NPT螺纹底孔表
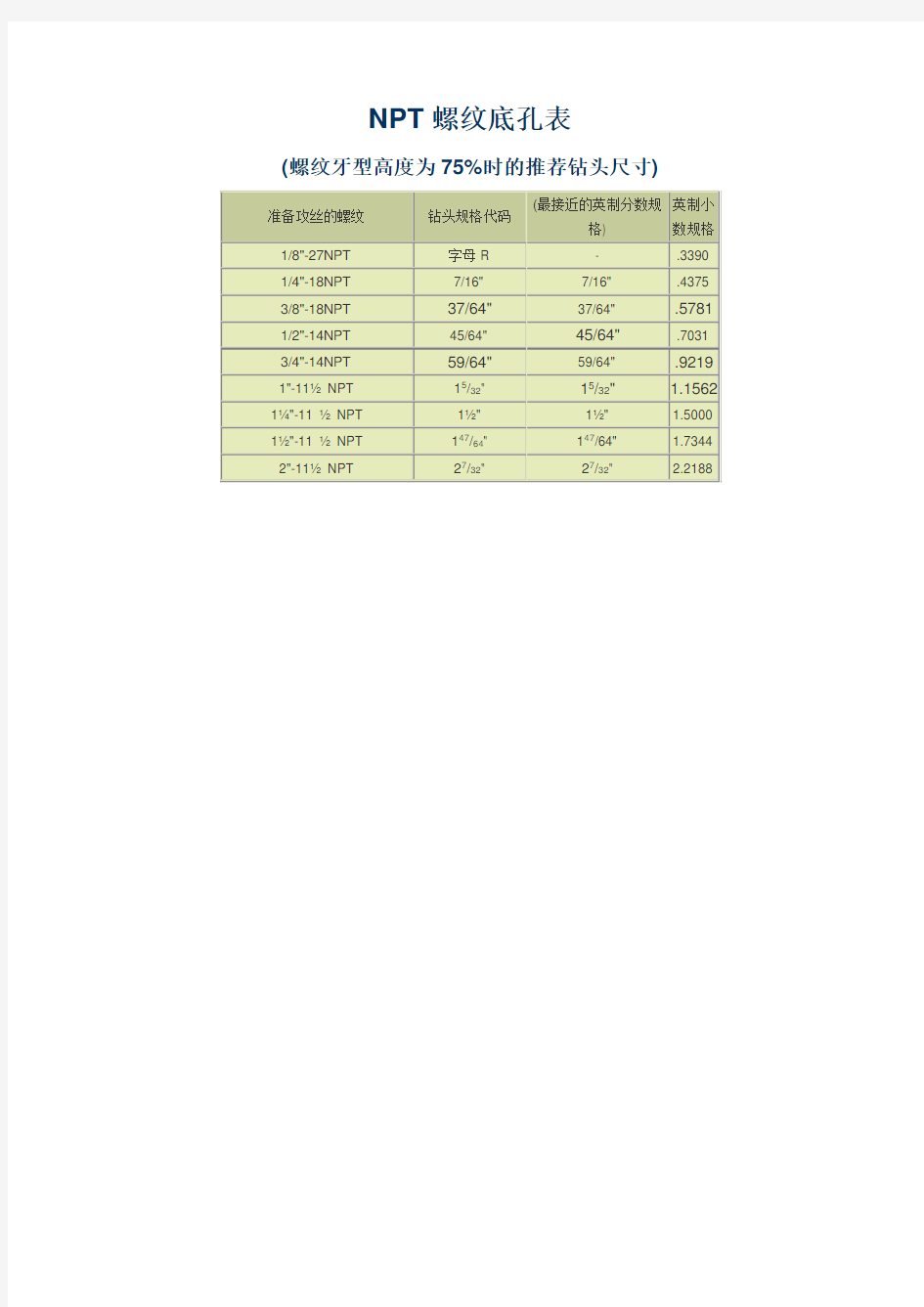
NPT螺纹底孔表
(螺纹牙型高度为75%时的推荐钻头尺寸)
螺纹底孔尺寸
摘要:在板料冲压件上,按其料厚不同分别采用精冲小孔、变薄翻边、冷冲挤等工艺方法,成形螺纹底孔。本文论述了上述螺纹冲压成形工艺、冲模结构及其设计与制造技术。 主题词:冲件螺纹底孔冲小孔变薄翻边冷冲挤成形技术 螺纹联接结构,尤其紧螺纹联接结构,是各种机电与家电产品中零部件最主要的联接结构型式。薄板冲压件进行紧螺纹联接,需要有大于料厚的联接螺纹长度,以确保其联接可靠性,增强其负载能力,才能达到使薄板冲件联接牢靠、重量小的目的,从而使其成为结实、轻巧、紧凑的理想结构零件。 在仪器仪表、电子电器、各类家电、家用器具、玩具等产品的板料冲压件上,经常采用M2-M10的小螺纹紧联接结构。为提高效率并满足大量生产的需求,采用精冲小孔、变薄翻边、冷冲挤等工艺方法,冲压成形这些小螺纹底孔,不仅能以冲压制孔取代钻孔而大幅度提高生产效率,同时能获得尺寸精确、一致性好的底孔,并可使螺纹联接有足够的长度,从而确保其联接可靠性及设计要求的承载能力。所以,用冲压成形技术加工小螺纹底孔,具有优质高产的效果,也是一种成熟而值得推广的工艺技术。 1螺纹底孔的计算 合适螺纹底孔的大小,不仅取决于螺纹直径,而且与其螺距有着密切的关系,通常可按下式计算: 当t L≤1时,取:d Z=d-t L 当t L>1时,取:d Z=d-(1.04~1.06)t L(2) 式中t L-螺距,mm d z-螺纹底孔直径,mm d-螺纹直径,mm 表1 螺纹底孔直径的合理值(mm) 螺纹直径d 螺距t L底孔直径d z M1 M2 M3 M4 M5 M6 M8 M10 M12 M14 M16 M18 M20 0.25 0.4 0.5 0.7 0.8 1 1.25 1.5 1.75 2 2 2.5 2.5 0.75 1.6 2.5 3.3 4.2 5 6.7 8.5 10.2 11.9 13.9 15.4 17.4
彻底搞定螺纹攻丝及常见问题解决【太爽了】
彻底搞定螺纹攻丝及常见问题解决【太爽了】
————————————————————————————————作者:————————————————————————————————日期: ?
彻底搞定螺纹攻丝及常见问题解决【太爽了】 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理! 更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展. 螺牙的形状(标准公制螺纹) 1. 从图上知: P表示螺距是牙到牙尖或牙底之距离。 通常表示方法为M3×0.5 此0.5就是螺距,单位是mm。 (M代表Metric公制),3代表公称尺寸,所谓尺寸就是螺牙的最大径或内螺纹的最大(根)径。 2.一般螺牙如果规矩的话,则大径(或根径)必须符合螺牙的公称尺寸,而中径(内螺纹同)及小径(内螺纹称内径)必须符合规格上所查到的数字如下表(公制标准粗螺纹)。
如果是细螺纹则间隙变小,其大、中、小径变随之改变。 3.英制牙则相同只是螺距的表示法为1英寸内有多少牙,如: 1/4-20UNC,即外螺纹1/4”大径(6.35mm)每英寸有20牙。 UNC(UNFIED THREAD) C表粗牙; F表细牙; EF表极细牙; C,F,EF各有不同螺距。 4.螺纹规的用法(分螺柱,及螺圈)
A.了解构造 (1)T(通)端通常比Z(止)端长; (2)英制中间有一条沟者为通端; (3)一般为硬化(淬火)之钢料研磨,很脆掉在地上会断; (4)经长期使用会磨损,一般在10000次以上需再检验。 B.使用方法 必须经品保检验合格或合格标签(贴在盒子上)者才得使用。 长期使用必须用约1万次(可以估算)后送检合格再用。 以戴手套的拇指,食指夹住轻旋,忌用大力,则T(通)端施到底为合格,Z(止)端为进1~2牙后,不再进入为合格,绝不可用大力,当用完螺纹规后,必须要以干净的软布将螺纹规(样圈或样柱)予以擦拭干净,涂上防锈油后装回盒子里。 C.攻牙的正确方法 (1)选择合适的丝攻 丝攻有一攻,二攻,三攻,一般我们用第三攻,除非很厚的板材,才分一、二、三攻一般用机用丝攻(只有一次)即可。 (2)丝攻形状可分为 普通丝攻
螺纹底孔深度计算公式
攻丝前确定底孔的直径和深度以及孔的倒角 (1)在攻丝过程中确定底孔直径,切削刃主要用于切削金属,但它也具有挤压金属的功能,因此金属隆起并流到齿尖。因此,在攻丝之前,钻孔直径(即底孔)应大于螺纹的内径。 底孔直径可以根据手册或以下经验公式计算: 脆性材料(铸铁,青铜等):钻孔直径d0 = D(螺纹外径)-1.1p(螺距) 塑料材料(钢,红铜等):钻孔直径d0 = D(螺纹外径)-P(螺距) (2)确定攻丝盲孔(无孔)螺纹时的钻孔深度,孔的深度应大于螺纹长度,因为丝锥不能钻到末端; 盲孔的深度可以根据以下公式计算: 孔深=所需螺纹深度+ 0.7d 普通螺纹底孔的直径可通过以下公式计算 乘以要使用的大小0.85
例如:m3-2.4mm M4--3.1毫米 M5--4.2m M6--5.1毫米 M8--6.8毫米 公制螺纹的计算方法: 底直径=大直径-1.0825 *螺距 英寸螺纹的计算方法: 底直径=大直径-1.28 *螺距 脆性材料的钻孔直径d = D(螺纹外径)-1.1p(螺距)塑料材料的钻孔直径d = D(螺纹外径)-P(螺距)除上述经验公式外,还应考虑螺纹公差等级 普通公制螺纹的外径螺距。
公制螺纹(mm螺纹) 齿深= 0.6495 *螺距P (角度60度) 内齿直径= 公称直径-1.0825 * P M20x2.5-6h / 7g(右手)-(单头螺纹)-(公制粗螺纹)(公称直径20毫米)(间距2.5毫米) (内螺纹适合等级6h) (外螺纹适合等级7G) 左双头-m20x1.5(左手)-(双螺纹)-(公制细螺纹)(公称直径20毫米)(间距1.5毫米) 美式螺纹 (统一标准螺纹)
攻螺纹前钻底孔直径及底径
以下是常用粗牙公制螺纹钻底孔尺寸对应表。一般情况等于外径-螺距 M1 Φ0.75 M2 Φ1.6 M3 Φ2.5 M4 Φ3.3 M5 Φ4.2 M6 Φ5 M8 Φ6.75 M10 Φ8.5 M12 Φ10.25 M14 Φ12 M16 Φ14 M18 Φ15.5 M20 Φ17.5 M22 Φ19.5 M24 Φ21 M27 Φ24 M30 Φ26.5 螺纹钻孔底径计算 一般按下列公式: 1.攻公制螺纹:螺距t<1毫米,dz=d-t t>1毫米,dz=d-(1.04~1.06)t 式中t——螺距(毫米) dz——攻丝前钻孔直径(毫米) d——螺纹公称直径(毫米) 2.攻英制螺纹: 螺纹公称直径铸铁与青铜钢与黄铜 3/16"~5/8" dz=25(d-1/n) dz=25(d-1/n)+0.1 3/4"~11/2" dz=25(d-1/n) dz=25(d-1/n) +0.2 式中dz——攻丝前钻孔直径(毫米) d——螺纹公称直径(英寸) n——每英寸牙数 首先,要知道螺纹的外径D,螺距T,螺纹底孔直径d=D-T。 攻螺纹前钻底孔直径和深度的确定以及孔口的倒角 (1)底孔直径的确定丝锥在攻螺纹的过程中,切削刃主要是切削金属,但还有挤压金属的作用,因而造成金属凸起 并向牙尖流动的现象,所以攻螺纹前,钻削的孔径(即底孔)应大于螺纹内径。 底孔的直径可查手册或按下面的经验公式计算: 脆性材料(铸铁、青铜等):钻孔直径d0=d(螺纹外径)-1.1p(螺距) 塑性材料(钢、紫铜等):钻孔直径d0=d(螺纹外径)-p(螺距) (2)钻孔深度的确定攻盲孔(不通孔)的螺纹时,因丝锥不能攻到底,所以孔的深度要大于螺纹的长度,盲孔的深度可按下面的公式计算: 孔的深度=所需螺纹的深度+0.7d 普通螺纹底孔直径简单计算可按下式 要攻丝的尺寸乘上0.85 如:M3--2.4mm M4--3.1mm M5--4.2m M6--5.1mm M8--6.8mm
螺纹孔底孔尺寸表
底孔: 底孔一般是指用丝锥攻内螺纹之前所预制的孔的直径,一般指加工件的内置圆孔,最底或最面上的圆形孔洞,称之为底孔。 若底孔直径与内螺纹直径一致材料扩张时就会卡住丝锥,这时丝锥容易折断;若过大,就会使攻出的螺纹牙型高度不够而形成废品。螺纹配合根据不同的国际标准,需要有相应的配合公差,可以查钳工手册。底孔如果是沉孔还需考虑攻丝排削影响! 底孔直径: 丝锥在攻螺纹的过程中,切削刃主要是切削金属,但还有挤压金属的作用,因而造成金属凸起并向牙尖流动的现象,所以攻螺纹前,钻削的孔径(即底孔)应大于螺纹内径。 底孔的直径可查手册或按下面的经验公式计算: 脆性材料(铸铁、青铜等):钻孔直径d0=d(螺纹外径)-1.1p (螺距) 塑性材料(钢、紫铜等):钻孔直径d0=d(螺纹外径)-p(螺距)钻孔深度: 攻盲孔(不通孔)的螺纹时,因丝锥不能攻到底,所以孔的深度要大于螺纹的长度, 盲孔的深度可按下面的公式计算: 孔的深度=所需螺纹的深度+0.7d 公制螺纹的计算方法: 底径=大径-1.0825*螺距
英制螺纹的计算方法: 底径=大径-1.28*螺距 钻孔: 钻孔是指用钻头在实体材料上加工出孔的操作。这里讲述了勘探工作里的钻孔工作,以及钻孔需要的辅助工具以及部分应急措施方法。 在地质勘查工作中,利用钻探设备向地下钻成的直径较小深度较大的柱状圆孔,又称钻井。钻探石油和天然气以及地下水的钻孔直径较大些。钻孔直径和深度大小,取决于地质矿产埋藏深度和钻孔的用途。 解释: 钻孔各部位的名称如图所示。钻孔起始部位称孔口,侧部称孔壁,底部称孔底。钻孔的直径D简称孔径,孔口直径称开孔口径,孔底直径称终孔直径。从孔口至孔底的距离H称钻孔深度,简称孔深。钻孔的某一段称孔段。 通常指用尖锐的旋转工具在坚硬的物体上钻穿。如:在木板上钻孔。在数处给一块金属板钻孔。用凿岩机(在坚固材料中)钻孔洞。在花岗岩上钻孔。2.指为了装饰、识别或便于分开而(常用机器)打一排小孔或花样。形似独木舟有时钻孔作为垂饰的船形宝石。
螺纹钻孔底径计算
螺纹钻孔底径计算 一般按下列公式: 1.攻公制螺纹:螺距t<1毫米,dz=d-t t>1毫米,dz=d-(1.04~1.06)t 式中t——螺距(毫米) dz——攻丝前钻孔直径(毫米) d——螺纹公称直径(毫米) 常用规格(公制) M1.2*0.25 M2.5*0.45 M6*0.75 M10*0.75 M1.4*0.3 M2.6*0.45 M6*1 M10*1 M1.6*0.35 M3*0.5 M7*0.75 M10*1.25 M1.7*0.25 M3*0.6 M7*1 M10*1.5 M1.7*0.35 M3.5*0.6 M8*0.75 M11*1 M1.8*0.35 M4*0.5 M8*1 M11*1.5 M2*0.4 M4*0.7 M8*1.25 12*1 M2.2*0.45 M5*0.5 M9*1 M12*1.25 M2.3*0.45 M5*0.8 M9*1.25 M12*1.5 2.攻英制螺纹: 螺纹公称直径铸铁与青铜钢与黄铜 3/16"~5/8" dz=25(d-1/n) dz=25(d-1/n)+0.1 3/4"~11/2" dz=25(d-1/n) dz=25(d-1/n) +0.2 式中dz——攻丝前钻孔直径(毫米) d——螺纹公称直径(英寸) n——每英寸牙数 常用规格(英制) 1/8〃-40 1/2〃-12 1〃-8 2〃-4.5 5/32〃-32 9/16〃-12 1-1/8〃-7 2-1/8〃-4 3/16〃-24 5/8〃-11 1-1/4〃-7 2-1/4〃-4 7/32〃-24 11/16〃-11 1-3/8〃-6 2-1/2〃-4 1/4〃-20 3/4〃-16 1-1/2〃-6 2-3/4〃-4 5/16〃-18 13/16〃-10 1-5/8〃-5 3-1/4〃-4 3/8〃-16 7/8〃-9 1-1/4〃-5 3-1/2〃-4 7/16〃-14 15/16〃-9 1-7/8〃-4.5 3-3/4〃-4 4〃-4 国际标准 一、挤牙丝攻内孔径计算公式: 公式:牙外径-1/2×牙距 例1:公式:M3×0.5=3-(1/2×0.5)=2.75mm M6×1.0=6-(1/2×1.0)=5.5mm 例2:公式:M3×0.5=3-(0.5÷2)=2.75mm M6×1.0=6-(1.0÷2)=5.5mm 二、一般英制丝攻之换算公式: 1英寸=25.4mm(代码) 例1:(1/4-30) 1/4×25.4=6.35(牙径) 25.4÷30=0.846(牙距) 则1/4-30换算成公制牙应为:M6.35×0.846 例2:(3/16-32) 3/16×25.4=4.76(牙径) 25.4÷32=0.79(牙距) 则3/16-32换算成公制牙应为:M4.76×0.79 三、一般英制牙换算成公制牙的公式: 分子÷分母×25.4=牙外径(同上) 例1:(3/8-24) 3÷8×25.4=9.525(牙外径) 25.4÷24=1.058(公制牙距) 则3/8-24换算成公制牙应为:M9.525×1.058 四、美制牙换算公制牙公式: 例:6-32 6-32 (0.06+0.013)/代码×6=0.138 0.138×25.4=3.505(牙外径) 25.4÷32=0.635(牙距) 那么6-32换算成公制牙应为:M3.505×0.635 1、孔内径计算公式: 牙外径-1/2×牙距则应为: M3.505-1/2×0.635=3.19 那么6-32他内孔径应为3.19 2、挤压丝攻内孔算法: 下孔径简易计算公式1:牙外径-(牙距×0.425^^0.475)/代码=下孔径 例1:M6×1.0 M6-(1.0×0.425)=5.575(最大下孔径) M6-(1.0×0.475)=5.525(最小) 例2:切削丝攻下孔内径简易计算公式: M6-(1.0×0.85)=5.15(最大) M6-(1.0×0.95)=5.05(最小) M6-(牙距×0.86^^0.96)/代码=下孔径 例3:M6×1.0=6-1.0=5.0+0.05=5.05
螺纹深度计算
攻螺纹前钻底孔直径和深度的确定以及孔口的倒角 (1)底孔直径的确定丝锥在攻螺纹的过程中,切削刃主要是切削金属,但还有挤压金属的作用,因而造成金属凸起并向牙尖流动的现象,所以攻螺纹前,钻削的孔径(即底孔)应大于螺纹内径。 底孔的直径可查手册或按下面的经验公式计算: 脆性材料(铸铁、青铜等):钻孔直径d0=d(螺纹外径)-1.1p(螺距) 塑性材料(钢、紫铜等):钻孔直径d0=d(螺纹外径)-p(螺距) (2)钻孔深度的确定攻盲孔(不通孔)的螺纹时,因丝锥不能攻到底,所以孔的深度要大于螺纹的长度, 盲孔的深度可按下面的公式计算: 孔的深度=所需螺纹的深度+0.7d 普通螺纹底孔直径简单计算可按下式 要攻丝的尺寸乘上0.85 如:M3--2.4mm M4--3.1mm M5--4.2m M6--5.1mm M8--6.8mm 公制螺纹的计算方法: 底径=大径-1.0825*螺距 英制螺纹的计算方法: 底径=大径-1.28*螺距 脆性材料钻孔直径D=d(螺纹外径)-1.1p(螺距) 塑性材料钻孔直径D=d(螺纹外径)-p(螺距) 除了以上的经验公式外,还要考虑螺纹的公差等级. 普通公制螺纹用外径-螺距。 公制螺纹(MM牙) 牙深=0.6495*牙距P (牙角60度) 内牙孔径= 公称直径-1.0825*P M20x2.5-6H/7g (右手)-(单头螺纹)-(公制粗牙) (公称直径20mm) (牙距2.5mm) (内螺纹配合等级6H) (外螺纹配合等级7g) 左-双头-M20x1.5 (左手)-(双头螺纹)-(公制细牙) (公称直径20mm) (牙距1.5mm) 美制螺纹 (统一标准螺纹) 牙深=0.6495*(25.4/每吋牙数) (牙角60度) 3/4-10UNC-2A
螺纹底孔深度计算公式
螺纹底孔深度计算公式 (1)底孔直径的确定丝锥在攻螺纹的过程中,切削刃主要是切削金属,但还有挤压金属的作用,因而造成金属凸起并向牙尖流动的现象,所以攻螺纹前,钻削的孔径(即底孔)应大于螺纹内径。 底孔的直径可查手册或按下面的经验公式计算: 脆性材料(铸铁、青铜等):钻孔直径d0=d(螺纹外径)-1.1p(螺距) 塑性材料(钢、紫铜等):钻孔直径d0=d(螺纹外径)-p(螺距)(2)钻孔深度的确定攻盲孔(不通孔)的螺纹时,因丝锥不能攻到底,所以孔的深度要大于螺纹的长度, 盲孔的深度可按下面的公式计算: 孔的深度=所需螺纹的深度+0.7d 普通螺纹底孔直径简单计算可按下式 要攻丝的尺寸乘上0.85 如:M3--2.4mm M4--3.1mm M5--4.2m M6--5.1mm M8--6.8mm
公制螺纹的计算方法: 底径=大径-1.0825*螺距 英制螺纹的计算方法: 底径=大径-1.28*螺距 脆性材料钻孔直径D=d(螺纹外径)-1.1p(螺距)塑性材料钻孔直径D=d(螺纹外径)-p(螺距) 除了以上的经验公式外,还要考虑螺纹的公差等级. 普通公制螺纹用外径-螺距。 公制螺纹(MM牙) 牙深=0.6495*牙距P (牙角60度) 内牙孔径= 公称直径-1.0825*P M20x2.5-6H/7g (右手)-(单头螺纹)-(公制粗牙) (公称直径20mm) (牙距2.5mm) (内螺纹配合等级6H) (外螺纹配合等级7g) 左-双头-M20x1.5 (左手)-(双头螺纹)-(公制细牙)
(公称直径20mm) (牙距1.5mm) 美制螺纹 (统一标准螺纹) 牙深=0.6495*(25.4/每吋牙数) (牙角60度) 3/4-10UNC-2A (UNC粗牙)(UNF细牙) (1A 2A 3A 外牙公差配合等级) (1B 2B 3B 内牙公差配合等级) UNC美制统一标准粗牙螺纹 外径3/4英吋,每英吋10牙 外牙2级公差配合 管螺纹(英制PT) 牙深=0.6403*(25.4/每吋牙数) (牙角55度) PT 3/4-14 (锥度管螺纹) 锥度管螺纹,锥度比1/16 3/4英吋管用,每英吋14牙
攻螺纹前底孔直径的确定
攻螺纹前底孔直径的确定 (1)普通螺纹攻螺纹前底孔的钻头直径 (2)非螺纹密封的管螺纹攻螺纹前钻底孔的钻头直径
(3)英制锥管螺纹和英制锥螺纹攻丝前钻底孔的钻头直径 板料冲压件螺纹底孔冲压成形技术
(2007-01-08 20:05:13 ) 摘要:在板料冲压件上,按其料厚不同分别采用精冲小孔、变薄翻边、冷冲挤等工艺方法,成形螺纹底孔。本文论述了上述螺纹冲压成形工艺、冲模结构及其设计与制造技术。 主题词:冲件螺纹底孔冲小孔变薄翻边冷冲挤成形技术 螺纹联接结构,尤其紧螺纹联接结构,是各种机电与家电产品中零部件最主要的联接结构型式。薄板冲压件进行紧螺纹联接,需要有大于料厚的联接螺纹长度,以确保其联接可靠性,增强其负载能力,才能达到使薄板冲件联接牢靠、重量小的目的,从而使其成为结实、轻巧、紧凑的理想结构零件。 在仪器仪表、电子电器、各类家电、家用器具、玩具等产品的板料冲压件上,经常采用M2-M10的小螺纹紧联接结构。为提高效率并满足大量生产的需求,采用精冲小孔、变薄翻边、冷冲挤等工艺方法,冲压成形这些小螺纹底孔,不仅能以冲压制孔取代钻孔而大幅度提高生产效率,同时能获得尺寸精确、一致性好的底孔,并可使螺纹联接有足够的长度,从而确保其联接可靠性及设计要求的承载能力。所以,用冲压成形技术加工小螺纹底孔,具有优质高产的效果,也是一种成熟而值得推广的工艺技术。 1螺纹底孔的计算 合适螺纹底孔的大小,不仅取决于螺纹直径,而且与其螺距有着密切的关系,通常可按下式计算: 当t L≤1时,取:d Z=d-t L 当t L>1时,取:d Z=d-(1.04~1.06)t L (2)
螺纹底孔孔径经验算法
螺纹底孔孔径经验算法 攻螺纹前钻底孔直径和深度的确定以及孔口的倒角 (1)底孔直径的确定丝锥在攻螺纹的过程中,切削刃主要是切削金属,但还有挤压金属的作用,因而造成金属凸起并向牙尖流动的现象,所以攻螺纹前,钻削的孔径(即底孔)应大于螺纹内径。 底孔的直径可查手册或按下面的经验公式计算: 脆性材料(铸铁、青铜等):钻孔直径d0=d(螺纹外径)-1.1p(螺距) 塑性材料(钢、紫铜等):钻孔直径d0=d(螺纹外径)-p(螺距) (2)钻孔深度的确定攻盲孔(不通孔)的螺纹时,因丝锥不能攻到底,所以孔的深度要大于螺纹的长度, 盲孔的深度可按下面的公式计算: 孔的深度=所需螺纹的深度+0.7d 普通螺纹底孔直径简单计算可按下式 要攻丝的尺寸乘上0.85 如:M3--2.4mm M4--3.1mm M5--4.2m M6--5.1mm M8--6.8mm 公制螺纹的计算方法: 底径=大径-1.0825*螺距 英制螺纹的计算方法: 底径=大径-1.28*螺距 脆性材料钻孔直径D=d(螺纹外径)-1.1p(螺距) 塑性材料钻孔直径D=d(螺纹外径)-p(螺距) 除了以上的经验公式外,还要考虑螺纹的公差等级. 普通公制螺纹用外径-螺距。 公制螺纹(MM牙) 牙深=0.6495*牙距P (牙角60度) 内牙孔径= 公称直径-1.0825*P M20x2.5-6H/7g (右手)-(单头螺纹)-(公制粗牙) (公称直径20mm) (牙距2.5mm) (内螺纹配合等级6H) (外螺纹配合等级7g) 左-双头-M20x1.5 (左手)-(双头螺纹)-(公制细牙) (公称直径20mm) (牙距1.5mm) 美制螺纹 (统一标准螺纹) 牙深=0.6495*(25.4/每吋牙数) (牙角60度) 3/4-10UNC-2A (UNC粗牙)(UNF细牙) (1A 2A 3A 外牙公差配合等级) (1B 2B 3B 内牙公差配合等级)
螺纹底孔深度计算公式
螺纹底孔深度计算公式 举个例子,要求bai钻M10的螺纹,du深度20.用的丝锥切削锥是3个牙zhi,则最低深度是20+3*1.5=24.5,注意24.5是孔的有效dao深度,是钻头钻完最深的地方。其中的1.5是螺距。总结一下:底孔深度螺纹深度+切削锥牙数*螺距最好是比这个公式再大点,要不在孔底挤住可就废了。另外,小直径的丝锥有的是尖头的,使用上面的公式要把尖头长度算上去 m10的丝深bai20mm,钻头打底孔深是27mm, 攻盲孔(不du通孔)的螺纹时,因丝锥不能攻到底,所zhi以孔的深dao度要大于螺纹的长度,盲孔的深度可按下面的公式计算:孔的深度=所需螺纹的深度+0.7d 公称直径d ,通孔拧入深度h ,盲孔拧入深度h ,攻丝深度h1, 3,8,6,7. 4,10,8,10. 5,12,10,12. 6,15,12,15. 8,20,26,18. 10,24,20,23. 12,28,24,27.
16,36,32,36. 20,45,40,45. 24,55,48,54. 30,70,60,67. 36,80,72,80. 42,95,85,94 NPT螺纹底孔的深度的计算公式如下: 底孔深度=螺纹深度+切削锥牙数*螺距 NPT 螺纹,属于美国标准的60 度锥管螺纹。NPT螺纹分一般密封圆柱管螺纹和一般密封圆锥管螺纹。美制一般密封螺纹圆锥外螺纹的基准平面的理论位置位于垂直于螺纹轴线,与小端(参考平面)相距一个基准距离(L1)的平面内圆柱内螺纹与圆锥外螺纹组成“柱/锥”配合;圆锥内螺纹与圆锥外螺纹组成“锥/锥”配合。 举个例子,要求钻M10的螺纹,深度20.用的丝锥切削锥是3个牙,则最低深度是20+3*1.5=24.5,注意24.5是孔的有效深度,是钻头钻完最深的地方。其中的1.5是螺距。总结一下:底孔深度>螺纹深度+切削锥牙数*螺距最好是比这个公式再大点,要不在孔底挤住可就废了。另外,小直径的丝锥有的是尖头的,使用上面的公式要把尖头长度算上去
车螺纹深度如何计算【干货技巧】
车螺纹深度如何计算 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展. 攻螺纹前钻底孔直径和深度的确定以及孔口的倒角 (1)底孔直径的确定丝锥在攻螺纹的过程中,切削刃主要是切削金属,但还有挤压金属的作用,因而造成金属凸起并向牙尖流动的现象,所以攻螺纹前,钻削的孔径(即底孔)应大于螺纹内径。 底孔的直径可查手册或按下面的经验公式计算: 脆性材料(铸铁、青铜等):钻孔直径d0=d(螺纹外径)-1.1p(螺距) 塑性材料(钢、紫铜等):钻孔直径d0=d(螺纹外径)-p(螺距) (2)钻孔深度的确定攻盲孔(不通孔)的螺纹时,因丝锥不能攻到底,所以孔的深度要大于螺纹的长度, 盲孔的深度可按下面的公式计算: 孔的深度=所需螺纹的深度+0.7d 普通螺纹底孔直径简单计算可按下式 要攻丝的尺寸乘上0.85 如:M3--2.4mm M4--3.1mm
M5--4.2m M6--5.1mm M8--6.8mm 公制螺纹的计算方法: 底径=大径-1.0825*螺距 英制螺纹的计算方法: 底径=大径-1.28*螺距 脆性材料钻孔直径D=d(螺纹外径)-1.1p(螺距)塑性材料钻孔直径D=d(螺纹外径)-p(螺距) 除了以上的经验公式外,还要考虑螺纹的公差等级. 普通公制螺纹用外径-螺距。 公制螺纹(MM牙) 牙深=0.6495*牙距P (牙角60度) 内牙孔径= 公称直径-1.0825*P M20x2.5-6H/7g (右手)-(单头螺纹)-(公制粗牙) (公称直径20mm) (牙距2.5mm) (内螺纹配合等级6H) (外螺纹配合等级7g) 左-双头-M20x1.5 (左手)-(双头螺纹)-(公制细牙) (公称直径20mm) (牙距1.5mm)
螺纹底孔与攻牙后的孔径对照表
螺纹底孔与攻牙后的孔径对照表 以下是常用粗牙公制螺纹钻底孔尺寸对应表。一般情况等于外径-螺距 M1 Φ0.75 M2 Φ1.6 M3 Φ2.5 M4 Φ3.3 M5 Φ4.2 M6 Φ5 M8 Φ6.75 M10 Φ8.5 M12 Φ10.25 M14 Φ12 M16 Φ14 M18 Φ15.5 M20 Φ17.5 M22 Φ19.5 M24 Φ21 M27 Φ24 M30 Φ26.5 螺纹钻孔底径计算 一般按下列公式: 1.攻公制螺纹:螺距t<1毫米,dz=d-t t>1毫米,dz=d-(1.04~1.06)t 式中t——螺距(毫米) dz——攻丝前钻孔直径(毫米) d——螺纹公称直径(毫米) 2.攻英制螺纹: 螺纹公称直径铸铁与青铜钢与黄铜 3/16"~5/8" dz=25(d-1/n) dz=25(d-1/n)+0.1 3/4"~11/2" dz=25(d-1/n) dz=25(d-1/n) +0.2 式中dz——攻丝前钻孔直径(毫米) d——螺纹公称直径(英寸) n——每英寸牙数 首先,要知道螺纹的外径D,螺距T,螺纹底孔直径d=D-T。 攻螺纹前钻底孔直径和深度的确定以及孔口的倒角 (1)底孔直径的确定丝锥在攻螺纹的过程中,切削刃主要是切削金属,但还有挤压金属的作用,因而造成金属凸起 并向牙尖流动的现象,所以攻螺纹前,钻削的孔径(即底孔)应大于螺纹内径。 底孔的直径可查手册或按下面的经验公式计算:
脆性材料(铸铁、青铜等):钻孔直径d0=d(螺纹外径)-1.1p(螺距) 塑性材料(钢、紫铜等):钻孔直径d0=d(螺纹外径)-p(螺距) (2)钻孔深度的确定攻盲孔(不通孔)的螺纹时,因丝锥不能攻到底,所以孔的深度要大于螺纹的长度, 盲孔的深度可按下面的公式计算: 孔的深度=所需螺纹的深度+0.7d 普通螺纹底孔直径简单计算可按下式 要攻丝的尺寸乘上0.85 如:M3--2.4mm M4--3.1mm M5--4.2m M6--5.1mm M8--6.8mm 公制螺纹的计算方法: 底径=大径-1.0825*螺距 英制螺纹的计算方法: 底径=大径-1.28*螺距 脆性材料钻孔直径D=d(螺纹外径)-1.1p(螺距) 塑性材料钻孔直径D=d(螺纹外径)-p(螺距) 除了以上的经验公司外,还要考虑螺纹的公差等级. 普通公制螺纹用外径-螺距。记这个最直观 螺纹外径计算方法(2009/09/06 19:48) 公制螺纹(MM牙) 牙深=0.6495*牙距P (牙角60度) 内牙孔径= 公称直径-1.0825*P M20x2.5-6H/7g (右手)-(单头螺纹)-(公制粗牙) (公称直径20mm) (牙距2.5mm) (内螺纹配合等级6H) (外螺纹配合等级7g) 左-双头-M20x1.5 (左手)-(双头螺纹)-(公制细牙) (公称直径20mm) (牙距1.5mm) 美制螺纹 (统一标准螺纹) 牙深= 0.6495*(25.4/每吋牙数) (牙角60度) 3/4-10UNC-2A (UNC粗牙)(UNF细牙) (1A 2A 3A 外牙公差配合等级) (1B 2B 3B 内牙公差配合等级)
螺纹底孔深度计算公式
螺纹底孔深度计算公式 (1)丝锥底孔直径的确定在攻丝过程中,刃口主要是切削金属,但也有挤压金属的作用,导致金属凸出并流向齿尖现象,所以在攻丝前,钻孔(即底孔)应大于螺纹直径。 井底直径可在手册中计算,也可按以下经验公式计算: 脆性材料(铸铁、青铜等):孔径D0=D(螺纹直径)-1.1p(螺距)塑料材料(钢、铜等):孔径D0=D(螺纹直径)-P(螺距)(2)为确定盲孔(非多孔孔)螺纹攻丝时的钻孔深度,由于丝锥不能到达底部,孔深应大于螺纹长度。 盲孔深度可按下式计算: 孔深=所需螺纹深度+0.7d 以下公式可用于普通螺纹座孔直径的简易计算 要攻丝的尺寸乘上0.85 如:M3--2.4mm M4--3.1mm M5--4.2m M6--5.1mm M8--6.8mm 公制螺纹的计算方法: 底径=大径-1.0825*螺距 英制螺纹的计算方法: 底径=大径-1.28*螺距
脆性材料钻孔直径D=d(螺纹外径)-1.1p(螺距)塑性材料钻孔直径D=d(螺纹外径)-p(螺距) 除了以上的经验公式外,还要考虑螺纹的公差等级. 普通公制螺纹用外径-螺距。 公制螺纹(MM牙) 牙深=0.6495*牙距P (牙角60度) 内牙孔径= 公称直径-1.0825*P M20x2.5-6H/7g (右手)-(单头螺纹)-(公制粗牙) (公称直径20mm) (牙距2.5mm) (内螺纹配合等级6H) (外螺纹配合等级7g) 左-双头-M20x1.5 (左手)-(双头螺纹)-(公制细牙) (公称直径20mm) (牙距1.5mm) 美制螺纹 (统一标准螺纹) 牙深=0.6495*(25.4/每吋牙数) (牙角60度) 3/4-10UNC-2A (UNC粗牙)(UNF细牙) (1A 2A 3A 外牙公差配合等级)