直柄立铣刀、键槽铣刀、锥柄立铣刀规格表

直柄立铣刀规格表
直柄键槽铣刀规格表
6 10 45 22 38 140 3 22 36 125 2 8 14 50 25 45 14
7 3 24 40 145 3 10 1
8 60 28 45 147 3 25 40 145 3 12 22 65 30 45 147 3 28 45 150 3 14 24 70 32 53 178 4 32 50 155 3 16 28 75 35 53 178 4 36 55 185 4 18 32 80 36 53 178 4 40 60 190 4 20 36 85 40 63 188 4 45 65 195 4
45 63 188 4 50 65 195 4
50 75 200 4
锥柄铣刀规格表
“莫氏錐柄立銑刀”加长铣刀 山東工具製造有限公司
https://www.wendangku.net/doc/805194300.html,/gongying/sdgjhgj-IepxLzgoYcrC.html
刃徑尺寸 d
總長
L 切削刃長度 l 莫氏錐柄號
齒 數 Z 標準型 長型 標準型 長型 I
II
I II
粗齒
中齒
細齒
6 83 -
94 - 13 24 1
3
4
-
7 86 100 16 30 8 89
108
19
38
9 5
10 92 115 22 45
11 12 96 123 26 53
14 111 138 2
16 117 148 32 63 6
18 20 123 160 38 75
22 140 177 3
25 147 192 45 90 28 4 6 8
32
155 208 53 106
178 201 231 254 4 36
155 - 208 - 3 178 201 231 254 4 40
188 211 250 273 63 125
221 249 283 311 5 45
188 211 250 273 4 221 249 283 311 5 50
200 223 275 298 75 150
4
233 261 308 336 5 56 200 223 275 298 4 6
8
10
233 261 308 336 5
63
248
276 338 366
90 180
直柄立銑刀加长铣刀
https://www.wendangku.net/doc/805194300.html,/product-detail/100499814159.html
(一)产品名称:整体硬质合金涂层立铣刀。
(二)适合加工材质:压铸钢、钢件、铸件、磨具钢、铝合金、钛合金、镍合金、铜合金、不锈钢模具、45#钢等。
(三)主要用途:适用于工件槽切屑、侧切屑、粗加工等
WC:88 CO:10 抗弯强度:3600 硬度:91.7 粒度:0.8
建议切削30°—45°之间的材料
刃径柄径刃长全长单价备注
3 4 12 75 25
4 4 1
5 75 25 无 税 价
5 6 20 75 36 6 6 24 75 36 8 8 28 75 56 3 4 12 100 29 4 4 16 100 29 5 6 20 100 40 6 6 24 100 40 8 8 32 100 61 10 10 40 100 89 12 12 40 100 116 6 6 45 150 61 8 8 50 150 89 10 10 55 150 134 12 12 60 150 174 16 16 65 150 285 20 20
75
150
410
铣刀种类及规格(含图)
铣刀种类及其规格
铣刀,是用于铣削加工的、具有一个或多个刀齿的旋转刀具。工作时各刀齿依次间歇地切去工件的余量。铣刀主要用于在铣床上加工平面、台阶、沟槽、成形表面和切断工件等。 种类 铣刀按用途区分有多种常用的型式。 ①圆柱形铣刀:用于卧式铣床上加工平面。刀齿分布在铣刀的圆周上,按齿形分为直齿和螺旋齿两种。按齿数分粗齿和细齿两种。螺旋齿粗齿铣刀齿数少,刀齿强度高,容屑空间大,适用于粗加工;细齿铣刀适用于精加工。 ②面铣刀:用于立式铣床、端面铣床或龙门铣床上加工平面端面和圆周上均有刀齿也有粗齿和细齿之分。其结构有整体式、镶齿式和可转位式3种。 ③立铣刀:用于加工沟槽和台阶面等,刀齿在圆周和端面上,工作时不能沿轴向进给。当立铣刀上有通过中心的端齿时可轴向进给。 ④三面刃铣刀:用于加工各种沟槽和台阶面其两侧面和圆周上均有刀齿。 ⑤角度铣刀:用于铣削成一定角度的沟槽,有单角和双角铣刀两种。 ⑥锯片铣刀:用于加工深槽和切断工件,其圆周上有较多的刀齿。为了减少铣切时的摩擦刀齿两侧有15′~1°的副偏角。此外还有键槽铣刀、燕尾槽铣刀、T形槽铣刀和各种成形铣刀等。 铣刀的结构 分为4种。①整体式:刀体和刀齿制成一体。②整体焊齿式:刀齿用硬质合金或其他耐磨刀具材料制成并钎
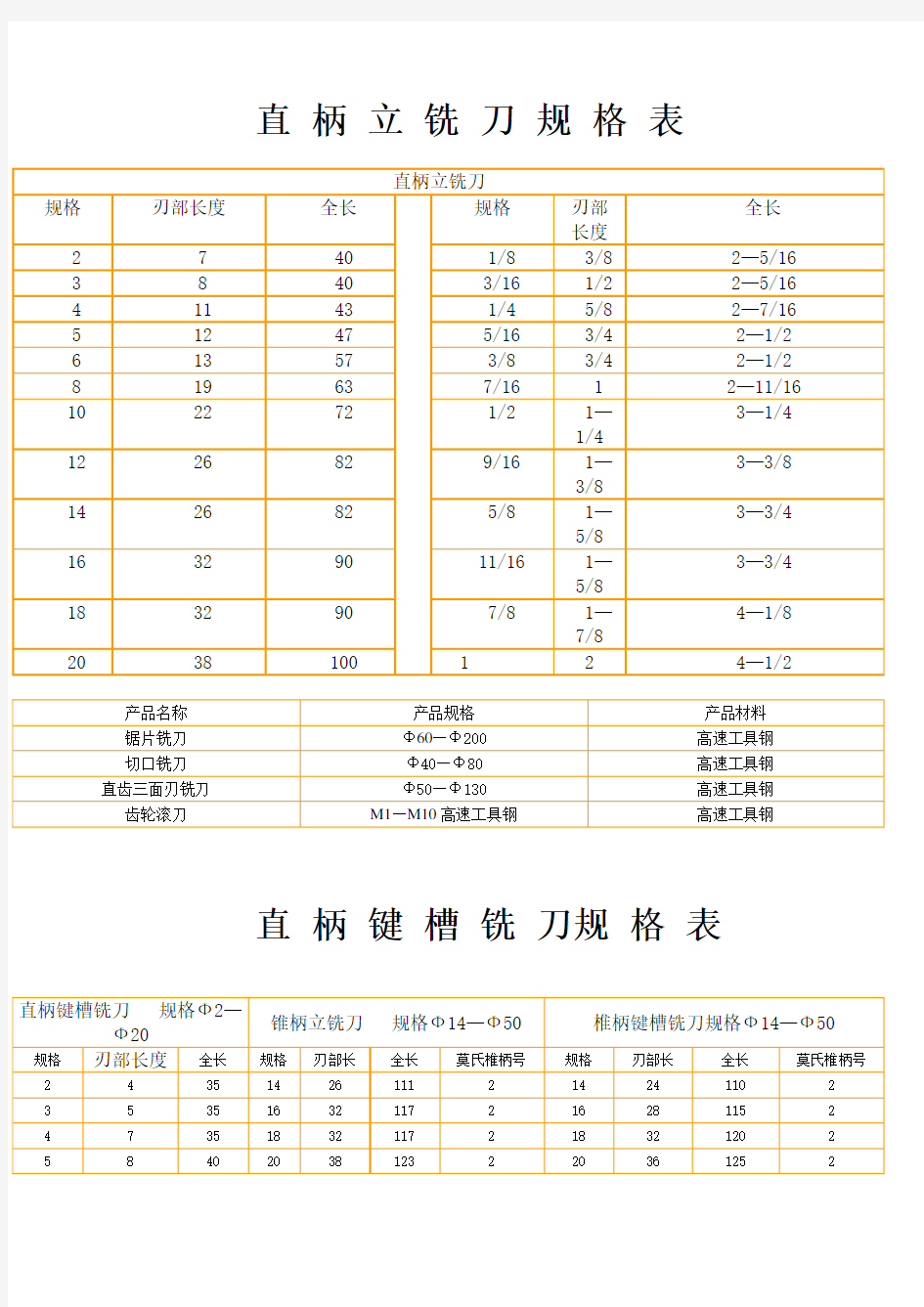
焊在刀体上。③镶齿式:刀齿用机械夹固的方法紧固在刀体上。这种可换的刀齿可以是整体刀具材料的刀头也可以是焊接刀具材料的刀头。刀头装在刀体上刃磨的铣刀称为体内刃磨式;刀头在夹具上单独刃磨的称为体外刃磨式。④可转位式(见可转位刀具):这种结构已广泛用于面铣刀、立铣刀和三面刃铣刀等。 直柄立铣刀规格表 直柄立铣刀 规格刃部长度全长规格刃部长度全长 2 7 40 1/8 3/8 2—5/16 3 8 40 3/16 1/2 2—5/16 4 11 43 1/4 5/8 2—7/16 5 12 47 5/1 6 3/4 2—1/2 6 13 5 7 3/ 8 3/4 2—1/2 8 19 63 7/16 1 2—11/16 10 22 72 1/2 1—1/4 3—1/4 12 26 82 9/16 1—3/8 3—3/8 14 26 82 5/8 1—5/8 3—3/4 16 32 90 11/16 1—5/8 3—3/4 18 32 90 7/8 1—7/8 4—1/8 20 38 100 1 2 4—1/2 产品名称产品规格产品材料 锯片铣刀Ф60—Ф200 高速工具钢 切口铣刀Ф40—Ф80 高速工具钢 直齿三面刃铣刀Ф50—Ф130 高速工具钢 齿轮滚刀M1—M10高速工具钢高速工具钢 直柄键槽铣刀规格Ф2—Ф20 锥柄立铣刀规格Ф14—Ф50 椎柄键槽铣刀规格Ф14—Ф50 规格刃部长度全长规格刃部长全长莫氏椎柄号规格刃部长全长莫氏椎柄号 2 4 35 14 26 111 2 14 24 110 2 3 5 35 16 32 117 2 16 28 115 2 4 7 3 5 18 32 117 2 18 32 120 2 5 8 40 20 38 123 2 20 3 6 125 2 6 10 45 22 38 140 3 22 36 125 2 8 14 50 25 45 147 3 24 40 145 3 10 18 60 28 45 147 3 25 40 145 3 12 22 65 30 45 147 3 28 45 150 3 14 24 70 32 53 178 4 32 50 155 3 16 28 75 35 53 178 4 36 55 185 4 18 32 80 36 53 178 4 40 60 190 4 20 36 85 40 63 188 4 45 65 195 4 45 63 188 4 50 65 195 4 50 75 200 4
锥柄标准
主轴锥孔 加工中心的主轴锥孔通常分为两大类,即锥度为7:24的通用系统和1:10的HSK真空系统。 9 t4 n5 J; Z1 A7 Y P 一.7:24锥度的通用刀柄9 ` 锥度为7:24的通用刀柄通常有五种标准和规格,即NT(传统型)、DIN 69871(德国标准)、IS0 7388/1 (国际标准)、MAS BT(日本标准)以及ANSI/ASME(美国标准)。三维网技 NT型刀柄德国标准为DIN 2080,是在传统型机床上通过拉杆将刀柄拉紧,国内也称为ST;其它四种刀柄均是在加工中心上通过刀柄尾部的拉钉将刀柄拉紧。 目前国内使用最多的是DIN 69871型(即JT)和MAS BT 型两种刀柄。DIN 69871型的刀柄可以安装在DIN 69871型和ANSI/ASME主轴锥孔的机床上, IS0 7388/1型的刀柄可以安装在DIN 69871型、IS0 7388/1 和ANSI/ASME主轴锥孔的机床上,所以就通用性而言,IS0 7388/1型的刀柄是最好的。 (1)DIN 2080型(简称 NT或ST) DIN 2080是德国标准,即国际标准ISO 2583 ,是我们通常所说NT型刀柄,不能用机床的机械手装刀而用手动装刀。 (2) DIN 69871 型(简称JT、 DIN、DAT或DV)DIN 69871 型分两种,即DIN 69871 A/AD 型和 DIN 69871 B型,前者是中心内冷,后者是法兰盘内冷,其它尺寸相同三维|cad|机械|汽车|技术|catia|pro/e|ug|inventor|solidedge|solidworks|caxa; p8 K+ y# _9 o; I (3) ISO 7388/1 型(简称 IV或IT) 其刀柄安装尺寸与DIN 69871 型没有区别,但由于ISO 7388/1 型刀柄的D4值小于DIN 69871 型刀柄的D4值,所以将ISO 7388/1型刀柄安装在DIN 69871型锥孔的机床上是没有问题的,但将DIN 69871 型刀柄安装在ISO 7388/1型机床上则有可能会发生干涉。 (4) MAS BT 型(简称 BT) BT型是日本标准,安装尺寸与 DIN 69871、IS0 7388/1 及ANSI 完全不同,不能换用。 BT 型刀柄的对称性结构使它比其它三种刀柄的高速稳定性要好。 (5) ANSI B5.50型(简称 CAT)三维网技术论坛* F5 _* U/ G- r, p ANSI B5.50型是美国标准,安装尺寸与 DIN 69871、IS0 7388/1 类似,但由于少一个楔缺口,所以ANSI B5.50型刀柄不能安装在DIN69871和IS0 7388/1机床上,但 DIN 69871和IS0 7388/1 刀柄可以安装在ANSI B5.50型机床上。 二、 1:10的HSK真空刀柄) f/ c# L k! r9 K HSK真空刀柄的德国标准是DIN69873,有六种标准和规格,即HSK-A、 HSK-B、 HSK-C、 HSK-D、HSK-E和HSK-F,常用的有三种:HSK-A (带内冷自动换刀) 、 HSK-C (带内冷手动换刀) 和HSK-E(带内冷自动换刀,高速型)。三维,cad,机械,技术,汽 车,catia,pro/e,ug,inventor,solidedge,solidworks,caxa,时空,镇江1 r5 H3 S0 `- T8 y5 v& P. U. ^ 7:24的通用刀柄是靠刀柄的7:24锥面与机床主轴孔的7:24锥面接触定位连接的,在高速加工、连接刚性和重合精度三方面有局限性。HSK真空刀柄靠刀柄的弹性变形,不但刀柄的1:10锥面与机床主轴孔的1:10锥面接触,而且使刀柄的法兰盘面与主轴面也紧密接触, 这种双面接触系统在高速加工、连接刚性和重合精度上均优于7:24的HSK刀柄有A型、B 型、C型、D型、E型、F型等多种规格,其中常用于加工中心(自动换刀)上的有A型、E型和F型。三维|cad|机械|汽车|技术 |catia|pro/e|ug|inventor|solidedge|solidworks|caxa/ R$ p+ |, y- D# L$ ]3 A: J! n A型和E型的最大区别就在于:
莫氏锥度的详细介绍
莫氏锥度的公称直径或叫外锥大径基本尺寸指的是什么? 很奇怪 锥度就是锥度难道这个姓莫的发明了另外一种锥度的表示体系?难道用莫氏锥度的地方就不能用公制锥度表示?? 莫氏锥度是指一组特定的锥度,只是一组数据,数据很普通,但是被赋予了超出数值的更多含义。就像π一样,只是无数数字中的一个,但是只有它叫π。下面是摘抄的资料。 莫氏锥度莫氏锥度是一个锥度的国际标准,用于静配合以精确定位。由于锥度很小,利用摩擦力的原理,可以传递一定的扭距,又因为是锥度配合,所以可以方便的拆卸。在同一锥度的一定范围内,工件可以自由的拆装,同时在工作时又不会影响到使用效果,比如钻孔的锥柄钻,如果使用中需要拆卸钻头磨削,拆卸后重新装上不会影响钻头的中心位置。 莫氏锥度,有0,1,2,3,4,5,6共七个号,锥度值有一定的变化,每一型号公称直径大小分别为9.045,12.065,17.78,23.825,31.267,44.399,63.348。主要用于各种刀具(如钻头、铣刀)各种刀杆及机床主轴孔锥度。 莫氏锥度又分为长锥和短锥,长锥多用于主动机床的主轴孔,短锥用于机床附件和机床 连接孔,莫氏短锥有,B12,B16,B18,B22,B24六个型号,他们是根据莫氏长锥1,2,3号缩短而来,例如B10和B12是莫氏长锥1号的大小两端,一般机床附件根据大小和所需传动扭矩选择使用的短锥,如常用的钻夹头1-13毫米通常都是采用B16的短锥孔. 公制锥度,以大端直径标注.主要用于较大主轴锥度,刀套,刀杆 号数锥度C 外锥大径基本尺寸D 0 1:19.212 9.045 1 1:20.047 12.065 2 1:20.020 17.78 3 1:19.922 23.825 4 1:19.254 31.267 5 1:19.002 44.399 6 1:19.180 63.348 锥度C与圆锥角α的关系为: C=2Xtg(α/2)
莫氏锥度表
莫氏锥度表 莫氏圆锥量规用于检查机床与工具圆锥孔和圆锥柄的锥度和尺寸的正确性,莫氏量规分A型不带扁尾和B型带扁尾两种型式,精度等级分为1、2、3级。 不带扁尾莫氏圆锥工作环规A型927 Morse taper working ring gauge without flat tail,type A 927 编号 Ltem 规格 Specificaltions 锥度值 Taper 质量 Weight(Kg) 927-01 0 1:19.212 0.058 927-02 1 1:20.047 0.110 927-03 2 1:20.020 0.240 927-04 3 1:19.922 0.450 927-05 4 1:19.254 0.830 927-06 5 1:19.002 2.100 927-07 6 1:19.180 5.300 不带扁尾莫氏圆锥工作塞规A型928 Morse taper working plug gauge without flat tail,type A 928 编号 Ltem 规格 Specificaltions 锥度值 Taper 质量 Weight(Kg) 928-01 0 1:19.212 0.054 928-02 1 1:20.047 0.104 928-03 2 1:20.020 0.251 928-04 3 1:19.922 0.499 928-05 4 1:19.254 0.921 928-06 5 1:19.002 2.10 928-07 6 1:19.180 5.00 锥度1:50,请问什么叫锥度: 锥度:是等腰三角形的底边比高。表示线段延长后形成一只等腰三角形,它的底边为1、高度为50. 斜度是:等腰三角形1/2底边比高。也是锥度的半角。1:50的锥度用斜度表是1:100. 锥度1:50用角度表是1.145877395度 斜度1:100是0.572938697度
直柄立铣刀、键槽铣刀、锥柄立铣刀规格表
直柄立铣刀规格表 直柄键槽铣刀规格表
锥柄铣刀规格表
莫氏錐柄立銑刀”加长铣刀 山東工具製造有限公司 總長切削刃長度 齒數 刃徑尺寸L l 莫氏錐柄號Z d標準型長型 標準型長型 粗齒中齒細齒 I II I II 683941324 --134- 7861001630
8 891081938 9 10 921152245 115 1296123 2653 14111138 16 11714832632 18 6 20123160 3875 22140177 25 14719245903 28 155208 32 4 178201231254 53106 155-208-3 36 178201231254 4 188211250273468 40 5 221249283311 63125 1882112502734 45 2212492833115 2002232752984 50 5 233261308336 75150 2002232752984 56 233261308336 6810 5 6324827633836690180
直柄立銑刀加长铣刀(一)产品名称:整体硬质合金涂层立铣刀。(二)适合加工材质:压铸钢、钢件、铸件、磨具钢、铝合金、钛合金、镍合金、铜合金、不锈钢模具、45#钢等。 三)主要用途:适用于工件槽切屑、侧切屑、粗加工等 WC:88 CO:10 抗弯强度:3600 硬度:粒度:建议切削30°—45°之间的材料
刃径柄径刃长全长单价备注 34127525 无44157525 56207536 税66247536 价88287556 341210029 441610029 562010040 662410040 883210061 10104010089 121240100116 664515061 885015089 101055150134 121260150174 161665150285 202075150410
立铣刀参数
立铣刀参数 铣刀种类及直径代木铝钢铜 转速S 进给F 转速S 进给F 转速S 进给F 转速S 进给F 立铣刀0.5 3500 1000 3500 1000 3500 1000 3500 1000 立铣刀 1 3500 1000 3500 500 3500 500 3500 500 立铣刀 2 3500 1600 3500 1500 3500 1000 3200 800 立铣刀 4 3300 2000 3500 2000 3500 1500 3200 1600 立铣刀 6 3200 2000 3500 2800 3500 1800 3000 2000 立铣刀8 3000 2000 3000 2800 2800 1800 2800 2200 立铣刀10 2800 2000 2700 2800 2500 1800 2500 2000 立铣刀12 2000 2800 2000 3000 1800 2500 2200 2000 立铣刀16 1000 2000 1600 2000 1300 2000 1800 1800 立铣刀20 900 1200 800 1800 750 1000 700 1000 立铣刀25 850 1000 750 1100 700 900 700 950 球头立铣刀0.5 3500 6000 3500 6000 3500 1000 3500 1000 球头立铣刀 1 3500 6000 3500 3500 3500 300 3500 3500 球头立铣刀 2 3500 6000 3500 1000 3500 600 3500
1000 球头立铣刀 3 3500 6000 3500 1000 3500 800 3500 1500 球头立铣刀 4 3500 6000 3500 1000 3500 800 3200 1000 球头立铣刀 6 3500 6000 3500 800 3500 800 3000 1000 最佳答案常用計算公式 一、三角函數計算 1.tanθ=b/a θ=tan-1b/a 2.Sinθ=b/c Cos=a/c 二、切削刃上选定点相对于工件的主运动的瞬时速度。 2.1 铣床切削速度的計算 Vc=(π*D*S)/1000 Vc:線速度(m/min) π:圓周率(3.14159) D:刀具直徑(mm) 例題. 使用Φ25的銑刀Vc為(m/min)25 求S=?rpm Vc=πds/1000 25=π*25*S/1000 S=1000*25/ π*25
铣刀规格表 铣刀种类及用途图解
铣刀规格表铣刀种类及使用技巧 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、数控系统、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展 【铣刀知识】铣刀规格表铣刀种类及用途图解铣刀怎么用 铣刀规格表 1、锯片铣刀:材料为高速工具钢,规格Ф60—Ф200 2、切口铣刀:材料高速工具钢,规格Ф40—Ф80 3、直齿三面刃铣刀:规格Ф50—Ф130 4、齿轮滚刀:规格M1—M10 5、直柄键槽铣刀:规格Ф2—Ф20 6、锥柄立铣刀:规格Ф14—Ф50 7、椎柄键槽铣刀:规格Ф14—Ф50 铣刀种类及用途图解 1、按用途分 (1)圆柱形铣刀:用于卧式铣床上加工平面。刀齿分布在铣刀的圆周上,按齿形分为直齿和螺旋齿两种。按齿数分粗齿和细齿两种。螺旋齿粗齿铣刀齿数少,刀齿强度高,容屑空间大,适用于粗加工;细齿铣刀适用于精加工。 (2)面铣刀:用于立式铣床、端面铣床或龙门铣床上加工平面端面和圆周上均有刀齿也有粗齿和细齿之分。其结构有整体式、镶齿式和可转位式3种。
(3)立铣刀:用于加工沟槽和台阶面等,刀齿在圆周和端面上,工作时不能沿轴向进给。当立铣刀上有通过中心的端齿时可轴向进给。 (4)三面刃铣刀:用于加工各种沟槽和台阶面其两侧面和圆周上均有刀齿。 (5)角度铣刀:用于铣削成一定角度的沟槽,有单角和双角铣刀两种。 (6)锯片铣刀:用于加工深槽和切断工件,其圆周上有较多的刀齿。为了减少铣切时的摩擦刀齿两侧有15′-1°的副偏角。此外还有键槽铣刀、燕尾槽铣刀、T形槽铣刀和各种成形铣刀等。 2、按结构分 (1)整体式:刀体和刀齿制成一体。 (2)整体焊齿式:刀齿用硬质合金或其他耐磨刀具材料制成并钎焊在刀体上。 (3)镶齿式:刀齿用机械夹固的方法紧固在刀体上。这种可换的刀齿可以是整体刀具材料的刀头也可以是焊接刀具材料的刀头。刀头装在刀体上刃磨的铣刀称为体内刃磨式;刀头在夹具上单独刃磨的称为体外刃磨式。 (4)可转位式:这种结构已广泛用于面铣刀、立铣刀和三面刃铣刀等。 铣刀怎么用 1.铣刀平时存放时应分别排列在木板上或放置于塑胶盒中,避免与其他数控刀具或工具存放在一起而撞击受损。 2.使用锋利的铣刀做铣削加工,如发现钝化现象应立刻予以修磨,避免钝化后再继续使用,与工作物磨擦生热,而使刀齿产生退火,造成更严重的磨损。 3.装卸铣刀宜用抹布保护,以防伤及手或掉下使刀口受损。 4.铣削时,在开动机器前应使铣刀与工作物充分分离,避免因撞击工作物而损坏刀具。 5.铣刀须顺向转动,切忌逆转,否则容易使铣刀钝化或断裂。
莫氏锥度的国际标准
莫氏锥度是一个锥度的国际标准,用于静配合以精确定位。由于锥度很小,可以传递 一定的扭距,又因为又锥度,又便于拆卸。利用的就是摩擦力的原理,在一定的锥度范围内,工件可以自由的拆装,同时在工作时又不会影响到使用效果,比如钻孔的锥柄 钻.在锥柄上好后,钻头可以将工件钻出需要的孔,而锥柄处不会出现转动现象. 莫氏锥度,有0,1,2,3,4,5,6共七个号,主要用于各种刀具(如钻头、铣刀)各 种刀杆及主轴锥度. 公制锥度,以大端直径标注.主要用于较大主轴锥度,刀套,刀杆 号数锥度C 外锥大径基本尺寸D 0 1:19.212 9.045 1 1:20.047 12.065 2 1:20.020 17.78 3 1:19.922 23.825 4 1:19.254 31.267 5 1:19.002 44.399 6 1:19.180 63.348 锥度C与圆锥角α的关系为: C=2Xtg(α/2) MT0 1:19.212 MT1 1:20.047 MT2 1:20.020 MT3 1:19.922 MT4 1:19.254 MT5 1:19.002 MT6 1:19.180 用莫氏锥孔,是因为莫氏锥孔的锥度在3度左右,定心好,有自锁性能。 车床常用卡盘装夹工件,但中小型车床主轴的端头,一样制作有莫氏锥孔。 第一个用处,是用来安装心轴,检测机床精度用; 第二个用处,在制作一些需要精确重复定位的夹具时,作为定位基准; 第三,在扩大车床的使用范围时,当然也能直接装卡刀具 莫氏锥度: 号数锥度C 外锥大径基本尺寸D 0 1:19.212 9.045 1 1:20.047 12.065
铣床刀柄有几种规格【大全】
铣床刀柄规格大全 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展. 普通立式铣床刀柄型号是,: 对于立式铣床的刀柄型号通常分为两种,一种是直柄型号铣刀,通常有直径20毫米以下的直柄铣刀。另一种是莫氏锥柄铣刀型号,分为三种型号莫氏锥度,通常以刀具的直径大小配备刀柄锥度,通常是直径12毫米——50毫米铣刀大小采用三种莫氏锥度型号。 莫氏锥柄铣刀: 用途:莫式锥柄立铣刀(粗齿)用于对平面、台阶、沟槽、及相互垂直平面进行粗加工。 特点及精度:该铣刀齿数少,容屑空间较大,适合于粗加工. 铣削特点: (1)生产率高铣削时铣刀连续转动,并且允许较高的铣削速度,因此具有较高的生产率。 (2)断续切削铣削时每个刀齿都在断续切削,尤其是端铣,铣削力波动大,故振动是不可避免的。当振动的频率与机床的固有频率相同或成倍数时,振动最为严重。另外,当高速铣削时刀齿还要经受周期性的冷、热冲击,容易出现裂纹和崩刃,使刀具耐用度下降。
(3)多刀多刃切削铣刀的刀齿多,切削刃的总长度大,有利于提高刀具耐用度和生产率,优点不少。但也存在下述两个方面的问题:一是刀齿容易出现径向跳动,这将造成刀齿负荷不等,磨损不均匀,影响已加工表面质量;二是刀齿的容屑空间必须足够,否则会损坏刀齿。 (4)铣削方式不同根据不同的加工条件,为提高刀具耐用度和生产率,可选用不同的铣削方式,如逆铣、顺铣或对称铣、不对称铣。 数控铣床(或立式加工中心)常用刀柄的选择 1、刀柄结构形式 数控机床刀具刀柄的结构形式分为整体式与模块式两种。整体式刀柄其装夹刀具的工作部分与它在机床上安装定位用的柄部是一体的。这种刀柄对机床与零件的变换适应能力较差。为适应零件与机床的变换,用户必须储备各种规格的刀柄,因此刀柄的利用率较低。模块式刀具系统是一种较先进的刀具系统,其每把刀柄都可通过各种系列化的模块组装而成。针对不同的加工零件和使用机床,采取不同的组装方案,可获得多种刀柄系列,从而提高刀柄的适应能力和利用率。 刀柄结构形式的选择应兼顾技术先进与经济合理: ①对一些长期反复使用、不需要拼装的简单刀具以配备整体式刀柄为宜,使工具刚性好,价格便宜(如加工零件外轮廓用的立铣刀刀柄、弹簧夹头刀柄及钻夹头刀柄等); ②在加工孔径、孔深经常变化的多品种、小批量零件时,宜选用模块式刀柄,以取代大量整体式镗刀柄,降低加工成本;
铣刀种类
按铣刀结构和安装方法可分为带柄铣刀和带孔铣刀。 (1)带柄铣刀带柄铣刀有直柄和锥柄之分。一般直径小于20mm的较小铣刀做成直柄。直径较大的铣刀 多做成锥柄。这种铣刀多用于立铣加工。 1)端铣刀由于其刀齿分布在铣刀的端面和圆柱面上,固多用于立式升降台铣床上加工平面,也可用于卧 式升降台铣床上加工平面。 2)键槽铣刀和T形槽铣刀它们是专门加工键槽和T形槽的。 3)燕尾槽铣刀专门用于铣燕尾槽。、 4)带孔铣刀带孔铣刀适用于卧式铣床加工,能加工各种表面,应用范围较广。 。 5)模数铣刀用来加工齿轮等。 铣刀,是用于铣削加工的、具有一个或多个刀齿的旋转刀具。工作时各刀齿依次间歇地切去工件的余量。铣刀主要用于在铣床上加工平面、台阶、沟槽、成形表面和切断工件等。 种类 铣刀按用途区分有多种常用的型式。
①圆柱形铣刀:用于卧式铣床上加工平面。刀齿分布在铣刀的圆周上,按齿形分为直齿和螺旋齿两种。按齿数分粗齿和细齿两种。螺旋齿粗齿铣刀齿数少,刀齿强度高,容屑空间大,适用于粗加工;细齿铣刀适用于精 加工。 ②面铣刀:用于立式铣床、端面铣床或龙门铣床上加工平面端面和圆周上均有刀齿也有粗齿和细齿之 分。其结构有整体式、镶齿式和可转位式3种。 ③立铣刀:用于加工沟槽和台阶面等,刀齿在圆周和端面上,工作时不能沿轴向进给。当立铣刀上有通过中心的端齿时可轴向进给。 ④三面刃铣刀:用于加工各种沟槽和台阶面其两侧面和圆周上均有刀齿。 ⑤角度铣刀:用于铣削成一定角度的沟槽,有单角和双角铣刀两种。 ⑥锯片铣刀:用于加工深槽和切断工件,其圆周上有较多的刀齿。为了减少铣切时的摩擦刀齿两侧有 15′~1°的副偏角。此外还有键槽铣刀、燕尾槽铣刀、T形槽铣刀和各种成形铣刀等。 铣刀的结构 分为4种。①整体式:刀体和刀齿制成一体。②整体焊齿式:刀齿用硬质合金或其他耐磨刀具材料制成并钎焊在刀体上。③镶齿式:刀齿用机械夹固的方法紧固在刀体上。这种可换的刀齿可以是整体刀具材料的刀头也可以是焊接刀具材料的刀头。刀头装在刀体上刃磨的铣刀称为体内刃磨式;刀头在夹具上单独刃磨的称为体外刃磨式。④可转位式(见可转位刀具):这种结构已广泛用于面铣刀、立铣刀和三面刃铣刀等。
直柄立铣刀规格
直柄立铣刀规格 铣刀,是用于铣削加工的、具有一个或多个刀齿的旋转刀具。工作时各刀齿依次间歇地切去工件的余量。铣刀主要用于在铣床上加工平面、台阶、沟槽、成形表面和切断工件等。 种类 铣刀按用途区分有多种常用的型式。 ①圆柱形铣刀:用于卧式铣床上加工平面。刀齿分布在铣刀的圆周上,按齿形分为直齿和螺旋齿两种。按齿数分粗齿和细齿两种。螺旋齿粗齿铣刀齿数少,刀齿强度高,容屑空间大,适用于粗加工;细齿铣刀适用于精加工。 ②面铣刀:用于立式铣床、端面铣床或龙门铣床上加工平面端面和圆周上均有刀齿也有粗齿和细齿之分。其结构有整体式、镶齿式和可转位式3种。 ③立铣刀:用于加工沟槽和台阶面等,刀齿在圆周和端面上,工作时不能沿轴向进给。当立铣刀上有通过中心的端齿时可轴向进给。 ④三面刃铣刀:用于加工各种沟槽和台阶面其两侧面和圆周上均有刀齿。 ⑤角度铣刀:用于铣削成一定角度的沟槽,有单角和双角铣刀两种。 ⑥锯片铣刀:用于加工深槽和切断工件,其圆周上有较多的刀齿。为了减少铣切时的摩擦刀齿两侧有15′~1°的副偏角。此外还有键槽铣刀、燕尾槽铣刀、T形槽铣刀和各种成形铣刀等。 铣刀的结构 分为4种。①整体式:刀体和刀齿制成一体。②整体焊齿式:刀齿用硬质合金或其他耐磨刀具材料制成并钎焊在刀体上。③镶齿式:刀齿用机械夹固的方法紧固在刀体上。这种可换的刀齿可以是整体刀具材料的刀头也可以是焊接刀具材料的刀头。刀头装在刀体上刃磨的铣刀称为体内刃磨式;刀头在夹具上单独刃磨的称为体外刃磨式。④可转位式(见可转位刀具):这种结构已广泛用于面铣刀、立铣刀和三面刃铣刀等。 直柄立铣刀规格表 直柄立铣刀 规格刃部长度全长规格刃部长度全长 27401/83/82—5/16 38403/161/22—5/16 411431/45/82—7/16 512475/163/42—1/2 613573/83/42—1/2 819637/1612—11/16 1022721/21—1/43—1/4 1226829/161—3/83—3/8 1426825/81—5/83—3/4 16329011/161—5/83—3/4 1832907/81—7/84—1/8
常用铣刀种类及规格选用
铳刀,是用于铳削加工的、具有一个或多个刀齿的旋转刀具。工作时各刀齿依次间歇地切去 工件的余量。铳刀主要用于在铳床上加工平面、台阶、沟槽、成形表面和切断工件等。 种类 铳刀按用途区分有多种常用的型式。 ①圆柱形铳刀:用于卧式铳床上加工平面。刀齿分布在铳刀的圆周上,按齿形分为直齿和螺 旋齿两种。按齿数分粗齿和细齿两种。螺旋齿粗齿铳刀齿数少,刀齿强度高,容屑空间大,适用 于粗加工;细齿铳刀适用于精加工。 ②面铳刀:用于立式铳床、端面铳床或龙门铳床上加工平面端面和圆周上均有刀齿也有粗 齿和细齿之分。其结构有整体式、镶齿式和可转位式3种。 ③立铳刀:用于加工沟槽和台阶面等,刀齿在圆周和端面上,工作时不能沿轴向进给。当立铳刀上有通过中心的端齿时可轴向进给。 ④三面刃铳刀:用于加工各种沟槽和台阶面其两侧面和圆周上均有刀齿。 ⑤角度铳刀:用于铳削成一定角度的沟槽,有单角和双角铳刀两种。 ⑥锯片铳刀:用于加工深槽和切断工件,其圆周上有较多的刀齿。为了减少铳切时的摩擦刀 齿两侧有15 '~1。的副偏角。此外还有键槽铳刀、燕尾槽铳刀、T形槽铳刀和各种成形铳刀 等。 铳刀的结构 分为4种。①整体式:刀体和刀齿制成一体。②整体焊齿式:刀齿用硬质合金或其他耐磨刀具材料制成并钎焊在刀体上。③镶齿式:刀齿用机械夹固的方法紧固在刀体上。这种可换的 刀齿可以是整体刀具材料的刀头也可以是焊接刀具材料的刀头。刀头装在刀体上刃磨的铳刀 称为体内刃磨式;刀头在夹具上单独刃磨的称为体外刃磨式。④可转位式(见可转位刀具):这
种结构已广泛用于面铳刀、立铳刀和三面刃铳刀等。
直柄立铣刀规格表
莫氏锥度号
莫氏锥度号标准尺寸 莫氏锥度号锥度(2tgα)大端直径D圆锥角2α斜角α斜度(tgα)3#1:19.922=0.05020¢23.8252°52'32"1°26'16"0.0251 4#1:19.254=0.05194¢31.2672°58'31"1°29'15"0.026 5#1:19.002=0.05263¢44.3993°00'53"1°20'26"0.0263 莫氏圆锥锥度D(max)C(max)d(max)E(max)F G H J K 019.212:19.04556.559.510.564133.91°29'27" 120.047:112.0656265.513.58.751.23.55.21°25'43" 220.020:117.78075801613.561.656.31°25'50" 319.922:123.82594992018.57257.91°26'16" 419.254:131.267117.51242424.582.56.511.91°29'15" 519.002:144.399149.51562935.71036.515.91°20'26" 619.180:163.34821021840511348191°29'36" 7-83.058285.75294.134.9--19.05-191°29'25莫氏锥度: 号数锥度C外锥大径基本尺寸D 01:19.2129.045 11:20.04712.065 21:20.02017.78 31:19.92223.825 41:19.25431.267 51:19.00244.399 61:19.18063.348 锥度C与圆锥角α的关系为: C=2×tg(α/2)
带莫氏锥柄的铣刀杆尺寸
带莫氏锥柄的铣刀杆尺寸 1 范围 本部分规定了带端键传动的莫氏锥柄的铣刀杆型式和尺寸、材料与硬度、标记示例、标志和包装等基本要求。 本部分适用于带莫氏锥柄的铣刀杆。 2 规范性引用文件 下列文件中对于本部分的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本部分。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本部分。 GB/T 1184 形状和位置公差未注公差值(GB/T 1184-1996,ISO 2768-2:1989,EQV) GB/T 1443 机床和工具柄用自夹圆锥(GB/T 1443-1996,ISO 296:1991,EQV) GB/T 1804 一般公差未注公差的线性和角度尺寸的公差(GB/T 1804-2000,ISO 2768-1:1989,EQV) GB/T 4133 莫氏圆锥的强制传动型式及尺寸(GB/T 4133-1984,ISO 5413:1976,EQV) GB/T 20329 端键传动的铣刀和铣刀刀杆上刀座的互换尺寸(GB/T 20329-2006,ISO 2780:1986,IDT) 3 尺寸 3.1 一般规定 所有尺寸和公差均以毫米为单位,未注公差按 GB/T 1804 的“m”级和 GB/T 1184 的“k”级。 铣刀刀杆上刀座的互换尺寸符合 GB/T 20329。锁紧铣刀螺纹孔的尺寸按 GB/T 20329。莫氏圆锥的尺寸分别按 GB/T 1443 和 GB/T 4133。 3.2 带莫氏锥柄的铣刀杆 带莫氏锥柄的铣刀杆型式尺寸如图1所示,由表1给出。 说明: 1 莫氏圆锥的尺寸分别按 GB/T 1443 和 GB/T 4133 。 a 不能凸。 注:图1是示意图,不是详细的设计图。 图1 带莫氏锥柄的铣刀杆 3
铣刀的种类及选择
https://www.wendangku.net/doc/805194300.html,/ https://www.wendangku.net/doc/805194300.html,/ 铣刀的种类及选择 铣刀为多齿回转刀具,其每一个刀齿都相当于一把车刀固定在铣刀的回转面上。铣削时同时参加切削的切削刃较长,且无空行程,Vc也较高,所以生产率较高。铣刀种类很多,结构不一,应用范围很广,按其用途可分为加工平面用铣刀、加工沟槽用铣刀、加工成形面用铣刀等三大类。通用规格的铣刀已标准化,一般均由专业工具厂生产。现介绍几种常用铣刀的特点及其适用范围。 1.圆柱铣刀 圆柱铣刀如如下。它一般都是用高速钢制成整体的,螺旋形切削刃分布在圆柱表面上,没有副切削刃,螺旋形的刀齿切削时是逐渐切人和脱离工件的,所以切削过程较平稳。主要用于卧式铣床上加工宽度小于铣刀长度的狭长平面。 根据加工要求不同,圆柱铣刀有粗齿、细齿之分,粗齿的容屑槽大,用于粗加工,细齿用于精加工。铣刀外径较大时,常制成镶齿的。 2.面铣刀 面铣刀,主切削刃分布在圆柱或圆锥表面上,端面切削刃为副切削刃,铣刀的轴线垂直于被加工表面。按刀齿材料可分为高速钢和硬质合金两大类,多制成套式镶齿结构,刀体材料为40Cr。 高速钢面铣刀按国家标准规定,直径d=80~250mm,螺旋角β=10°,刀齿数Z=10~26。 硬质合金面铣刀与高速钢铣刀相比,铣削速度较高、加工表面质量也较好,并可加工带有硬皮和淬硬层的工件,故得到广泛应用。硬质合金面铣刀按刀片和刀齿的安装方式不同,可分为整体式、机夹一焊接式和可转位式三种。
面铣刀主要用在立式铣床或卧式铣床上加工台阶面和平面,特别适合较大平面的加工,主偏角为90°的面铣刀可铣底部较宽的台阶面。用面铣刀加工平面,同时参加切削的刀齿较多,又有副切削刃的修光作用,使加工表面粗糙度值小,因此可以用较大的切削用量,生产率较高,应用广泛。 3.立铣刀 立铣刀是数控铣削中最常用的一种铣刀,其结构,圆柱面上的切削刃是主切削刃,端面上分布着副切削刃,主切削刃一般为螺旋齿,这样可以增加切削平稳性,提高加工精度。由于普通立铣刀端面中心处无切削刃,所以立铣刀工作时不能作轴向进给,端面刃主要用来加工与侧面相垂直的底平面。 为了改善切屑卷曲情况,增大容屑空间,防止切屑堵塞,刀齿数比较少,容屑槽圆弧半径则较大。一般粗齿立铣刀齿数Z=3~4,细齿立铣刀齿数Z=5~8,套式结构Z=10~20,容屑槽圆弧半径r=2~5mm。当立铣刀直径较大时,还可制成不等齿距结构,以增强抗振作用,使切削过程平稳。 标准立铣刀的螺旋角β为40°~45°(粗齿)和30°~35°(细齿),套式结构立铣刀的β为15°~25°。 直径较小的立铣刀,一般制成带柄形式。φ2~φ71mm的立铣刀为直柄; φ6~φ63mm的立铣刀为莫氏推柄;φ25~80mm的立铣刀为带有螺孔的7:24 锥柄,螺孔用来拉紧刀具。直径大干φ40~φ160mm的立铣刀可做成套式结构。 立铣刀主要用于加工凹槽,台阶面以及利用靠模加工成形面。另外有粗齿大螺旋角立铣刀、玉米铣刀、硬质合金波形刃立铣刀等,它们的直径较大,可以采用大的进给量,生产率很高。 4.三面刃铣刀 三面刃铣刀,可分为直齿三面刃和错齿三面刃。它主要用在卧式铣床上加工台阶面和一端或二端贯穿的浅沟槽。三面刃铣刀除圆周具有主切削刃外,两侧面https://www.wendangku.net/doc/805194300.html, https://www.wendangku.net/doc/805194300.html,
2铣刀的种类和结构特点
铣刀的种类和结构特点 铣刀的种类很多(大部分已经标准化),其分类方法也很多,下面是几种通常的分类方法和常用的铣刀。 按铣刀切削部分的材料分类:高速钢铣刀、硬质合金铣刀、特殊材料刀具、涂层刀具等。 高速钢铣刀有整体的和镶齿的两种一般形状较复杂的铣刀都是整体高速钢铣刀. 硬质合金铣刀、陶瓷刀具以及超硬材料刀具大多数不是整体的,将硬质合金刀片以焊接或机械夹固的方式镶装在铣刀刀体上,如硬质合金立铣刀、三面刃铣刀等。 按铣刀的刀齿结合方式分类:整体铣刀、镶齿铣刀及特殊形式铣刀等。 整体铣刀是指铣刀的切削部分,装夹部分及刀体成一整体。这类铣刀可用高速钢整料制成,也可用高速钢制造切削部分,用结构钢制造刀体部分,然而焊接成一整体,直径不大的立铣刀、三面刃铣刀、锯片铣刀都采用这种结构. 镶齿铣刀可分为焊接式和机夹式。机夹式根据刀体结构不同,可分为可转位和不转位。 不转位的如高速钢镶齿铣刀的刀体用结构钢,刀齿是高速钢,刀体和刀齿利用尖齿形槽镶嵌在—起。 直径较大的三面刃高速钢铣刀和高速钢套式面铣刀,一般都采用这种结构。
可转位铣刀是用机械夹固的方式把硬质合金刀片或其它刀具材料安装在刀体上,因而保持了刀片的原有性能。 刀刃磨损后,可将刀片转过一个位置继续使用。这种刀具节省了材料,节省了刃磨时间,提高了生产效率。 特殊型式铣刀有复合刀具、可逆攻螺纹刀具等等。 按刀齿齿背的形式分类:(见图1-4-3)尖齿铣刀、铲齿铣刀。 尖齿铣刀的刀齿截面上,齿背是由直线或折线组成,如图1-4-3(b)所示。这类铣刀齿刃锋利,刃磨方便,制造比较容易,生产中常用的二面刃铣刀、圆柱铣刀等都是尖齿铣刀。 铲齿铣刀的刀齿截面上,齿背是阿基米德螺线,齿背必须在铲齿机床上铲出。如图1-4-3(a)所示。这类铣刀刃磨后,只要前角不变,齿形也不变。由于铲齿铣刀前角小,因此切削性能差。成形铣刀为了保证刃磨后齿形不变,一般都采用铲齿结构。 图1-4-3 铣刀刀齿的结构形式 (a) 铲齿铣刀的刀背截面(b)尖齿铣刀的刀背截面 按铣刀的安装方式分类:带孔铣刀、带柄铣刀。 带孔铣刀是采用孔安装的铣刀称为带孔铣刀,如三面刃铣刀、圆柱铣刀等。
铣刀的种类及应用
铣刀的种类及应用 一、铣刀的来历 铣刀即为具有圆柱体外形,并在圆周及底部带有切削刃,使其进行旋转运动来切削加工工件的切削刀具。 铣刀来源于刨刀。刨刀上只有一面有刀刃,刨刀在来回走动时,也只有一面有切削作用,那么刨刀回来的时间就完全浪费掉了。刨刀的刀刃很窄,因此其加工的效率很低。人们为了克服这一缺点,就将其进行改进,办法就是将刨刀装在一根轴上,使其快速旋转,让工件慢慢从下面走过,这样就节省了时间,这就是原始的铣刀,也叫做单刃铣刀。经过长期的发展,才有了现在各式各样的铣刀。 二、铣刀的分类 1、圆柱形铣刀 用于卧式铣床上加工平面。刀齿分布在铣刀的圆周上,按齿形分为直齿和螺旋齿两种。按齿数分粗齿和细齿两种。螺旋齿粗齿铣刀齿数少,刀齿强度高,容屑空间大,适用于粗加工;细齿铣刀适用于精加工。 2、面铣刀 用于立式铣床、端面铣床或龙门铣床上加工平面,端面和圆周上均有刀齿,
也有粗齿和细齿之分。其结构有整体式、镶齿式和可转位式 3种。 3、立铣刀 用于加工沟槽和台阶面等,刀齿在圆周和端面上,工作时不能沿轴向进给。当立铣刀上有通过中心的端齿时,可轴向进给。 4、三面刃铣刀 用于加工各种沟槽和台阶面,其两侧面和圆周上均有刀齿。 5、角度铣刀 用于铣削成一定角度的沟槽,有单角和双角铣刀两种。 6、锯片铣刀 用于加工深槽和切断工件,其圆周上有较多的刀齿。为了减少铣切时的摩擦,
刀齿两侧有15′~1°的副偏角。此外,还有键槽铣刀、燕尾槽铣刀、T形槽铣刀和各种成形铣刀等。 7、T形铣刀 用来铣T形槽。 三、各种铣刀简介 1、圆柱形铣刀 (1)生产率高铣削时铣刀连续转动,并且允许较高的铣削速度,因此具有较高的生产率。 (2)连续切削铣削时每个刀齿都在连续切削,尤其是端铣,铣削力波动大,故振动是不可避免的。当振动的频率与机床的固有频率相同或成倍数时,振动最为严重。另外,当高速铣削时刀齿还要经过周期性的冷热冲击,容易出现裂纹和崩刃,使刀具耐用度下降。 (3)多刀多刃切削铣刀的刀齿多,切削刃的总长度大,有利于提高刀具的耐用度和生产率,优点不少。但也存在下述两个方面的问题:一是刀齿容易出现径向跳动,这将造成刀齿负荷不等,磨损不均匀,影响已加工表面质量;二是刀齿的容屑空间必须足够,否则会损害刀齿 (4)铣削方式不同根据不同的加工条件,为提高刀具的耐用度和生产率,可选用不同的铣削方式,如逆铣、顺铣或对称铣、不对称铣 2、面铣刀 (1)面铣刀(也有称之为端铣刀)的主要用途是:加工较大面积的平面。
数控刀具国家标准
数控刀具国家标准 一、可转位刀具刀片型号编制标准 1.可转位车刀型号表示规则 GB/T5343.1,它等效采用ISO5680-1989。它适用于可转位外圆车刀、端面车刀、防形车刀及拼装复合刀具的模块刀头的型号编制。其型号也是由按规定顺序排列的一组字母和数字代号所组成。 2.可转位带孔铣刀型号表示规则 它是在ISO7406-1986的基础上制订的。它适用于可转位面铣刀、三面刃(槽)铣刀、套式立铣刀及圆柱形铣刀型号的编制。其型号由11个号位组成(面铣刀只有10个号位,没有第11个号位)。前1~4号位表明刀体的特征。波折号后边的号位表示刀片装夹方式和刀片特征。 3.可转位带柄铣刀型号表示规则 它是在国际标准ISO7848-1986的基础上制订的。它的型号也由11个号位组成。其中有5个号位表示刀体的特征,两个号位表示柄部的特征,另外4个号位则表示刀片的装夹方法及其切削刃长度的特征。 4.可转位刀片型号表示规则 GB2076-87,等效ISO1832-85,国内外硬质合金厂生产的切削用可转位刀片(包括车刀片和铣刀片)的型号都符合这个标准。它是由给定意义的字母和数字代号,按一定顺序排列的十个号位组成。其中第8和第9个号位分别表示切削刃截面形状和刀片切削方向,只有在需要的情况下才予标出。 二.可转位刀片标准 1. GB2079-87(代替GB2079-80)无孔的硬质合金可转位刀片:此标准等采用国际标准ISO0883-1995。标准中规定了TNUN、TNGN、TPUN、TPGN、SNUN、SNGN、SPUN、SPGN、TPUR、TPMR、SPUR、SPMR共12种类型刀片的系列尺寸。 2. GB2077-87(代替GB2077-80)硬质合金可转位刀片圆角半径:此标准等效采用国际标准ISO3286-1976。标准规定刀尖圆角半径rε的尺寸系列为0.2、0.4、0.8、1.6、2.0、2.4、 3.2mm。 3. GB2078-78(代替GB2078-80)带圆孔的硬质合金可转位刀片:此标准等效采用国际标准ISO3364-1985。标准中规定了TNUM、TNMM、TNUG、TNMG、TNUA、TNMA、ENUM、FNMM、WNUM、SNUM、SNMM、SNUG、SNMG、SNUA、SNMA、CNUM、CNMM、CNUG、CNMG、CNUA、CNMA、DNUM、DNMM、DNUG、DNMG、DNUA、DNMA、VNUM、VNMM、VNUG、VNMG、VNUA、VNMA、RNUM、RNMM共36种类型的带圆孔硬质合金刀片尺寸系列。
- 硬质合金螺旋齿立铣刀 第3部分:莫氏锥柄立铣刀型式和尺寸(标准
- 可转位立铣刀 第2部分:莫氏锥柄立铣刀(标准状态:现行)
- 铣刀种类及规格含图)
- 铣刀种类及规格(含图)
- 铣刀规格表 铣刀种类及用途图解
- 加工中心常用刀柄类型及其使用场合
- 带莫氏锥柄的铣刀杆尺寸
- 常用铣刀种类及规格选用
- 短莫氏锥柄立铣刀(标准状态:废止)
- 直柄立铣刀规格
- 加工中心常用刀柄的类型及使用场合
- 铣刀种类及规格(含图)
- 直柄立铣刀、键槽铣刀、锥柄立铣刀规格表
- 铣刀规格
- 直 柄 立 铣 刀 规 格 表
- 常用铣刀种类及规格选用
- 铣床刀柄有几种规格【大全】
- 直柄立铣刀、键槽铣刀、锥柄立铣刀规格表
- 直柄立铣刀、键槽铣刀、锥柄立铣刀规格表
- 立铣刀基础知识