压力容器监造大纲范例
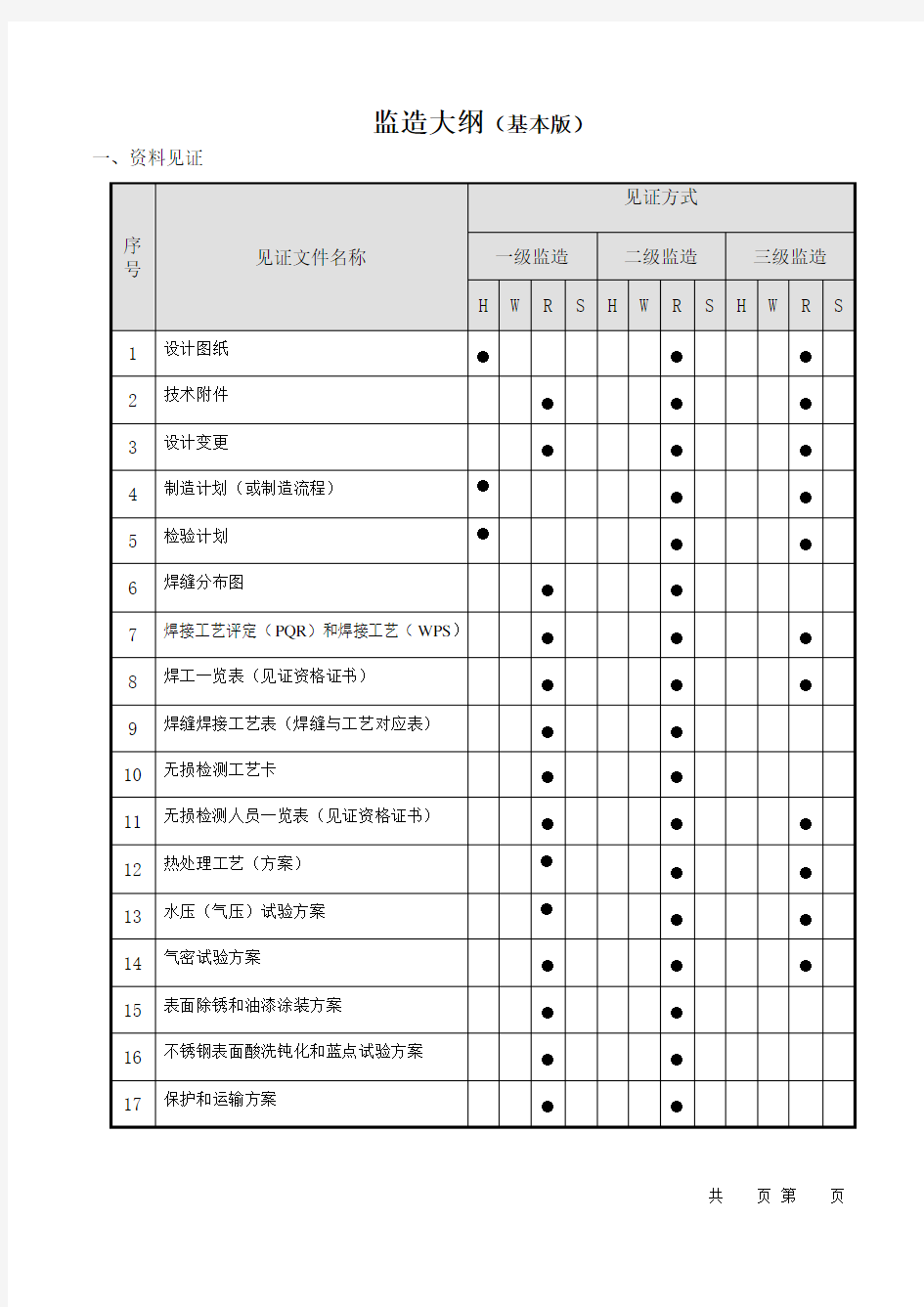
监造大纲(基本版)一、资料见证
注:①本大纲是压力容器监造的基本内容,不一定能全部适用于所有类型的压力容器产品,监造人员可根据产品特点和要求在此基础上进行必要的增删。其它产品监造内容也可参照本大纲的模式进行改编。
②本大纲中要求的项点是监造人员应进行见证的方式和内容,但并不表示未要求的项点不是监造人员监
造的内容,监造人员可针对产品特点和制造厂的薄弱环节,增加见证项点和监造深度。
220kV海底电缆驻厂监造大纲.
[键入文字] ×××220kV海底电缆线路工程220kV海底电缆驻厂监造大纲 ×××220kV海底电缆线路工程 220kV海底电缆驻厂监造大纲 ×××监理咨询有限责任公司 2014年11月
批准:审核:编写:
目录 1 范围 (1) 2 规范性引用文件 (1) 3 术语和定义 (1) 4 一般规定 (4) 5 驻厂监造 (4) 5.1 监造单位和监造人员 (4) 5.2 委托人、监造单位及供应商职责和权限 (5) 5.2.1 委托人职责和权限 (5) 5.2.2 监造单位职责和权限 (6) 5.2.3 供应商的职责和权限 (6) 5.3监造工作实施 (7) 5.3.1前期工作 (8) 5.3.2监造实施 (8) 5.3.3监造信息 (10) 5.3.4监造总结 (10) 附录A:220KV海底电缆驻厂监造项目及见证方式明细表 (11)
[键入文字] ×××220kV海底电缆线路工程220kV海底电缆驻厂监造大纲 1 范围 本大纲适用于×××220kV海底电缆线路工程220kV海底电缆的监造工作。 本大纲规定了220kV海底电缆的监造模式、职责和权限、监造工作内容、方法、流程及相应制度。 2 规范性引用文件 下列文件对于本大纲的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本大纲。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本大纲。 GB/T 19001 质量管理体系要求 DL/T 5434-2009 电力建设工程监理规范 国家、行业与产品相关的技术标准和质量监督标准。 3 术语和定义 3.1委托人 委托监造单位对中标线路设备实施监造的单位。 3.2供应商 线路设备制造并供货单位。 3.3监造及监造模式 “监造”指的是,相关单位(人员)根据国家有关法规、技术标准及
设备监造管理制度
设备监造管理制度-CAL-FENGHAI-(2020YEAR-YICAI)_JINGBIAN
设备监造管制度 第一章总则 第一条为保证************项目设备的制造质量、落实制造进度、监控制造过程,加强设备监造管理工作,规范监造活动,根据公司有关质量管理规定,制定本办法。 第二条设备监造(含进度监造及催交)是指相关职能部门按照合同,选派人员对设备在生产过程中的工艺流程、制造质量及进度、包装储运等进行监督的活动。 第三条在合同约定的范围内,按照法律法规、规章和标准,对设备制造过程的质量实施监督管理。监造活动应当遵循独立、公正、诚信、科学、客观的原则,实现监造工作制度化、标准化、规范化。 第四条设备的制造质量由签订设备供应合同的中标厂家全面负责。监造并不减轻制造单位(供应商)的质量责任,不代替本公司相关部门对设备的最终质量验收。 第二章监造的依据 第五条设备监造工作由公司实行统一管理,各主管部门组织实施,协调监造过程中存在的问题。 第六条设备监造依据国家法律法规、相关行业规范标准和规定、设备供货合同、监造合同或协议、会议纪要等。一般包含:(一)国家质检联[2001]174号《设备监理管理暂行办法》。 (二) GB/T19000 -IS09000《质量管理和质量保证》系列标准。 (三)招标文件所规定的并与该设备相关的国家、行业、公司标准; (四)设备合同及相关技术附件、以及其引用的标准、规范,有关经买卖双方代表签署的会议纪要、补充协议等。 (五)监造大纲、监造实施细则以及制造单位企业标准和制造方经审核的该设备的设计文件、工艺文件、检验试验规程、企业标准和质量体系文件。 (六)上述未涉及的地方,以国家相应的法律法规、标准、规范等为准。(七)产品标准按供货合同、技术协议等规定执行,合同中无规定或不明确、不完整的,按下列原则处理:
重要石化设备监造大纲(上册)
重要石化设备监造大纲(上册) 热壁加氢反应器制造过程质量验收检验大纲 1 总则 1.1 内容和适用范围 1.1.1 本大纲主要规定了采购单位(或适用单位)应对热壁加氢反应器制造过程进行质量验收检验的基本内容及要求,也可作为委托驻厂监造的依据。 1.1.2 本大纲适用于是有化工工业使用的加氢裂化、加氢精制装置中的热壁加氢反应器。同类容器可参照使用。 1.2 主要编制依据 1.2.1 《压力容器安全技术监察规程》; 1.2.2 GB 150-1998《钢制压力容器》; 1.2.3 JB 4732-1995《钢制压力容器分析设计》; 1.2.4 加氢反应器设计文件; 1.2.5 ASME规范; 1.2.6 相关标准等。 2 原材料 2.1 主要钢种为2.25Cr-1Mo和2.25Cr-1Mo-0.25V、3Cr-1MoV、冶炼工艺应采用电炉熔炼加炉外精炼、真空脱氧。 2.2 依据采购《技术协议》审核主体材料(含焊材)质量证明书,材料牌号及规格、锻件级别、数量、供货商等。 2.3 主体材料应进行外观、热处理状态、材料标记检查。 2.4 筒体、封头、进出口法兰及盖、法兰接管等主要承压件的化学成分、回火脆性敏感系数、常温机械性能、高温机械性能、夏比冲击试验、晶粒度及非金属夹杂物(指锻件)、硬度、回火脆性倾向评定、无损检验及取样部位、试验数量、模拟热处理状态应与采购《技术协议》规定一致。材料复验应按《压力容器安全技术监察规程》、采购《技术协议》规定执行。 2.5 内件、主螺栓、主螺母、裙座等材料检验应与采购《技术协议》规定一致。 2.6 螺栓和螺母应逐件进行硬度测试,按采购《技术协议》验收。 2.7 ≥Ф50棒料加工的螺栓粗加工应进行超声波检测,按采购《技术协议》验收。 2.8 基材焊接材料和堆焊材料检验应与采购《技术协议》规定一致。 2.9 凡在制造过程中改变热处理状态的主体材料,应重新进行性能热处理,其机械性能应与母材规定的要求一致。 3 焊接 3.1 焊工作业必须持有相应类别的有效焊接资格证书。 3.2 制造厂应在产品施焊前,根据图样、采购《技术协议》及JB 4708-2000的规定完成焊接工艺评定。 3.3 主要焊接工艺评定至少覆盖基体焊接工艺评定、堆焊工艺评定、异种钢焊接工艺评定三类。 3.4 焊接工艺评定报告应经相关单位确认。
0设备监造作业指导书
设备监造作业指导书 1. 目的、要求 1.1指导采购设备的监造工作,保证采购设备的质量和进度满足工程项目要求。 1.2根据采购设备的重要性和复杂程度,为突出设备监造重点,编制设备监造大纲。 1.3对设备重要工序的质量监理点分为四类即: R—文件见证即需要承包商提供文件进行见证的质量监理点 W—现场见证对复杂的关键的工序、测试、试验要求进行旁站监理,在该见证点,承包商应提前通知监造工程师实施见证和监理,监造工程师如未能在约定 的时间到达现场,承包商可自检合格后转入下道工序。 H—停止点见证即对重要的工序节点、隐蔽工程、关键的试验验收必须在监理工程师监督下进行,并对结果进行确认。 P—日常巡检即监造工程师在生产车间或现场了解的工艺规程情况、工序质量情况、零部件加工及组装试验状况、不合格品处置情况。 2. 监造项目 2.1监造项目分为原材料、金属结构件、机加工件、铸锻件、电气设备、耐火材料、整机性能、外协(购)件、技术文件、产品除锈涂漆,产品包装、装箱集港。 2.2原材料监造项目包括原材料化学成分、原材料机械性能、工厂原材料复检情况、原材料尺寸偏差、特殊实验、实物照片等。 2.3金属结构件监造项目包括钢板拼接质量、钢板下料尺寸偏差、下料外观粗糙度、焊缝尺寸偏差、焊缝表面质量(咬边、饱满度、平滑度等)、结构件尺寸偏差、钢板表面质量、变形情况、工艺支撑情况等。 2.4机加工件监造项目包括主要关键表面粗糙度、尺寸偏差、工厂质检报告、热处理性能、外观质量、特殊检验等。 2.5铸件监造项目包括铸件炉前化学成分、铸件热处理报告、铸件尺寸偏差、铸件表面质量、取样复检报告 2.6电气部分监造项目包括原材料材质、机械性能、产品外观质量、特殊试验、性能测试、转子平衡试验、工厂质检报告、连接尺寸、布线情况等。 2.7耐火材料监造项目包括原材料化学成分、性能检测报告、产品尺寸偏差、体积、件数、重量。 2.8技术文件监造项目包括技术文件的格式(电子版、纸版、可编辑性、排版形式)、内容、
设备监造合同范本通用版
设备监造合同范本通用版 Effectively restrain the parties’ actions and ensure that the legitimate rights and interests of the state, collectives and individuals are not harmed ( 合同范本 ) 甲方:______________________ 乙方:______________________ 日期:_______年_____月_____日 编号:MZ-HT-032778
设备监造合同范本通用版 委托方(甲方):住所: 企业(法人)营业执照注册号:法定代表人(负责人): 监造方(乙方):住所: 企业(法人)营业执照注册号:法定代表人(负责人): 根据《中华人民共和国合同法》等法律法规,本着自愿、平等、诚实信用的原则,双方就项目设备监造事宜,协商一致,签订本合同。1.委托监造设备概况 1.1监造设备名称:; 1.2监造设备的制造商:; 1.3监造设备的总造价:。 2.监造范围及依据 2.1监造范围:;
2.2监造依据:。 3.监造期限及地点 3.1监造期限:; 3.2监造地点:。 4.监造方式及要求 4.1监造方式:; 4.2监造要求: 4.2.1乙方应在合同生效后日内向甲方报送委派的监造人员名单,并指定为总监造工程师,未经甲方同意不得更换监造人员; 4.2.2甲方应在合同生效后日内向乙方提供等乙方履行监造职责所必需的资料; 4.2.3乙方应在合同生效后日内,根据国家相关法律、法规、标准、设计图纸及其它要求,完成《设备监造大纲》的编制、审批,并报甲方备案; 4.2.4乙方应按照经过批准的《设备监造大纲》要求,对监造设备的制造进行全过程监督。发现问题应通知制造商进行整改、返工
TSGR0003-2007《简单压力容器安全技术监察规程》
简单压力容器安全技术监察规程 第一章总则 第一条为加强简单压力容器的安全监察和管理,保障人民群众生命和财产的安全,根据《特种设备安全监察条例》的有关规定,制定本规程。 第二条本规程所称的简单压力容器是指结构简单、危险性小的压力容器。 第三条本规程适用于同时满足下列条件的简单压力容器: (一)容器由筒体和平封头、凸形封头(不包括球冠形封头),或者由两个凸形封头组成; (二)筒体、封头和接管等主要受压元件的材料为碳素钢、奥氏体不锈钢; (三)设计压力小于或者等于1.6 MPa; (四)容积小于或者等于1000L; (五)工作压力与容积的乘积大于或者等于2.5MPa·L,并且小于或者等于1000MPa·L; (六)介质为空气、氮气和医用蒸馏水蒸发而成的水蒸气; (七)设计温度大于或者等于-20℃,最高工作温度小于或者等于150℃; (八)非直接火焰的焊接容器。 第四条本规程也适用与简单压力容器相连接的以下连接件: (一)与外部管道或者装置用螺纹连接的第一个螺纹接头、法兰连接的第一个法兰密封面、专用连接件或者管件连接的第一个密封面; (二)简单压力容器开孔部分的承压盖及其紧固件; (三)非受压元件与简单压力容器本体连接的焊接接头; (四)所用的安全阀、爆破片(帽)、压力表、水位计、测温仪表等安全附件。 第五条本规程不适用于下列压力容器: (一)军事装备、核设施、航空航天器、海上设施和船舶使用的压力容器; (二)机器上非独立的承压部件(如压缩机缸体等); (三)危险化学品包装物; (四)灭火器; (五)快开门式压力容器; (六)移动式压力容器。 第六条简单压力容器的材料、设计、制造、检验检测和使用管理应当满足本规程的要求。第七条申请简单压力容器制造许可的制造单位其产品应当先进行型式试验,并且合格。第八条进出口简单压力容器的监督管理应当满足《锅炉压力容器制造监督管理办法》的有关规定。 第九条研制和开发简单压力容器产品,其技术要求与本规程规定不一致时,制造单位应当在试验研究的基础上,提出结论性报告,并且约请有检验检测资格的第三方对其安全性能进行检测,将所做试验的依据、条件、结果和第三方的检测报告及其他有关的技术资料报省级质量技术监督部门批准,方可进行制造和销售。 第十条各级质量技术监督部门负责监督本规程的执行。 第二章材料 第十一条简单压力容器用材料的质量及规格应当符合相应标准的规定。主要受压元件材料
设备监造大纲(拟稿)
目录 1.1 监造目的 (1) 1.2 监造依据 (1) 1.3 监造责任 (1) 1.4 设备监造的范围和重点 (1) 1.5 设备监造流程 (1) 1.6 设备监造过程中的质量控制 (2) 1.6.1 质量控制的任务 (2) 1.6.2 质量控制的依据 (2) 1.6.3 监造质量控制措施 (3) 1.6.3.1 (3) 1.6.3.2 (3) 1.6.3.3 (3) 1.6.3.4 (3) 1.6.3.5 (3) 1.6.3.6 (3) 1.6.3.7 (3) 1.6.3.8 (3) 1.6.3.9 (3) 1.6.4 监造进度控制措施 (4) 1.7 设备监造工作方法 (4) 1.7.1 监造工作程序 (4) 1.7.1.1 (4) 1.7.1.2 (4) 1.7.1.3 (4) 1.7.1.4 (4) 1.7.1.5 (4) 1.7.1.6 (5) 1.7.1.7 (5) 1.7.1.8 (5) 1.7.1.9 (5) 1.7.1.10 (5) 1.7.1.11 (5) 1.7.1.12 (5) 1.7.1.13 (5)
1.7.1.14 (5) 1.7.2 监造工作方法: (6) 1.7.2.1 质量控制方法: (6) 1.7.2.1.1 文件见证点(R点): (6) 1.7.2.1.2 现场见证点(W点): (6) 1.7.2.1.3 停工待检点(H点): (6) 1.7.2.1.4 日常巡检(P点): (6)
设备监造方案(拟稿) 1.1 监造目的 为了保证本项目所需的重要设备质量和进度,加强制造过程的监督和管理,保障本项目装置的安全、稳定、长周期的运行。 1.2 监造依据 1.2.1 项目单位与制造单位签订的设备采购合同(含技术协议等附件); 1.2.2 国家和行业的有关设备监造的法规、规定; 1.3监造责任 设备的制造质量由制造单位全面负责;监造并不减免制造单位的责任,不代替项目单位对设备的质量最终验收,本公司自行组织对本项目设备的监造,对设备的监造承担监造责任。 1.4设备监造的范围和重点 在本项目中,按监理单位自报提供的设备工程监理服务,共有31种共计36台(套)设备派员驻场监造。计有沈鼓生产的离心式混合冷剂压缩机1台(套)、杭州福斯达公司生产的塔类设备7台(套)、热交换器4台(套)、刚结构冷箱1台(套)、槽罐类压力容器23台(套),其中含3台(套)低温压力容器。在进行设备监造工作时,执行《设备工程监理规范》GB/T 26429-2010。 1.5 设备监造流程 明确设备监造任务→熟悉需要监造的设备的供货合同→、图纸、技术文件和技术协议→调查分析设备制造厂家情况→编制设备监造工作细则→参加设备制造图纸会审和设计交底→审查设备制造厂家的生产工艺方案,
设备监造管理规章制度
设备监造管制度 第一章总则 第一条为保证************项目设备的制造质量、落实制造进度、监控制造过程,加强设备监造管理工作,规范监造活动,根据公司有关质量管理规定,制定本办法。 第二条设备监造(含进度监造及催交)是指相关职能部门按照合同,选派人员对设备在生产过程中的工艺流程、制造质量及进度、包装储运等进行监督的活动。 第三条在合同约定的范围内,按照法律法规、规章和标准,对设备制造过程的质量实施监督管理。监造活动应当遵循独立、公正、诚信、科学、客观的原则,实现监造工作制度化、标准化、规范化。 第四条设备的制造质量由签订设备供应合同的中标厂家全面负责。监造并不减轻制造单位(供应商)的质量责任,不代替本公司相关部门对设备的最终质量验收。 第二章监造的依据 第五条设备监造工作由公司实行统一管理,各主管部门组织实施,协调监造过程中存在的问题。第六条设备监造依据国家法律法规、相关行业规范标准和规定、设备供货合同、监造合同或协议、会议纪要等。一般包含:(一)国家质检联[2001]174号《设备监理管理暂行办法》。 (二)GB/T19000 -IS09000《质量管理和质量保证》系列标准。 (三)招标文件所规定的并与该设备相关的国家、行业、公司标准; (四)设备合同及相关技术附件、以及其引用的标准、规范,有关经买卖双方代表签署的会议纪要、补充协议等。 (五)监造大纲、监造实施细则以及制造单位企业标准和制造方经审核的该设备的设计文件、工艺文件、检验试验规程、企业标准和质量体系文件。 (六)上述未涉及的地方,以国家相应的法律法规、标准、规范等为准。 (七)产品标准按供货合同、技术协议等规定执行,合同中无规定或不明确、不完整的,按下列原则处理: a 按国家标准; b 国家标准无规定的,按行业标准; c 国家和行业标准均无规定按企业标准; d 引进国外技术生产的产品,按引进技术标准; e 必要时,由买方、设计单位和制造厂家多方共同协商确定技术标准。 第三章监造人员素质要求 第七条一项工程,如果没有一支素质良好的监造人员组成的队伍,设备的质量监督就失去了组织的保证,各项监督工作就不能顺利的展开,监督职能也就不能充分的发挥作用。因此,对监造人员素质有着较高的要求,具体表现为以下几个方面: (一)监造人员应具备本专业的丰富技术经验,并熟悉GB/T19000-ISO9000系列标准和各专业标准;
设备监造计划(通用)精编版
设备监造计划 1总则 1.1为了确保设备制造质量,对重要设备制造进行有效监造,保证设备到达现场后能顺利安装、调试和运行,实现设备一次成功投运和安全可靠运行。 1.2设备监造是指根据设备供货合同,按照国家有关法规、规章、技术标准和客户要求,对设备制造过程的质量实施监督。 1.3设备的制造质量由我公司全面负责,在设备监造环节进行的同时必须确保设备的质量监督,设备监造不会代替对设备的最终质量验收。 2监造依据 2.1监造委托合同; 2.2项目单位与我公司签订的设备采购合同(含技术协议等附件); 2.3设备相关的国际/国家/行业标准/公司标准; 2.4监造大纲、监造实施细则以及制造单位企业标准。 3监造范围和内容 3.1监造范围:对监造设备在制造过程中进行质量、进度、付款控制,审核设备制造过程中的试验大纲和方案,参加设备制造过程的试验与检验,以及协助项目单位进行设备采购合同的信息管理和协调有关单位的工作关系。 3.2监造内容 针对具体监造设备根据技术协议及相关技术文件制订《监造实施细则》,提交项目单位并与我公司议定后实施。 4监造目标 保证项目单位设备采购合同中技术协议的技术参数全部达到要求,制造质量责任得到完全的履行。见证率100%,总结率100%,信息沟通率95%以上。 5监造见证方式及相关检查通知说明 5.1文件见证R点 监造人员审查设备制造单位提供的文件。内容包括原材料、元器件、外购外协件的质量证明文件,施工组织设计、技术方案、人员资质证明、进度计划,制
造过程中的检验、试验记录等。由监造人员对符合要求的资料予以签认。 5.2现场见证W点 对复杂的关键工序、测试、试验要求进行旁站监造,提前通知监造人员,监造人员到达现场进行见证和监造,现场见证项目应有监造人员在场对设备的试验、检验等过程进行现场监督检查,对符合要求的予以签认。 5.3停工待检H点 指重要工序节点、隐蔽工程、关键的试验验收点或不可重复试验验收点。停工待检项目必须有监造人员参加,现场检验签证后方能转入下道工序。 5.4监造内容见下表:
设备监造的规定
工程总承包项目 设备监造验收工作管理规定 (讨论稿) 西安德龙新型建筑材料科技有限责任公司 2012年6月
1 目的 为确保公司工程总承包项目或设备成套项目采购的设备材料质量、进度等充分满足合同要求和工程进度要求,特制定本规定。 2 范围 适用于公司工程总承包项目或设备成套项目设备、材料采购过程中,对供方设备材料的制造计划、质量计划、制造过程监造、产品检验、验收、包装、发运出厂等流程的控制。 3 职责 采购经理负责协助监造小组负责人组织及安排设备、材料的监造检验工作,与监造负责人及供方共同商定并编制检验计划。 监造小组负责人负责协调安排检验工作,按地域分片或项目安排监造人员进行设备材料的监造检验,及时向业主沟通汇报检验情况。 监造工程师进行检验计划的实施工作,对制造计划编制、原材料购买、加工、组装、调试、包装、发运等关键环节进行跟踪检查和监控,并及时填写相关监造检验记录。 采购部负责人统一协调,审查监造检验、验收的计划。 4 流程 4.1 项目采购合同签订后,采购经理应及时向监造小组负责人提交《采购合 同信息摘要表》(DLJC-01-1),并根据总包合同的相关要求,编制该项目需要重点控制检查的设备清单,经部门讨论后提交监造小组负责人。 4.2 检验清单确定后,监造小组负责人根据合同要求,按月编制《设备材料 监造检验计划单》(DLJC-01-2)。
4.3 月检验计划确认后,监造组负责人将月计划提交业主方/业主指定第三 监造方进行沟通确认,并于检查前2周提交给业主检验方检验通知。 4.4 监造工程师根据检验计划负责向供货商催要 QCP质量控制计划,其样式 详见《QCP质量控制计划样式表》(DLJC-01-6),确认具备进度及设备具体检查的时间,并将 QCP与供货范围等相关文件两周前提交给相关业主方检验人员(最迟检验前3天提供)。 4.5 监造负责人适时安排进行监造检验工作,及时派遣监造检验人员。《设 备材料监造检验派遣单》格式见DLJC-01-3。 4.6 在质量检验现场,监造工程师必须随时协调解决业主方/业主指定第三监 造方工程师提出的各种相关的问题,并敦促业主方/业主指定第三监造方人员现场出具质量检验报告,必须三方(业主检验方,采购方,供货商)签字确认。 4.7 监造工程师需根据检查情况,现场编制《供方生产及质检情况汇报表》 (DLJC-01-4),回公司后将报告归给监造小组负责人。对一次未通过验收或检验中出现重大问题的,监造工程师应及时电话通知监造小组负责人及部门负责人,并填写《供方质量问题处理单》(DLJC-01-5),详述存在问题。项目采购经理或其指定的检验人员有权通知供方停工整改直至复工。 4.8 一个项目结束后,监造工程师要及时填写《检验监造项目总结报告》(其 格式见DLJC-01-7)。 4.9 对于有特殊要求的设备、材料,应根据设备、材料的要求,可委托工程 设计部或设备设计研究所或有相应资格和能力的第三方进行检验并签订
设备监造大纲正式版
监理投标文件设备监造大纲 批准: 审核: 编制: 宁夏恒安建设监理咨询有限公司 二○○八年十月十二日
目录 1 对国网监造大纲的理解 (1) 1.1 名词定义 (1) 1.2 监造依据 (2) 1.3 监造责任 (2) 1.4 工作范围和内容 (2) 1.5 监造目标 (2) 1.6 见证方式 (3) 2 监造工作目标、措施 (3) 2.1 目标体系建立情况 (3) 2.2 监造措施 (3) 3 技术管理情况 (5) 3.1监造工作程序 (5) 3.2监造工作方法 (7) 3.3监造人员的工作职责 (10) 4拟配备资源情况 (11) 5 关键人员的资格和能力 (11) 5.1总监资格业绩 (11) 5.2项目团队资格业绩 (12)
6 监理管理工作创新思路 (16) 7现场协调经验和能力 (17) 7.1监理单位与个有关单位之间的协调 (17) 7.2协调方式 (19) 7.3协调方式 (20) 8服务承诺 (20) 9建议 (22) 9.1准备阶段工作建议 (22) 9.2实施阶段工作建议 (22) 9.3收尾阶段工作建议 (22)
设备监造大纲 1对《国家电网公司集中规模招标主要设备监造大纲(试行)》的理解 1.1名词定义 1.1.1项目单位:国家电网公司集中规模招标的主要设备的订货方。 1.1.2监造单位:受国家电网公司委托实施集中监造的单位。 1.1.3制造单位:在国家电网公司集中规模招标中中标的设备供应商。 1.1.4技术资料:与监造单位监造的设备有关的、在设备制造过程中的技术文件(包括本设备技术协议、设计文件、工艺标准、作业指导书等)。 1.1.5项目经理/项目总监:由监造单位指定完成本设备监造任务的负责人。 1.1.6监造工程师:由监造单位指定完成本设备监造任务的专业技术人员。 1.1.7设备采购合同:项目单位与制造单位签订的设备订货合同。 1.1.8现场见证(W点):对于复杂的关键工序、测试、试验要求监造人员在现场见证点。 1.1.9文件见证(R点):需要进行文件见证的质量管理点,由监造人员查阅制造单位的技术文件、试验记录、试验报告、包装储运规定和配套件等合格证明等,可以不在现场见证。 1.1.10 停工待检(H点):重要工序、关键的试验验收点,制造单位必须提前通知、等待监造人员或项目单位代表在场时进行见证。
金属结构监造大纲
附件9闸门、启闭机监造大纲
闸门、启闭机监造大纲目录 一、监造产品得工程概况 张墩闸结构形式为5孔5米开敞式水闸;房庄闸结构形式为3孔3、5 米开敞式水闸。工作闸门为於预制闸门,检修闸门为钢闸门,启闭机为 二、监造得内容与目标 (一)监造内容 张墩闸、房庄闸检修钢闸门、启闭机等。 (二)监造目标 实施监造得目标就是在合同条件下,设备监造工程师依据合同规定得技术标准与规范,对供方产品制造得程序、条件、方法、生产过程与产品质量状态进行监控与验证,使产品达到发包人规定得质量要求,从而保障发包人获得满足要求得优良产品,监造就是监理工作得重要组成部分,就是新墨河治理工程整体质量得保证。 三、监造得依据 1、《中华人民共与国产品质鉴法》等国家与建设管理部门制订颁布得法律、法规、规章与有关政罠等。 2、闸门及金属结构制造图纸及设计说明书; 3、发包人与设备制造商依法订立得全部合同及取方之间具有法律效力得来往文件、书信、函电等。产品加工图纸与修改通知单。与监理单位签订得建设监理合同以及项目法人与承包商签订得合同。 4、在监理过程中项目法人下达得工程变更文件,设计部门对设计问题得正式书面答复,项目法人与设计部门、监理单位等联合签署得设计回访备忘录等。 5、主要技术规范: 《水利水电建设工程验收规程》SL223-1999 《建设监理规范》GB50319-2000 《水利工程建设项目施工监理规范》 SL288-2003 《水工金属结构焊接通用技术条件》SL36-92
《钢结构工程施工及验收规范》GB50205—95; 《水工金属结构防腐蚀规范》SL105-95 《水利水电工程钢闸门制造安装及验收规范》DL/T5018-94 《国家工程建设标准强制性条文》(水利工程部分) 四、监造机构设置及监造计划 (一)监造机构设置 根据新墨河治理工程招标文件得要求,对闸门及启闭机设专职设备监造工程师。按设备监造大纲要求对制造设备得检测手段、原材料进货、外协件制造加工、组装、检验等工序进行监督与审查。新墨河治理工程项目监理组配置2名有经验得专业人员,协助业主选择生产制造厂家,定期驻厂负责对钢闸门与启闭机进行设备监造,对其进行质量控制、进度控制、确保工程得顺利进展。 (二)监造计划 新墨河工程监造计划要求土建主体工程开工前,预埋件监制完成,出厂验收与工地验收合格。土建主体工程完成前金属结构监造完成,出厂验收与工地验收合格,启闭机具备安装条件,出厂验收与工地验收合格。 五、监造程序、方法及措施 (一)监造程序 1、依据监理合同,组建驻厂监造监理小组,明确监造监理工程师得职责。 2、熟悉启闭机与金属结构制造图纸及有关技术说明与标准,了解设计意图与启闭机与金属结构制造得工艺规程以及合同得各项规定,组织设计交底与图纸审查。 3、监造工程师在熟悉设备监造有关规范、规程以及技术标准,熟悉设备得设计文件、设备订货合同得基础上,编制监理细则。 4、总监理工程师与监造工程师审查承包商报送得制造生产计划与工艺方案,提出审查意见,符合要求后予以批准,并报发包人; 5、总监理工程师审核分包人得资质情况、实际生产能力与质量保证体系,符合要求后予以确认。 6、监造工程师审查设备制造商得检验计划与检验要求,对试验室与试验人员
监造大纲电子版本
监造大纲
附件二《国家电网公司220kV及以上变电设备驻厂监造大纲(试行)》 国家电网公司 220KV及以上变电设备驻厂监造大纲 (试行) 国家电网公司物资部 二○○九年十月
目录 1 总则 (1) 1.1目的 (1) 1.2依据 (1) 1.3适用范围 (1) 1.4监造责任 (1) 2 术语和定义 (2) 2.1监造单位 (2) 2.2供应商 (2) 2.3驻厂监造 (2) 2.4技术资料 (2) 2.5质量问题(一般质量问题、重大质量问题) (2) 2.6文件见证(R点) (3) 2.7现场见证(W点) (3) 2.8停工待检(H点) (3) 3 监造工作目标 (3) 4 监造工作主要内容 (4) 4.1对设备制造质量的监督 (4) 4.3对设备制造进度的监督 (5) 5 监造工作程序 (5)
6 监造见证方式和见证项目 (6) 6.1见证方式 (6) 6.2见证项目 (7) 7 监造工作信息 (7) 8 附表(油浸式变压器、电抗器、组合电器、断路器监造项目) (7)
220kV及以上变电设备驻厂监造大纲 (试行) 1 总则 1.1 目的 为适应电网发展要求,加强设备监造管理,督促、协助供应商严格按合同履约,保证设备质量及供货进度,保障电网工程顺利实施,制订本监造大纲。 1.2 依据 本大纲是依据国家、行业和国际有关标准、规程和规范、公司监造管理办法,并结合近年来公司设备监造经验制定。 1.3 适用范围 本大纲适用于国家电网公司220kV及以上变压器、电抗器、组合电器、断路器的驻厂监造工作。110kV及以下可参照执行。 1.4 监造责任 设备监造是指监造单位按照采购合同约定,对设备在生产过程中的工艺流程、制造质量及进度等进行监督的活动。监造不减轻供应商的质量责任,不代替物资需求部门/单位对设备的最终质量验收。监造单位对设备的制造质量承担监造责任,监造责任包括违法/违纪责任、渎职责任、失职责任。
设备监造大纲正式版
监理投标文件设备监造大纲 批准:_____________________ 审核:_____________________ 编制:_____________________ 宁夏恒安建设监理咨询有限公司
二OO八年十月十二日 1对国网监造大纲的理解 (1) 1.1名词定义 (1) 1.2监造依据 (2) 1.3监造责任 (2) 1.4工作范围和内容 (2) 1.5 监造目标 (2) 1.6 见证方式 (3) 2监造工作目标、措施 (3) 2.1目标体系建立情况 (3) 2.2监造措施 (3) 3技术管理情况 (5) 3.1监造工作程序 (5) 3.2监造工作方法 (7) 3.3监造人员的工作职责 (10) 4拟配备资源情况 (11) 5关键人员的资格和能力 (11) 5.1总监资格业绩 (11)
5.2项目团队资格业绩 (12) 6 监理管理工作创新思路 16 7现场协调经验和能力 (17) 7.1监理单位与个有关单位之间的协调 (17) 7.2协调方式 (19) 7.3协调方式 (20) 8服务承诺 (20) 9 建议 (22) 9.1准备阶段工作建议 (22) 9.2实施阶段工作建议 (22) 9.3收尾阶段工作建议 (22)
设备监造大纲 1对《国家电网公司集中规模招标主要设备监造大纲(试行)》的理解 1.1 名词定义 1.1.1 项目单位:国家电网公司集中规模招标的主要设备的订货方。 1.1.2 监造单位:受国家电网公司委托实施集中监造的单位。 1.1.3 制造单位:在国家电网公司集中规模招标中中标的设备供应商。 1.1.4 技术资料:与监造单位监造的设备有关的、在设备制造过程中的技术文件(包括本设备技术协议、设计文件、工艺标准、作业指导书等) 1.1.5 项目经理/项目总监:由监造单位指定完成本设备监造任务的负责人。 1.1.6 监造工程师:由监造单位指定完成本设备监造任务的专业技术人员。 1.1.7 设备采购合同:项目单位与制造单位签订的设备订货合同。 1.1.8 现场见证(W点):对于复杂的关键工序、测试、试验要求监造人员在现场见证点。 1.1.9 文件见证(R点):需要进行文件见证的质量管理点,由监造人员查阅制造单位的技术文件、试验记录、试验报告、包装储运规定和配套件等合格证明等,可以不在现场见证。 1.1.10 停工待检(H点):重要工序、关键的试验验收点,制造单位必须提前通知、等待监造人员或项目单位代表在场时进行见证。 1.2 监造依据 1.2.1 监造委托合同; 1.2.2 项目单位与制造单位签订的设备采购合同(含技术协议等附件); 1.2.3 设备相关的国际/ 国家/ 行业标准/ 公司标准; 1.2.4 监造大纲、监造实施细则以及制造单位企业标准;
设备监造合同范本(2020版)
(合同范本) 姓名:____________________ 单位:____________________ 日期:____________________ 编号:YW-HT-027941 设备监造合同范本(2020版) Model contract for equipment supervision
设备监造合同范本(2020版) 委托方(甲方):住所: 企业(法人)营业执照注册号:法定代表人(负责人): 监造方(乙方): 住所: 企业(法人)营业执照注册号:法定代表人(负责人): 根据《中华人民共和国合同法》等法律法规,本着自愿、平等、诚实信用的原则,双方就项目设备监造事宜,协商一致,签订本合同。1.委托监造设备概况1.1 监造设备名称:; 1.2监造设备的制造商:; 1.3监造设备的总造价:。 2.监造范围及依据 2.1监造范围: ; 2.2监造依据: 。 3.监造期限及地点 3.1监造期限: ; 3.2监造地点: 。 4.监造方式及要求 4.1监造方式:; 4.2监造要求:
4.2.1乙方应在合同生效后日内向甲方报送委派的监造人员名单,并指定为总监造工程师,未经甲方同意不得更换监造人员; 4.2.2甲方应在合同生效后日内向乙方提供等乙方履行监造职责所必需的资料; 4.2.3乙方应在合同生效后日内,根据国家相关法律、法规、标准、设计图纸及其它要求,完成《设备监造大纲》的编制、审批,并报甲方备案; 4.2.4乙方应按照经过批准的《设备监造大纲》要求,对监造设备的制造进行全过程监督。发现问题应通知制造商进行整改、返工或返修;发现可能影响工期、质量、整体性能等重大问题时在日内向甲方报告,甲方应在日内给予答复; 4.2.5乙方应按设备制造时间及工序建立监造日志,记录监造过程和设备质量状况等,并定期向甲方提供监造工作简报,报告设备的制造进度、质量等情况; 4.2.6乙方应在设备监造工作结束后日内,编制完成并提交《设备监造报告》及约定的有关监造资料;监造特种设备的,还应按《特种设备安全监察条例》规定提供相关资料; 4.2.7乙方应对监造设备的质量和由此而给甲方造成的损失承担连带责任; 4.2.8其他约定:。 5.监造费用及支付方式 5.1监造费用(含税价/不含税价)总价: (大写人民币) 元。 (小写人民币):元。 5.2结算方式:选择下列第种方式。 5.2.1一次性支付:完成监造工作并提交甲方认可的《设备监造报告》后日内,支付全部监造费用。 5.2.2.分期支付:
压力容器产品制造监检论文
浅析压力容器产品制造监检 摘要:压力容器产品制造单位的产品质量监检是国家赋予质量 技术监督部门的重要职能,压力容器产品制造质量的好坏,直接影响压力容器产品在运行中的安全。本文主要从监检内容、方法、常见问题等几个方面进行探讨。 关键词: 压力容器产品制造监检 中图分类号: th49 文献标识码:a 文章编号: abstract: the pressure vessel products manufacturing units of the product quality inspection to the prison is a national quality technology supervision department’s important function, pressure vessel manufacturing quality products is good or bad, directly influence the pressure vessel in the operation of the product safety. this article mainly from the prison inspection content, method, common problem and so on several aspects are discussed. keywords: pressure vessel manufacture products for the prison 前言 压力容器产品制造的监督检验,是压力容器产品检验工作中重要部分。压力容器产品制造企业应严格执行相关法规、标准,规范的规定,按此结合图纸技术条件安排生产,确保质保体系顺畅运转。
压力容器制造过程中的监造检查
压力容器制造过程中的监造检查: 主要包括:设计质量、制造质量、安装质量等方面。其中,制造质量的好坏,起着关键的作用。 1、 材料控制:必须在熟悉图样的技术要求和相应的国家标准后,由制造单位,对材料加以控制。针对压力容器用材的特点,从原材料入厂,到产品合格出厂,必须自始自终坚持主要受压元件材料的可靠性、可追踪性。材料进厂后,按订货协议,核对材料生产厂提供的材质证明文件(或有效复印件)。材料的各项指标,应符合相应的材料标准,方可入库。有疑问时,还需进行必要的材料复验。 2、 工艺的控制 与普通的机械产品加工相比,压力容器制造,具有多品种单台套的特点! 因此,制造厂对每一台压力容器,都要编制一套完整的工艺文件。这些工艺文件,具有指导生产、保证质量、提高效率的作用。 制定了正确、合理的工艺后,关键是在施工过程中,严格执行已定的工艺! 每道工序完成后,操作者和工厂检验员,都要在工艺流程卡上签字认可,做到在制品随工艺流程卡,一同进入下道工序。 特别应该注意以下几点: 2、1 铆装时,不按容器主焊缝布置图,来组装筒节对接焊缝的位置,造成不必要的焊缝上开孔; 2、2 鞍座垫板,未钻<10的排气孔,垫扳与容器的角焊缝两侧,未间断焊,采用全封闭式焊接结构; 2、3 耐压试验时,安全意识差,在试压时发现渗漏,不按规定卸压后,再补焊或紧固螺栓,而是带压补焊或带压紧固螺栓,甚至在带压设备上进行无关试压的作业。 2、4 试验压力值的确定: 对设计温度大于等于200 ℃的钢制或大于等于150 ℃的有色金属制成的压力容器,应重视Pr = 1.25[σ]/[σ]t公式的应用; 否则,试验压力值,达不到GB150规定要求;直立容器卧置液压试验时,试验压力要考虑立置时,液柱静压力;夹套容器在进行压力试验时,必须校核内筒在试验压力下的稳定性。如不能满足稳定要求,必须同时在内筒内保持一定压力,以使在整个试验过程中的任一时间内,夹套和内筒的压力差,不超过设计压差。 3.焊接的控制 焊接的控制之关键,在于焊接工艺评定! 受压元件之间的焊缝,受压元件与受压元件之间的焊缝,及其上述定位焊缝和受压元件母材表面堆焊、补焊,均应按JB4708 《钢制压力容器焊接工艺评定》标准进行评定。 3.1 首先,要重视的是焊接工艺评定。根据图样的技术要求、焊接规程及焊接工艺评定,制订焊接工艺。 焊接工艺,还应对焊接工作环境提出要求。 对超次返修的焊缝,还应制定返修工艺措施,并应得到焊接技术负责人的同意。 焊接工艺评定,是企业编制焊接工艺的依据,也是生产产品在编制相关焊接工艺前极其重要的生产准备工作。 其指导意义,在于验收生产厂家的人员技术素质,设备能力和工艺的可靠性。 3.2
GIS监造大纲
吕梁岚县袁家村220kV 变电站工程 户外GIS组合电气 监造大纲 山西锦通工程项目管理咨询有限公司 二0一一年十月
编制:审核: 批准:
目录 一、总则 (4) 二、编制依据 (5) 三、监造概括 (6) 四、监造范围 (7) 五、监造内容 (8) 六、监造的实施 (9) 七、监造组织和职责 (10) 八、监造工作程序 (11) 九、质量控制计划 (13) 十、监造总结 (17)
一、总则 1、在输变电工程建设中,为了保证组合电器GIS制造质量,对组合电器制造过程实行有效监造,以保证设备到达现场后能够顺利安装、调试和投产,实现变电站的一次成功投运和可靠运行并提高运行经济性。 2、设备监造是指承担设备监造工作的单位受项目法人或建设单位委托,按照设备供货合同和技术协议的要求,坚持客观公正、诚实科学的原则,对工程所需设备在生产和制造过程中的工艺流程、制造质量及设备制造单位的质量保证体系进行监督,并对委托人负责的服务。 3、设备制造的质量由委托人签订供货合同的设备制造单位全面负责,设备监造并不减轻制造单位的质量责任,不代表委托人对设备的最终质量验收。监造单位应对被监造设备的制造质量承担监造责任,具体责任在监造服务合同中予以明确。 4、SF6全封闭组合电器就是把整个变电所的电器设备,除GIS组合电气外,全部封闭在一个接地的金属外壳内,壳内充以2.5-3.0大气压的SF6气体;GIS的优点是: (1)大大缩小了电气设备的占地面积与空间体积。由于SF6气体有很好的绝缘性能,因此绝缘距离大为缩小。随着电压等级的提高,缩小的倍数越来越大。 (2)全封闭组合电器运行安全可靠,维修也很方便,由于内部电器设备封闭于接地外壳之中,减少了自然环境条件对设备
(完整word版)设备监造格式
报告编号:2009040021-02 中国石化洛阳分公司 油品质量升级改造第二阶段实施工程260 万吨/年柴油加氢精制装置 热高压分离器(V-3402) 监造报告 编制: 审核: 批准: 合肥通安工程机械设备监理中心
合肥通安工程机械设备监理中心 产品质量监造报告书
产品名 PRODUCT NAME 2
一、概述 中国石化洛阳分公司 油品质量升级改造第二阶段实施工程260 万吨/年柴油加氢精制装置热高压分离器(V-3402) 监造报告 中国石油化工股份有限公司洛阳分公司油品质量升级改造第二阶段实施工程260 万吨/年柴油加氢精制装置中的热高压分离器(V-3402)由中国石化集团 洛阳石油化工工程公司(LPEC)设计,由兰州兰石炼化设备公司制造。 合肥通安工程机械设备监理中心受业主的委托,担任该设备的驻厂监造工作,并根据设计图纸、技术条件、技术协议、质量检验计划及相关标准编制监造 大纲及监造细则指导驻厂监造工程师开展监造工作。在监造工作期间,监造人员 依据图样、技术协议和相关标准规范,采用巡检、现场见证、文件审查等工作方 式实施监造工作,做到及时发现、及时处理设备制造质量和进度问题,对产品制 造质量的控制达到了预期的效果。 该台热高压分离器监造工作从2009 年7 月开始至2009 年12 月25 日设备发货止,历时共 6 个月。该项目参与驻厂监造工作有XXX 工程师。 二、设备技术参数及特点 本设备为高温、中压、存放易燃、易爆、中度危害介质的二类压力容器。采 用高温下具有较高强度和抗高温氧化腐蚀、良好的可加工性和焊接性、一定的组 织稳定性的合金钢12Cr2Mo1R(H)钢板、12Cr2Mo1 锻件作为主体材料,采用焊法 兰+八角垫结构保证密封性。具体主要技术参数见下表: 热高压分离器(V-3402)技术参数