CNC刀具管理规定

CNC刀具管理规定
1.目的
为了有效规范刀具的请购、保管、领用及报废等程序,特制定此刀具管理规定。2.范围
适用于模具部cnc所有刀具的请购、保管、领用、退库及报废等操作。
3.权责
3.1模具部负责对刀具的请购、检验、入库、领用、退库手续的办理。
3.2采购部负责刀具的采购。
3.3CNC操作人员负责保管所领用的刀具。
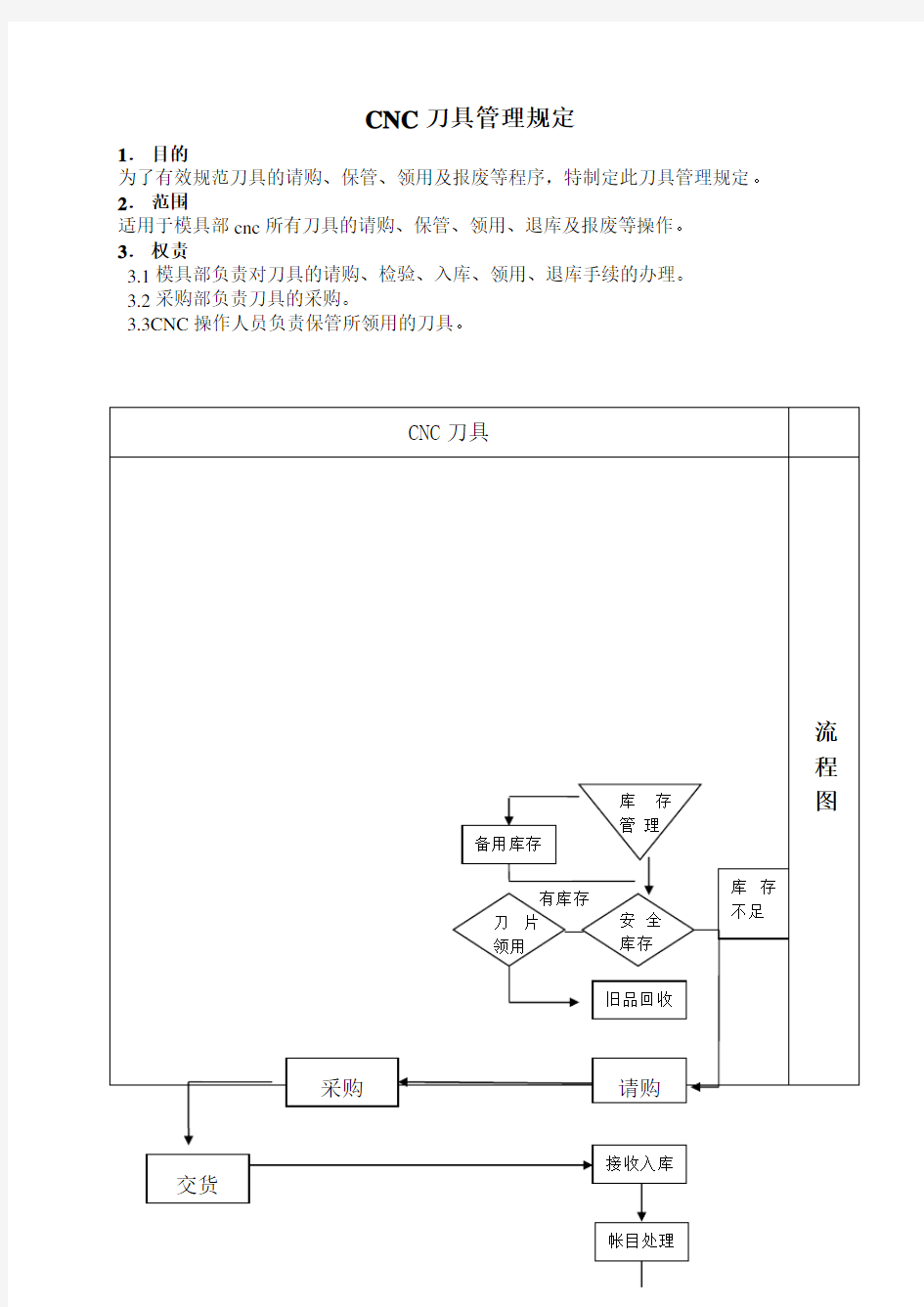
4.执行程序
4.1 CNC加工中心将需要使用的刀具及最低库存列一份清单,当刀具库存不足时加工中心人员填写CNC刀具申购单给部门主管,部门主管签字后给采购部采购。
4.2 刀具采购进来后CNC加工中心人员清点刀具数量及检查刀具型号品质,合格后填写入库单入库。
4.3 操作人员需要领用新刀具填写CNC刀具领用单,部门主管签收确认后到库房领出刀具,妥善保管。
4.4 刀具不能使用后经确认后统一放入废刀具盒回收。非正常刀具损坏,责任人员需填写刀具损坏报告,查明原因作出改善以防止下次继续出现。
4.5 刀具每个月底做一次盘点,不能使用的刀具及时报废。
刀具寿命管理办法
精心整理 精心整理 机加刀具寿命管理办法 1. 目的:跟踪刀具使用寿命,实现刀具定期更换、刃磨,减少刀具异常对生产和产品质量的影响。 2. 范围:机加车间专机、加工中心/钻攻中心用刀具,这些刀具需刻印有刀具代号和编号方可进行寿命统计和管理。 3. 职责: 3.1机加车间负责初拟刀具寿命。 3.2善。 3.33.4 4. 4.14.1.14.1.24.24.1.1《刀具寿命管理明细表》由公司领导批准下发各生产线后使用,同时存档备案。 刀具寿命管理明细表》的变更应按工艺变更程序执行。 寿命管理明细表》应悬挂于各工序生产设备上,以便实施刀具寿命的跟踪管理。 4.2刀具寿命跟踪管理 现场管理员完成,操作员工不得随意更换刀具。 4.2.3加工中心/钻攻中心等能以程序控制刀具寿命的,按相关程式必须加密或加锁,密码或钥匙由生产线现场管理员掌握,不得随意泄漏。
精心整理 精心整理 4.2.4现场管理员在输入刀具寿命时必须严格按照《刀具寿命管理明细表》上刃磨周期栏的规定执行,不得随意提高刀具的预定寿命。确需变更应按程序先变更《刀具寿命管理明细表》。 ,或刀具异常损坏需更换刀具时,刀具更换后,现场管理员应立即修改机床控制面板上该刀具的有关信息(修改刀具更换日期和对刀具实际加工件数进行清零),以确保刀具寿命跟踪有效实施。 现场管理员应将刀具更换情况记录在《刀具更换台帐》上,该记录每月月末交本部门汇总后归档。 4.2.64.2.84.2.9 5.附件1附件25.5.15.2员。 5.3 5.4现场管理员不认真、如实填写和及时上报《刀具更换台账》,按100元/次的标准考核调试员。 5.5《刀具更换台账》的收集和存档管理不良,按100元/次的标准考核现场技术员。 5.6不按上述规定管理外协复磨刀具,按100元/次的标准考核相关责任人。 5.7公司或上级部门查处到上述不良,按对直接责任人考核金额的30%考核车间主任的管理连带责任。
刀具寿命管理规定
刀具寿命管理规定 The latest revision on November 22, 2020
1.目的 为了有效的对采购非标刀具使用质量和寿命控制,提高经济效率,防止因刀具质量和寿 命失效而产生的经济损失,确保所采购的刀具达到所使用的质量和寿命,特制定此管理 规定。 2.适用范围 本规定适用于机加工使用的非标刀具,并制定了刀具从设计图纸、寿命、验 收、入库、领用、使用记录、修磨及供应商入账控制全过程的规范。 3.职责 3.1项目部负责产品所使用的非标刀具图纸设计和寿命核定及刀具已达寿命的 修磨确定以及质量反馈的管理。 3.2采购部门负责刀具供应商的开发、合同的签订、刀具的采购和报检,负责 对已达寿命修磨以及未达寿命的退货处理,及时办理入账手续。 3.3 刀具管理员负责对刀具的验收,并出具检测报告,对领用的刀具使用寿命 的监控,对没有达到使用寿命的刀具,应出具《刀具寿命控制表》同时把 该刀具一并退给仓库,对已达寿命的刀具应及时出具《刀具寿命控制表》 给仓库,对已达到寿命的刀具判定委外修磨。 3.4仓库负责对检验合格的刀具办理入库,做好刀具标识,并建账和发放及旧刀具的回收。 3.5财务部每月25日与刀具管理员盘点和核对所领用的刀具使用的寿命。 3.6机加部负责刀具的正确使用及维护与保管,根据刀具寿命要求,管控刀具 使用,建立《刀具寿命控制表》与《刀具更换记录表》。
《采购控制程序》 6.相关表单 6.1 《刀具图纸》 6.2 《外购外协件检验记录》 6.3 《采购申请单》 6.4 《领料单》 6.5《刀具领用单》 6.6 《刀具寿命控制表》 6.7 《刀具更换记录表》 6.8《纠正预防措施报告》
机加刀具寿命管理制度
东盛新精密机械有限公司 机加刀具寿命管理制度 1.目的:跟踪刀具使用寿命,实现刀具定期更换、刃磨,减少刀具异常对生产和产品质量的影响 2.范围:机加车间专机、加工中心钻攻中心用刀具,这些刀具需刻印有刀具代号和编号方可进行寿命统计和管理。 3.职责: 3.1机加车间负责初拟刀具寿命。 3.2技术部组织评审具体刀具寿命并确认,并配合机加车间对刀具寿命的更改和完善。 3.3机加车间现场管理员负责本办法在本部门的有效实施和推行,以及对生产现场刀具更换和刀具寿命的跟踪及记录。 3.4采购部、质管部、物管部分别负责刀具需外协时的刃磨、验收、收发,在此期间需保持刀具代号和编号不发生损失,以确保刀具寿命可持续追溯。 4.刀具寿命管理办法: 4.1刀具寿命相关术语及定义 4.1.1刀具寿命:是指一把新刀具从开始投入使用直到报废为止的总切削时间或切削工件的数量,其中包含多次刃磨时间(刃磨次数以表示),所以刀具寿命等于刀具耐用度和(n+1)的乘积。
4.1.2刀具耐用度:刃磨后的刀具自开始切削直到磨损量达到磨钝标准所经历的总切削时间或切削工件的数量。 4.1.3正常损坏:指刀具在设定加工数量外损坏的状态定义。 4.1.4异常损坏:指刀具在设定加工数量内损坏的状态定义。 4.1.5特别情况举例说明:当一把刀在一个程序周期中先后加工一个产品的m个部位(如钻孔攻丝等),则刀具寿命等于刀具耐用度与(n+1)以及m三者的乘积。 4.2刀具寿命标准的制定 4.1.1机加车间各现场管理员负责对各生产线所使用的刀具寿命进行初稿的编制,并详细注明刀具名称、生产线及工序、刀具代号和刀具编号,参照《刀具寿命管理明细表》的格式填写。 4.1.2《刀具寿命管理明线表》初稿编制完成后提交技术部,由技术部组织评审,评审定稿之《刀具寿命管理明细表》由公司领导批准下发各生产线后使用,同时存档备案。 4.1.3《刀具寿命管理明细表》的变更应按工艺变更程序执行。4.1.4《刀具寿命管理明细表》应悬挂于各工序生产设备上,以便实施刀具寿命的跟踪管理。 4.2刀具寿命跟踪管理 4.2.1刀具更换及相关寿命管理的工作由各生产线现场管理员完成,操作员工不得随意更换刀具。 4.2.3能以程序控制刀具寿命的机床,按相关程式必须加密或加锁,密码或钥匙由生产线现场管理员掌握,不得随意泄漏。
刀具寿命管理规定
刀具寿命管理规定 SANY GROUP system office room 【SANYUA16H-
机加刀具寿命管理办法 1.目的:跟踪刀具使用寿命,实现刀具定期更换、刃磨,减少刀具异常对生产和产品质量的影响。 2.范围:机加车间专机、加工中心/钻攻中心用刀具,这些刀具需刻印有刀具代号和编号方可进行寿命统计和管理。 3.职责: 3.1机加车间负责初拟刀具寿命。 3.2技术部组织评审具体刀具寿命并确认,并配合机加车间对刀具寿命的更改和完善。 3.3机加车间现场管理员负责本办法在本部门的有效实施和推行,以及对生产现场刀具更换和刀具寿命的跟踪及记录。 3.4采购部、质管部、物管部分别负责刀具需外协时的刃磨、验收、收发,在此期间需保持刀具代号和编号不发生损失,以确保刀具寿命可持续追溯。 4.刀具寿命管理办法: 4.1刀具寿命相关术语及定义 4.1.1刀具寿命:是指一把新刀具从开始投入使用直到报废为止的总切削时间或切削工件的数量,其中包含多次刃磨时间(刃磨次数以n表示),所以刀具寿命等于刀具耐用度和(n+1)的乘积。 4.1.2刀具耐用度:刃磨后的刀具自开始切削直到磨损量达到磨钝标准所经历的总切削时间或切削工件的数量。 4.2刀具寿命标准的制定 4.1.1机加车间各现场管理员负责对各生产线所使用的刀具寿命进行初稿的编制,并详细注明刀具名称、生产线及工序、刀具代号和刀具编号,参照《刀具寿命管理明细表》的格式填写。 寿命管理明线表》初稿编制完成后提交技术部,由技术部组织评审,评审定稿之《刀具寿命管理明细表》由公司领导批准下发各生产线后使用,同时存档备案。 刀具寿命管理明细表》的变更应按工艺变更程序执行。 寿命管理明细表》应悬挂于各工序生产设备上,以便实施刀具寿命的跟踪管理。 4.2刀具寿命跟踪管理 现场管理员完成,操作员工不得随意更换刀具。
刀具寿命管理规定审批稿
刀具寿命管理规定 YKK standardization office【 YKK5AB- YKK08- YKK2C- YKK18】
为了有效的对采购非标刀具使用质量和寿命控制,提高经济效率,防止因刀具质量和寿命失效而产生的经济损失,确保所采购的刀具达到所使用的质量和寿命,特制定此管理规定。 2.适用范围
本规定适用于机加工使用的非标刀具,并制定了刀具从设计图纸、寿命、验收、入库、领用、使用记录、修磨及供应商入账控制全过程的规范。 3.职责 项目部负责产品所使用的非标刀具图纸设计和寿命核定及刀具已达寿命的修磨确定以及质量反馈的管理。 采购部门负责刀具供应商的开发、合同的签订、刀具的采购和报检,负责对已达寿命修磨以及未达寿命的退货处理,及时办理入账手续。 刀具管理员负责对刀具的验收,并出具检测报告,对领用的刀具使用寿命的监控,对没有达到使用寿命的刀具,应出具《刀具寿命控制表》同时把该刀具一并退给仓库,对已达 寿命的刀具应及时出具《刀具寿命控制表》给仓库,对已达到寿命的刀具判定委外修 磨。 仓库负责对检验合格的刀具办理入库,做好刀具标识,并建账和发放及旧刀具的回收。 财务部每月25日与刀具管理员盘点和核对所领用的刀具使用的寿命。 机加部负责刀具的正确使用及维护与保管,根据刀具寿命要求,管控刀具使用,建立《刀具寿命控制表》与《刀具更换记录表》。 4.工作程序
5.相关文件 《采购控制程序》 6.相关表单 《刀具图纸》 《外购外协件检验记录》 《采购申请单》 《领料单》 《刀具领用单》 《刀具寿命控制表》 《刀具更换记录表》 《纠正预防措施报告》
刀具寿命管理规定
1目的为了有效地统计生产过程刀具使用的寿命,完善刀具管理,降低因刀具异常损坏造成质量损失,提高生产效率,节约成本。 2适用范围。 2.1适用于重庆远博机械有限公司机加车间使用,以及刀具管理及库房统计使用。3职责 3.1机加车间负责初拟刀具寿命。 3.2技术部和生产部组织评审具体刀具寿命并确认,并配合机加车间对刀具寿命的更改和完善。 3.3机加车间现场管理员负责本办法在本部门的有效实施和推行,以及对生产现场刀具更换和刀具寿命的跟踪及记录。 3.4采购部、质检部、仓库分别负责刀具需外协时的刃磨、验收、收发,在此期间需保持刀具代号和编号不发生损失,以确保刀具寿命可持续追溯。 4术语及其定义。 4.1刀具寿命:是指刀具至采购入库日起至损坏失效日止所加工产品的数量。 4.2正常损坏:指刀具在设定加工数量外损坏的状态定义。 4.3异常损坏:指刀具在设定加工数量内损坏的状态定义。 4.4刀具寿命设定:铣刀,车刀,加工数量件,丝锥加工数量为. 4.5刀具状态 5寿命统计及其方法
5.1所有刀具自领用出库起记录加工数量,数量来源于的《刀具寿命管控记录表》。至刀具损坏止所有的加工产品数为该刀具使用寿命。 5.2新刀使用统计为:领用加工至损坏止所有的加工数量。 5.3刀具寿命进入警戒状态现场需要加大刀具检测频次。 5.4刀具寿命进入危险状态允许现场班长及调机员预防性换刀,要严格按照刀具寿命规定执行,不得私自改动刀具使用寿命,员工不得私自更换刀具。 5.5刀具更换后,班长或者调机员应在《刀具寿命管控记录表》上注明更换原因及更换时间,该表每月交到车间统计员归档。 5.6更换下来的刀具,由班长或调机员送入刀具回收仓库,用塑料袋封装,并将刀具名称、更换时间、更换原因、加工数量记录到《刀具更换记录台帐》. 5.7更换后刀具需要由生产部班长级以上的相关人员统一鉴定评审,评审后刀具分为报废、可再利用或返修等,可再利用刀具需要重新定义刀具寿命,要比新刀具寿命缩短。 6相关表格 6.1《刀具寿命管控记录表》Q/YBZY-SC-02/01 6.2《刀具更换记录台帐》Q/YBZY-SC-02/02 本文档修订记录
刀具寿命管理办法
机加刀具寿命管理办法 1.目的:跟踪刀具使用寿命,实现刀具定期更换、刃磨,减少刀具异常对生 产和产品质量的影响。 2.范围:机加车间专机、加工中心/钻攻中心用刀具,这些刀具需刻印有刀具 代号和编号方可进行寿命统计和管理。 3.职责: 机加车间负责初拟刀具寿命。 技术部组织评审具体刀具寿命并确认,并配合机加车间对刀具寿命的更改和完善。 机加车间现场管理员负责本办法在本部门的有效实施和推行,以及对生产现场刀具更换和刀具寿命的跟踪及记录。 采购部、质管部、物管部分别负责刀具需外协时的刃磨、验收、收发,在此期间需保持刀具代号和编号不发生损失,以确保刀具寿命可持续追溯。 4.刀具寿命管理办法: 刀具寿命相关术语及定义 刀具寿命:是指一把新刀具从开始投入使用直到报废为止的总切削时间或切削工件的数量,其中包含多次刃磨时间(刃磨次数以n表示),所以刀具寿命等于刀具耐用度和(n+1)的乘积。 刀具耐用度:刃磨后的刀具自开始切削直到磨损量达到磨钝标准所经历的总切削时间或切削工件的数量。 正常损坏:指刀具在设定加工数量外损坏的状态定义。 异常损坏:指刀具在设定加工数量内损坏的状态定义。 特别情况举例说明:当一把刀在一个程序周期中先后加工一个产品的m个部位(如钻孔攻丝等),则刀具寿命等于刀具耐用度与(n+1)以及m三者的乘积。 刀具寿命标准的制定 机加车间各现场管理员负责对各生产线所使用的刀具寿命进行初稿的编制,并详细注明刀具名称、生产线及工序、刀具代号和刀具编号,参照《刀具寿命管理明细表》的格式填写。 《刀具寿命管理明线表》初稿编制完成后提交技术部,由技术部组织评审,评审定稿之《刀具寿命管理明细表》由公司领导批准下发各生产线后使用,同时存档备案。 《刀具寿命管理明细表》的变更应按工艺变更程序执行。
刀具寿命管理办法
机加刀具寿命管理考核办法 1、目的:跟踪刀具使用寿命,实现刀具定期更换、复磨,减少刀具异常对生产和产品品质的影响。 2、范围:机加专机、加工中心/钻攻中心用刀具。 3、职责:机加现场技术员负责本办法在本部门的有效实施和推行,机加生产线调试员负责生产现场刀具更换和寿命跟踪及记录。 4、管理办法 4.1、刀具寿命标准的制定 4.1.1各部门现场技术员负责生产线《刀具管理明细表》初稿的编制。编制依据是《品质管理表》。 4.1.2《刀具管理明细表》初稿编制完成后送交机加/通机技术部,由机加/通机技术部组织评审,评审定稿之《刀具管理明细表》由机加/通机技术部部长批准并加盖受控章后下发生产线使用,同时存档备案。4.1.3《刀具管理明细表》的变更应按TS16949相关工艺变更程序执行。4.1.4《刀具管理明细表》应悬挂于生产设备上,以便实施刀具寿命的跟踪管理。 4.2、刀具寿命跟踪管理 4.2.1刀具更换及相关寿命管理的工作由各线调试员完成。员工不得随意更换刀具。 4.2.3机床刀具寿命的相关程式必须加密或加锁,密码或钥匙由该生产线调试人员掌握,不得随意泄露。 4.2.4调试员在输入刀具寿命时必须严格按照《刀具管理明细表》上复磨周期栏的规定执行,不得随意提高刀具的预定寿命。确需变更应按程序先
变更《刀具管理明细表》。 4.2.4因刀具加工件数到预设之刀具寿命后,机床发出刀具报警信号,并自动 停机,或刀具异常损坏需更换刀具时,刀具更换后,调试员应立即修改机床控制面板上该刀具的有关信息(修改刀具更换日期和对刀具实际加工件数进行清零),以确保刀具寿命跟踪有效实施。 4.2.5刀具更换后,调试员应将刀具更换情况记录在《刀具更换台帐》上,该 记录每月月末交本部门现场技术员汇总后归档。 4.2.6更换下来需外协复磨的刀具,由调试员装入专用的纸袋内,并将该刀具 名称、生产线名、工序名、刀具编号、已加工件数等信息通过条码的方式记录,该刀具的条码应张贴在纸袋外。 4.2.7由供应部负责刀具的外协复磨管理,并负责刀具和对应的贴有条码信息 的纸袋对应正确,防止信息失真。 4.2.8复磨后刀具由供应部返回生产车间后,生产线调试员应建立专用刀具柜定置管理。 4.2.8复磨后重新上机使用的刀具,调试员应根据复磨情况重新设定和输入复 磨刀具的寿命标准,原则上不得高于新刀的复磨周期。 5考核办法 5.1、操作员工私自更换实施刀具寿命管理的刀具,或私自进入刀具管理程序修改有关刀具信息者,按100元/次的标准考核操作员工。 5.2、机床刀具管理密码泄露或钥匙管理不善等,按50元/次的标准考核调试员。 5.3、调试员不按〈刀具管理明细表〉的规定输入刀具寿命,以及刀具更换时不如实修改机床上刀具寿命管理的相关信息,按100元/次的标准考核调
刀具寿命管理
刀具壽命管理相關設定 系統參數:0ic系列8132#0設 1 其它系列9932#4設1 相關使用參數:6800設10000000 6801設01001000 6802設00000001 6804設00000100 6810設100 刀具壽命功能開啟時,在OFFSET SETTING 畫面下會有TOOL LIFE管理選項。 最初使用時須使用G10L3 指令宣告群組數及群組內的刀號,詳細的使用方法可參照操作說明上 第一卷第十章程式製作篇10.2刀具壽命管理。 在Tool Life 管理選項內你可以隨意更改計數,壽命,及刀具狀態除此之外增加群組或群組內的刀都必須使用指令來宣告,詳細說明可參照操作說明書上第一卷第十章操作篇10.2.1-10.2.2 刀具壽命管理數據及紀錄.改變和刪除刀具管理壽命數據。刀具壽命究竟 是用時間表示(分鐘)還是用次數表示,由參數LTM(No.6800#2)設定。 刀具壽命最大值如下: 用分鐘表示:4300(分鐘) 用次數表示:9999(次) 參數說明: 6800#0#1:GS1 & GS2 在設定可用群組數量及單一群組內可設的刀數。 M系列T系列 GS1 (No.6800#0) GS2 (No.6800#1) 刀具組數刀具數刀具組數刀具數 0 0 1~16 1~64 1~16 1~32 1~16 1~16 1~16 1~32 0 1 1~32 1~128 1~8 1~16 1~32 1~32
1~8 1~16 1 0 1~64 1~256 1~4 1~8 1~64 1~64 1~4 1~8 1 1 1~128 1~512 1~2 1~4 1~16 1~128 1~16 1~4 下一行表示刀具壽命管理組數512 組(M 系列),或刀具壽命管理組數128 組(T 系列)有選項時的值。 6800#2:LTM設定刀具壽命計數的方法 0:以換刀次數作計數 1:以加工時間作計數 PS:用時間計數可用參數6801#5來改變計數時間 6800#7:M6T指令MCODE與TCODE同單節時 0:判斷為TCODE之後號碼 1:判斷為下一個刀具群組指令 6801#0:CUT刀具壽命管理使用切削距離 0:不執行(一般設為0) 1:執行 6801#1:TSM當刀具有相同的刀具號碼 0:刀具壽命計數反應在相同刀號上 1:刀具壽命計數反應在正在使用刀上 6801#3:EMD刀具壽命到達標記(*)執行時機 0:當下一把刀呼叫時 1: 刀具壽命到達後即標記 6801#5:EIS刀具壽命以時間量測時的基礎單位 0:每四秒計數一次 1:每秒計數一次 6801#6:EXT指定是否使用刀具壽命管理功能 0:不使用 1:使用
FANUC刀具寿命管理开通方法
FANUC 刀具寿命管理开通方法 1刀具寿命管理 1.1 0I-MATE-TD/OI-TD 开通参数: 参数设定值意义 8132#01开通刀具寿命管理功能 6813128刀具寿命管理的最大组数 6800#01 每组刀具数量1-2个 6800#11 681190刀具寿命再启动的M代码 0:次数 6800#2 刀具寿命类型指定 1:时间 设定完参数,断电重启,执行以下程序初始化组数:G10 L3;/登录时删除所有组/ P1L50;/组号1和寿命值50次/ T0101;/1号刀和偏置号01/ ……
P8L100;/组号8和寿命值100次/ T0808;/8号刀和8号刀补/ G11; M30; 加工过程中调用刀具程序的格式为: …… T0199;/调用1号组刀具,并且进行寿命计算+1/ …… T0899;/调用1号组刀具,并且进行寿命计算+1/ …… T0888;/调用8号组刀具,取消8号刀补,使用00刀补,不进行寿命+1/ …… T0301;/调用3号刀1号刀补,不进行寿命计算/ ……
M30; 当此程序运行50次之后,1号刀的寿命到达,则CNC侧发出报警,提示用户更换刀具。 CNC测刀具寿命值的输入更改: 按下MDI面板上【OFS SET】,出现如下画面: 按右侧扩展键【+】,再按下【TL寿命】进入如下画面: 在该画面下按编辑进入如下画面: 移动光标,可以更改需要调用的T代码和对应刀偏值,以及刀具寿命值,按结束退出。 【注】:在程序中执行M02 M30或复位信号之前,只出现一次T0199即没有刀号重复额情况下,可正常刀具寿命计数。若在程序中执行M02,M30或复位信号之前,程序中出现同一刀号,需在后续相同刀号前加上M90(需PLC 处理结束信号) 0I-MATE-MD/OI-MD 开通参数: 参数设定值意义
刀具寿命管理规定(含表格)
刀具寿命管理规定 (IATF16949-2016/ISO9001-2015) 1.0目的 为了有效地统计生产过程刀具使用的寿命,完善刀具管理,降低因刀具异常损坏造成质量损失,提高生产效率,节约成本。 2.0适用范围。 2.1适用于重庆远博机械有限公司机加车间使用,以及刀具管理及库房统计使用。 3.0职责 3.1机加车间负责初拟刀具寿命。 3.2技术部和生产部组织评审具体刀具寿命并确认,并配合机加车间对刀具寿命的更改和完善。 3.3机加车间现场管理员负责本办法在本部门的有效实施和推行,以及对生产现场刀具更换和刀具寿命的跟踪及记录。 3.4采购部、质检部、仓库分别负责刀具需外协时的刃磨、验收、收发,在此期间需保持刀具代号和编号不发生损失,以确保刀具寿命可持续追溯。 4.0术语及其定义。 4.1刀具寿命:是指刀具至采购入库日起至损坏失效日止所加工产品的数量。 4.2正常损坏:指刀具在设定加工数量外损坏的状态定义。 4.3异常损坏:指刀具在设定加工数量内损坏的状态定义。 4.4刀具寿命设定:铣刀,车刀,加工数量10000件,丝锥加工数量为8000.
4.5刀具状态 5.0寿命统计及其方法 5.1所有刀具自领用出库起记录加工数量,数量来源于的《刀具寿命管控记录表》。至刀具损坏止所有的加工产品数为该刀具使用寿命。 5.2新刀使用统计为:领用加工至损坏止所有的加工数量。 5.3刀具寿命进入警戒状态现场需要加大刀具检测频次。 5.4刀具寿命进入危险状态允许现场班长及调机员预防性换刀,要严格按照刀具寿命规定执行,不得私自改动刀具使用寿命,员工不得私自更换刀具。 5.5刀具更换后,班长或者调机员应在《刀具寿命管控记录表》上注明更换原因及更换时间,该表每月交到车间统计员归档。 5.6更换下来的刀具,由班长或调机员送入刀具回收仓库,用塑料袋封装,并将刀具名称、更换时间、更换原因、加工数量记录到《刀具更换记录台帐》. 5.7更换后刀具需要由生产部班长级以上的相关人员统一鉴定评审,评审后刀具分为报废、可再利用或返修等,可再利用刀具需要重新定义刀具寿命,要比新刀具寿命缩短。 6.0相关表格 6.1《刀具寿命管控记录表》
刀具寿命管理方法
刀具寿命管理方法 对于机械加工型企业,刀具的管理是非常重要的一项工作内容。刀具管理中最重要的课题之一就是如何减少刀具磨损、延长刀具的使用寿命。 一、导致刀具需要更换主要体现在三个方面: 1、刀具发生了磨耗。刀具在切削的过程中因为磨耗,基本的尺寸要求难以保证了,这个时候刀具必须更换。 2、刀具的缺损。刀具的缺损是指发生缺口、崩断等问题。刀具一旦发生缺损必然会有不良或修理发生,对产品质量的影响是非常大的。所以对刀具的缺损设定合适的检出装置如传感是非常必要的。 3、品质不良。因为刀具品质不良而需要更换刀具。 二、客观条件和主观因素都会影响刀具寿命和质量。 1、跟刀具寿命有关的客观因素有以下几点: ?刀具的材质、形状。 ?切削条件:切削厚度、切削速度。 ?产品的材质、硬度。 ?产品的品质要求:尺寸精度、表面粗糙度。 ?设备的刚性:动作的精度和刚性。
2、影响刀具寿命的主观因素主要是两条: 一是不遵守刀具的使用规范和保养规范;二是不遵守刀具的定期更换规范。 不遵守刀具使用规范和保养规范的主要表现是:进刀过快,使用错误的刀具类型,刀具没有拧紧等,这些因素导致刀具消耗过快。 对于特定产品、特定种类的刀具而言,根据刀具寿命设定的更换周期是有要求的,但是遵守规范的不是特别多,有超长使用刀具的倾向。另外,有时候更换周期是建立在理想状态下的,而企业在实际生产的时候,切削条件会发生一些变更,产品形状、硬度发生了变化或偏差。出现这个问题的时候,现场的切削条件必须要变更。要遵守更换规范,更多的时候是要关注现场的变异问题,对刀具更换的设定值要经常修正,包括刀具的更换方法、重点、切削条件这些相应的要素。规范要不断地进行检讨修正,遵守才有意义,不然的话,死板的遵守只能导致一些坏的后果。 三、那么如何提升刀具的保养水平,延长刀具使用寿命呢? 1、加强日常保养,通过一些看似简单的工作将刀具的寿命延长:?生产现场,尤其是刀具夹持装置、工作台面、刀具存放场所等,进行彻底的清扫。
fanuc刀具寿命管理开通方法
FANUC刀具寿命管理开通方法 1 刀具寿命管理 0I-MATE-TD/OI-TD 开通参数: 参数设定值意义 8132#01开通刀具寿命管理功能 6813128刀具寿命管理的最大组数 6800#01 每组刀具数量1-2个 6800#11 681190刀具寿命再启动的M代码 0 :次数 6800#2 刀具寿命类型指定 1:时间 设定完参数,断电重启,执行以下程序初始化组数:
G10 L3;/登录时删除所有组/ P1L50;/组号1和寿命值50次/ T0101;/1号刀和偏置号01/ …… P8L100;/组号8和寿命值100次/ T0808;/8号刀和8号刀补/ G11; M30; 加工过程中调用刀具程序的格式为: …… T0199;/调用1号组刀具,并且进行寿命计算+1/…… T0899;/ 调用1号组刀具,并且进行寿命计算+1/…… T0888;/调用8号组刀具,取消8号刀补,使用00刀补,不进行寿命+1/
…… T0301;/调用3号刀1号刀补,不进行寿命计算/ …… M30; 当此程序运行50次之后,1号刀的寿命到达,则CNC 侧发出报警,提示用户更换刀具。 CNC测刀具寿命值的输入更改: 按下MDI面板上【OFS SET】,出现如下画面: 按右侧扩展键【+】,再按下【TL 寿命】进入如下画面: 在该画面下按编辑进入如下画面: 移动光标,可以更改需要调用的T代码和对应刀偏值,以及刀具寿命值,按结束退出。 【注】:在程序中执行M02 M30 或复位信号之前,只出现一次T0199 即没有刀号重复额情况下,可正常刀具寿命计数。若在程序中执行M02,M30或复位信号之前,程序中出现同一刀号,需在后续相同刀号前加上M90(需PLC处理结束信号)
刀具寿命管理规范(含表格)
刀具寿命管理规范 (ISO45001-2017) 1.目的 为了有效的对采购非标刀具使用质量和寿命控制,提高经济效率,防止因刀具质量和寿命失效而产生的经济损失,确保所采购的刀具达到所使用的质量和寿命,特制定此管理规定。 2.适用范围 本规定适用于机加工使用的非标刀具,并制定了刀具从设计图纸、寿命、验收、入库、领用、使用记录、修磨及供应商入账控制全过程的规范。 3.职责 3.1项目部负责产品所使用的非标刀具图纸设计和寿命核定及刀具已达寿命的修磨确定以及质量反馈的管理。 3.2采购部门负责刀具供应商的开发、合同的签订、刀具的采购和报检,负责对已达寿命修磨以及未达寿命的退货处理,及时办理入账手续。 3.3刀具管理员负责对刀具的验收,并出具检测报告,对领用的刀具使用寿命的监控,对没有达到使用寿命的刀具,应出具《刀具寿命控制表》同时把该刀具一并退给仓库,对已达寿命的刀具应及时出具《刀具寿命控制表》给仓库,对已达到寿命的刀具判定委外修磨。
3.4仓库负责对检验合格的刀具办理入库,做好刀具标识,并建账和发放及旧刀具的回收。 3.5财务部每月25日与刀具管理员盘点和核对所领用的刀具使用的寿命。3.6机加部负责刀具的正确使用及维护与保管,根据刀具寿命要求,管控刀具使用,建立《刀具寿命控制表》与《刀具更换记录表》。 4.工作程序
5.相关文件 《采购控制程序》 6.相关表单 6.1 《刀具图纸》 6.2 《外购外协件检验记录》 刀具检验记录表.d oc 6.3 《采购申请单》 6.4 《领料单》 6.5《刀具领用单》 刀具清单.d oc 刀具规格及安全库 存.xl s 6.6 《刀具寿命控制表》
刀具寿命管理方法
刀具寿命管理方法 Document serial number【UU89WT-UU98YT-UU8CB-UUUT-UUT108】
刀具寿命管理方法对于机械加工型企业,刀具的管理是非常重要的一项工作内容。刀具管理中最重要的课题之一就是如何减少刀具磨损、延长刀具的使用寿命。 一、导致刀具需要更换主要体现在三个方面: 1、刀具发生了磨耗。刀具在切削的过程中因为磨耗,基本的尺寸要求难以保证了,这个时候刀具必须更换。 2、刀具的缺损。刀具的缺损是指发生缺口、崩断等问题。刀具一旦发生缺损必然会有不良或修理发生,对产品质量的影响是非常大的。所以对刀具的缺损设定合适的检出装置如传感是非常必要的。 3、品质不良。因为刀具品质不良而需要更换刀具。 二、客观条件和主观因素都会影响刀具寿命和质量。 1、跟刀具寿命有关的客观因素有以下几点: 刀具的材质、形状。 切削条件:切削厚度、切削速度。 产品的材质、硬度。 产品的品质要求:尺寸精度、表面粗糙度。 设备的刚性:动作的精度和刚性。
2、影响刀具寿命的主观因素主要是两条: 一是不遵守刀具的使用规范和保养规范;二是不遵守刀具的定期更换规范。 不遵守刀具使用规范和保养规范的主要表现是:进刀过快,使用错误的刀具类型,刀具没有拧紧等,这些因素导致刀具消耗过快。 对于特定产品、特定种类的刀具而言,根据刀具寿命设定的更换周期是有要求的,但是遵守规范的不是特别多,有超长使用刀具的倾向。 另外,有时候更换周期是建立在理想状态下的,而企业在实际生产的时候,切削条件会发生一些变更,产品形状、硬度发生了变化或偏差。出现这个问题的时候,现场的切削条件必须要变更。要遵守更换规范,更多的时候是要关注现场的变异问题,对刀具更换的设定值要经常修正,包括刀具的更换方法、重点、切削条件这些相应的要素。规范要不断地进行检讨修正,遵守才有意义,不然的话,死板的遵守只能导致一些坏的后果。 三、那么如何提升刀具的保养水平,延长刀具使用寿命呢? 1、加强日常保养,通过一些看似简单的工作将刀具的寿命延长: 生产现场,尤其是刀具夹持装置、工作台面、刀具存放场所等,进行彻底的清扫。 定期进行刀具精度的维护保养。 确认刀具与夹持装置的螺钉紧固。 安装与拆卸的时候,对泄露脏污及时进行清扫。
FANUC刀具寿命管理开通方法.doc
FANUC?刀具寿命管理开通方法 1刀具寿命管理 1.1??0I-MATE-TD/OI-TD 开通参数: 参数设定值意义 8132#01 开通刀具寿命管理功能 6813 128 刀具寿命管理的最大组数 6800#01 每组刀具数量 1-2 个 6800#11 6811 90 刀具寿命再启动的 M 代码 0:次数 6800#2刀具寿命类型指定 1:时间 设定完参数,断电重启,执行以下程序初始化组数:G10 L3;/登录时删除所有组 / P1L50;/组号 1 和寿命值 50 次/ T0101;/1 号刀和偏置号 01/
P8L100;/组号 8 和寿命值 100 次/ T0808;/8 号刀和 8 号刀补 / G11; M30; 加工过程中调用刀具程序的格式为: T0199;/ 调用 1 号组刀具,并且进行寿命计算+1/ T0899;/ 调用 1 号组刀具,并且进行寿命计算+1/ T0888;/ 调用 8 号组刀具,取消 8 号刀补,使用 00 刀补,不进行寿命 +1/ T0301;/调用 3 号刀 1 号刀补,不进行寿命计算/ M30;
当此程序运行 50 次之后, 1 号刀的寿命到达,则 CNC侧发出报警,提示用户更换刀具。 CNC测刀具寿命值的输入更改: 按下 MDI 面板上【 OFS SET】,出现如下画面: 按右侧扩展键【 +】,再按下【 TL 寿命】进入如下画面: 在该画面下按编辑进入如下画面: 移动光标,可以更改需要调用的 T 代码和对应刀偏值,以及刀具寿命值,按结束退出。 【注】:在程序中执行 M02 M30 或复位信号之前,只出现一次 T0199 即没有刀号重复额情况下,可正常刀具寿命计数。若在程序中执行 M02,M30 或复位信号之前,程序中出现同一刀号,需在后续相同刀号前加上 M90(需 PLC处理结束信号 ) 0I-MATE-MD/OI-MD 开通参数: 参数设定值意义 8132#01开通刀具寿命管理功能 6813 128刀具寿命管理的最大组数