须核定。同时,对废品的分解处理、回收,重复利用及废料处理,作为管理的一个重要内容,做好材料定额管理、重视节约工作。? 电线电缆生产中,从原材料及各种辅助材料的进出、存储,各工序半成品的流转到产品的存放、出厂,物料流量大,必须合理布局、动态管理。? 3.专用设备多? 电线电缆制造使用具有本行业工艺特点的专用 生产设备,以适应线缆产品的结构、性能要求,满足大长度连续并尽可能高速生产的要求,从而形成了线缆制造的专用设备系列。如挤塑机系列、拉线机系列、绞线机系列、绕包机系列等。? 电线电缆的制造工艺和专用设备的发展密切相关,互相促进。新工艺要求,促进新专用设备的产生和发展;反过来,新专用设备的开发,又提高促进了新工艺的推广和应用。如拉丝、退火、挤出串联线;物理发泡生产线等专用设备,促进了电线电缆制造工艺的发展和提高,提高了电缆的产品质量和生产效率。? 二、电线电缆的主要工艺? 电线电缆是通过:拉制、绞制、包覆三种工艺来制作完成的,型号规格越复杂,重复性越高。? 1.拉制? 在金属压力加工中.在外力作用下使金属强行通过模具(压轮),金属横截面积被压缩,并获得所要求的横截面积形状和尺寸的技术加工方法称 为金属拉制。? 拉制工艺分:单丝拉制和绞制拉制。? 2.绞制?
电线电缆制造的基本工艺流程
电线电缆制造的基本工艺流程 电线电缆常用的铜、铝杆材,在常温下,利用拉丝机通过一道或数道拉伸模具的模孔,使其截面减小、长度增加、强度提高。拉丝是各电线电缆公司的首道工序,拉丝的主要工艺参数是配模技术。2.单丝退火 铜、铝单丝在加热到一定的温度下,以再结晶的方式来提高单丝的韧性、降低单丝的强度,以符合电线电缆对导电线芯的要求。退火工序关键是杜绝铜丝的氧化、3.导体的绞制 为了提高电线电缆的柔软度,以便于敷设安装,导电线芯采取多根单丝绞合而成。从导电线芯的绞合形式上,可分为规则绞合和非规则绞合。非规则绞合又分为束绞、同心复绞、特殊绞合等。 为了减少导线的占用面积、缩小电缆的几何尺寸,在绞合导体的同时采用紧压形式,使普通圆形变异为半圆、扇形、瓦形和紧压的圆形。此种导体主要应用在电力电缆上。4.绝缘挤出塑料电线电缆主要采用挤包实心型绝缘层,塑料绝缘挤出的主要技术要求:4. 1.偏心度:挤出的绝缘厚度的偏差值是体现挤出工艺水平的重要标志,大多数的产品结构尺寸及其偏差值在标准中均有明确的规定。4. 2.光滑度:挤出的绝缘层表面要求光滑,不得出现表面粗糙、烧焦、杂质的不良质量问题、4. 3.致密
度:挤出绝缘层的横断面要致密结实、不准有肉眼可见的针孔,杜绝有气泡的存在。5.成缆 对于多芯的电缆为了保证成型度、减小电缆的外形,一般都需要将其绞合为圆形。绞合的机理与导体绞制相仿,由于绞制节径较大,大多采用无退扭方式。成缆的技术要求:一是杜绝异型绝缘线芯翻身而导致电缆的扭弯;二是防止绝缘层被划伤。 大部分电缆在成缆的同时伴随另外两个工序的完成:一个是填充,保证成缆后电缆的圆整和稳定;一个是绑扎,保证缆芯不松散。6.内护层 为了保护绝缘线芯不被铠装所疙伤,需要对绝缘层进行适当的保护,内护层分:挤包内护层(隔离套)和绕包内护层(垫层)。绕包垫层代替绑扎带与成缆工序同步进行。7.装铠敷设在地下电缆,工作中可能承受一定的正压力作用,可选择内钢带铠装结构。电缆敷设在既有正压力作用又有拉力作用的场合(如水中、垂直竖井或落差较大的土壤中),应选用具有内钢丝铠装的结构型。8.外护套 外护套是保护电线电缆的绝缘层防止环境因素侵蚀的结构部分。外护套的主要作用是提髙电线电缆的机械强度、防化学腐蚀、防潮、防水浸人、阻止电缆燃烧等能力。根据对电缆的不同要求利用挤塑机直接挤包塑料护套。
电缆生产工艺流程
电缆生产工艺流程 公司标准化编码 [QQX96QT-XQQB89Q8-NQQJ6Q8-MQM9N]
电缆生产工艺流程图 产品型号: VV、VLV、ZR-VV、ZR-VLV……以及阻燃型并包含类似的协议产品 1.1.1执行标准:GB/T12706-2002、GB/T19666-2005。 产品型号:YJV、YJLV、YJY、YJLY……以及阻燃型并包含类似的协议产品 1.1.2执行标准:GB/T12706-2002、GB/T19666-2005。 产品型号:VV22、VLV22、VV32、VLV32……以及阻燃型并包含类似的协议产品。 1.1.3 执行标准:GB/T12706-2002、GB/T19666-2005.
1.1.4 材) 产品型号:N-VV、N-VV22、N-VV32……以及类似的协议产品 执行标准:GB/T19666-2005、GB/T 12706-2002。 (单芯) △△○△△△○△△△△ (包材) 产品型号:YJV22、YJLV22、YJV23、YJLV23、YJV33、YJLV33、YJV32、YJLV32。 执行标准:GB/T12706-2002、GB/T19666-2005
1.2.1 (单芯) △△△△△ △△○△△○ 编制说明 1.电线电缆生产工艺、检验流程示意图,是按我厂生产品种的类别列出,即塑料绝缘电缆(电线)、控制电缆、高低压电力电缆、绝缘架空线和裸电线为主体排列出工艺、过程检验流程示意图,然后再列出阻燃、耐火…….型的工艺、过程检验流程图来。 2.在实际生产中、常有串联式的工艺,如绝缘与火检、绝缘(成品线)与印字、护套与印字工序同时进行。同理内衬层工艺是在成缆和铠装时共同进行的,成圈(盘)与计米、裸电线在包装时还有称重等,因此就不再列出它们的工序了。今后的生产中还会有更多的串接工艺流程。 在生产过程中,还有换盘(机器上的专用盘),搬运、拉丝、绞线过程中有焊接,绞线中还有非紧压与紧压之分,铜带屏蔽前还有复绕、焊接;钢带铠装前还有复绕、焊接。有的工序上还有称重、量长度……等辅助工序,为使本册示意图主体突出,这些流程就不列入了。 3.示意图中的符号说明
隐蔽工程验收记录表模板
隐蔽工程验收记录 表
Q/CSG表BJ2-1 编号: 工程名称 验收项目土方工程验收日期 验收部位基础 验收依据: 施工图图号设计变更/洽商( 编号/ ) 及有关国家现行标准等。 主要材料名称规格、型号: 验收内容: 1.基底土质; 2.基底清理情况; 3.基底标高; 4.基底轮廓尺寸。 检查意见: 经检查: 基底土质为灰岩; 基底标高、基底轮廓尺寸符合设计要求; 清槽工作到位, 未出现地下水, 同意进行下道工序。 检查结论: □同意隐蔽□不同意, 修改后进行复查 复查结论: 复查人: 复查日期: 签字栏监理( 建设) 单位 施工单位 专业技术负责人项目专业质量检查员专业工长( 施工员)
Q/CSG表BJ2-1 编号: 工程名称 验收项目钢筋绑扎验收日期 验收部位基础 验收依据: 施工图图号设计变更/洽商( 编号/ ) 及有关国家现行标准等。 主要材料名称规格、型号: 验收内容: 1.原材料产品质量; 2.钢筋的品种、级别、规格; 3.钢筋的配筋数量、位置、间距; 4.钢筋绑扎、安装情况; 5.保护层厚度。 检查意见: 经检查: 钢筋有质量证明书, 复试合格, 外观均无锈蚀、无污染, 已清理干净; 钢筋的品种、级别、规格、配筋数量、位置、间距符合设计要求; 钢筋绑扎安装质量牢固, 无漏扣现象; 保护层厚度符合要求。 检查结论: □同意隐蔽□不同意, 修改后进行复查 复查结论: 复查人: 复查日期: 签字栏监理( 建设) 单位 施工单位 专业技术负责人项目专业质量检查员专业工长( 施工员)
Q/CSG表BJ2-1 编号: 工程名称 验收项目混凝土验收日期 验收部位基础 验收依据: 施工图图号设计变更/洽商( 编号/ ) 及有关国家现行标准等。 主要材料名称规格、型号: 验收内容: 1.混凝土原材料; 2.混凝土配合比; 3.混凝土原材料计量、搅拌、运输、浇筑、振捣; 4.混凝土养护; 5.混凝土设计强度; 6.标高; 7.几何尺寸; 8.表面平整度 9.垂直度; 检查意见: 经检查: 混凝土原材料有复检试验报告, 质量符合要求; 混凝土有配合比试配报告; 混凝土原材料计量、搅拌、运输、浇筑、振捣符合施工规范要求; 混凝土养护符合施工规范要求; 混凝土设计强度为C20, 施工时留有试块, 有试压报告; 基础标高、几何尺寸符合设计要求, 表面平整度、垂直度符合施工质量验收规范要求。 检查结论: □同意隐蔽□不同意, 修改后进行复查 复查结论: 复查人: 复查日期: 签 字栏监理( 建设) 单位 施工单位 专业技术负责人项目专业质量检查员专业工长( 施工员)
隐蔽工程验收记录表~~真正范本
竣工工程技术隐蔽资料核查表 表编号: 工程名称 验收项目验收日期 验收部位 验收依据:施工图图号设计变更/洽商(编号 / )及有关国家现行标准等。 主要材料名称规格、型号: 验收内容: 检查意见: 检查结论:□√同意隐蔽□不同意,修改后进行复查 复查结论: / 复查人:复查日期: 签字栏监理(建设)单位 施工单位 专业技术负责人项目专业质量检查员专业工长(施工员)
隐蔽工程验收记录表 表编号:工程名称中国南方电网昆明特高压试验研究基地工程—门卫室 验收项目钢筋工程验收日期2008年12月05日验收部位门卫室基础、短柱、地梁 验收依据:施工图图号 S4781S-T0114-11 设计变更/洽 商(编号 / )及有关国家现行标准等。 主要材料名称规格、型号:钢筋HRB335级Φ18、Φ20、Φ12、Φ14、Φ16 HRB235级Φ6、Φ8 验收内容: 1.原材料产品质量; 2.钢筋的品种、级别、规格; 3.钢筋的配筋数量、位置、间距; 4.钢筋绑扎、安装情况; 5.保护层厚度。 检查意见: 经检查:钢筋有质量证明书,复试合格,外观均无锈蚀、无污染,已清理干净;钢筋的品种、级别、 规格、配筋数量、位置、间距符合设计要求;钢筋绑扎安装质量牢固,无漏扣现象;保护层厚度符合要求。 检查结论:□√同意隐蔽□不同意,修改后进行复查 复查结论: / 复查人:复查日期: 签字栏监理(建设)单位 施工单位云南省送变电工程公司 专业技术负责人项目专业质量检查员专业工长(施工员)
隐蔽工程验收记录表 Q/CSG表BJ2-1 编号:TGY-MWS-003 工程名称中国南方电网昆明特高压试验研究基地工程—门卫室 验收项目混凝土工程验收日期2008年12月12日验收部位梁、板、柱 验收依据:施工图图号 S4781S-T0114-11 设计变更/洽商(编号 / )及有关国家现行标准等。 主要材料名称规格、型号:水泥P.S32.5;碎石、砂 验收内容: 1.混凝土原材料; 2.混凝土配合比; 3.混凝土原材料计量、搅拌、运输、浇筑、振捣; 4.混凝土养护; 5.混凝土设计强度; 6.标高; 7.几何尺寸; 8.表面平整度 9.垂直度; 检查意见: 经检查:混凝土原材料有复检试验报告,质量符合要求;混凝土有配合比试配报告;混凝土原材料计量、搅拌、运输、浇筑、振捣符合施工规范要求;混凝土养护符合施工规范要求;混凝土设计强度为C30,施工时留有试块,有试压报告;基础标高、几何尺寸符合设计要求,表面平整度、垂直度符合施工质量验收规范要求。 检查结论:□√同意隐蔽□不同意,修改后进行复查 复查结论: / 复查人:复查日期: 签字栏监理(建设)单位 施工单位云南省送变电工程公司 专业技术负责人项目专业质量检查员专业工长(施工员)
- (完整版)隐蔽工程验收记录表(全套范例)
- 隐蔽工程附表(2)(1)
- 隐蔽工程检查记录表
- 隐蔽工程检查记录填写示范表
- 隐蔽工程验收记录表.(新表)
- 市政桥梁工程隐蔽工程检查图片附表
- (完整版)隐蔽工程验收记录表(全套范例)
- 隐蔽工程检查记录表
- 隐蔽工程检查记录表
- 建筑工程检验批隐蔽验收部位清单一览表(附表一)教学内容
- 隐蔽工程检查记录表
- (表C5-1)隐蔽工程验收记录
- 隐蔽工程检查记录表(20200509101928)
- 隐蔽工程验收记录文本表[[全套]范例]
- (人防)主体结构隐蔽工程检查验收记录表
- 隐蔽工程验收记录文本表[[全套]范例]
- 隐蔽验收记录(最新版本需附照片) (1)
- 隐蔽工程验收记录表
- 市政桥梁工程桩基隐蔽工程检查图片附表
- 隐蔽工程检查记录表