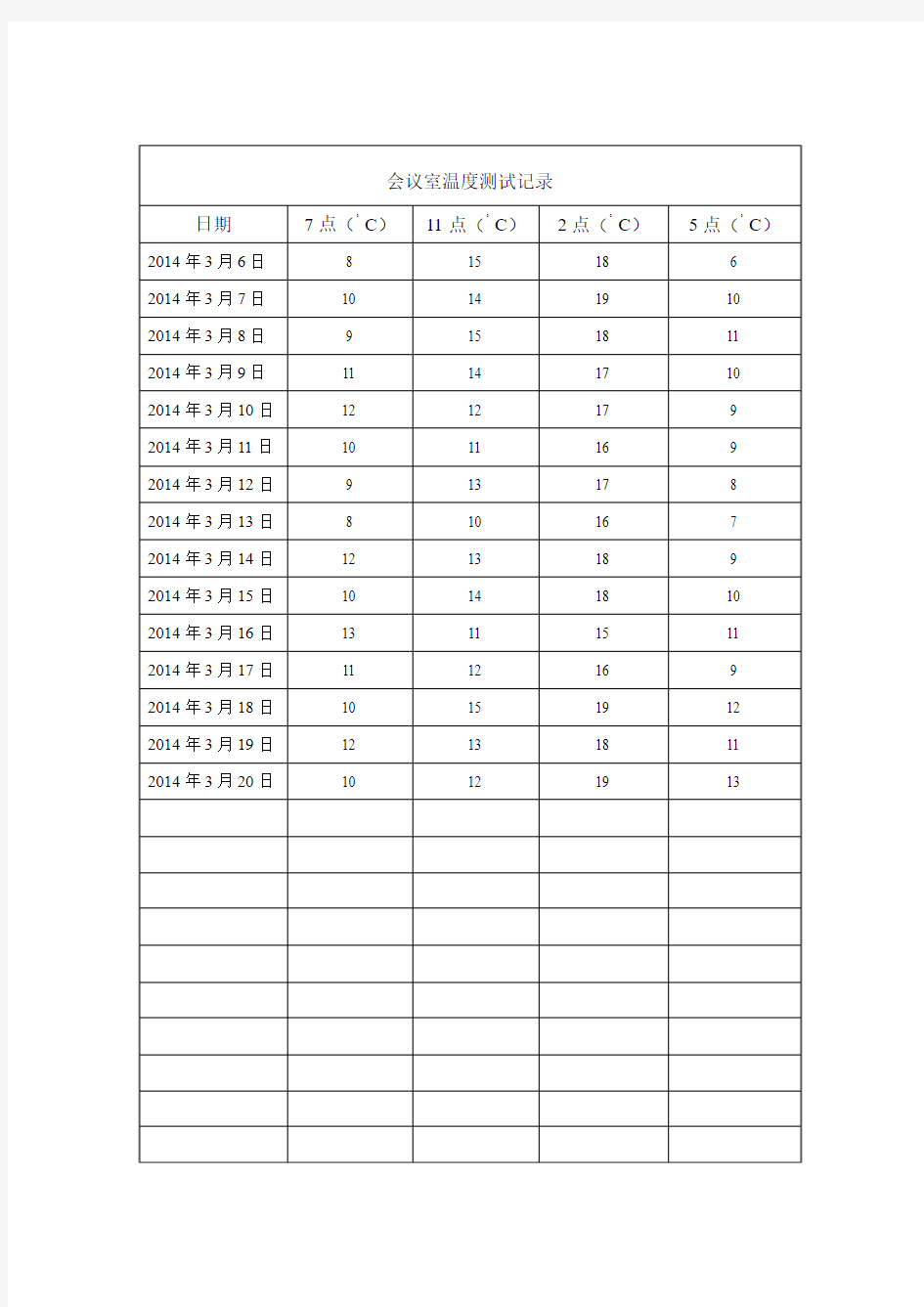
会议室温度测试记录

烙铁使用温度测量规范
泉州市金太阳电子科技有限公司电烙铁使用操作规范 文件编号:GS-WI-GJ-002 编制日期:2012年3月2日 版本: 1.0版 控制方式: 副本编号:
1.0目的: 规范烙铁、焊枪正确使用,同时提供温度测试指导,订定产品焊接温度范围,预防温度失控过高或者太低造成元件损坏和冷表焊,从而提高焊接品质;延长工具使用寿命,确保和提高产品质量、满足客户需求。 2.0范围: 本规范适用于本公司所有电烙铁(温控/普通)、焊枪等焊接工具的使用及温度测试指导。本标准规定了采用电烙铁手工锡焊的焊接工艺规范和基本要求,适用于生产和检验。 3.0职责权限: 3.1工程技术部负责对电烙铁操作人员做前期培训指导工作,并负责对各产品订定烙铁焊 接温度范围。 3.2生产制造部(作业人员/使用单位)负责按规范正确使用电烙铁,按技术部提供烙铁温 度范围选择合适的烙铁焊接,同时提供对烙铁的日常保养工作。 3.3品保部门负责对电烙铁操作人员做定时焊接品质检查和温度测量监督工作。 3.4生产组长、IPQC/PQC及PE可以不定时做稽核监督。 4.0定义说明: 4.1温控烙铁和可调节温度的电烙铁,对于可调温度的电烙铁其使用的实际温度必须在技术部提供的温度范围内。 4.2 固定瓦数烙铁和不可调温的电烙铁,可参考借鉴如下(温度与瓦数对比表)选择合适的烙铁进行焊接作业。 4.2.1标示20-25W,对应焊接温度200-250度;标示30-35W,对应焊接温度250-300度; 4.2.2标示40-45W,对应焊接温度280-350度;标示50W,对应焊接温度320-380度; 4.2.3标示60W,对应焊接温度320-400度;标示75-80W,对应焊接温度350-400度; 4.2.4标示100W,对应焊接温度380-450度。 5.0程序正文:
烙铁使用温度测量规范.
电烙铁使用操作规范 文件编号: 编制日期: 版本: A0版 控制方式: 副本编号:
1.0目的: 规范烙铁、焊枪正确使用,同时提供温度测试指导,订定产品焊接温度范围,预防温度失控过高或者太低造成元件损坏和冷表焊,从而提高焊接品质;延长工具使用寿命,确保和提高产品质量、满足客户需求。 2.0范围: 本规范适用于本公司所有电烙铁(温控/普通)、焊枪等焊接工具的使用及温度测试指导。本标准规定了采用电烙铁手工锡焊的焊接工艺规范和基本要求,适用于生产和检验。 3.0职责权限: 3.1工程技术部负责对电烙铁操作人员做前期培训指导工作,并负责对各产品 订定烙铁焊接温度范围。 3.2生产制造部(作业人员/使用单位)负责按规范正确使用电烙铁,按技术部 提供烙铁温度范围选择合适的烙铁焊接,同时提供对烙铁的日常保养工作。 3.3品保部门负责对电烙铁操作人员做定时焊接品质检查和温度测量监督工作。 3.4生产组长、IPQC/PQC及PE可以不定时做稽核监督。 4.0定义说明: 4.1温控烙铁和可调节温度的电烙铁,对于可调温度的电烙铁其使用的实际
温度必须在技术部提供的温度范围内。 4.2 固定瓦数烙铁和不可调温的电烙铁,可参考借鉴如下(温度与瓦数对比表)选择合适的烙铁进行焊接作业。 4.2.1标示20-25W,对应焊接温度200-250度;标示30-35W,对应焊接温度250-300度; 4.2.2标示40-45W,对应焊接温度280-350度;标示50W,对应焊接温度320-380度; 4.2.3标示60W,对应焊接温度320-400度;标示75-80W,对应焊接温度350-400度; 4.2.4标示100W,对应焊接温度380-450度。 5.0程序正文:
烙铁使用管理规范(含表格)
烙铁使用管理规范 (IATF16949-2016/ISO9001-2015) 1.0目的: 规范烙铁的使用方法、基本保养、温度测试等动作,防止不当操作损坏元件或机板;确保焊接的效果及品质。 2.0适用范围: 适用于公司所有烙铁使用部门。 3.0名词定义: 烙铁:是电子装配工艺中的一种必备工具,主要用途是焊接元件及导线等。烙铁的分类很多,按发热方式可分为内热式和外热式;按功率大小有20W、40W、60W、90W等多种功率;按温度是否可以调节又可分为可调温和不可调温等。我公司使用的烙铁主要为60W及90W可调式恒温烙铁,其结构由温度控制盒、烙铁手柄(手柄含发热芯、外套筒、烙铁头、手柄把手及连接导线)手柄架和高温海绵组成。 4.0职责: 4.1 使用单位:负责烙铁的操作、日常保养、一般故障的处理及点检表的填写。 4.2 品质课IPQC:负责稽查烙铁点检表各项填写是否符合标准,是否按照文件要求进行操作设备。 4.3 工程课:负责烙铁的维修、烙铁及烙铁部件的请购及质量的确认。 5.0作业内容 5.1 烙铁正常的使用方法:
5.1.1 首先确认烙铁接地是否良好,烙铁头型号是否合适,海棉是否有加水湿润等预备工作,然后打开烙铁控制盒开关,待5分钟左右,温度升高到设定温度。 5.1.2焊接前先在浸水高温海绵上擦拭干净。 5.1.3 先用烙铁头接触被焊接元件引脚与焊盘夹角预加热0.5-1秒,然后送锡至烙铁头上焊接 5.1.4 烙铁头应以45度角接触被焊接点,同时以相应规格之锡线熔于被焊点,拖焊时(特别是IC)要左右摆动,可防止连锡。焊盘与引脚间焊锡充满后先撤走锡线,最后撤走烙铁;提起烙铁时动作弧度不要太大,以免将锡甩在机板上。焊接完毕检查焊点是否圆润光亮,不可有锡珠、锡渣、锡尖、连锡、空焊、冷焊等不良。 5.1.5 一般元件,点焊焊接时间控制在2 - 3秒,当元件引脚或铜箔较大或多层板为满足贯穿孔吃锡深度时,时间控制在3~5秒。 5.1.6 焊接后不可敲甩烙铁头上的锡,到下一焊接动作时再在海绵上擦干净。 5.1.7 当烙铁出现无温度、不通电等现象时交工程人员统一维修。 5.2 烙铁的保养: 5.2.1 高温海绵表面发黑时要进行清洁,无法清洁时以予更换。 5.2.2 海棉加水量以双方拿住海棉双端,提起,海棉上面没有水滴下为标准。 5.2.3 不可敲打烙铁头,不可用力甩烙铁头上的锡以免锡珠&渣飞溅。 5.2.4 烙铁不用时要在烙铁头上加锡,以防止烙铁头与空气中的氧气发生反应导致烙铁头氧化。 5.3烙铁温度检测
体温测量记录表
体温测量: 体温测量是诊断疾病时常用的检查方法,有口腔测温、腋下测温和肛门测温三种。 临床意义: 体温测量可以用于临床疾病的预防、诊断。异常结果:口腔温度不在36.5℃至37.5℃,腋下不在36-37℃,肛门不在37-38℃。需要检查的人群:自己感觉忽冷忽热、全身发红、发热的人群;血糖过低的人。 注意事项: 多数情况下用腋温来测量,很少用口温的,也很少用肛温的(正常值是36.5°-37.7°)。每次用腋温测时,中间不能间断,必须一直加紧体温计至10分钟才是最准确的。不合宜人群:精神异常、昏迷、婴幼儿、口腔疾患、口鼻腔手术、呼吸困难、不能合作者不可采用口表测温。直肠疾病或手术后、腹泻、心梗患者不宜从直肠测温,热水坐浴、灌肠后须待30min后行直肠测温。婴幼儿、精神病患者、躁动病患者测直肠温时护士需手持肛表,以防体温计断裂或进入直肠,造成意外。检查前禁忌:测量前先休息三分钟。进食、吸烟、面夹部冷热敷后应间隔30分钟方可用口表测温。体形过于消瘦者不宜用腋表,患者淋浴后30分钟方可测腋温。检查时要求:若是以口腔测量的话不可饮食、交谈、以使口腔内体温稳定。每次用腋温测时,中间不能间断,必须一直加紧体温计至10分钟才是最准确的。 检查过程:
(1) 检查体温计完好性及水银柱是否在35度以下。(2) 口腔测温:口表水银端置于患者舌下部位,闭口3分钟,取出。(3) 直肠测温:肛表用油剂润滑水银端后轻轻插入3—4厘米,3分钟取出。 (4) 腋下测温:先擦干腋窝下汗液,体温计水银端放腋窝深处,紧贴皮肤,屈臂过胸,加紧体温计,5-10分钟取出。建议院外用此法。 (5) 用浸有消毒液的纱布擦净使用过的体温计看读数。
恒温烙铁温度测试指导书
恒温烙铁温度测试指导书 附件17 生产作业指导书 文件编号名称发行版本发行日期页数 GOCOM/ZY/C/-01-17 恒温烙铁温度测试指导书 A01 2012-11-21 1/1 作业说明Operation Instruction 适用范围使用设备 所有工序烙铁温度测温仪 作业步骤: 1.将传感器红、蓝两色标端分别套进红、蓝两色标示终端,将无色标端套进传感器电源开关推杆; 2.打开温度测试仪电源开关,将要测量的电烙铁和焊锡丝在感应器上加锡, 如图1所示; 3. 在烙铁头醮上新焊锡,将烙铁头接触到传感器的测量点,观察测试仪显 示屏上稳定数值。稳定数值是指在5~10秒内,变化不超过?5?的数值, 如图2所示。 4. 将显示在显示屏上的温度(电烙铁实际温度)记录在电烙铁温度测试记 录表中; 5. 电烙铁温度不符合标准时,测试员立即校正并填写校正后温度; 注意事项: 图1 图2
1. 对于贴片类小元器件(焊点小),恒温烙铁温度应设置为350?10C?、 插件类大器件(焊点大),恒温烙铁温度设置为400?10C?,若设置温度 异常,则将电烙铁送修;测试员为各工序组长。 2. 恒温电烙铁使用前测量温度,测量合格(或调校合格)后作业员不得自 行调节电烙铁温度控制旋钮; 3. 三角形传感器由很细的线合成,小心使用,不能施加过大压力,否则会断; 4. 温度计外壳是防静电塑料制品,烙铁的发热部分不可触及; 5. 传感器在多次测量后易损耗,当导致测量数据不准确时,需更换新传感 器,每个传感器的有效寿命大约要测量50 次。 编制: 审核: 批准: 1 附件17 电烙铁温度测试记录表 工位: 电烙铁编号: 日期设定温度1 实测温度1 设定温度2 实测温度2 测试人备注 2
烙铁、风枪温度点检规范
烙铁、风枪温度点检规范 1.目的: 规范生产制程正确使用烙铁、风枪,IPQC检测烙铁、风枪温度之依据,所检测电烙铁、风枪温度参数与SOP 规定要求相符,以保证产品品质. 2.范围: 本规范适用于规则XX公司内所有的焊接工位。 3.职责: 3.1 PIE:根据产品实际生产焊接过程、焊接环境、制程类别、在SOP中定义电烙铁焊接温度参数. 3.2 IPQC:按照SOP内定义的烙铁温度值对相应焊接工位电烙铁实测实际温度值是否符合要求 3.3 焊接人员作业:使用的电烙铁需要配合IPQC做点检测试,测试完毕后不可随意更该. 4.名词释义: 无 5.作业流程: 5.1 PIE在SOP内定义烙铁温度值: 5.1.1PIE需要根据产品实际生产焊接过程是密脚拖焊或是单脚点焊考虑制定温度,密脚拖焊热量不集中,焊接连续散热快及助焊剂因素等定义温度相对于单点焊接要高,需要结合实际验证数据制定. 5.1.2PIE需要根据产品实际焊接环境是单层板或是多层板、焊盘大小考虑定义电烙铁温度.多层板或较大连接点,设定为360℃±20℃ 5.1.3PIE需要根据产品实际焊接制程是有铅或无铅考虑定义电烙铁温度,无铅的锡为225°~235°,理论上焊接温度高于熔点30℃左右即可,但手工焊接中操作时间短,要求高效,故为了得到相当的热输入量而提高温度,一般高于熔点150℃ 5.1.4PIE需要根据产品实际焊接零件是否为热敏感元件考虑定义电烙铁温度,对热敏感元件设定为360℃,电子装配中最高使用380℃. 5.1.5PIE定义烙铁温度考虑以上因素同时需要结合实际考虑焊时间(例无铅PCBA板焊接咪头,烙铁温度定义为350±20℃)单点焊接时间须在3秒内完成,如无法一次性完成焊接则需待焊点冷却后重焊.SOP定义焊接温度及焊接时间后如发现现场焊接操作性有不妥之处,PIE有责任根据实际再次验证进行适当调整 5.2IPQC检测烙铁温度值: 5.2.1IPQC检测电烙铁温度时首先需要参照相应工位SOP所定义温度值及其公差值确定对应温度范围(例焊咪头工位360±20℃)对应温度值范围即为340-380℃.
电烙铁使用操作规范
电烙铁使用操作规范 1.0目的: 规范烙铁、焊枪正确使用,同时提供温度测试指导,订定产品焊接温度范围,预防温度失控过高或者太低造成元件损坏和冷表焊,从而提高焊接品质;延长工具使用寿命,确保和提高产品质量、满足客户需求。 2.0范围: 本规范适用于本公司所有电烙铁(温控/普通)、焊枪等焊接工具的使用及温度测试指导。本标准规定了采用电烙铁手工锡焊的焊接工艺规范和基本要求,适用于生产和检验。3.0职责权限: 3.1工程技术部负责对电烙铁操作人员做前期培训指导工作,并负责对各产品订定烙铁焊 接温度范围。 3.2生产制造部(作业人员/使用单位)负责按规范正确使用电烙铁,按技术部提供烙铁 温度范围选择合适的烙铁焊接,同时提供对烙铁的日常保养工作。 3.3品保部门负责对电烙铁操作人员做定时焊接品质检查和温度测量监督工作。 3.4生产组长、IPQC/PQC及PE可以不定时做稽核监督。 4.0定义说明: 4.1温控烙铁和可调节温度的电烙铁,对于可调温度的电烙铁其使用的实际温度必须在技术部提供的温度范围内。 4.2 固定瓦数烙铁和不可调温的电烙铁,可参考借鉴如下(温度与瓦数对比表)选择合适的烙铁进行焊接作业。 4.2.1标示20-25W,对应焊接温度200-250度;标示30-35W,对应焊接温度250-300度; 4.2.2标示40-45W,对应焊接温度280-350度;标示50W,对应焊接温度320-380度; 4.2.3标示60W,对应焊接温度320-400度;标示75-80W,对应焊接温度350-400度; 4.2.4标示100W,对应焊接温度380-450度。
5.0程序正文: 5.2基本技术要求 5.2.1电烙铁必须保证有良好的接地装置和可靠的接地电阻。(例如3插的恒温烙铁内部 有带接地) 5.2.2锡焊点应润湿充足、光滑(无铅会略微灰暗)、无短路、拉尖、锡珠、针孔、冷焊、 假焊、虚焊、等缺陷,必须保证良好导电性和一定的机械强度,焊锡点的高度应符合要求。 5.2.3合理选用焊料、焊剂、工具。焊接点基本材料应为共晶体焊锡融合产生的合金导电 体。 5.3电烙铁的选择方法 5.3.1选择瓦数适合的电烙铁,并控制烙铁头的最低温度,而最高温度则受烙铁头材质特 性,焊剂性质决定。 5.3.2焊接印制板的电烙铁温度根据焊盘大小与元器件(面积、材料)的不同,烙铁温度 依以下标准执行: 有铅焊:温度控制在250℃—380℃;无铅焊:温度控制在320℃—450℃;不准过高或过低。
烙铁焊接温度确认报告
记录编号: 烙铁焊接温度确认报告 编制/日期: 审核/日期: 批准/日期:
1.目的 对烙铁的温度参数进行确定,以证实在确定的温度参数下,能够满足焊接要求符合质量标准。 2.范围 适用于手工焊接单/双面波纤板(CEM-1/CEM-3/FR-4)材质与焊锡(HW07Sn/Cu 2.5%)的焊接。 3.参考标准及文件 QJ2465-1993;HB7262.2-1995;QJ3011-1998; QJ3086-1999; SJ20882-2003; SJ20385A-2008 J-STD-001DS 4.设备 4.1 烙铁温度测试仪(用于温度测量)。 4.2恒温烙铁(用于焊接)。 5.设备确定 5.1 HAKO 191 烙铁温度测试仪要求:测量范围(200-480) ℃; 精度(±3)℃。 5.2 ATTEN 936系列恒温烙铁要求:功率消耗: 50 W ;输入电压:220V ;焊控温范围:(200 -480)℃ 6. 设备验收 6.1 烙铁温度测试仪验收情况祥见《烙铁温度测试仪验收记录》编号:XXXXXXXXX 6.2 恒温烙铁验收情况详见《恒温烙铁设备验收记录》编号:XXXXXXXXX 6.2 烙铁温度测试仪校准情况祥见《烙铁温度测试仪外校报告书》 7. 操作确定 7.1温度测量方法详见《烙铁温度检测作业指导书》编号:XXXXXXXXX 7.2焊接操作手法详见产品特殊工序作业指导书, 7.3接受准则:无虚焊,假焊。 8.验证结论 PIE对焊接温度进行验证,预设温度参数6组,每组样品数10PCS,采用双面FR-4波纤板,锡线(HW07Sn/Cu 2.5%)进行验证。
风量、风度测试记录.doc
风量、温度测试记录 GB50243-2002 工程名称 系统名称 序 测试位置 号 110 层新风管道 10层风机盘管2 ( ECR300PD)310 层新风管道 10 层风机盘管4 ( ECR300PD)510 层新风管道 10风机盘管6 ( ECR300PD)710 层新风管道 10层风机盘管8 ( ECR300PD)910 层新风管道 10层风机盘管10 (ECR300PD)1110 层新风管道 10层风机盘管12 (ECR300PD) 子分部工程 空调系统 分项工程 系统调试 名称名称 空调系统系统编号10 层测试日期 测量断面测点风速 m/s 均风速 m/s 温度℃规格形式面积(m2) 1 2 3 4 5 设计实测设计实测200× 150 0.03 0.8 0.75 0.76 0.85 0.76 0.78 0.82 24 26 800× 120 0.096 1.7 1.65 1.72 1.66 1.67 1.68 1.74 24 25 200× 150 0.03 0.8 0.74 0.76 0.85 0.8 0.79 0.83 24 22 800× 120 0.096 1.7 1.66 1.62 1.7 1.65 1.66 1.72 24 23 200× 150 0.03 0.8 0.75 0.75 0.78 0.77 0.77 0.84 24 24 800× 120 0.096 1.7 1.66 1.71 1.65 1.68 1.68 1.73 24 25 200× 150 0.03 0.8 0.76 0.75 0.77 0.80 0.78 0.85 24 23 800× 120 0.096 1.7 1.65 1.68 1.65 1.65 1.67 1.73 24 26 200× 150 0.03 0.8 0.75 0.78 0.82 0.76 0.78 0.83 24 23 800× 120 0.096 1.7 1.65 1.72 1.68 1.65 1.68 1.74 24 22 200× 150 0.03 0.8 0.75 0.70 0.65 0.8 0.74 0.83 24 24 800× 120 0.096 1.7 1.65 1.74 1.68 1.66 1.69 1.74 24 25 测 试 经检查,系统各测点风量风速、温度均符合设计及施工质量验收规范要求。 情 况 监理质检员:单位;(签章)施工单位:(签章) (建设)测试人: 郑州市重点建设工程质量监督中心监制