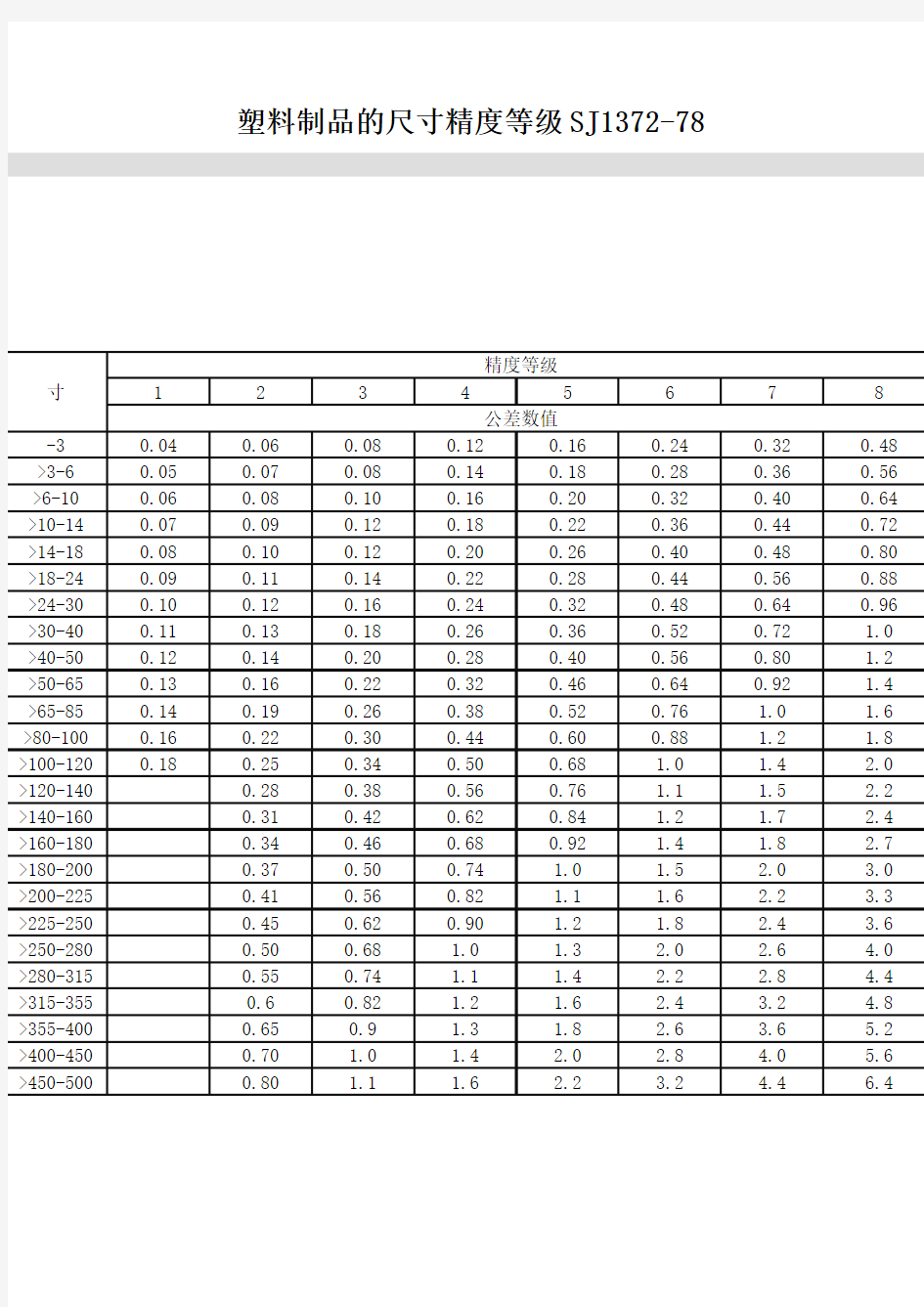
塑料制品的尺寸精度等级SJ1372-78

塑料制品的尺寸精度等级SJ1372-78
注:1、本标准的精度等级分成1-8共8个等级。
2、本标准只规定公差,而基本尺寸的上下偏差可按需要分配。
3、未注公差尺寸,建议采用本标准8级精度公差。
4、标准丈量温度18-22度,相对湿度60%-70%(在制品成形24H后丈量)。
塑料制品精度等级的选用
未注公差等级和标准差表
未注公差等级 根据国标GB/T 1804-2000<<一般公差未注公差的线性和角度尺寸的公差>> 线性尺寸,我司决定选用等级(m)为未注公差等级的加工尺寸与角度的公差。对未注公差的检验与控制要求,按GB/T1804-2000。 表1 线性尺寸的极限偏差数值mm
表2 倒圆半径和倒角高度尺寸的极限偏差数值mm
表3给出了角度尺寸的极限偏差数值,其值按角度短边长度确定.对圆锥角按圆锥素线长度确定。 表3 角度尺寸的极限偏差数值
未注尺寸公差按GB/T1804-m 线性尺寸的极限偏差数值(GB/T1804-2000)(mm) 公差等级基本尺寸分段 0.5~3 >3~6 >6~30 >30~120 >120~400 >400~1000 >1000~2000 精密 f ±0.05 ±0.05 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5 中等 m ±0.1 ±0.1 ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 粗糙 e ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 ±3 最粗 v -- ±0.5 ±1 ±1.5 ±2.5 ±4 ±6 倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000) mm 公差等级基本尺寸分段 0.5~3 >3~6 >6~30 >30 精密 f ±0.2 ±0.5 ±1 ±2
中等 m 粗糙 e ±0.4 ±1 ±2 ±4 最粗 v 角度尺寸的极限偏差数值(GB/T1804-2000) 公差等级基本尺寸分段 ~10 >10~50 >50~120 >120~400 >400 精密 f ±1o ±30′±20′±10′±5′ 中等 m 粗糙 e ±1o30′ ±1o ±30′±20′±10′ 最粗 v ±3o ±2o ±1o ±30′±20′ 未注形位公差按GB/T1184-K 直线度和平面度未注公差值(GB/T1184-1996)(mm)公差等级基本长度范围
常用加工精度对照表
常用加工方法与达到粗糙度对比图表 粗、半精加工精加工精细加工外圆、端面、内孔(金属、非金属)
孔加工方案与经济公差 序号加工方案经济公差等级表面粗糙度 Ra(μm)适用范围 1钻IT11-1320加工未淬火钢及铸铁的实心毛坯,也可用于加工有色金属(表面粗糙度稍差),孔径<(15-20)mm 2钻-铰IT8-9 5.0-2.53钻-粗铰-精铰IT7-8 2.5-1.254钻-扩IT1120-10.0同上,但孔径>(15-20)mm 5钻-扩-铰IT8-9 5.0-2.5 6钻-扩-粗铰-精铰IT7 2.5-1.257钻-扩-机铰-手铰IT6-70.63-0.1608钻-(扩)-拉IT6-7 2.5-0.160大批大量生产(精度视)9粗镗(或扩孔)IT11-1320-10.0除淬火钢外各种材料,毛坯有铸 出孔或锻出孔 10粗镗(粗扩)-半精镗(精扩)IT8-9 5.0-2.5 11粗镗(扩)-半精镗(精扩)-精镗(铰)IT7-8 2.5-1.25 12粗镗(扩)-半精镗(精扩)-精镗-浮动镗刀块精镗 IT6-7 1.25-0.63 13粗镗(扩)-半精镗-磨孔IT7-8 1.25-0.32主要用于加工淬火钢,也可用于不淬火钢,但不宜用于有色金属14粗镗(扩)-半精镗-粗磨-精磨IT6-70.32-0.16015粗镗-半精镗-精镗-金刚镗IT6-70.63-0.080主要用于精度要求较高的有色金属加工 16钻-(扩)-粗铰-精铰-珩磨 钻-(扩)-拉-珩磨粗镗-半精镗-精镗-珩磨 IT6-70.32-0.040 精度要求很高的孔 17以研磨代替上述方案的珩磨IT6以上0.160-0.010 平面加工方案与经济公差 序号加工方案 经济公差等级 表面粗糙度 Ra(μm)适用范围 1粗车-半精车IT8-910-5.0端面2粗车-半精车-精车IT6-7 2.5-1.53粗车-半精车-磨削 IT7-9 1.25-0.324粗刨(或粗铣)-精刨(或精铣)IT7-910.0-2.5一般不淬硬平面(端铣的表面粗糙度较好)5粗刨(或粗铣)-精刨(或精铣)-括研IT5-6 1.25-0.160精度要求较高的不淬硬平面 批量较大时宜采用宽刃精刨方案6粗刨(或粗铣)-精刨(或精铣)-宽刃精刨IT6 1.25-0.32 7粗刨(或粗铣)-精刨(或精铣)-磨削IT6 1.25-0.32精度要求较高的淬硬平面或不淬硬平面 8粗刨(或粗铣)-精刨(或精铣)-粗磨-精磨 IT5-60.63-0.0409粗铣-拉 IT6-9 1.25-0.32 大量生产,较小的平面(精度视拉刀 的精度而定)10 粗铣-精铣-磨削-研磨 IT5以上 高精度平面
机械自由公差的概念和公差表
自由公差的概念和公差表 (2009-08-31 10:43:24) 转载▼ 标签: 杂谈 何谓自由尺寸公差? 旧国标(HG)159-59中,在基准件公差上,把精度等级分成12级。取自其中8、9两级精度基准件公差,称为自由尺寸公差。将偏差分为;单向(+)或(-)、双向(±)二种。 在自由尺寸公差的注解中提示; ①自由尺寸公差仅适用于机械加工表面。 ②自由尺寸公差在工作图上不标注。 ③单向偏差对于轴用(-)号,对于孔、孔深、槽宽、螬深及槽长用(+)号,其余均用双向正负偏差(±)。 ④不能纳入上述明确原则的自由尺寸,且有单向偏差要求时,设计者应在工图中注出,否则按双向偏差制造。 修定后国标(GB)1800-79中,标准公差分20级。即;IT01、IT0、IT1至IT18。IT表示标准公差,公差等级的代号用阿拉伯数字表示,从IT01至IT18等级依次降低。并制定(GB)1804-79未注公差尺寸的极限偏差,规定有三条: ①规定的极限偏差适用于金属切削加工的尺寸,也可用于非切削加工的尺寸, ②图样上未注公差尺寸的偏差,按本标准规定的系列,由相应的技术文件作出具体规定。 ③未注公差尺寸的公差等级规定为IT12至IT18。一般孔用H(+);轴用h(-);长度用(±)? IT(即Js或js)。必要时,可不分孔、轴或长度,均采用? IT(即Js或js)。 根据国际标准ISO 2768,以下为线性尺寸未注公差的公差表。这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。 这些极限偏差适用于: 线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度; 角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°); 机加工组装件的线性和角度尺寸。 这些极限偏差不适用于: ·已有其他一般公差标准规定的线性和角度尺寸; ·括号内的参考尺寸; ·矩形框格内的理论正确尺寸。 表1 线性尺寸的极限偏差数值 公差等级尺寸分段
未注尺寸公差等级表
未注尺寸公差等级表 根据加工方法和装配精度要求选择合适的IT公差等级值进行尺寸标注,图纸中未标注公差的尺寸需按照GB/T1804-2000 《未注公差的线性和角度尺寸公差》要求,指明公差等级。 线性尺寸极限偏差数值 公差等 0~3 >3~6 >6~30 >30~120 >120~400 >400~1000 >1000~2000 >2000 级 精密f ±0.05±0.05±0.1±0.15±0.2±0.3±0.5— 中等m ±0.1±0.1±0.2±0.3±0.5±0.8±1.2±2.0粗糙c ±0.2±0.3±0.5±0.8±1.2±2.0±3.0±4.0最粗v —±0.5±1.0±1.5±2.5±4.0±6.0±8.0倒圆半径和倒角高度尺寸的极限偏差数值 公差等级0~3 3~6 >6~30 >30 精密f ±0.2±0.5±1.0±2.0中等m 粗糙c ±0.4±1.0±2.0±4.0最粗v 注:倒圆半径和倒角高度的含义参见GB/T6403.4 角度尺寸的极限偏差数值 公差等级0~10 >10~50 >50~120 120~400 >400 精密f ±1°±30′±20′±10′±5′中等m 粗糙c ±1°30′±1°±30′±15′±10′ 最粗v ±3°±2°±1°±30′±20′ 一般未注公差图样表示法 在图样标题栏附近或技术要求、技术文件(如企业标准)中注出本标准号及公差等级代号。例如选取中等级时,标注为: GB/T 1804-m 3未注形位公差等级表 图纸中未标注形位公差的结构,需按照GB/T1184-1996《形状和位置公差未注公差值》中的等级进行标注。
公差等级表(整理全)
公差与配合1.基本偏差系列及配合种类
自由公差的概念及公差等级表 何谓自由尺寸公差? 旧国标(HG)159-59中,在基准件公差上,把精度等级分成 12级。取自其中8、9两级精度基准件公差,称为自由尺寸公差。将偏差分为;单向(+)或(-)、双向(±)二种。在自由尺寸公差的注解中提示; ①自由尺寸公差仅适用于机械加工表面。 ②自由尺寸公差在工作图上不标注。 ③单向偏差对于轴用(-)号,对于孔、孔深、槽宽、螬深及槽长用(+)号,其余均用双向正负偏差(±)。④不能纳入上述明确原则的自由尺寸,且有单向偏差要求时,设计者应在工图中注出,否则按双向偏差制造。 修定后国标(GB)1800-79中,标准公差分20级。即;IT01、IT0、IT1至IT18。IT表示标准公差,公差等级的代号用阿拉伯数字表示,从IT01至IT18等级依次降低。并制定(GB)1804-79未注公差尺寸的极限偏差,规定有三条: ①规定的极限偏差适用于金属切削加工的尺寸,也可用于非切削加工的尺寸, ②图样上未注公差尺寸的偏差,按本标准规定的系列,由相应的技术文件作出具体规定。③未注公差尺寸的公差等级规定为IT12至IT18。一般孔用H(+);轴用h(-);长度用(±)? IT(即Js或js)。必要时,可不分孔、轴或长度,均采用 ? IT (即Js或js)。 根据国际标准ISO 2768,以下为线性尺寸未注公差的公差表。这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。 这些极限偏差适用于: 线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度; 角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°); 机加工组装件的线性和角度尺寸。
自由公差的概念及公差等级表
自由公差的概念及公差等级表 何谓自由尺寸公差? 旧国标(HG)159-59中,在基准件公差上,把精度等级分成12级。取自其中8、9两级精度基准件公差,称为自由尺寸公差。将偏差分为;单向(+)或(-)、双向(±)二种。在自由尺寸公差的注解中提示; ①自由尺寸公差仅适用于机械加工表面。 ②自由尺寸公差在工作图上不标注。 ③单向偏差对于轴用(-)号,对于孔、孔深、槽宽、螬深及槽长用(+)号,其余均用双向正负偏差(±)。④不能纳入上述明确原则的自由尺寸,且有单向偏差要求时,设计者应在工图中注出,否则按双向偏差制造。 修定后国标(GB)1800-79中,标准公差分20级。即;IT01、IT0、IT1至IT18。IT 表示标准公差,公差等级的代号用阿拉伯数字表示,从IT01至IT18等级依次降低。并制定(GB)1804-79未注公差尺寸的极限偏差,规定有三条: ①规定的极限偏差适用于金属切削加工的尺寸,也可用于非切削加工的尺寸, ②图样上未注公差尺寸的偏差,按本标准规定的系列,由相应的技术文件作出具体规定。③未注公差尺寸的公差等级规定为IT12至IT18。一般孔用H(+);轴用h(-);长度用(±)IT(即Js或js)。必要时,可不分孔、轴或长度,均采用IT(即Js或js)。 根据国际标准ISO 2768,以下为线性尺寸未注公差的公差表。这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。 这些极限偏差适用于: 线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度;角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°); 机加工组装件的线性和角度尺寸。 这些极限偏差不适用于: ·已有其他一般公差标准规定的线性和角度尺寸; ·括号内的参考尺寸; ·矩形框格内的理论正确尺寸。
未注标准公差表
关于自由公差的--即未注尺寸公差 自由公差指图纸上没有标注公差等级或公差带尺寸的允许公差。但是,这个尺寸也不是任意的。它受一个默认精度的控制。其公差的取值范围一般根据零件的生产工艺确定,一般来说,可以用IT12~13或GB/T1804中的m级。自由公差也是有基本尺寸和公差等级的,不是一律0.5mm什么的。现在一般称“未注尺寸公差”,自由公差是一个老的叫法。是指在车间通常加工条件下可保证的公差,分精密f,中等m,粗糙c,最粗v共4个公差等级。相应的国家标准是GB/T1804-2000。采用此标准规定的公差的话应在图样标题栏附近或技术要求,技术文件(如企业标准)中注出该标准号及公差等级代号.至于具体的公差值则根据公差等级及基本尺寸的不同而不同。例如中等级尺寸段为0.5-3和中等级尺寸段为120-400极限偏差数值分别为±0.1和±0.5。具体可参考GB/T1804-2000。 标准公差表 根据国际标准,以下为基本尺寸0-500mm,4-18级精度标准公差表。 注:基本尺寸小于1mm时,无IT14至IT18。 基本尺寸 ㎜ 公差值 IT4 IT5 IT6 IT7 IT8 IT9 IT10 IT11 IT12 IT13 IT14 IT15 IT16 IT17 IT18 大于到μm mm - 3 3 4 6 10 14 25 40 60 0.10 0.14 0.25 0.40 0.60 1.0 1.4 3 6 4 5 8 12 18 30 48 75 0.12 0.18 0.30 0.48 0.75 1.2 1.8 6 10 4 6 9 15 22 36 58 90 0.15 0.22 0.36 0.58 0.90 1.5 2.2 10 18 5 8 11 18 27 43 70 110 0.18 0.27 0.43 0.70 1.10 1.8 2.7 18 30 6 9 13 21 33 52 84 130 0.21 0.33 0.52 0.84 1.30 2.1 3.3 30 50 7 11 16 25 39 62 100 160 0.25 0.39 0.62 1.00 1.60 2.5 3.9 50 80 8 13 19 30 46 74 120 190 0.30 0.46 0.74 1.20 1.90 3.0 4.6 80 120 10 15 22 35 54 87 140 220 0.35 0.54 0.87 1.40 2.20 3.5 5.4 120 180 12 18 25 40 63 100 160 250 0.40 0.63 1.00 1.60 2.50 4.0 6.3 180 250 14 20 29 46 72 115 185 290 0.46 0.72 1.15 1.85 2.90 4.6 7.2 250 315 16 23 32 52 81 130 210 320 0.52 0.81 1.30 2.10 3.20 5.2 8.1 315 400 18 25 36 57 89 140 230 360 0.57 0.89 1.40 2.30 3.60 5.7 8.9 400 500 20 27 40 63 97 155 250 400 0.63 0.97 1.55 2.50 4.00 6.3 9.7
详细解释压力表精度等级
详细解释压力表精度等级 引入: 精密压力表精度有级、级、级; 普通压力表精度级、级(原级)、级、级(基本没有了) 60以上表面的压力表基本是级、级 60及以下表面的压力表基本是级 膜盒及膜片压力表一般也是级 ? 压力表精度和分度的区别 压力表的最小分度可以通俗的认为是它的分辨率,但不一定就是表的精度。因为压力表是检测仪表,所以显示给我们的是测量值,测量值和真实值之间是存在一定的误差的,这个误差的范围其实就是精度,所以精度的数值越小就说明检测仪表显示值与真实值越接近,也就可信度越高。 ? 压力表精度等级知识介绍 一.压力表精度等级是压力表精确度等级或准确度等级的简 称,(GB/T1226-2001《一般压力表》国家标准称之为仪表的精确度等 级,JJG52-1999《弹簧管式一般压力表、压力真空表和真空表》称之为仪表的准确度等级.? 压力表的精度等级分为:级;级;级;级,各等级仪表的外壳公称直径应符合下表的规定。? 外壳公称直径(mm)精确度等级? 表面40和60:;? 表面100:;? 表面150;200;250:;? 注:使用中的级压力表允许误差按级计算,准确度等级可不更改。? 在参比工作条件下,压力表精度等级检验应包括以下四个项目:? 1、示值误差? 在测量范围内,示值误差应不大于表二所规定的允许误差.? 2、回程误差? 在测量范围内,回程误差应不大于表二所规定的允许误差的绝对值.? 3、轻敲位移? 轻敲表壳后,指针示值变动量应不大于表二所规定的允许误差绝对值的1/2.? 4、指针偏转平稳性? 在测量范围内,指针偏转应平稳,无跳动和卡住现象.? 压力表精度等级含义是什么?? 压力表的精度等级,是以允许误差占压力表量程的百分率来表示的,一般分为、1、、2、、3、4七个等级(锅炉上不用3级和4级),数值越小,其精度越高。例如,表盘量程0~2.5MPa精度2.5级的压力表,它的指针所示压力值与被测介质的实际压力值之间的允许误差,不得超过上2.5MPa×2.5%
国标自由公差表
自由公差 何谓自由尺寸公差? 旧国标(HG)159-59中,在基准件公差上,把精度等级分成12级。取自其中 8、9两级精度基准件公差,称为自由尺寸公差。将偏差分为;单向(+)或(-)、 双向(±)二种。 在自由尺寸公差的注解中提示; ①自由尺寸公差仅适用于机械加工表面。 ②自由尺寸公差在工作图上不标注。 ③单向偏差对于轴用(-)号,对于孔、孔深、槽宽、螬深及槽 长用(+)号,其余均用双向正负偏差(±)。 ④不能纳入上述明确原则的自由尺寸,且有单向偏差要求时,设 计者应在工图中注出,否则按双向偏差制造。 修定后国标(GB)1800-79中,标准公差分20级。 即;IT01、IT0、IT1至IT18。IT表示标准公差,公差等级的代 号用阿拉伯数字表示,从IT01至IT18等级依次降低。 并制定(GB)1804-79未注公差尺寸的极限偏差,规定有三条; ①规定的极限偏差适用于金属切削加工的尺寸,也可用于非切削加 工的尺寸, ②图样上未注公差尺寸的偏差,按本标准规定的系列,由相应的技 术文件作出具体规定。 ③未注公差尺寸的公差等级规定为IT12至IT18。一般孔用H(+); 轴用h(-);长度用(±)IT(即Js或js)。必要时,可不分孔、 轴或长度,均采用IT(即Js或js)。 线性尺寸的极限偏差数值 公差等级尺寸分段 1.线性尺寸的极限偏差数值(GB/T1804-2000)(mm) 公差等级基本尺寸分段 0.5~3 >3~6 >6~30 >30~120 >120~400 >400~1000 >1000~2000 精密f ±0.05 ±0.05 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5 中等m ±0.1 ±0.1 ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 粗糙e ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 ±3 最粗v -- ±0.5 ±1 ±1.5 ±2.5 ±4 ±6 2.倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000)mm 公差等级基本尺寸分段 0.5~3 >3~6 >6~30 >30 精密 f ±0.2 ±0.5 ±1 ±2
一般公差未注公差的线性和角度尺寸公差(西子)
版本记录
1 目的 根据公司产品图样的实际情况及加工成本对未注的一般公差进行规定,以有效控制产品的质量,统一产品的生产、检验标准,确保产品符合设计要求。 2 适用范围 本标准适用于公司所有电扶梯产品图样,以及本公司加工和委外加工成品、半成品,外购来料,产品之检验。 3 职责 无 4 定义 4.1一般公差 1)未注公差的线性和角度尺寸公差主要有: a.线性尺寸,包括外尺寸、内尺寸、阶梯尺寸、直径、半径、倒圆半径和倒角高度 b.角度尺寸,包括通常不注出角度值的角度尺寸,例如直角(90o) 2)未注公差的几何公差主要有: a.形状公差,包括直线度、平面度 b.位置公差,包括垂直度、对称度、圆跳动等 4.2参考标准 GB/T1800.1-2009(产品几何技术规范极限与配合第1部分:公差、偏差和配合的基础) GB/T1800.2-2009(产品几何技术规范极限与配合第2部分:标准公差等级和孔、轴极限偏差表) GB/T1804-2000(一般公差未注公差的线性和角度尺寸的公差) GB/T15055-2007(冲压件未注公差尺寸极限偏差) GBT13914-2013(冲压件尺寸公差) GBT13915-2013(冲压件角度公差) GB/T13916-2013(冲压件形状与位置未注公差) GB/T1184-1996 (形状与位置公差未注公差值) GB/T6414-1999 (铸件尺寸公差与机械加工余量) GB/T19804-2005(焊接结构的一般尺寸公差和形位公差) GB/T6403.4-2008(零件倒圆与倒角) JB/T4129-1999(冲压件毛刺高度)
5 线性和角度未注公差 5.1各种不同加工方法的线性尺寸公差 5.1.1各种不同的加工方法所对应的尺寸公差等级分类按GB/T1804-2000 m、c、v级的规定,见表一,设计、检验均以此为依据。 表一:各种不同的加工方法所对应的尺寸公差等级 5.1.2 表二为GB/11804-2000规定的不同公差等级的线性尺寸的极限偏差数值 表二:不同公差等级的线性尺寸的极限偏差 5.1.3轴和孔的未注公差采用GB/T1800.2-2009的IT13,即:孔H13,轴h13。 5.1.4对于非模具成型孔距的未注公差执行表三规定。 表三:非模具成型孔距线性尺寸的极限偏差
各种机械加工自由公差范围
何谓自由尺寸公差? 旧国标(HG)159-59中,在基准件公差上,把精度等级分成 12级。取自其中8、9两级精度基准件公差,称为自由尺寸公差。将偏差分为;单向(+)或(-)、双向(±)二种。 在自由尺寸公差的注解中提示; ① 自由尺寸公差仅适用于机械加工表面。② 自由尺寸公差在工作图上不标注。 ③ 单向偏差对于轴用(-)号,对于孔、孔深、槽宽、螬深及槽长用(+)号,其余均用双向正负偏差(±)。 ④ 不能纳入上述明确原则的自由尺寸,且有单向偏差要求时,设计者应在工图中注出,否则按双向偏差制造。 修定后国标(GB)1800-79中,标准公差分20级。即;IT01、IT0、IT1至IT18。IT表示标准公差,公差等级的代号用阿拉伯数字表示,从IT01至IT18等级依次降低。并制定(GB)1804-79未注公差尺寸的极限偏差,规定有三条: ① 规定的极限偏差适用于金属切削加工的尺寸,也可用于非切削加工的尺寸, ② 图样上未注公差尺寸的偏差,按本标准规定的系列,由相应的技术文件作出具体规定。 ③ 未注公差尺寸的公差等级规定为IT12至IT18。一般孔用H(+);轴用h(-);长度用(±)? IT(即Js或js)。必要时,可不分孔、轴或长度,均采用 ? IT(即Js或js)。 根据国际标准ISO 2768,以下为线性尺寸未注公差的公差表。这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。 这些极限偏差适用于: 线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度; 角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°); 机加工组装件的线性和角度尺寸。 这些极限偏差不适用于: ·已有其他一般公差标准规定的线性和角度尺寸; ·括号内的参考尺寸; ·矩形框格内的理论正确尺寸。 表1 线性尺寸的极限偏差数值
标准尺寸公差
根据国际标准,以下为基本尺寸0-500mm, 4-18级精度标准公差表。 基本尺寸 公差值 IT4 IT5 IT6 IT7 IT8 IT9 IT10 IT11 IT12 IT13 IT14 IT15 IT16 IT17 IT18 大于到μm mm - 3 3 4 6 10 14 25 40 60 3 6 4 5 8 12 18 30 48 75 6 10 4 6 9 15 22 36 58 90 10 18 5 8 11 18 27 43 70 110 18 30 6 9 13 21 33 52 84 130 30 50 7 11 16 25 39 62 100 160 50 80 8 13 19 30 46 74 120 190 80 120 10 15 22 35 54 87 140 220 120 180 12 18 25 40 63 100 160 250 180 250 14 20 29 46 72 115 185 290 250 315 16 23 32 52 81 130 210 320 315 400 18 25 36 57 89 140 230 360 400 500 20 27 40 63 97 155 250 400 注:基本尺寸小于1mm时,无IT14至IT18。 根据国际标准,以下为线性尺寸未注公差的公差表。 这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。这些极限偏差适用于:线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度; 角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°); 机加工组装件的线性和角度尺寸。 这些极限偏差不适用于: 已有其他一般公差标准规定的线性和角度尺寸; 括号内的参考尺寸; 矩形框格内的理论正确尺寸。 表1 线性尺寸的极限偏差数值 公差等级 尺寸分段 ~3 >3~6 >6~30 >30~120 >120~400 >400~1000 >1000~2000 >2000~4000 f(精密级) ± ± ± ± ± ± ± -m(中等级) ± ± ± ± ± ± ± ±2 c(粗糙级) ± ± ± ± ± ±2 ±3 ±4 v(最粗级) - ± ±1 ± ± ±4 ±6 ±8 表2 倒圆半径与倒角高度尺寸的极限偏差数值 公差等级 尺寸分段 ~3 >3~6 >6~30 >30 f(精密级) ± ± ±1 ±2 m(中等级) c(粗糙级) ± ±1 ±2 ±4 v(最粗级) 表3 角度尺寸的极限偏差数值 公差等级 长度分段 ≤10 >10~50 >50~120 >120~400 >400 f(精密级) ±1° ±30' ±20' ±10' ±5' m(中等级) c(粗糙级) ±1°30' ±1° ±30' ±15' ±10' v(最粗级) ±3° ±2° ±1° ±30' ±20'角度尺寸的长度按角度的短边长度确定,对于圆锥角按圆锥素线长度确定。
压力表精度等级
压力表精度等级的含义 压力表的精度等级,是以允许误差占压力表量程的百分率来表示的,一般分为0.5、1、1.5、2、2.5、3、4七个等级(锅炉上不用3级和4级),数值越小,其精度越高。例如,表盘量程0~2.5MPa精度2.5级的压力表,它的指针所示压力值与被测介质的实际压力值之间的允许误差,不得超过上2.5M Pa×2.5%=±0.0625MPa;当压力表指示压力为0.8MPa时,实际气压在0.7375~0.8625MPa之间。 由此可见,压力表实际误差的大小,不但与精度有关,而且还与压力表的量程大小有关。 量程相同时,精度越高(即数字越小),压力表的允许误差越小。 精度相同时,量程越大,压力表的误差越大。 压力表精度等级是压力表精确度等级或准确度等级的简称,(GB/T12 26-2001《一般压力表》国家标准称之为仪表的精确度等级,JJG52-19 99《弹簧管式一般压力表、压力真空表和真空表》称之为仪表的准确度等级. 压力表的精度等级分为:1.0级;1.6级;2.5级;4.0级,各等级仪表的外壳公称直径应符合下表的规定 外壳公称直径(mm)精确度等级 40;60 2.5;4.0 100 1.6;2.5 150;200;250 1.0;1.6 压力表的精度等级和允许误差及其关系见下表二 表二 精度等级允许误差%(按量程的百分数计算)
在参比工作条件下,压力表精度等级检验应包括以下四个项目:1、示值误差 在测量范围内,示值误差应不大于表二所规定的允许误差.2、回程误差 在测量范围内,回程误差应不大于表二所规定的允许误差的绝对值.3、轻敲位移 轻敲表壳后,指针示值变动量应不大于表二所规定的允许误差绝对值的1/2. 4、指针偏转平稳性 在测量范围内,指针偏转应平稳,无跳动和卡住现象. 零位测量上限的(90~100)%其余部分带止销 不带止销1.01±1±1.6±11.6(1.5) 1.6±1.6±2.5±1.62.5 2.5±2.5±4±2.54.0 4 ±4 ±4 ±4 注:使用中的1.5级压力表允许误差按1.6级计算,准确度等级可不更改.
自由公差表(国标)
自由公差(国标) 虽然网络上又很多的关于自有公差的资料性文章,但是大多数都是比较片面,这里我将网络上的一些知识,结合自己平时的一些工作经历,将自有公差这一系列的资料加以整理,希望可以帮到更多的朋友。 何谓自由尺寸公差? 旧国标(HG)159-59中,在基准件公差上,把精度等级分成12级。取自其中8、9两级精度基准件公差,称为自由尺寸公差。将偏差分为;单向(+)或(-)、双向(±)二种。 在自由尺寸公差的注解中提示; ①自由尺寸公差仅适用于机械加工表面。 ②自由尺寸公差在工作图上不标注。 ③单向偏差对于轴用(-)号,对于孔、孔深、槽宽、螬深及槽 长用(+)号,其余均用双向正负偏差(±)。 ④不能纳入上述明确原则的自由尺寸,且有单向偏差要求时,设 计者应在工图中注出,否则按双向偏差制造。 修定后国标(GB)1800-79中,标准公差分20级。 即;IT01、IT0、IT1至IT18。IT表示标准公差,公差等级的代 号用阿拉伯数字表示,从IT01至IT18等级依次降低。 并制定(GB)1804-79未注公差尺寸的极限偏差,规定有三条; ①规定的极限偏差适用于金属切削加工的尺寸,也可用于非切削加 工的尺寸, ②图样上未注公差尺寸的偏差,按本标准规定的系列,由相应的技 术文件作出具体规定。 ③未注公差尺寸的公差等级规定为IT12至IT18。一般孔用H(+); 轴用h(-);长度用(±)? IT(即Js或js)。必要时,可不分孔、 轴或长度,均采用? IT(即Js或js)。
线性尺寸的极限偏差数值 公差等级尺寸分段 1.线性尺寸的极限偏差数值(GB/T1804-2000)(mm) 2.倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000)mm 3.角度尺寸的极限偏差数值(GB/T1804-2000) 4.未注形位公差按GB/T1184-K 4.1直线度和平面度未注公差值(GB/T1184-1996)(mm)
未注公差的直径尺寸公差(IT10~14)
未注公差尺寸的极限偏差(GB/T1800.1-1997) 公称尺寸 公差等级 公称尺寸 公差等级 IT10 IT11 IT12 IT13 IT14 IT10 IT11 IT12 IT13 IT14 大于至单位:mm 大于至单位:mm - 3 0.04 0.06 0.1 0.14 0.25 315 400 0.23 0.36 0.57 0.89 3.60 3 6 0.04 8 0.07 5 0.12 0.18 0.30 400 500 0.25 0.4 0.63 0.97 4.00 6 10 0.05 8 0.09 0.15 0.22 0.36 500 630 0.28 0.44 0.7 1.1 4.4 10 18 0.07 0.11 0.18 0.27 0.43 630 800 0.32 0.5 0.8 1.25 5.0 18 30 0.08 4 0.13 0.21 0.33 0.52 800 1000 0.36 0.56 0.9 1.4 5.6 30 50 0.1 0.16 0.25 0.39 0.62 1000 1250 0.42 0.66 1.05 1.65 6.6 50 80 0.12 0.19 0.3 0.46 0.74 1250 1600 0.5 0.78 1.25 1.95 7.8 80 120 0.14 0.22 0.35 0.54 0.87 1600 2000 0.6 0.92 1.5 2.3 9.2 120 180 0.16 0.25 0.4 0.63 1.00 2000 2500 0.7 1.1 1.75 2.8 11.0 180 250 0.18 5 0.29 0.46 0.72 1.15 2500 3150 0.86 1.35 2.1 3.3 13.5 250 315 0.21 0.32 0.52 0.81 1.30 ----- 公称尺寸 公差等级 公称尺寸 公差等级 IT10 /2 IT11 /2 IT12 /2 IT13 /2 IT14 /2 IT10 /2 IT11 /2 IT12 /2 IT13 /2 IT14 /2 大于至单位:mm 大于至单位:mm - 3 0.02 0.03 0.05 0.07 0.12 5 315 400 0.11 5 0.18 0.285 0.445 1.8 3 6 0.02 4 0.037 0.06 0.09 0.1 5 400 500 0.12 5 0.2 0.315 0.485 2.0 6 10 0.029 0.045 0.07 5 0.11 0.18 500 630 0.14 0.22 0.35 0.55 2.2 10 18 0.035 0.055 0.09 0.135 0.21 5 630 800 0.16 0.25 0.4 0.625 2.5 18 30 0.042 0.065 0.10 5 0.165 0.26 800 1000 0.18 0.28 0.45 0.7 2.8 30 50 0.05 0.08 0.12 5 0.195 0.31 1000 1250 0.21 0.33 0.525 0.825 3.3 50 80 0.06 0.095 0.15 0.23 0.37 1250 1600 0.25 0.39 0.625 0.975 3.9 80 120 0.07 0.11 0.17 5 0.27 0.43 5 1600 2000 0.30 0.46 0.75 1.15 4.6 120 180 0.08 0.125 0.2 0.315 0.5 2000 2500 0.35 0.55 0.875 1.4 5.5 180 250 0.092 0.145 0.23 0.36 0.572500 3150 0.43 0.675 1.05 1.65 6.75
压力表精度等级
一 .压力表精度等级 压力表精度等级是压力表精确度等级或准确度等级的简称,(GB/T1226-2001《一般压力表》国家标准称之为仪表的精确度等级,JJG52-1999《弹簧管式一般压力表、压力真空表和真空表》称之为仪表的准确度等级. 压力表精度等级是指压力表允许误差占满量程的百分比. 比如一只压力表满量程为100Mpa,精度等级为 1.6,那它的允许误差为100Mpa×1.6%=±1.6Mpa.如果精度等级按 1.5,那它的允许误差为100Mpa×1.5%=±1.5Mpa. 按现在的压力表国家标准GB/T1226-2001《一般压力表》规定,精度等级为1.6,对使用中的1.5级压力表允许误差按1.6级计算,准确度等级可不更改. 二压力表检定规程 1外观检定 1.1压力表的零部件装配应牢固、无松动现象。 1.2新制造的压力表涂层应均匀光洁、无明显剥脱现象。 1.3压力表应装有安全孔,安全孔上须有防尘装置(不准被测介质逸出表外的压力表除外)。 1.4压力表按其所测介质不同,在压力表上应有规定的色标,并注明特殊介质的名称。氧气表还必须标以红色“禁油”字样。 1.5分度盘上应有如下标志:制造单位或商标;产品名称;计量单位和数字;量址器具制造许可证标志和编号;准确度等级;出厂编号。
1.6表玻璃应无色透明,不应有妨碍读数的缺陷和损伤,分度盘应平整光洁,各标志应清晰可辨。 1.7指针指示端应能覆盖最短分度线长度的1/3~2/3,指针指示端的宽度应不大于分度线的宽度。 1.8测量上限量值数字应符合如下系列中之一:1×10n,1.6×100 n, 2.5×10 n,4×10 n,6×10 n (式中:,n是正整数、负整数或零)。 1.9分度值应符合如下系列中之一:1×10 n,2×10 n,5×10 n(式中:n是正整数、负整数或零)。 2零位检定 2.1带有止销的压力表,在无压力时,指针应紧靠止销,“缩格”应不得超过表2规定的允许误差绝对值。 2.2没有止销的压力表,在无压力时,指针应位于零位标志内,零位标志应不超过表2规定的允许误差绝对值的2倍。 3示值误差,回程误差和轻敲位移的检定 3.1 标准仪器与压力表使用液体为工作介质时,它们的受压点应基本上在同一水平面上。如不在同一水平面上,应考虑由液柱高度差所产生的压力误差。 3.2 压力表的示值应按分度值的1/5估读。 3.3 示值检定方法:压力表的示值检定按标有数字的分度线进行。检定时逐渐平稳地升压(或降压),当示值达到测量上限后,切断压力源,耐压3min,然后按原检定点平稳地降压(或升压)倒序回检。 3.4示值误差:对每一检定点,在升压(或降压)和降压(或升压)检定时,轻敲表壳前、后的示值与标准器示值之差均应不大于表2所规定的允许误差
8公差等级表
公差等级编辑讨论上传视频 本词条由“科普中国”科学百科词条编写与应用工作项目审核。公差等级是指确定尺寸精确程度的等级,国标规定分为20个等级,从IT01、IT0、IT1、IT2~IT18, 数字越大,公差等级(加工精度)越低,尺寸允许的变动范围(公差数值)越大,加工难度越小。 中文名公差等级外文名grade of tolerance功能精确尺寸精度等级20个等级参考表格GB/T1184-1996 [1] 性质描述机械精度的指标 目录 1 等级划分 2 公差等级表 3 选择原则 4 自由公差的概念 ?基本定义 ?适用范围 等级划分编辑 公差等级的选择及应用 公差等级 应用范围及举例 IT01 用于特别精密的尺寸传递基准,例如特别精密的标准量块 IT0
用于特别精密的尺寸传递基准及宇航中特别重要的精密配合尺寸。例如,特别精密的标准量块,个别特别重要的精密机械零件尺寸,校对检验IT6级轴用量规的校对量规 IT1 用于精密的尺寸传递基准、高精密测量工具特别重要的极个别精密配合尺寸。例如,高精密标准量规,校对检验IT7至IT9级轴用量规的校对量规,个别特别重要的精密机械零件尺寸 IT2 用于高精密的测量工具,特别重要的精密配合尺寸。例如检验IT6至IT7级工件用量规的尺寸制造公差,校对检验IT8至IT11级轴用量规的校对塞规,个别特别重要的精密机械零件尺寸 IT3 用于精密测量工具,小尺寸零件的高精度的精密配合以及和C级滚动轴承配合的轴径与外壳孔径。例如,检验IT8至IT11级工件用量规和校对检验IT9至IT13级轴用量规的校对量规,与特别精密的P4级滚动轴承内环孔(直径至100mm)相配的机床主轴,精密机械和高速机械的轴颈,与P4级向心球轴承外环相配合的壳体孔径,航空及航海工业中导航仪器上特殊精密的个别小尺寸零件的精度配合。IT4 用于精密测量工具、高精度的精密配合和P4级、P5级滚动轴承配合的轴径和外壳孔径。例如,检验IT9至IT12级工件用量规和校对IT12至IT14级轴用量规的校对量规,与P4级轴承孔(孔径>100mm)
标准尺寸公差
0-500mm, 4-18级精度标准公差表。 基本尺寸 公差值 IT4 IT5 IT6 IT7 IT8 IT9 IT10 IT11 IT12 IT13 IT14 IT15 IT16 IT17 IT18 大于到μm mm - 3 3 4 6 10 14 25 40 60 0.10 0.14 0.25 0.40 0.60 1.0 1.4 3 6 4 5 8 12 18 30 48 75 0.12 0.18 0.30 0.48 0.75 1.2 1.8 6 10 4 6 9 15 22 36 58 90 0.15 0.22 0.36 0.58 0.90 1.5 2.2 10 18 5 8 11 18 27 43 70 110 0.18 0.27 0.43 0.70 1.10 1.8 2.7 18 30 6 9 13 21 33 52 84 130 0.21 0.33 0.52 0.84 1.30 2.1 3.3 30 50 7 11 16 25 39 62 100 160 0.25 0.39 0.62 1.00 1.60 2.5 3.9 50 80 8 13 19 30 46 74 120 190 0.30 0.46 0.74 1.20 1.90 3.0 4.6 80 120 10 15 22 35 54 87 140 220 0.35 0.54 0.87 1.40 2.20 3.5 5.4 120 180 12 18 25 40 63 100 160 250 0.40 0.63 1.00 1.60 2.50 4.0 6.3 180 250 14 20 29 46 72 115 185 290 0.46 0.72 1.15 1.85 2.90 4.6 7.2 250 315 16 23 32 52 81 130 210 320 0.52 0.81 1.30 2.10 3.20 5.2 8.1 315 400 18 25 36 57 89 140 230 360 0.57 0.89 1.40 2.30 3.60 5.7 8.9 400 500 20 27 40 63 97 155 250 400 0.63 0.97 1.55 2.50 4.00 6.3 9.7 注:基本尺寸小于1mm时,无IT14至IT18。 根据国际标准,以下为线性尺寸未注公差的公差表。 这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。这些极限偏差适用于:?线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度; ?角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°); ?机加工组装件的线性和角度尺寸。 这些极限偏差不适用于: ?已有其他一般公差标准规定的线性和角度尺寸; ?括号内的参考尺寸; ?矩形框格内的理论正确尺寸。 表1 线性尺寸的极限偏差数值 公差等级 尺寸分段 0.5~3 >3~6 >6~30 >30~120 >120~400 >400~1000 >1000~2000 >2000~4000 f(精密级) ±0.05 ±0.05 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5 - m(中等级) ±0.1 ±0.1 ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 c(粗糙级) ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 ±3 ±4 v(最粗级) - ±0.5 ±1 ±1.5 ±2.5 ±4 ±6 ±8 表2 倒圆半径与倒角高度尺寸的极限偏差数值 公差等级 尺寸分段 0.5~3 >3~6 >6~30 >30 f(精密级) ±0.2 ±0.5 ±1 ±2 m(中等级) c(粗糙级) ±0.4 ±1 ±2 ±4 v(最粗级) 表3 角度尺寸的极限偏差数值 公差等级 长度分段 ≤10 >10~50 >50~120 >120~400 >400 f(精密级) ±1°±30' ±20' ±10' ±5' m(中等级) c(粗糙级) ±1°30' ±1°±30' ±15' ±10' v(最粗级) ±3°±2°±1°±30' ±20' 角度尺寸的长度按角度的短边长度确定,对于圆锥角按圆锥素线长度确定。